Investigation of Grain Refinement Mechanism of Nickel Single Crystal during High Pressure Torsion by Crystal Plasticity Modeling




Abstract
1. Introduction
2. CPFE Simulation Model
2.1. Crystal Plasticity Theory
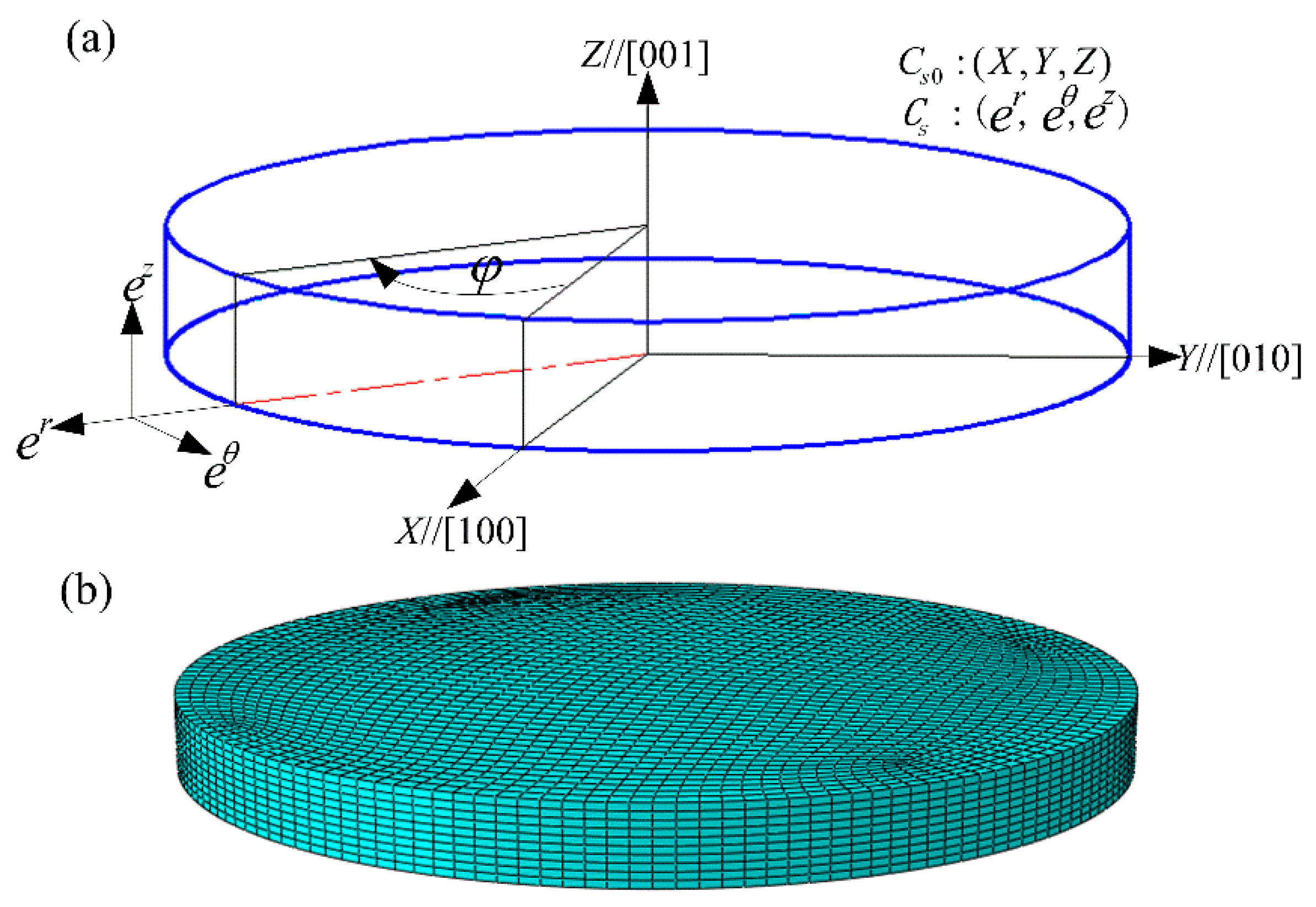
2.2. Crystal Plasticity Finite Element Model
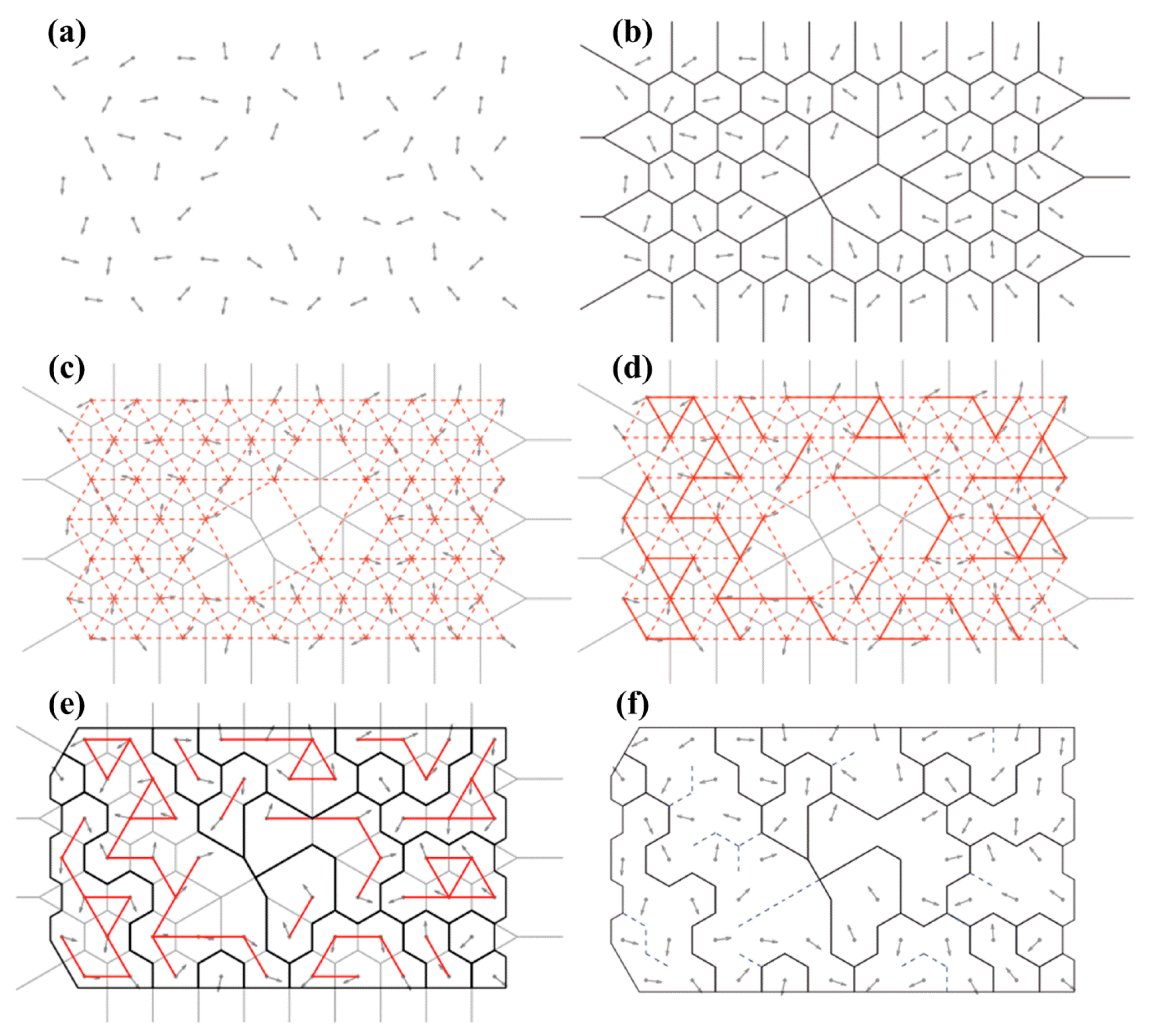
2.3. Grain Structure Reconstruction Algorithm
3. Results and Discussion
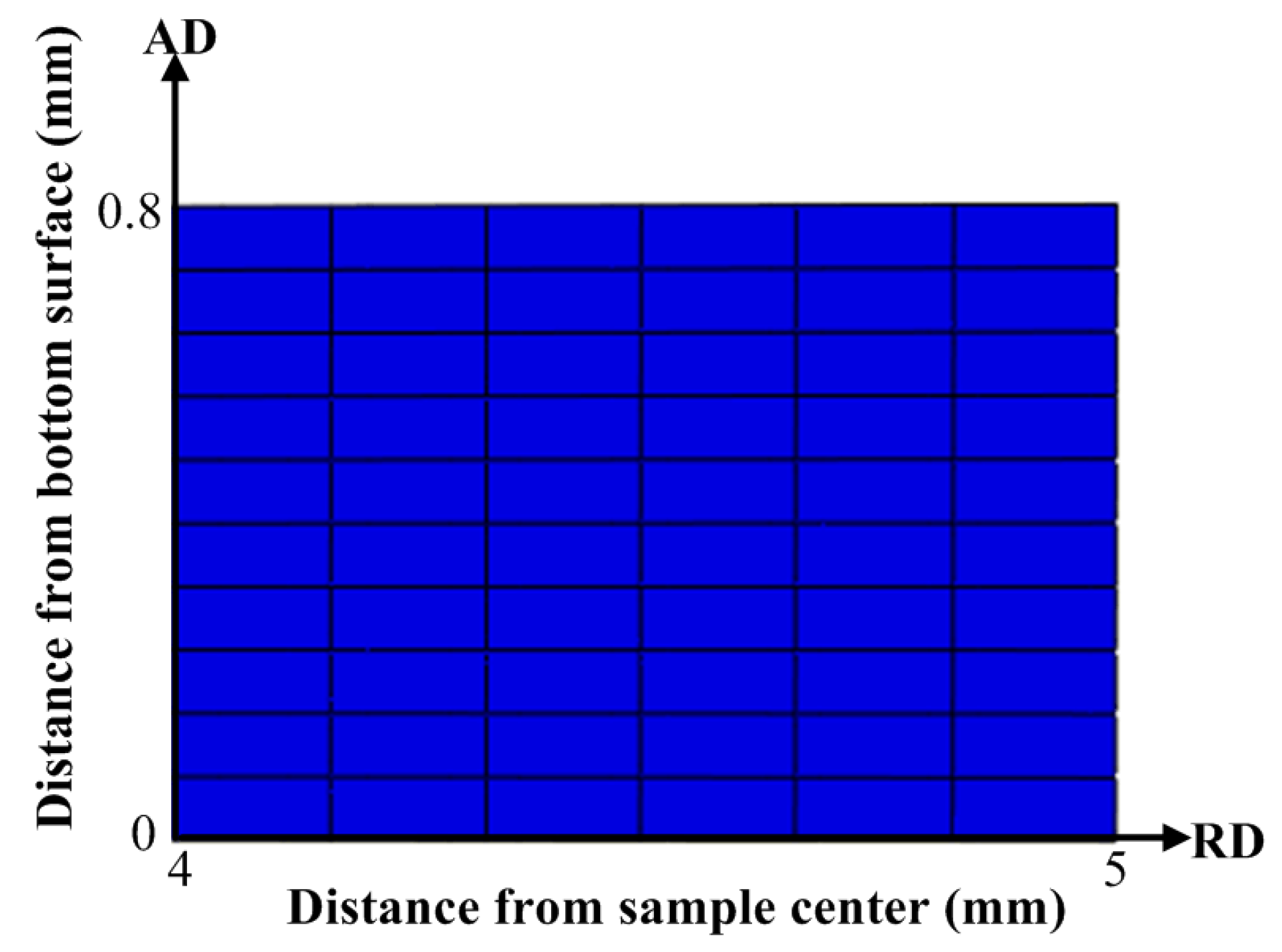
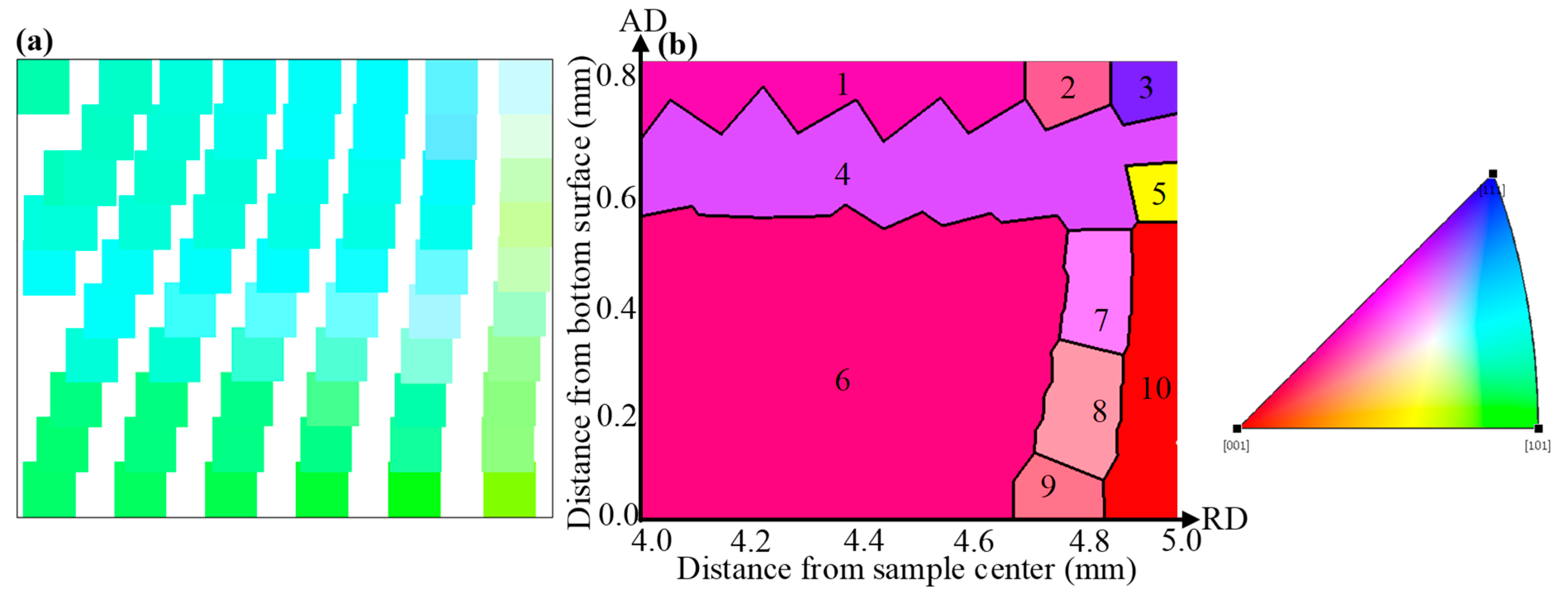
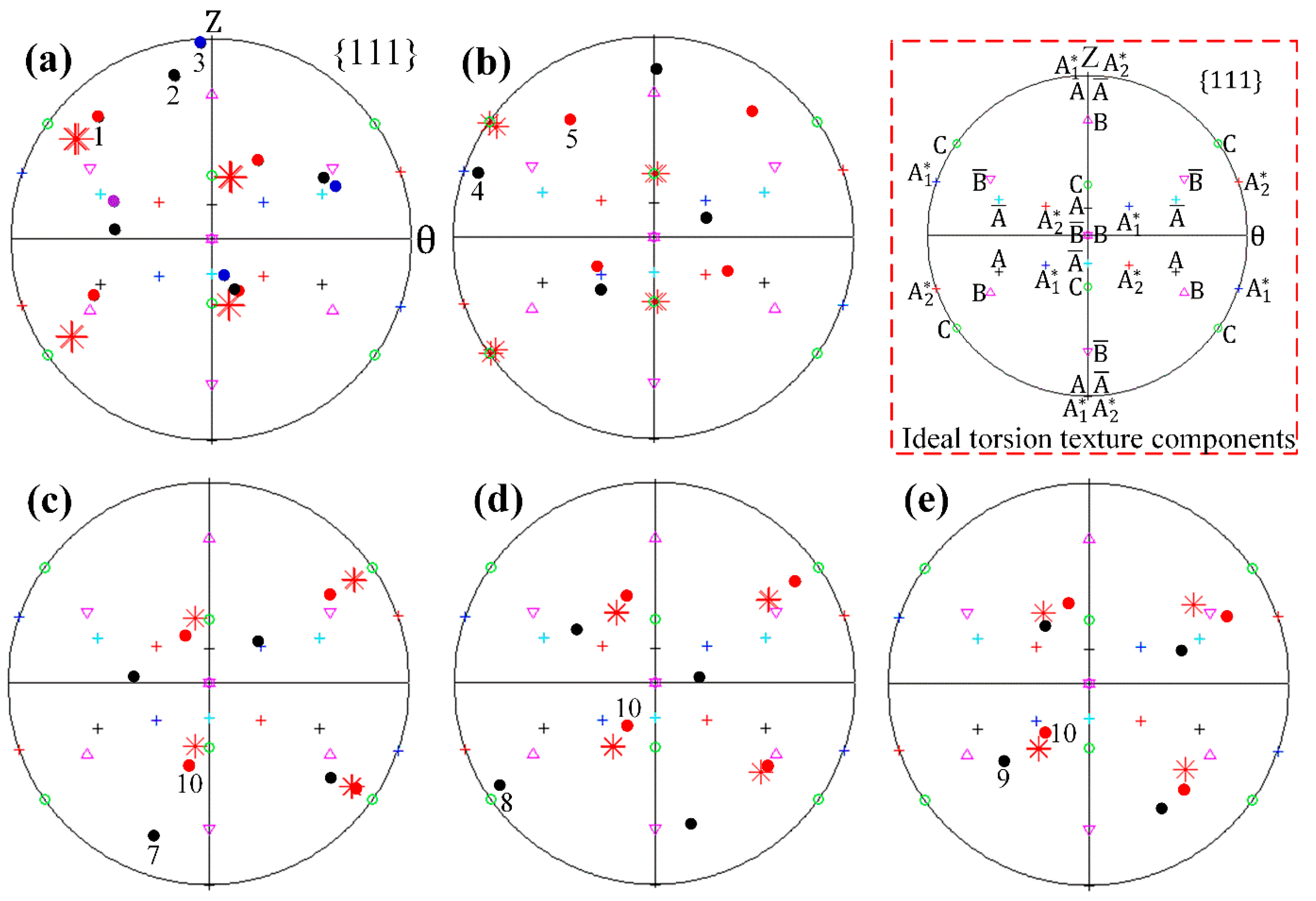
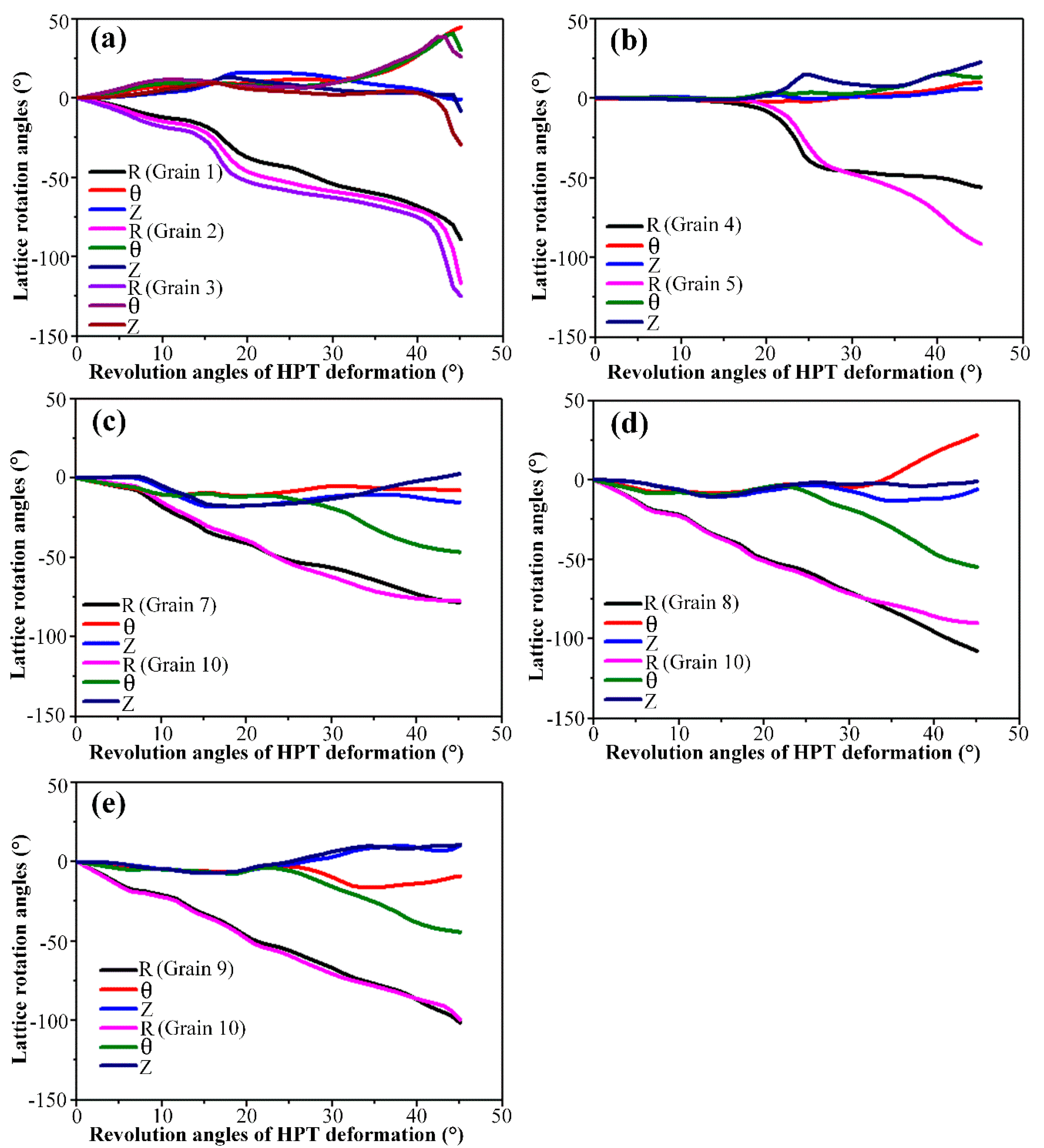
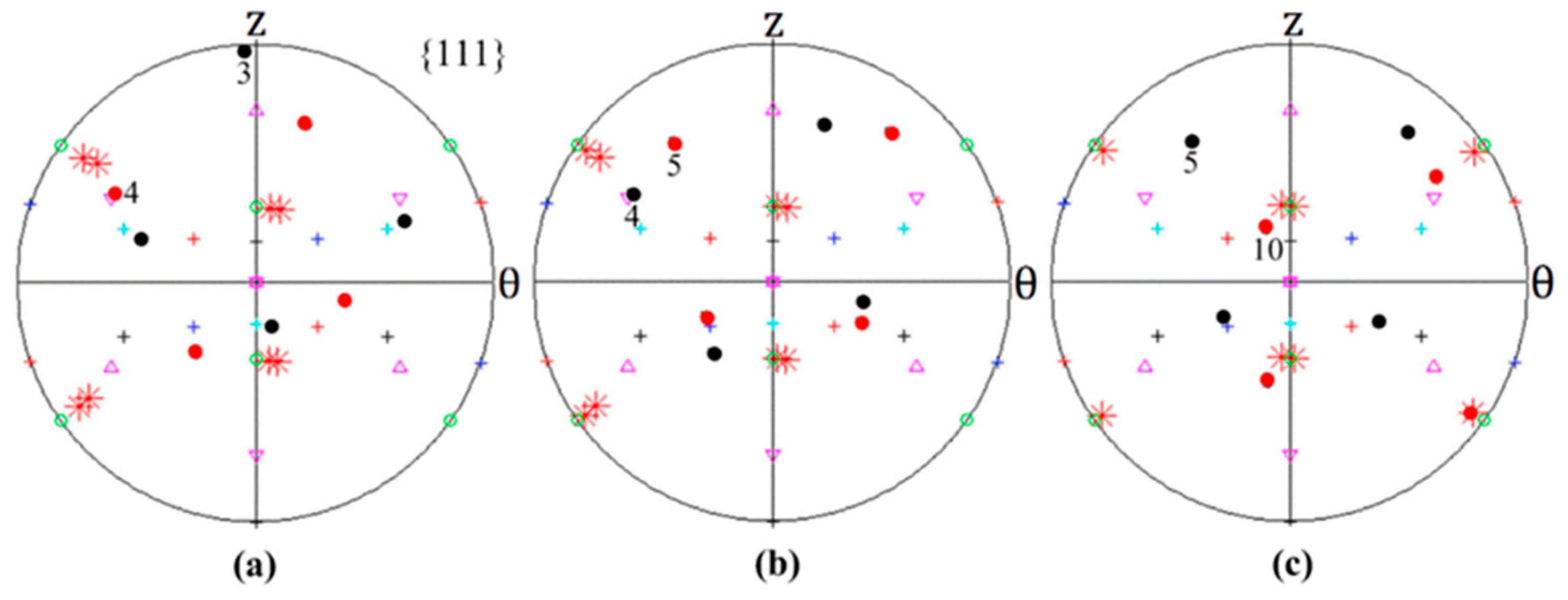
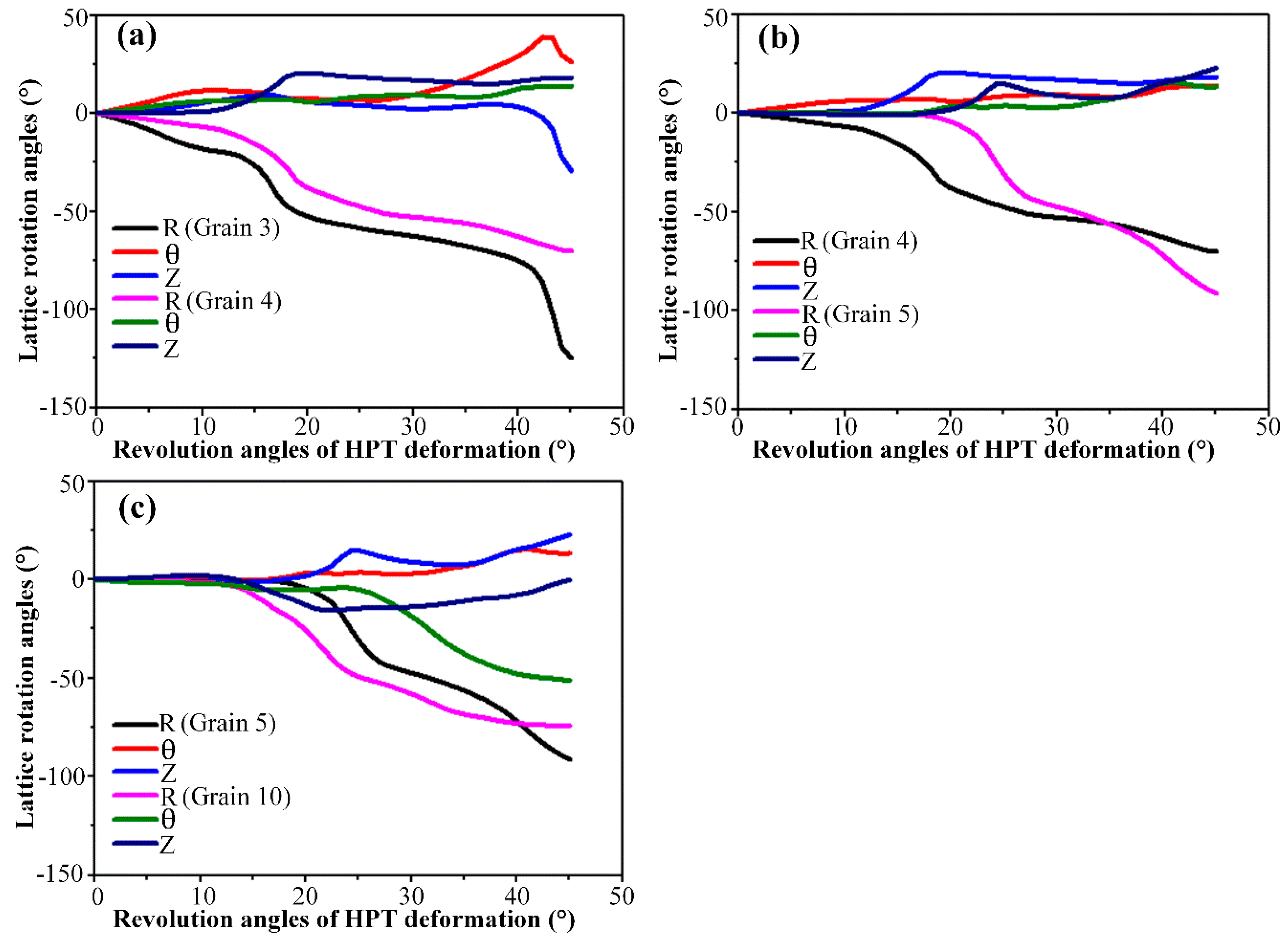
3.1. Detection and Description of Grain Refinement
3.2. Mechanisms of Grain Refinement
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bazarnik, P.; Huang, Y.; Lewandowska, M.; Langdon, T.G. Enhanced grain refinement and microhardness by hybrid processing using hydrostatic extrusion and high-pressure torsion. Mater. Sci. Eng. A 2018, 712, 513–520. [Google Scholar] [CrossRef]
- Alhamidi, A.; Horita, Z. Grain refinement and high strain rate superplasticity in alumunium 2024 alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2015, 622, 139–145. [Google Scholar] [CrossRef]
