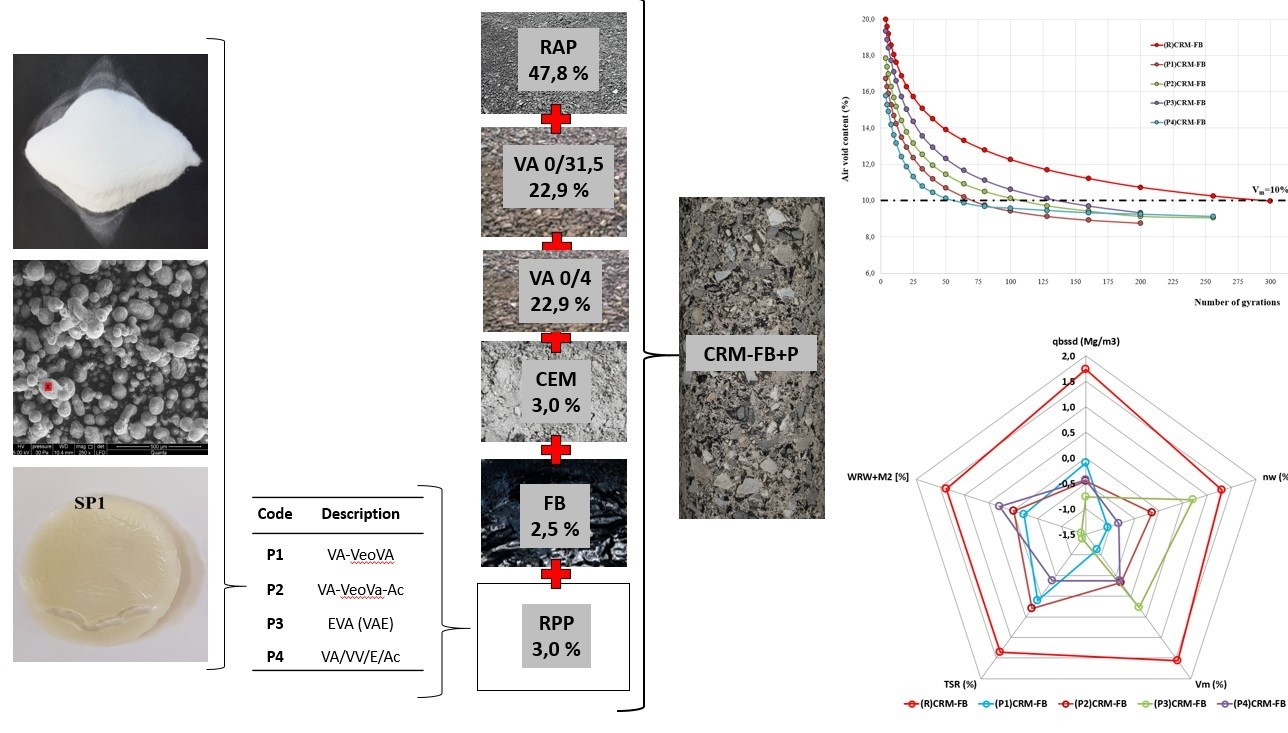
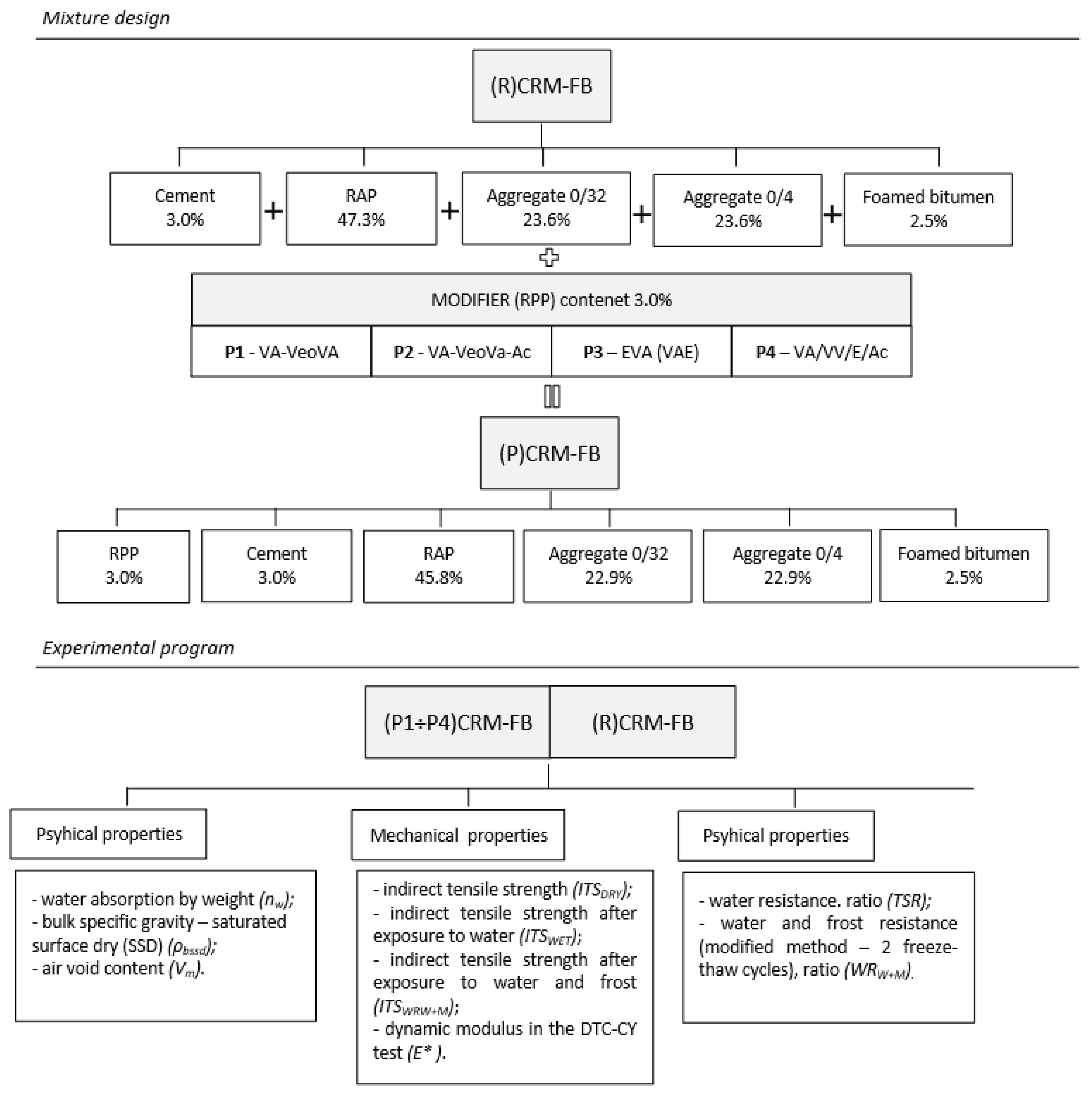
6.1. Effect of RPPs on Compactability of CRM-FB Mixtures
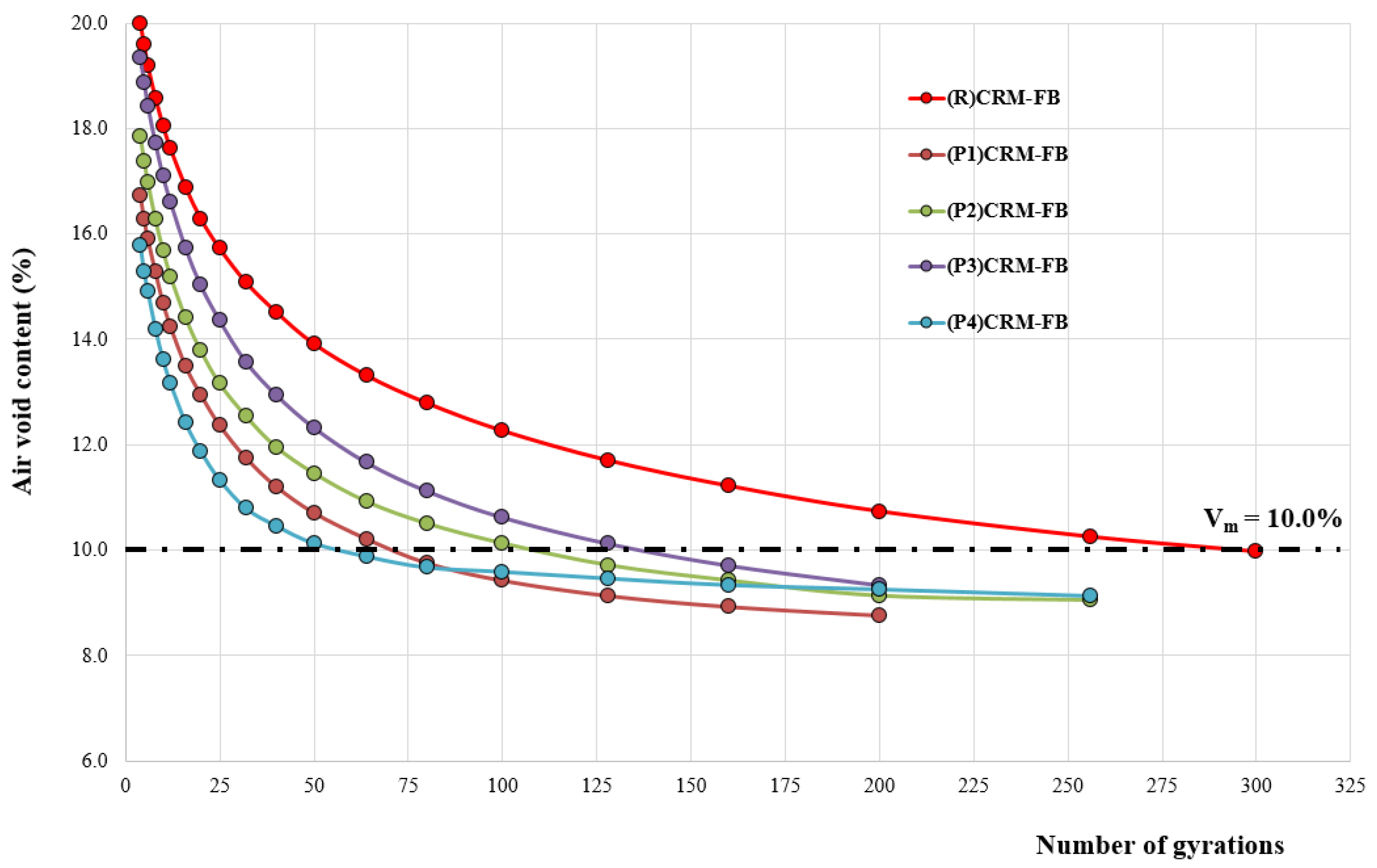
The process of gyratory compaction of RPP-modified CRM-FB specimens was different from that for RPP-free CRM-FB specimens in that less energy was needed to obtain the assumed air void content of
Vm = 10%. The decrease in air void content as a function of the number of compaction cycles is shown in
Figure 9 and
Table 9.
It is clear (
Figure 8) that RPPs have a positive effect on the compaction process. This can be seen in comparison to the reference mixture ((R) CRM-FB) with 3.0% Portland cement (CEM I 42.5R). Regardless of the type of modifier used, the necessary number of compaction cycles and thus the energy required to achieve the required bulk density (
ρbssd)/air void content (
Vm) was significantly reduced. With modifiers marked as (P2) and (P3), compared to the number of cycles applied to the reference mixture ((R) CRM-FB), three times fewer cycles were necessary to obtain
Vm = 10%. For the mixture with modifiers (P1) and (P4), the number of cycles was less than 100. The highest increase in density, and thus a decrease in air void content, was observed in mixtures containing vinyl acetate-vinyl versatate-ethylene-acrylate copolymer (P4). The number of compaction cycles was 58.
In summary, the application of redispersible polymer powders (RPP) was found to have a beneficial effect on the compaction process as it reduced the energy needed to compact the mixture.
6.3. Multivariate Analysis of Variance and Tukey’s Multiple Comparison Test
For additional evaluation of the effect of modifier type on the physical and mechanical properties and resistance to weather of the CRM-FB mixture, the results were subjected to multivariate analysis of variance (MANOVA) [
53,
54]. The values of intervals of the tested recycled mixtures were normally distributed. The analysis of variance was conducted for all CRM-FB mixtures. The outcome is shown in
Table 12.
The results of the analysis of variance indicate that all of the considered properties were significantly dependent on the type of CRM-FB mixture (modifier type). The
p-value was smaller than the assumed significance level (α = 0.05), hence with a 5% error the null hypothesis should be rejected [
55]. The obtained values differed from each other, and the properties of the CRM-FB mixture are related to the type of modifier used.
To verify the data, a multiple comparison test (Tukey’s test) of the interdependent groups was performed in terms of the modifier type used in the mixture. Significant differences between mean pairs were based on the characteristics obtained from the analysis of variance. This made it easier to identify the differences between the groups and achieve the same significance level for all measurements. The multiple comparison test was preceded by Bartlett’s test for homogeneity of variances in the groups [
55].
