A New Way of Toughening of Thermoset by Dual-Cured Thermoplastic/Thermosetting Blend


Abstract
1. Introduction
1.1. General Remarks
1.2. The EB Irradiation Process
1.3. Motivation
2. Experimental Details
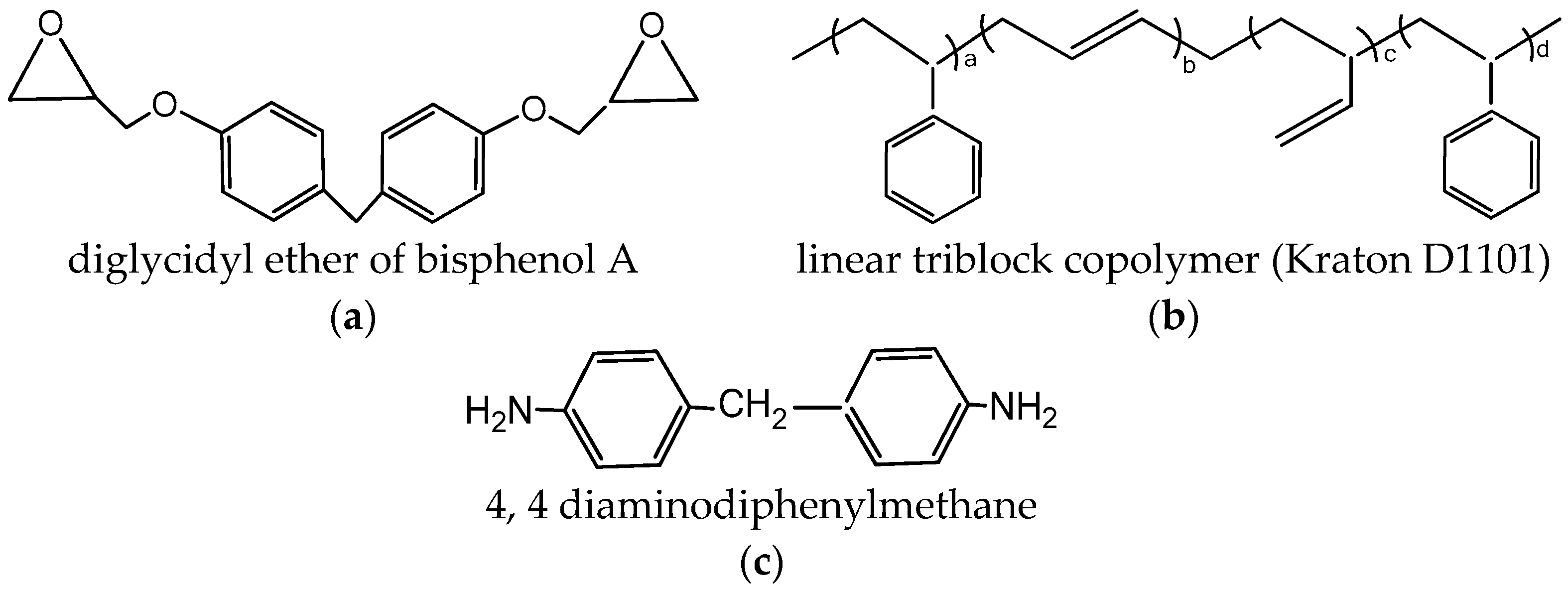
2.1. Materials and Specimen Preparation
2.1.1. Epoxidation of Kraton D1101 by m-CPBA
2.1.2. Electron Beam Treatment of EP/eKraton Blends
2.1.3. Blending of the Epoxidized Mixture
2.2. Characterization Techniques
2.2.1. Molecular Characterization
2.2.2. Morphological Characterization
2.2.3. Mechanical Testing
2.2.4. Dynamic Mechanical Analysis
3. Results and discussion
3.1. Quantitative Validation of the Chemical Modification
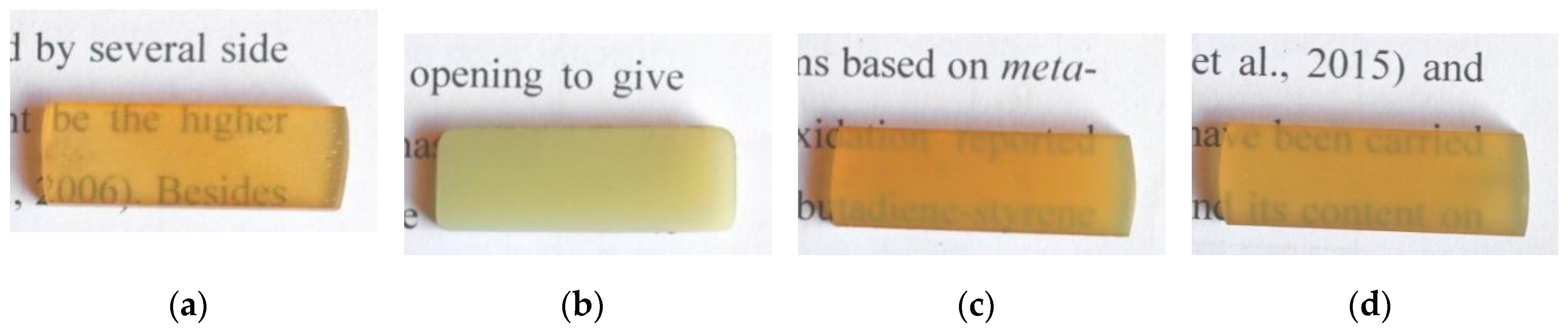
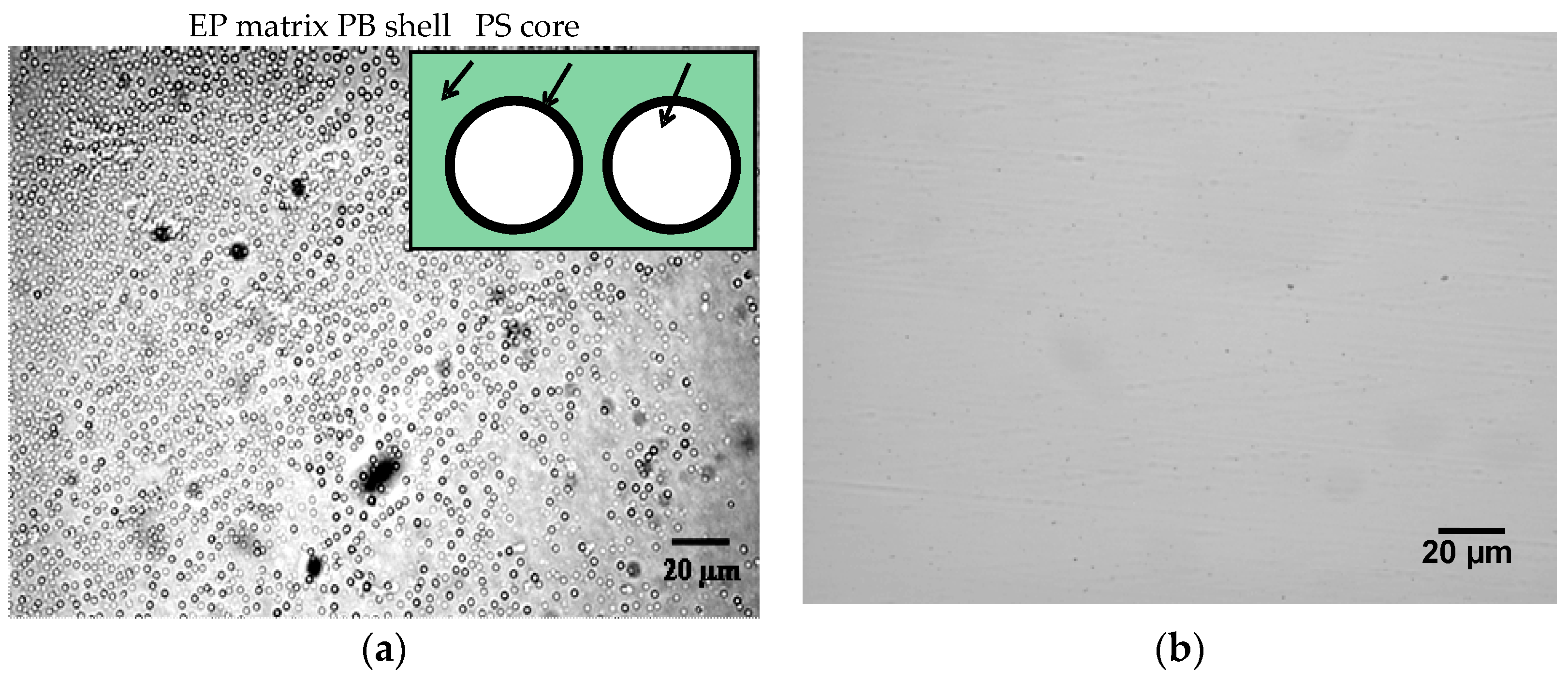
3.2. Preliminary Morphological Analysis
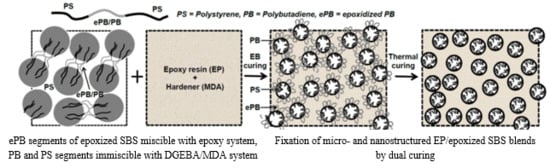
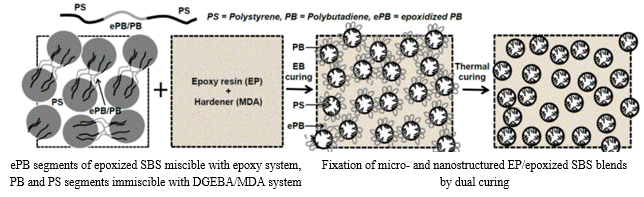
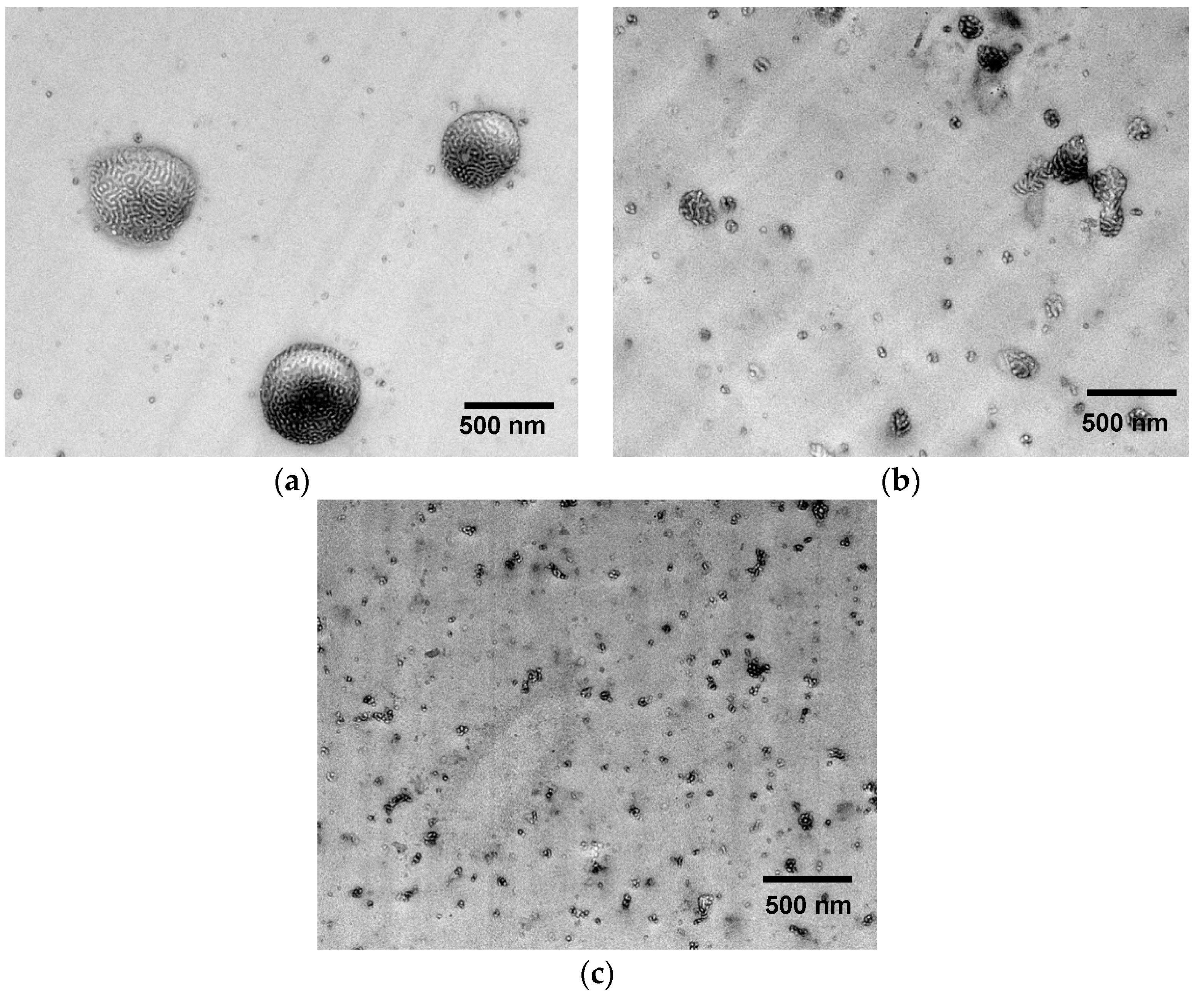
3.3. Morphological Behavior
3.4. Dynamic Mechanical Behavior