- Ghosh, P.; Renk, O.; Pippan, R. Microtexture analysis of restoration mechanisms during high pressure torsion of pure nickel. Mater. Sci. Eng. A 2017, 684, 101–109. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z. A review on high-pressure torsion (HPT) from 1935 to 1988. Mater. Sci. Eng. A 2015, 652, 325–352. [Google Scholar] [CrossRef]
- Arzaghi, M.; Fundenberger, J.; Toth, L.; Arruffat, R.; Faure, L.; Beausir, B.; Sauvage, X. Microstructure, texture and mechanical properties of aluminum processed by high-pressure tube twisting. Acta Mater. 2012, 60, 4393–4408. [Google Scholar] [CrossRef]
- Orlov, D.; Kamikawa, N.; Tsuji, N. High pressure torsion to refine grains in pure aluminum up to saturation: Mechanisms of structure evolution and their dependence on strain. Philos. Mag. 2012, 92, 2329–2350. [Google Scholar] [CrossRef]
- Korznikova, E.; Mironov, S.Y.; Korznikov, A.; Zhilyaev, A.; Langdon, T.G. Microstructural evolution and electro-resistivity in HPT nickel. Mater. Sci. Eng. A 2012, 556, 437–445. [Google Scholar] [CrossRef]
- Estrin, Y.; Molotnikov, A.; Davies, C.; Lapovok, R. Strain gradient plasticity modelling of high-pressure torsion. J. Mech. Phys. Solids 2008, 56, 1186–1202. [Google Scholar] [CrossRef]
- Lee, D.J.; Yoon, E.Y.; Ahn, D.-H.; Park, B.H.; Park, H.W.; Park, L.J.; Estrin, Y.; Kim, H.S. Dislocation density-based finite element analysis of large strain deformation behavior of copper under high-pressure torsion. Acta Mater. 2014, 76, 281–293. [Google Scholar] [CrossRef]