Results of the bulk density, water absorption and air void content are shown in
Table 13 and
Figure 9. The “***” sign in
Table 13,
Table 14 and
Table 15 indicates whether the differences between the means of the parameters determined in the particular group were not significantly different from each other.
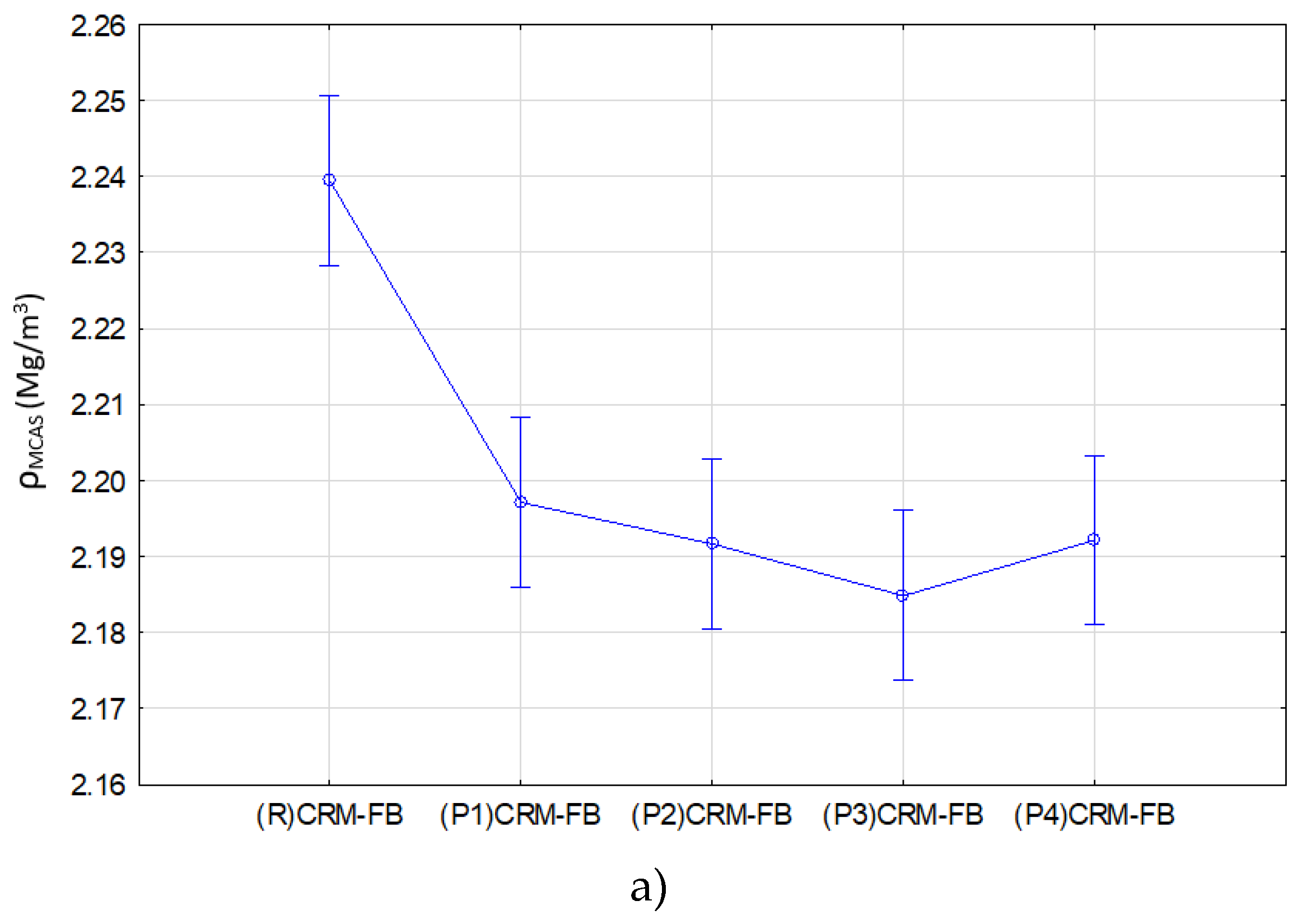
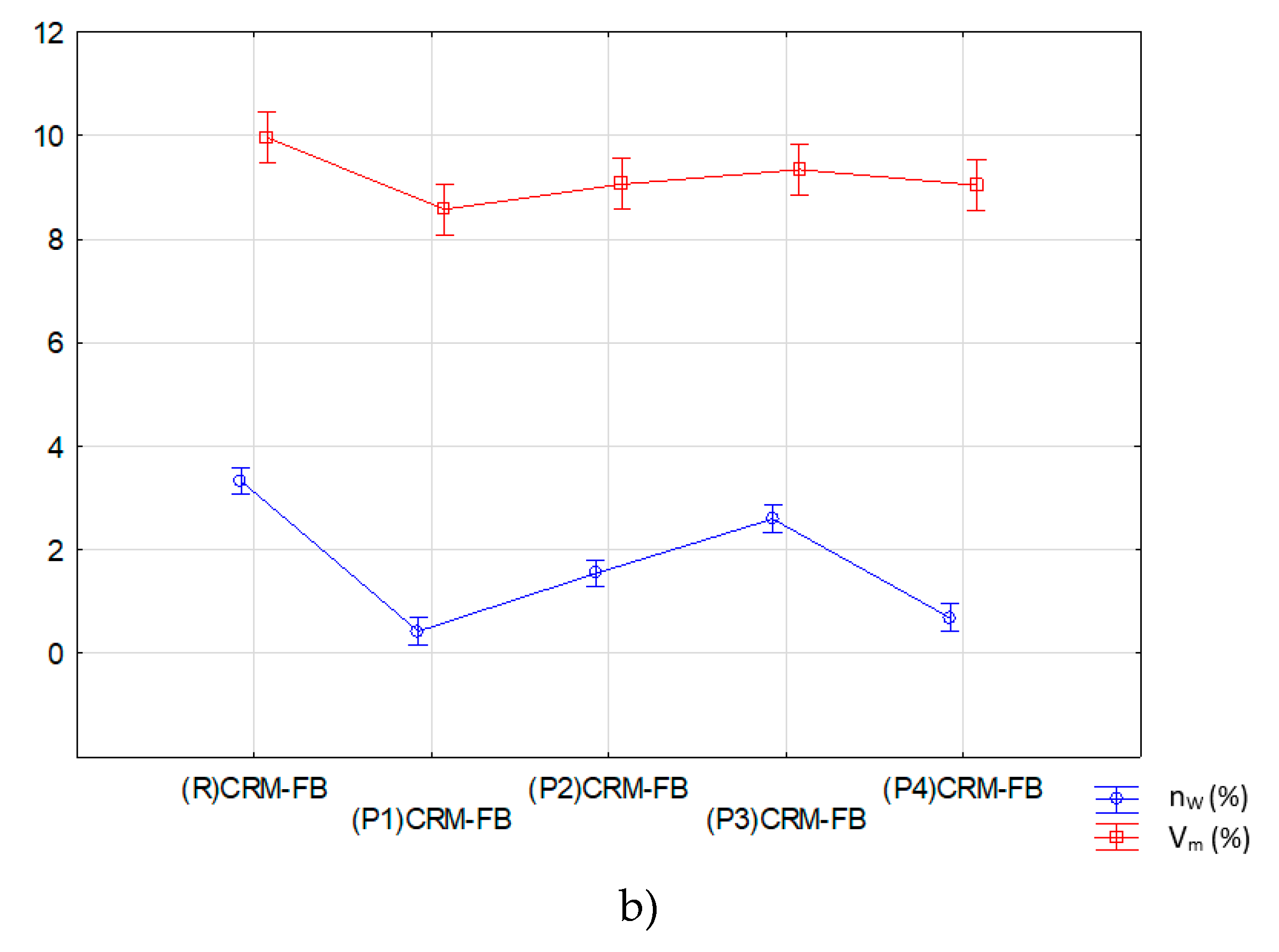
Tukey’s test results indicate a significant difference in the effects of the modifier on bulk density (ρMCAS), water absorption by weight (nw) and air void content (Vm). Two similarity groups were identified for the bulk density (ρMCAS) and air void content (Vm) characteristics.