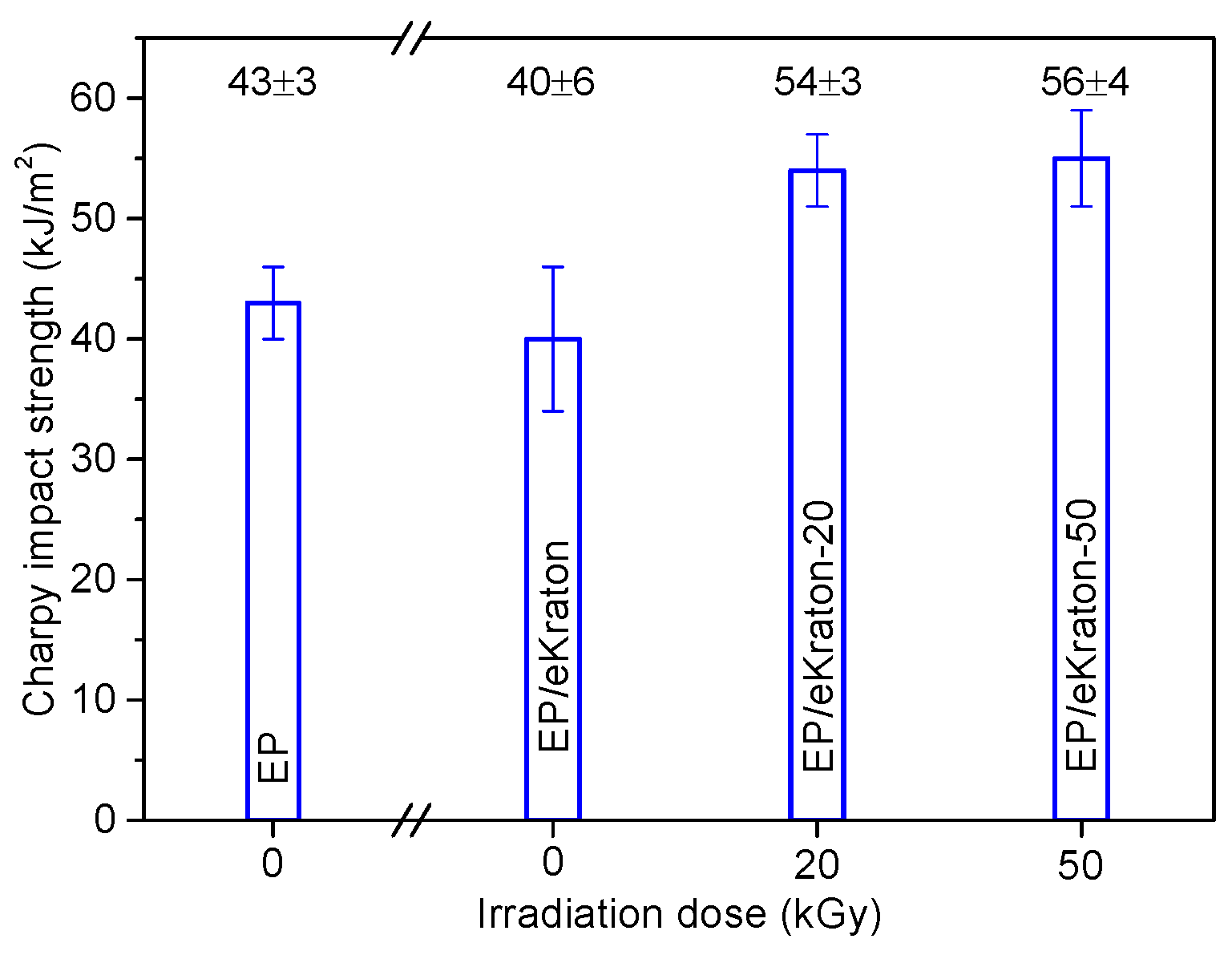
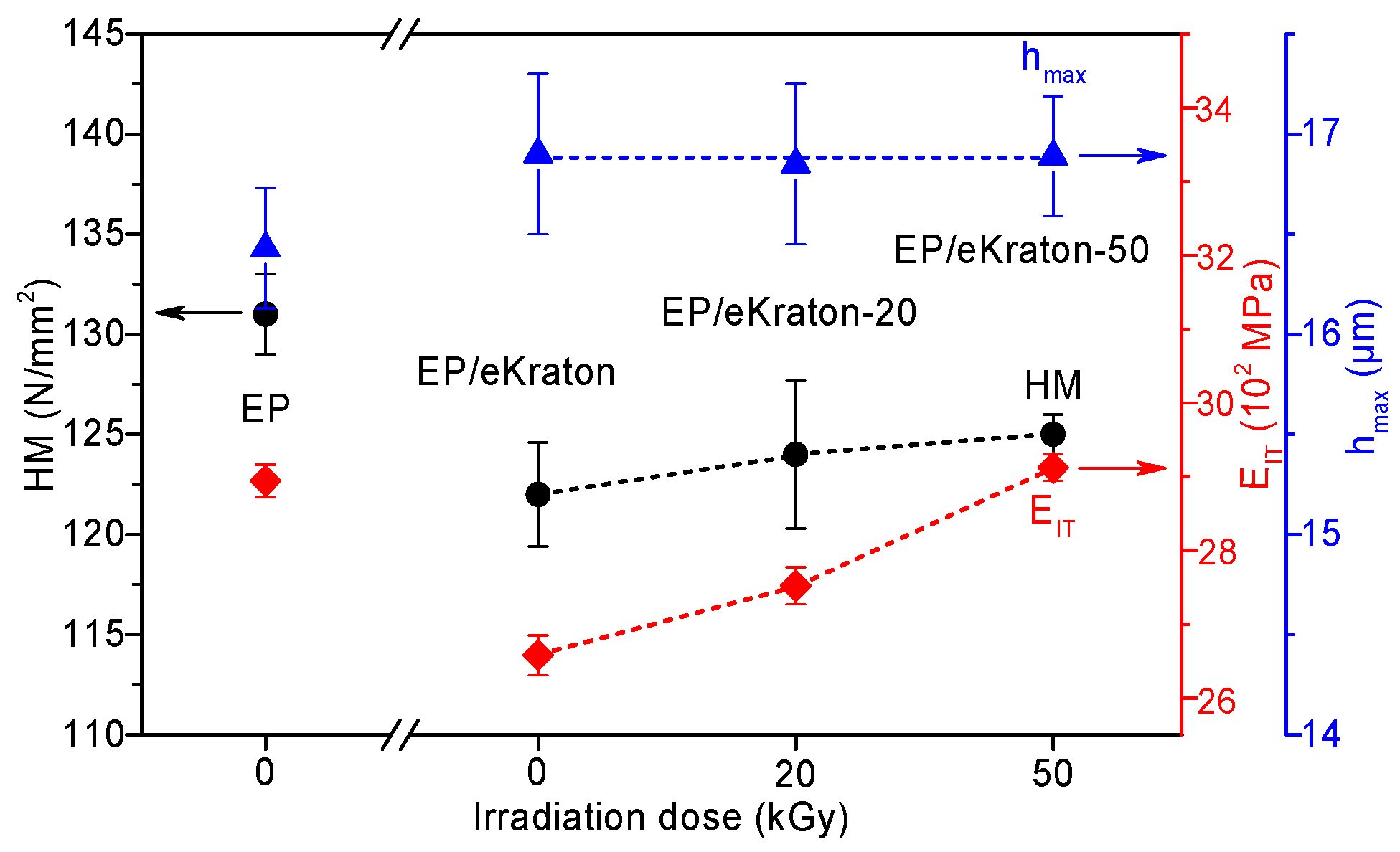
3.5. Mechanical Behavior
3.6. The Structure−Properties Correlations Scheme
4. Conclusions
- The quantitative validation of the partial epoxidation of Kraton D1101 was achieved using 1H-NMR spectroscopy.
- The experimental condition for the novel dual curing method was established by optimizing the curing condition and deformation behavior.
- The formation of micro- and nanostructures could be observed, and the effect of dual curing on the ultimate phase morphology was investigated using DMA and TEM analysis.
- The mechanical properties of the modified blends were improved as per the impact strength, fracture toughness, and micro-indentation analyses. The fracture toughness values were found to mainly depend on the dose.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nikafshar, S.; Zabihi, O.; Hamidi, S.; Moradi, Y.; Barzegar, S.; Ahmadi, M.; Naebe, M. A renewable bio-based epoxy resin with improved mechanical performance that can compete with DGEBA. RSC Adv. 2017, 7, 8694–8701. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, J.; Zhao, L.; Li, W.; Zhang, H.; Yu, X.; Zhang, Z. High performance shape memory epoxy/carbon nanotube nanocomposites. ACS Appl. Mater. Interfaces 2015, 8, 311–320. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.F.; Iwasaki, S.; Kanari, M.; Li, B.; Wang, C.; Lu, D.Q. High performance UV and thermal cure hybrid epoxy adhesive. IOP Conf. Ser.: Mater. Sci. Eng. 2017, 213, 012032. [Google Scholar] [CrossRef]
- Fischer, F.; Beier, U.; Wolff-Fabris, F.; Altstädt, V. Toughened high performance epoxy resin system for aerospace applications. Sci. Eng. Compos. Mater. 2011, 18, 209–215. [Google Scholar] [CrossRef]
- Ellis, B. Chemistry and Technology of Epoxy Resins; Chapman & Hall: London, UK, 1994. [Google Scholar]
- Unnikrishnan, K.P.; Thachil, E.T. Toughening of epoxy resins. Des. Monomers Polym. 2006, 9, 129–152. [Google Scholar] [CrossRef]
- Blanco, I.; Cicala, G.; Faro, C.L.; Recca, A. Development of a toughened DGEBS/DDS system toward improved thermal and mechanical properties by the addition of a tetra functional epoxy resin and a novel thermoplastic. J. Appl. Polym. Sci. 2003, 89, 268–273. [Google Scholar] [CrossRef]
- Park, S.J.; Jin, F.L. Improvement in fracture behaviors of epoxy resins toughened with sulfonated poly(ether sulfone). Polym. Degrad. Stab. 2007, 92, 509–514. [Google Scholar] [CrossRef]
- Gan, W.; Yu, Y.; Wang, M.; Tao, Q.; Li, S. Morphology evolution during the phase separation of polyetherimide/epoxy blends. Macromol. Rapid Commun. 2003, 24, 952–956. [Google Scholar] [CrossRef]
- Khatiwada, S.P.; Thomas, S.; Saiter, J.M.; Lach, R.; Adhikari, R. Mechanical and thermal properties of triblock copolymer modified epoxy resins. Bibechana 2018, 16, 196–203. [Google Scholar] [CrossRef]