- Lee, D.J.; Yoon, E.Y.; Park, L.J.; Kim, H.S. The dead metal zone in high-pressure torsion. Scr. Mater. 2012, 67, 384–387. [Google Scholar] [CrossRef]
- Kumar, K.S.; Van Swygenhoven, H.; Suresh, S. Mechanical behavior of nanocrystalline metals and alloys. Acta Mater. 2003, 51, 5743–5774. [Google Scholar] [CrossRef]
- Stokkan, G.; Song, A.; Ryningen, B. Investigation of the grain boundary character and dislocation density of different types of high performance multicrystalline silicon. Crystals 2018, 8, 341. [Google Scholar] [CrossRef]
- Romanov, A.E.; Kolesnikova, A.L. Application of disclination concept to solid structures. Prog. Mater. Sci. 2009, 54, 740–769. [Google Scholar] [CrossRef]
- Ito, Y.; Horita, Z. Microstructural evolution in pure aluminum processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 32–36. [Google Scholar] [CrossRef]
- Edalati, K.; Fujioka, T.; Horita, Z. Microstructure and mechanical properties of pure Cu processed by high-pressure torsion. Mater. Sci. Eng. A 2008, 497, 168–173. [Google Scholar] [CrossRef]
- Pippan, R.; Scheriau, S.; Taylor, A.; Hafok, M.; Hohenwarter, A.; Bachmaier, A. Saturation of fragmentation during severe plastic deformation. Annu. Rev. Mater. Res. 2010, 40, 319–343. [Google Scholar] [CrossRef]