The grouping for bulk density (ρMCAS) indicates that the type of modifier did not have a statistically significant effect on bulk density. The mixture that differed from the mixtures with the modifier with respect to bulk density was the reference mixture ((R) CRM-FB).
The results of Tukey’s test regarding water absorption by weight (nw) indicate that the set of results essentially includes four groups with statistically significant differences. The lowest water absorption demonstrated the CRM-FB mixtures containing the (P1) and (P4) modifiers. As regards the remaining CRM-FB mixtures, the test results suggest that they varied significantly as compared to other mixtures.
Regarding the air void content (Vm), the comparative analyses demonstrated the presence of two groups with statistically significant differences. However, both groups include CRN-FB mixtures with the same modifier type. Mixtures that demonstrate differences but do not belong to the same groups were the ((P1) CRM-FB) mixture with the air void content (Vm) = 8.7%, and the ((R) CRM-FB) mixture with the air void content (Vm) = 10.0%, i.e., the mixtures with the maximum and minimum air void contents.
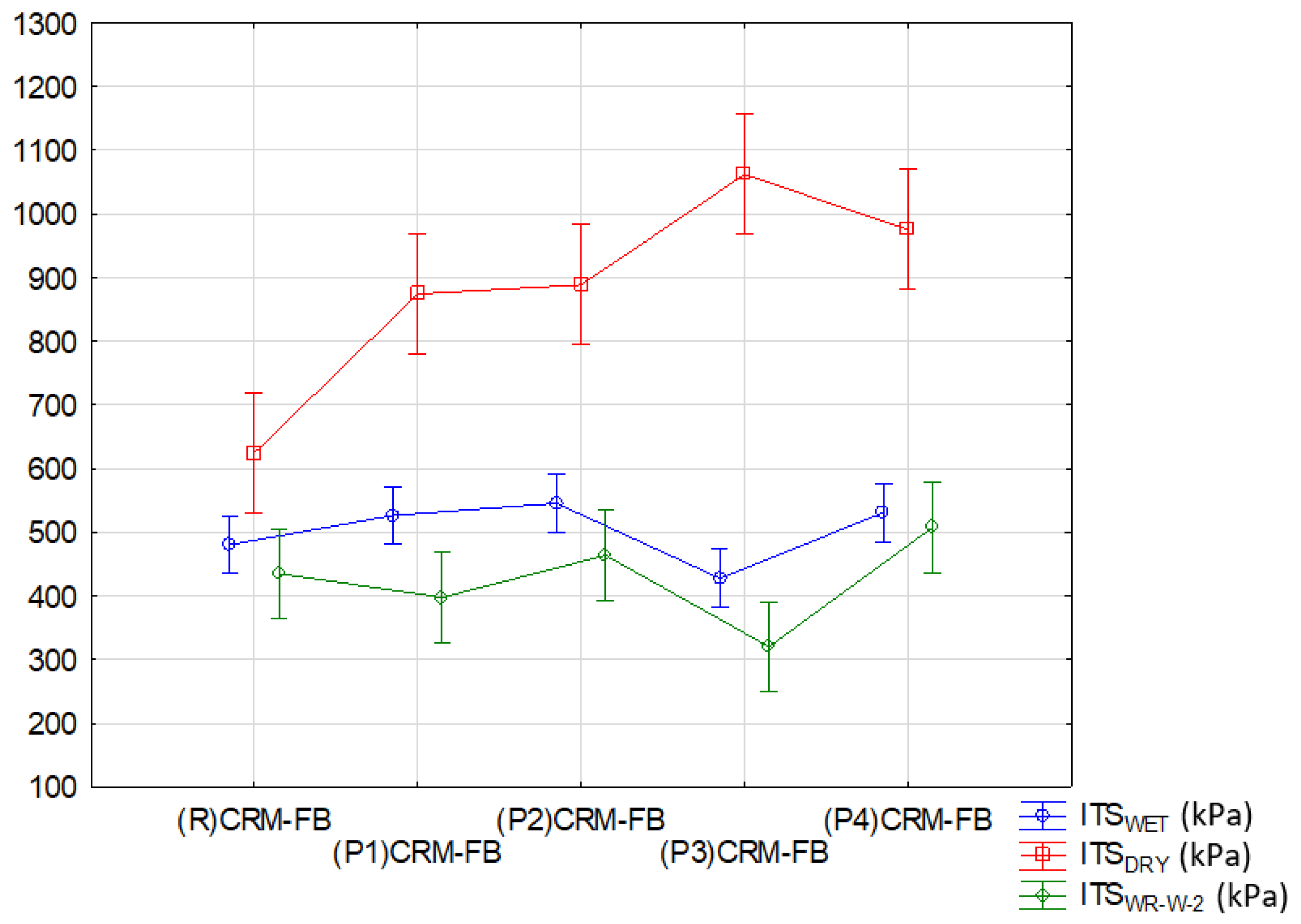
The results of the analysis for indirect tensile strength (ITS; before and after conditioning) are summarized in
Table 14 and illustrated in
Figure 11.
Analysis of grouping for indirect tensile strength (ITS) characteristic in terms of conditioning method (
Figure 11) indicates that the influence of the modifier was revealed in successive stages of conditioning, that is, exposure to water (
ITSWET) and to the interaction of water and negative temperatures (
ITSWRW+M2).