- Jansen, J.U.; Machado, L.D.B. A new resin for photo curable electrical insulating varnishes. Nucl. Instrum. Methods Phys. Res. B 2005, 236, 546–551. [Google Scholar] [CrossRef]
- Alessi, S.; Dispenza, C.; Fuochi, P.G.; Corda, U.; Lavalle, M.; Spadaro, G. E-beam curing of epoxy-based blends in order to produce high-performance composites. Radiat. Phys. Chem. 2007, 76, 1308–1311. [Google Scholar] [CrossRef]
- Alessi, S.; Dispenza, C.; Spadaro, G. Thermal properties of E-beam cured epoxy/thermoplastic matrices for advanced composite materials. Macromol. Symp. 2007, 247, 238–243. [Google Scholar] [CrossRef]
- Naskar, K.; Gohs, U.; Wagenknecht, U.; Heinrich, G. PP–EPDM thermoplastic vulcanisates (TPVs) by electron induced reactive processing. Express Polym. Lett. 2009, 3, 677–683. [Google Scholar] [CrossRef]
- Jhonson, M.A. Electron Beam Processing for Advanced Composites. Available online: https://www.radtech.org/images/pdf_upload/ElectronBeamProcessingforAerospaceComposites.pdf (accessed on 21 December 2018).