- Kratochvíl, J. Formation of deformation substructures observed in ductile materials. In Plasticity and Beyond: Microstructures, Crystal-Plasticity and Phase Transitions; Schröder, J., Hackl, K., Eds.; Springer: Vienna, Austria, 2014; pp. 199–304. [Google Scholar]
- Barnett, M.R.; Montheillet, F. The generation of new high-angle boundaries in aluminium during hot torsion. Acta Mater. 2002, 50, 2285–2296. [Google Scholar] [CrossRef]
- Hughes Darcy, A.; Lebensohn Ricardo, A.; Wenk Hans, R.; Kumar, A. Stacking fault energy and microstructure effects on torsion texture evolution. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 2000, 456, 921–953. [Google Scholar] [CrossRef]
- Kowalczyk-Gajewska, K.; Stupkiewicz, S.; Frydrych, K.; Petryk, H. Modelling of texture evolution and grain refinement on complex SPD paths. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012040. [Google Scholar] [CrossRef]
- Babaei, A.; Mashhadi, M.; Mehri Sofiani, F. Crystal plasticity modeling of grain refinement in aluminum tubes during tube cyclic expansion-extrusion. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 481–494. [Google Scholar] [CrossRef]
- Volegov, P.S.; Telkanov, M.A. Description of grain lattice rotation and fragmentation mechanisms using crystal plasticity. AIP Conf. Proc. 2016, 1785, 030034. [Google Scholar]
- Hafok, M.; Pippan, R. High-pressure torsion applied to nickel single crystals. Philos. Mag. 2008, 88, 1857–1877. [Google Scholar] [CrossRef]