As regards the indirect tensile strength (ITSDRY) of the CRM-FB samples at +25 °C without the impact of weather conditions, two statistically significant groups were identified. The first of these includes all mixtures containing the RPP modifier, and the second group is the reference mixture ((R) CRM-FB). This result of the grouping, with only one mixture in a group, indicates that the mixture is completely different from the remaining mixtures. This is due to the fact that the ITS of the RPP-modified CRM-FB was 40–70% higher (depending on the modifier type) than the ITS for the reference mixture.
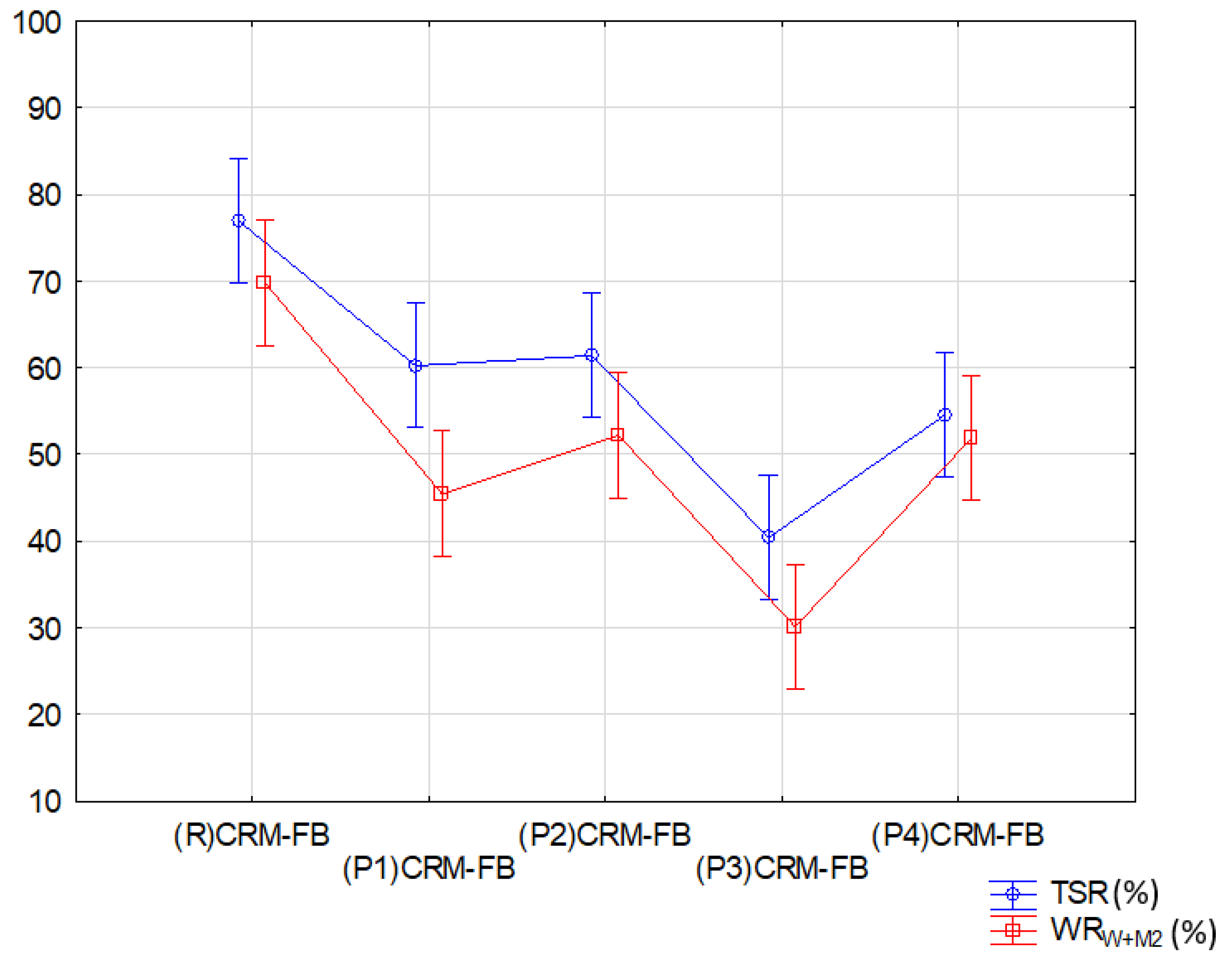
The effects of water and the interaction of water and frost resulted in a significant ITS decrease in the CRM-FB specimens, increasing the number of mixtures in the second group. The results of the analysis for
TSR and
WRW+M2 are summarized in
Table 15 and illustrated in
Figure 12.
The variation results for (TSR) and (WRW+M2) were classified in three groups, irrespective of the type of analyzed indicator/factor describing the impact of weather. Identical behavior with respect to the resistance to moisture damage (TSR) and interaction of water and frost (WRW+M2) was observed in (P1) CRM-FB, (P2) CRM-FB and (P4) CRM-FB mixtures. The third group, similarly to most of the analyzed parameters, included the (R) CRM-FB reference mixture, which was characterized by the greatest variability in comparison with the mixtures containing the modifier.