- Lopata, V.J.; Sidwell, D.R. Electron beam processing for composite manufacturing and repair. Radtech Rep. 2003, 17, 32–42. [Google Scholar]
- Woods, R.J.; Pikaev, A.K. Applied Radiation Chemistry: Radiation Processing; John Wiley and Sons: New York, NY, USA, 1990. [Google Scholar]
- Goodman, D.L.; Palmese, G.R. Curing and bonding of composites using electron beam. In Handbook of Polymer Blends and Composites; Kulshresshtha, A.K., Vasale, C., Eds.; Rapra Technology: Shrewsbury, UK, 2002; pp. 459–500. [Google Scholar]
- Berejka, A.J.; Montoney, D.; Cleland, M.R.; Loiseau, L. Radiation curing: Coatings and composites. Nucleonika 2010, 55, 97–106. [Google Scholar]
- Bulut, U.; Crivello, J.V. Investigation of the reactivity of epoxide monomers in photo-initiated cationic polymerization. Macromolecules 2005, 38, 3584–3595. [Google Scholar] [CrossRef]
- Nho, Y.C.; Kang, P.H.; Park, J.S. The characteristics of epoxy resin cured by γ-ray and E-beam. Radiat. Phys. Chem. 2004, 71, 243–246. [Google Scholar] [CrossRef]
- Raghavan, J. Evolution of cure, mechanical properties, and residual stress during electron beam curing of a polymer composite. Compos. A: Appl. Sci. Manuf. 2009, 40, 300–308. [Google Scholar] [CrossRef]
- Cleland, M.R.; Parks, L.A.; Cheng, S. Applications for radiation processing of materials. Nucl. Instrum. Methods Phys. Res. B 2003, 208, 66–73. [Google Scholar] [CrossRef]
- Clough, R.L. High-energy radiation and polymers: A review of commercial processes and emerging applications. Nucl. Instrum. Methods Phys. Res. B 2001, 185, 8–33. [Google Scholar] [CrossRef]
- Chmielewski, A.G. Chitosan and radiation chemistry. Radiat. Phys. Chem. 2010, 79, 272–275. [Google Scholar] [CrossRef]
- Adliene, D.; Adlyte, R. Dosimetry principles, dose measurements and radiations protection. In Applications of Ionizing Radiation in Materials Processing; Sun, Y.X., Chmielewski, A.G., Eds.; Institute of Nuclear Chemistry and Technology: Warszawa, Poland, 2017; pp. 55–80. ISBN 978-83-933935-8-9. [Google Scholar]
- Hafezi, M.; Khorasani, S.N.; Ziaei, F.; Azim, H.R. Comparison of physicomechanical properties of NBR–PVC blend cured by sulfur and electron beam. J. Elastomers Plast. 2007, 39, 151–163. [Google Scholar] [CrossRef]
- ASTM D 695-02a. Standard Test Methods for Compressive Properties of Rigid Plastics; ASTM: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Alessi, S.; Conduruta, D.; Pitarresi, G.; Dispenza, C.; Spadaro, G. Hydrothermal ageing of radiation cured epoxy resin–polyether sulfone blends as matrices for structural composites. Polym. Degrad. Stab. 2010, 95, 677–683. [Google Scholar] [CrossRef]
- Lach, R.; Grellmann, W. Fracture mechanical properties. Thermosets and high performance composites. In Mechanical and Thermomechanical Properties of Polymers. Landolt-Börnstein, Group VIII Advanced Materials and Technologies, Polymer Solids and Polymer Melts, New Series VIII/6A3; Grellmann, W., Seidler, S., Eds.; Springer-Verlag: Berlin, Germany, 2014; pp. 423–492. [Google Scholar]
- Janke, C.J.; Lomax, R.D.; Robitaille, S.; Duggan, S.; Serranzana, R.C.; Lopata, V.J. Improved epoxy resins cured by electron beam irradiation. In A Materials and Processes Odyssey, Proceedings of 46th International SAMPE Symposium, Long Beach, CA, USA, 6–10 May 2001; Repecka, L., Ed.; CRC Press: Boca Raton, FL, USA, 2001; pp. 2115–2126. [Google Scholar]
- Serrano, E.; Martin, M.D.; Tercjak, A.; Pomposo, J.; Mecerreyes, D.; Mondragon, I. Nanostructured thermosetting systems from epoxidized styrene–butadiene block copolymers. Macromol. Rapid Commun. 2005, 26, 982–985. [Google Scholar] [CrossRef]