- Wei, P.; Lu, C.; Tieu, K.; Su, L.; Deng, G.; Huang, W. A study on the texture evolution mechanism of nickel single crystal deformed by high pressure torsion. Mater. Sci. Eng. A 2017, 684, 239–248. [Google Scholar] [CrossRef]
- Kratochvíl, J.; Kružík, M. A crystal plasticity model of a formation of a deformation band structure. Philos. Mag. 2015, 95, 3621–3639. [Google Scholar] [CrossRef]
- Kratochvil, J.; Kruzik, M.; Sedlacek, R. A model of ultrafine microstructure evolution in materials deformed by high-pressure torsion. Acta Mater. 2009, 57, 739–748. [Google Scholar] [CrossRef]
- Roters, F.; Eisenlohr, P.; Hantcherli, L.; Tjahjanto, D.D.; Bieler, T.R.; Raabe, D. Overview of constitutive laws, kinematics, homogenization and multiscale methods in crystal plasticity finite-element modeling: Theory, experiments, applications. Acta Mater. 2010, 58, 1152–1211. [Google Scholar] [CrossRef]
- Zambaldi, C.; Roters, F.; Raabe, D.; Glatzel, U. Modeling and experiments on the indentation deformation and recrystallization of a single-crystal nickel-base superalloy. Mater. Sci. Eng. A 2007, 454–455, 433–440. [Google Scholar] [CrossRef]
- Bassani, J.L.; Wu, T.Y. Latent Hardening in Single Crystals II. Analytical Characterization and Predictions. Proc. R. Soc. A Math. Phys. Eng. Sci. 1991, 435, 21–41. [Google Scholar] [CrossRef]