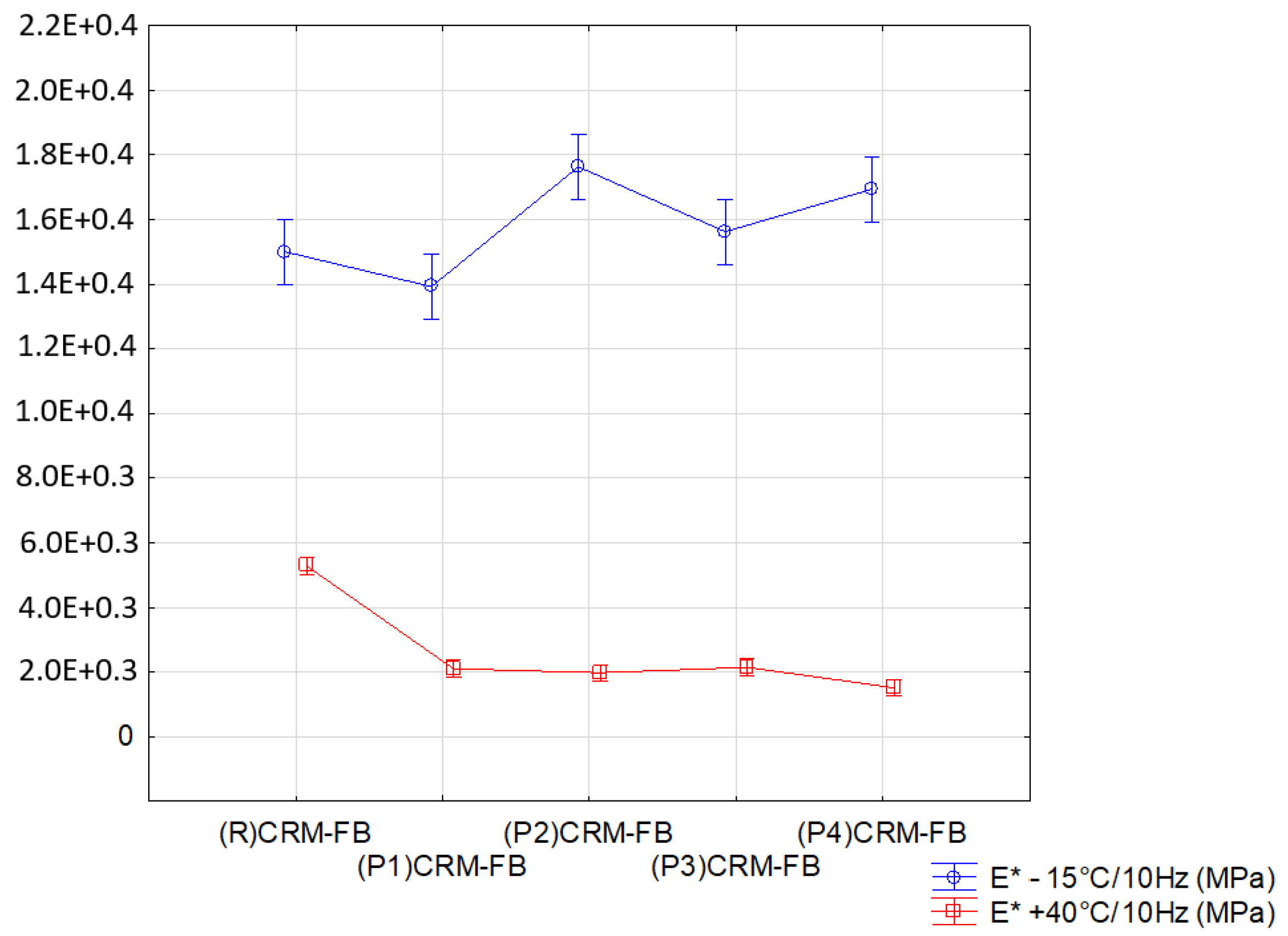
The results of the analysis for dynamic modulus (E*) are summarized in
Table 16 and illustrated in
Figure 13.
The grouping obtained in the multiple-comparison tests (
Table 12 and
Table 15) demonstrated that three groups of similarities existed for the complex modulus (E*) examined at −15 °C and that at +40 °C. The groups established for the analyzed properties were not identical, which indicates that the modifiers had different effects on the mixtures at low and high temperatures.
6.4. Standardization of Test Results
In order to conclusively determine the impact of the RPPs on the properties of CRM-FB mixtures, the test results were standardized. The results obtained on measurement scales of different properties, e.g., complex modulus E* = 16026 MPa, indirect tensile strength
ITSDRY = 800 kPa and air void content
Vm = 10%, can be compared if those results are converted into results expressed on a scale with a single, common unit. That is why the test results were standardized. The test results of physical properties, mechanical properties and resistance to weather conditions were converted into a standardized scale using formula (9):
where:
x = result achieved on the original measurement scale;
μ = mean value of the results for a particular property and
σ = standard deviation of the results for a particular property.
Standardized values of the results for physical and mechanical properties and resistance to weather are either positive or negative, depending on whether the individual values for the particular mixture deviate up or down from the mean level for ta particular property in the group of mixtures. If the values on the standardized scale are equal to zero (“0”), the standardized values are the same as the mean values.
Table 17 shows the values after standardization.
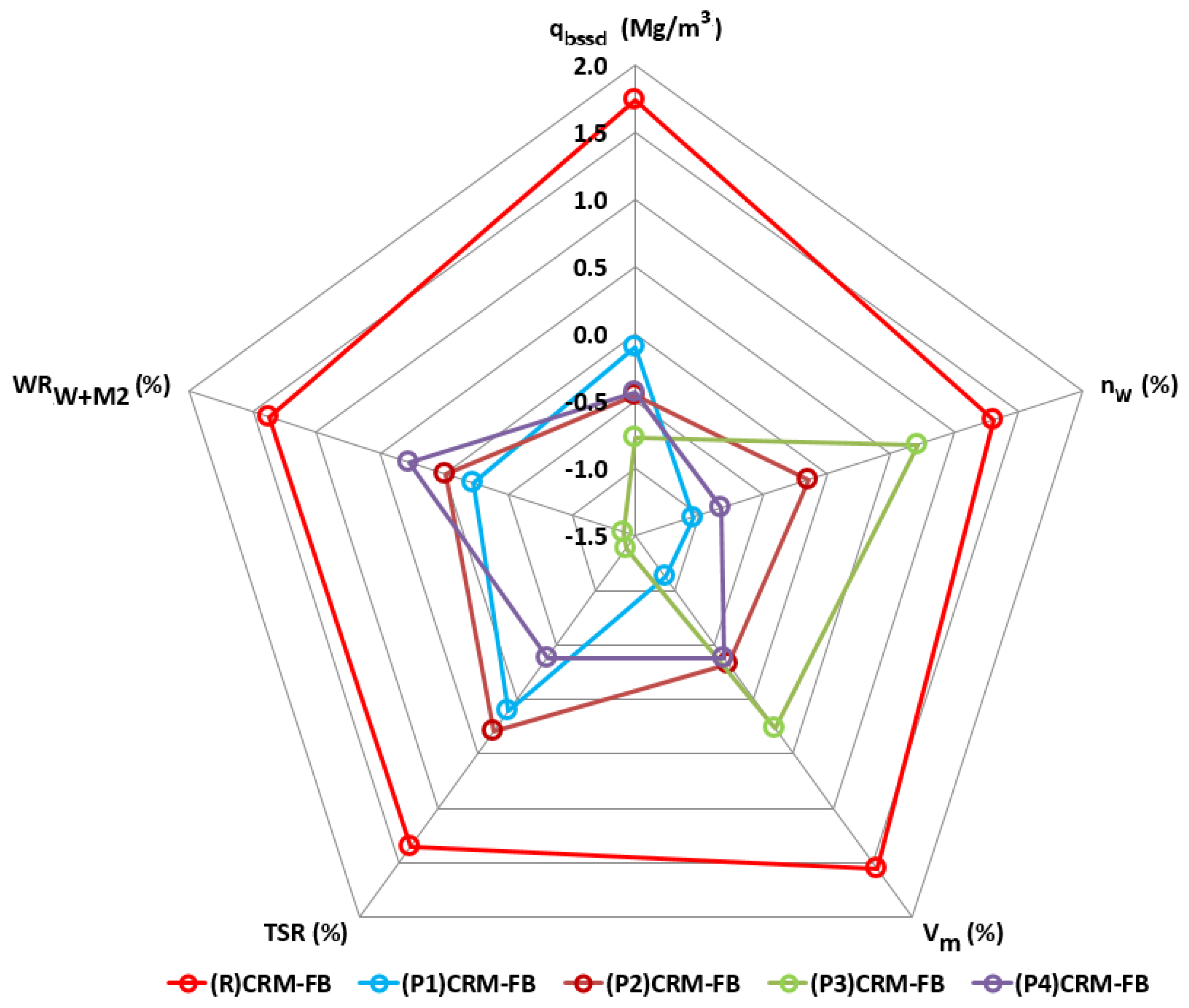
The effects of the RPPs were evaluated in terms of the physical and mechanical properties of the CRM-FB mixtures. The data obtained (
Table 17) were used to present all the standardized results on the radial diagram in
Figure 14.