- Ocando, C.; Tercjak, A.; Martin, M.D.; Serrano, E.; Ramos, J.A.; Corona-Galván, S.; Parellada, M.D.; Mondragon, I. Micro- and macrophase separation of thermosetting systems modified with epoxidized styrene-block-butadiene-block-styrene linear triblock copolymers and their influence on final mechanical properties. Polym. Int. 2008, 57, 1333–1342. [Google Scholar] [CrossRef]
- Meng, Y.; Zhang, X.; Du, B.; Zhou, B.; Zhou, X.; Qi, G. Thermosets with core–shell nanodomain by incorporation of core crosslinked star polymer into epoxy resin. Polymer 2011, 52, 391–399. [Google Scholar] [CrossRef]
- Khatiwada, S.P.; SarathChandran, C.; Lach, R.; Liebscher, M.; Saiter, J.M.; Thomas, S.; Heinrich, G.; Adhikari, R. Morphology and mechanical properties of star block copolymer modified epoxy resin blends. Mater. Today: Proc. 2017, 4, 5734–5742. [Google Scholar] [CrossRef]
- Khatiwada, S.P.; Gohs, U.; Janke, A.; Jehnichen, D.; Heinrich, G.; Adhikari, R. Influence of electron beam irradiation on the morphology and mechanical properties of styrene/butadiene triblock copolymers. Radiat. Phys. Chem. 2018, 152, 56–62. [Google Scholar] [CrossRef]
- Munteanu, S.B.; Vasile, C. Spectral and thermal characterization of styrene–butadiene copolymer with different architectures. J. Optoelectron. Adv. Mater. 2005, 7, 3135–3148. [Google Scholar]
- George, S.M.; Puglia, D.; Kenny, J.M.; Parameswaranpillai, J.; Vijayan, P.P.; Pionteck, J.; Thomas, S. Volume shrinkage and rheological studies of epoxidised and unepoxidised poly(styrene-block-butadiene-block-styrene) triblock copolymer-modified epoxy resin–diamino diphenyl methane nanostructured blend systems. Phys. Chem. Chem. Phys. 2015, 17, 12760–12770. [Google Scholar] [CrossRef]
- Pogany, G.A. Gamma relaxation in epoxy resins and related polymers. Polymer 1970, 11, 66–78. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, Z.; Moon, K.S.; Wong, C.P. Glass transition and relaxation behavior of epoxy nanocomposites. J. Polym. Sci. Part B: Polym. Phys. 2004, 42, 3849–3858. [Google Scholar] [CrossRef]
- Nograro, F.F.; Llano-Ponte, R.; Mondragon, I. Dynamic and mechanical properties of epoxy networks obtained with PPO based amines/mPDA mixed curing agents. Polymer 1996, 37, 1589–1600. [Google Scholar] [CrossRef]
- Young, C. Predicting practical properties of unfilled and filled adhesives from thermomechanical data. In Adhesives and Consolidates for Conservation: Research and Applications, Proceedings of CCI Symposium; Canadian Conservation Institute: Ottawa, ON, Canada, 2011; p. 20. [Google Scholar]
- Vignoud, L.; David, L.; Sixou, B.; Vigier, G.; Stevenson, I. Effect of electron irradiation on the mechanical properties of DGEBA/DDM epoxy resins. Nucl. Instrum. Methods Phys. Res. B 2001, 185, 336–340. [Google Scholar] [CrossRef]
- Ocando, C.; Tercjak, A.; Martín, M.D.; Ramos, J.A.; Campo, M.; Mondragon, I. Morphology development in thermosetting mixtures through the variation on chemical functionalization degree of poly(styrene-b-butadiene) diblock copolymer modifiers. Thermomechanical properties. Macromolecules 2009, 42, 6215–6224. [Google Scholar] [CrossRef]
- Ruiz-Pérez, L.; Royston, G.J.; Fairclough, J.P.A.; Ryan, A.J. Toughening by nanostructure. Polymer 2008, 49, 4475–4488. [Google Scholar] [CrossRef]
- Liu, J.; Thompson, Z.J.; Sue, H.J.; Bates, F.S.; Hillmyer, M.A.; Dettloff, M.; Jacob, G.; Verghese, N.; Pham, H. Toughening of epoxies with block copolymer micelles of wormlike morphology. Macromolecules 2010, 43, 7238–7243. [Google Scholar] [CrossRef]