- Benedetti, I.; Gulizzi, V.; Mallardo, V. A grain boundary formulation for crystal plasticity. Int. J. Plast. 2016, 83, 202–224. [Google Scholar] [CrossRef]
- Siddiq, A.; Schmauder, S. Crystal plasticity parameter identification procedure for single crystalline material during deformation. J. Comput. Appl. Mech. 2006, 7, 1–15. [Google Scholar]
- Lin, G.; Havner, K.S. A comparative study of hardening theories in torsion using the Taylor polycrystal model. Int. J. Plast. 1996, 12, 695–718. [Google Scholar] [CrossRef]
- Wei, P.; Lu, C.; Tieu, K.; Deng, G.; Zhang, J. Modelling of texture evolution in high pressure torsion by crystal plasticity finite element method. Appl. Mech. Mater. 2015, 764–765, 56–60. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Grain detection from 2d and 3d EBSD data—Specification of the MTEX algorithm. Ultramicroscopy 2011, 111, 1720–1733. [Google Scholar] [CrossRef]
- Barnett, M.R.; Ma, X.; Oudin, A. Generating misorientations in shear deformation structures. Mater. Trans 2004, 45, 2151–2156. [Google Scholar] [CrossRef]
- Wei, P.; Lu, C.; Liu, H.; Su, L.; Deng, G.; Tieu, K. Study of anisotropic plastic behavior in high pressure torsion of aluminum single crystal by crystal plasticity finite element method. Crystals 2017, 7, 362. [Google Scholar] [CrossRef]