The red color was used in
Figure 14 to mark the values and enveloping lines obtained for the reference mixture ((R) CRM-FB). The test results constitute the reference level for the determination of the change in the properties of the CRM-FB against the type of RPP modifier.
Comparison of the (R) CRM-FB mixture values with those for the RPP-modified mixtures (P1–P4) CRM-FB indicates that the addition of the modifier reduces all of the physical parameters and weather resistance. This relationship was observed irrespective of the modifier type. The addition of the modifier increased the water tightness of the mixture, irrespective of the decrease in bulk density. The highest decrease in water absorption (nw) and air void content (Vm) was observed in the (P1) RCM-FB mixture, where the polymer powder was based on the vinyl acetate-vinyl versatate copolymer. The lowest water tightness was found in the (P3) CRM-FB mixture with an ethylene-vinyl acetate copolymer (EVA). The reduced air void content and water absorption were positive effects of the polymer modifier on the CRM-FB mixture.
A negative impact of the modifier on the properties of the CRM-FB mixture was observed with respect to moisture sensitivity (
TSR) and resistance to water and frost (
WRW+M2). The modified mixtures showed a greater decrease in indirect tensile strength after conditioning compared with the reference mixture. The (R)CRM-FB mixture showed a 30% decrease in ITS, and had
TSR = 73% and
WRW+M2 = 70%, whereas in the modified mixtures, the ITS decreased by approximately 50%, with
TSR = 53% and
WRW+M2 = 44%. The maximum ITS decrease should not exceed 30% (
TSR and
WRW+M2 ratios should be higher than 70%) [
43,
47]. The higher decrease in the resistance to the effects of water and to the effect of water and frost in the modified mixtures relative to the reference mixture could be related to the RPP production process. The redispersible polymer powders used in the tests contained a water-soluble protective colloid [
27] in the form of polyvinyl alcohol (PVA). After conditioning in water, the colloid might have been washed out of the mixture samples, which increased the air void content and reduced the indirect tensile strength.
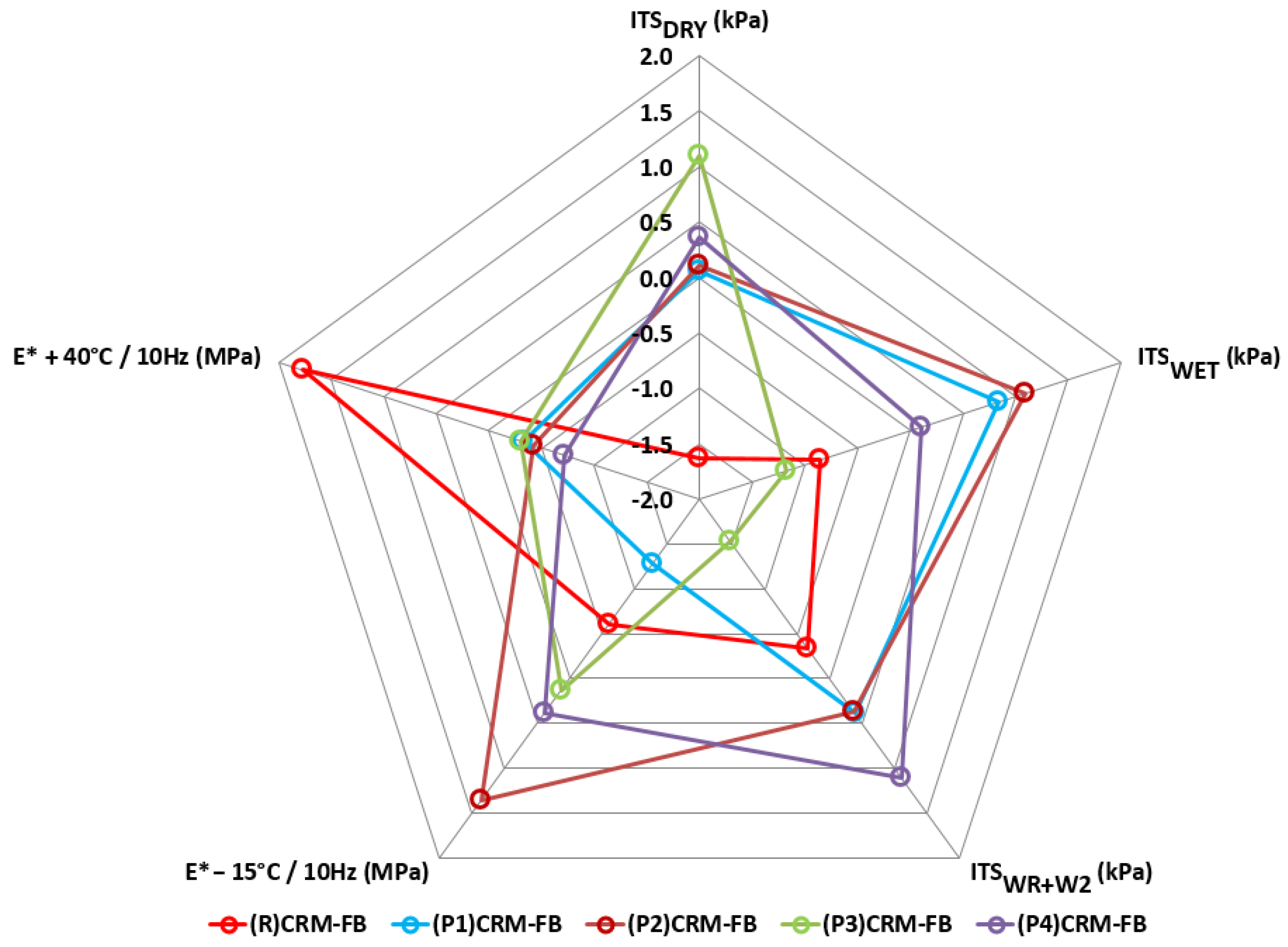
Figure 15 shows the effect of the modifier type on the mechanical properties of the CRM-FB mixture.