- Serrano, E.; Tercjak, A.; Ocando, C.; Larrañaga, M.; Perellada, M.D.; Corona-Galvan, S.; Mecerreyes, D.; Zafeiropoulos, N.E.; Stamm, M.; Mondragon, I. Curing behavior and final properties of nanostructured thermosetting systems modified with epoxidized styrene–butadiene linear diblock copolymers. Macromol. Chem. Phys. 2007, 208, 2281–2292. [Google Scholar] [CrossRef]
- Bhandari, N.L.; Lach, R.; Grellmann, W.; Adhikari, R. Depth-dependent microindentationmicrohardness studies of different polymer nanocomposites. Macromol. Symp. 2012, 315, 44–51. [Google Scholar] [CrossRef]
- Lach, R.; Michler, G.H.; Grellmann, W. Microstructure and indentation behaviour of polyhedral oligomeric silsesquioxanes-modified thermoplastic polyurethane nanocomposites. Macromol. Mater. Eng. 2010, 295, 484–491. [Google Scholar] [CrossRef]
- Lange, F.F.; Radford, K.C. Fracture energy of an epoxy composite system. J. Mater. Sci. 1971, 6, 1197–1203. [Google Scholar] [CrossRef]
- Sultan, J.N.; McGarry, F.J. Effect of rubber particle size on deformation mechanisms in glassy epoxy. Polym. Eng. Sci. 1973, 13, 29–34. [Google Scholar] [CrossRef]
- Bagheri, R.; Pearson, R. Role of particle cavitation in rubber-toughened epoxies: II. Inter-particle distance. Polymer 2000, 41, 269–276. [Google Scholar] [CrossRef]
- Ge, Z.; Zhang, W.; Huang, C.; Luo, Y. Study on epoxy resin toughened by epoxidizedhydroxy-terminated polybutadiene. Mater. 2018, 11, 932. [Google Scholar] [CrossRef] [PubMed]
- Yi, F.; Yu, R.; Zheng, S.; Li, X. Nanostructured thermoset from epoxy poly (2,2,2-trifluro ethyl acrylate)-block-poly(glycidyl methacrylate) diblock copolymer: Demixing of reactive block and thermomechanical properties. Polymer 2011, 52, 5669–5680. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| δ (ppm) | Protons | Remarks |
|---|---|---|
| 5.5 | –CH2–CH=CH–CH2– | cis hydrogen of 1,4-butadiene |
| 5.4 | –CH2–CH=CH–CH2– | trans hydrogen of 1,4-butadiene |
| 5.0 | –CH=CH2 | vinyl hydrogen of 1,2-butadiene |
| 5.5 | –CH=CH2 | vinyl hydrogen of 1,2-butadiene |
| 2.7 |  | trans-epoxy |
| 2.9 |  | cis-epoxy |
| Notation | Storage Modulus (G′ in MPa) at 50 °C | β Transition Temperature in °C | α Transition Temperature (Tg in °C) |
|---|---|---|---|
| EP | 2467 | −40 | 173 |
| EP + eKraton | 2349 | −46 | 164 |
| EP + eKraton-20 | 2641 | −47 | 168 |
| EP + eKraton-50 | 2720 | −48 | 170 |
| Notation | Dose (kGy) | GIC (kJ m−2) | KIC (MPa m1/2) | E (GPa) |
|---|---|---|---|---|
| EP | 0 | 0.68 ± 0.02 (GIC0) | 1.46 ± 0.10 (KIC0) | 3.10 (E0) |
| EP/eKraton | 0 | 0.67 ± 0.09 | 1.39 ± 0.10 | 2.90 |
| EP/eKraton-20 | 20 | 1.00 ± 0.06 | 1.62 ± 0.10 | 2.65 |
| EP/eKraton-50 | 50 | 1.47 ± 0.17 | 2.11 ± 0.10 | 2.64 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khatiwada, S.P.; Gohs, U.; Lach, R.; Heinrich, G.; Adhikari, R. A New Way of Toughening of Thermoset by Dual-Cured Thermoplastic/Thermosetting Blend. Materials 2019, 12, 548. https://doi.org/10.3390/ma12030548
Khatiwada SP, Gohs U, Lach R, Heinrich G, Adhikari R. A New Way of Toughening of Thermoset by Dual-Cured Thermoplastic/Thermosetting Blend. Materials. 2019; 12(3):548. https://doi.org/10.3390/ma12030548
Chicago/Turabian StyleKhatiwada, Shankar P., Uwe Gohs, Ralf Lach, Gert Heinrich, and Rameshwar Adhikari. 2019. "A New Way of Toughening of Thermoset by Dual-Cured Thermoplastic/Thermosetting Blend" Materials 12, no. 3: 548. https://doi.org/10.3390/ma12030548
APA StyleKhatiwada, S. P., Gohs, U., Lach, R., Heinrich, G., & Adhikari, R. (2019). A New Way of Toughening of Thermoset by Dual-Cured Thermoplastic/Thermosetting Blend. Materials, 12(3), 548. https://doi.org/10.3390/ma12030548