- Bryła, K.; Morgiel, J.; Faryna, M.; Edalati, K.; Horita, Z. Effect of high-pressure torsion on grain refinement, strength enhancement and uniform ductility of EZ magnesium alloy. Mater. Lett. 2018, 212, 323–326. [Google Scholar] [CrossRef]
- Naghdy, S.; Kestens, L.; Hertelé, S.; Verleysen, P. Evolution of microstructure and texture in commercial pure aluminum subjected to high pressure torsion processing. Mater. Charact. 2016, 120, 285–294. [Google Scholar] [CrossRef]
- Quey, R.; Dawson, P.R.; Driver, J.H. Grain orientation fragmentation in hot-deformed aluminium: Experiment and simulation. J. Mech. Phys. Solid 2012, 60, 509–524. [Google Scholar] [CrossRef]
- Beausir, B.; Tóth, L.S.; Neale, K.W. Ideal orientations and persistence characteristics of hexagonal close packed crystals in simple shear. Acta Metall. 2007, 55, 2695–2705. [Google Scholar] [CrossRef]
- Tóth, L.S.; Neale, K.W.; Jonas, J.J. Stress response and persistence characteristics of the ideal orientations of shear textures. Acta Metall. 1989, 37, 2197–2210. [Google Scholar] [CrossRef]
- Tóth, L.S.; Jonas, J.J.; Gilormini, P.; Bacroix, B. Length changes during free end torsion: A rate sensitive analysis. Int. J. Plast. 1990, 6, 83–108. [Google Scholar] [CrossRef]
- Raabe, D.; Zhao, Z.; Park, S.J.; Roters, F. Theory of orientation gradients in plastically strained crystals. Acta Mater. 2002, 50, 421–440. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C11 (MPa) | C12 (MPa) | C44 (MPa) | n | (s−1) | h0 (MPa) | hs |