The effect of the modifier on the mechanical properties was different from that observed in physical properties and resistance to weather conditions. The modification of the CRM-FB with RPP increased the values of most parameters. The largest increase after the modification was observed with respect to the ITS of samples conditioned at +25 °C. The increase in cohesion (
ITSDRY) relative to the reference mixture was approximately 50%. Higher ITS of CRM-FB mixtures ensures higher structural reliability. This is due to the distribution of stresses in the structure with a base course made of the CRM-FB mixture [
56].
According to the literature data [
20], the decrease in complex modulus obtained by the cold-recycled mixture at high temperatures represents a correct relationship. No significant differences in the test results were observed for the complex modulus E* at −15 °C, as confirmed by the multiple-comparison analyses (
Table 16). At moderate temperatures, complex modulus values decreased [
25].
Regarding the unsatisfactory level of resistance to water (
TSR) and to the interaction of water and frost (
WRW+M2) determined for the modified mixtures, it should be emphasized that the ITS after the conditioning process was much higher than the
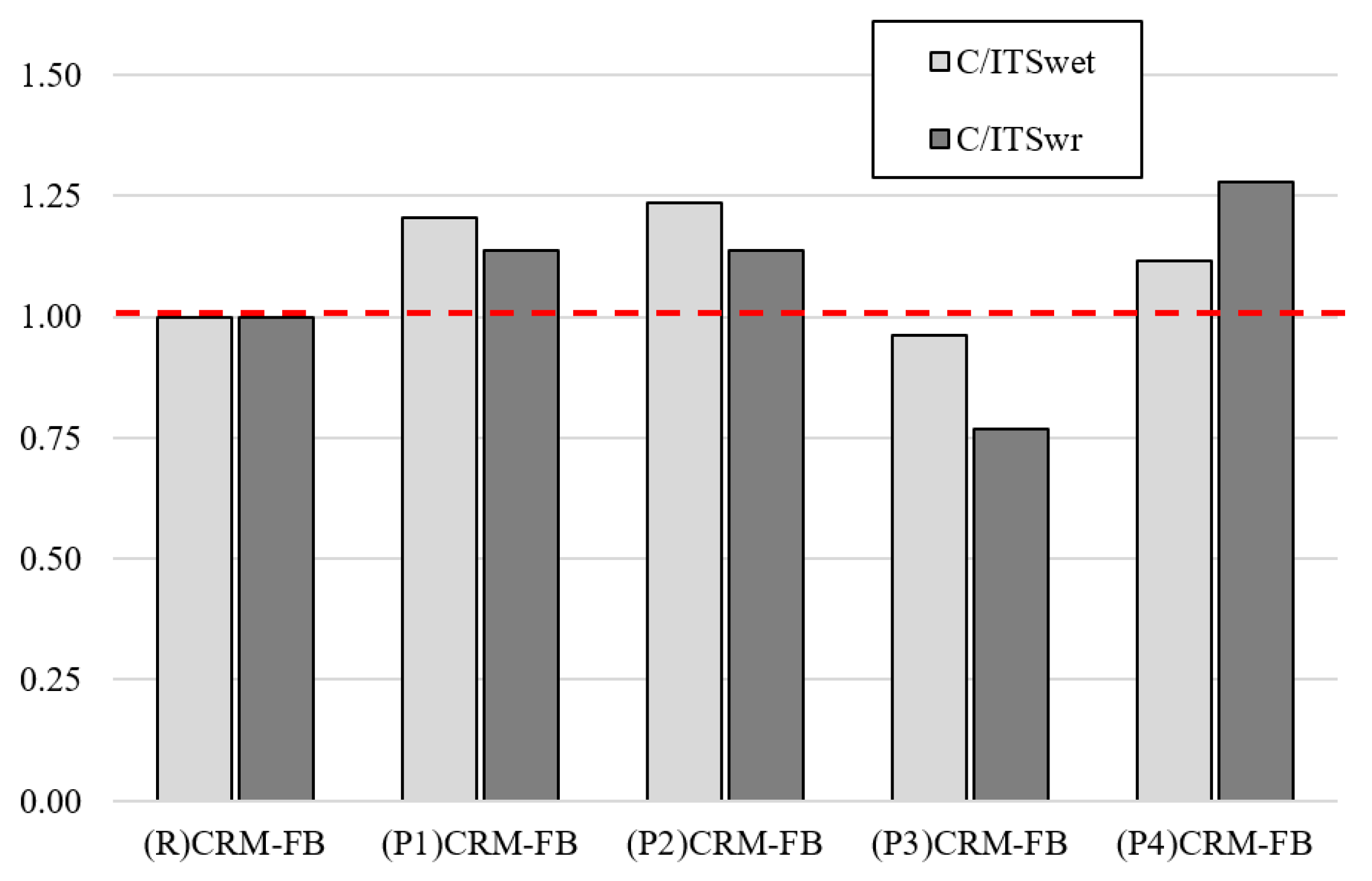
ITSWET obtained for the reference mixture. Similar relationships were found for indirect tensile strength after the samples were conditioned by the exposure to water and frost. To illustrate the effect of the modifier on the ITS change against the reference mixture, the C/ITS change ratio was determined in accordance with Formulas (10) and (11):
where:
C/ITSWET =
ITS change ratio in samples subjected to conditioning through exposure to water;
ITSWET-REF. = indirect tensile strength of samples exposed to water (in accordance with the procedure as for the
TSR) for the reference mixture and
ITSWET-SAM. = indirect tensile strength of samples exposed to water (in accordance with the procedure as for the
TSR) for the RPP-modified mixture;
where:
C/ITSWR =
ITS change ratio in samples subjected to conditioning through exposure to water and frost (in accordance with the procedure for
WRW+M2);
ITSWR-REF. = indirect tensile strength of samples exposed to water (in accordance with the procedure as for the
WRW+M2) for the reference mixture and
ITSWR-SAM. = indirect tensile strength of samples exposed to water (in accordance with the procedure as for the
WRW+M2) for the RPP-modified mixture;
The results of the analysis are shown in
Figure 16.
The ITS change ratio after the exposure to water or to the interaction of water and frost (
Figure 14) indicates that the RPP modifier increased ITS after conditioning relative to a non-modified mixture. That is why the failure to meet the required
TSR and
WRW+M2 values was not an objective criterion in this case. For the (P1) modifier, i.e., ethylene-vinyl acetate copolymer (EVA), the ITS was lower than in the reference mixture. In the other cases, ITS was 10–28% higher.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}