|---|---|---|---|---|---|---|
| 246500 | 147300 | 124700 | 50 | 0.001 | 61.8 | 0.01 |
| (MPa) | (MPa) | |||||
| 26.7 | 17.5 | 0.4 | 0.4 | 0.4 | 0.75 | 1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, P.; Zhou, H.; Liu, H.; Zhu, C.; Wang, W.; Deng, G. Investigation of Grain Refinement Mechanism of Nickel Single Crystal during High Pressure Torsion by Crystal Plasticity Modeling. Materials 2019, 12, 351. https://doi.org/10.3390/ma12030351
Wei P, Zhou H, Liu H, Zhu C, Wang W, Deng G. Investigation of Grain Refinement Mechanism of Nickel Single Crystal during High Pressure Torsion by Crystal Plasticity Modeling. Materials. 2019; 12(3):351. https://doi.org/10.3390/ma12030351
Chicago/Turabian StyleWei, Peitang, Hao Zhou, Huaiju Liu, Caichao Zhu, Wei Wang, and Guanyu Deng. 2019. "Investigation of Grain Refinement Mechanism of Nickel Single Crystal during High Pressure Torsion by Crystal Plasticity Modeling" Materials 12, no. 3: 351. https://doi.org/10.3390/ma12030351
APA StyleWei, P., Zhou, H., Liu, H., Zhu, C., Wang, W., & Deng, G. (2019). Investigation of Grain Refinement Mechanism of Nickel Single Crystal during High Pressure Torsion by Crystal Plasticity Modeling. Materials, 12(3), 351. https://doi.org/10.3390/ma12030351