Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals


 ,
, 

Abstract
1. Introduction
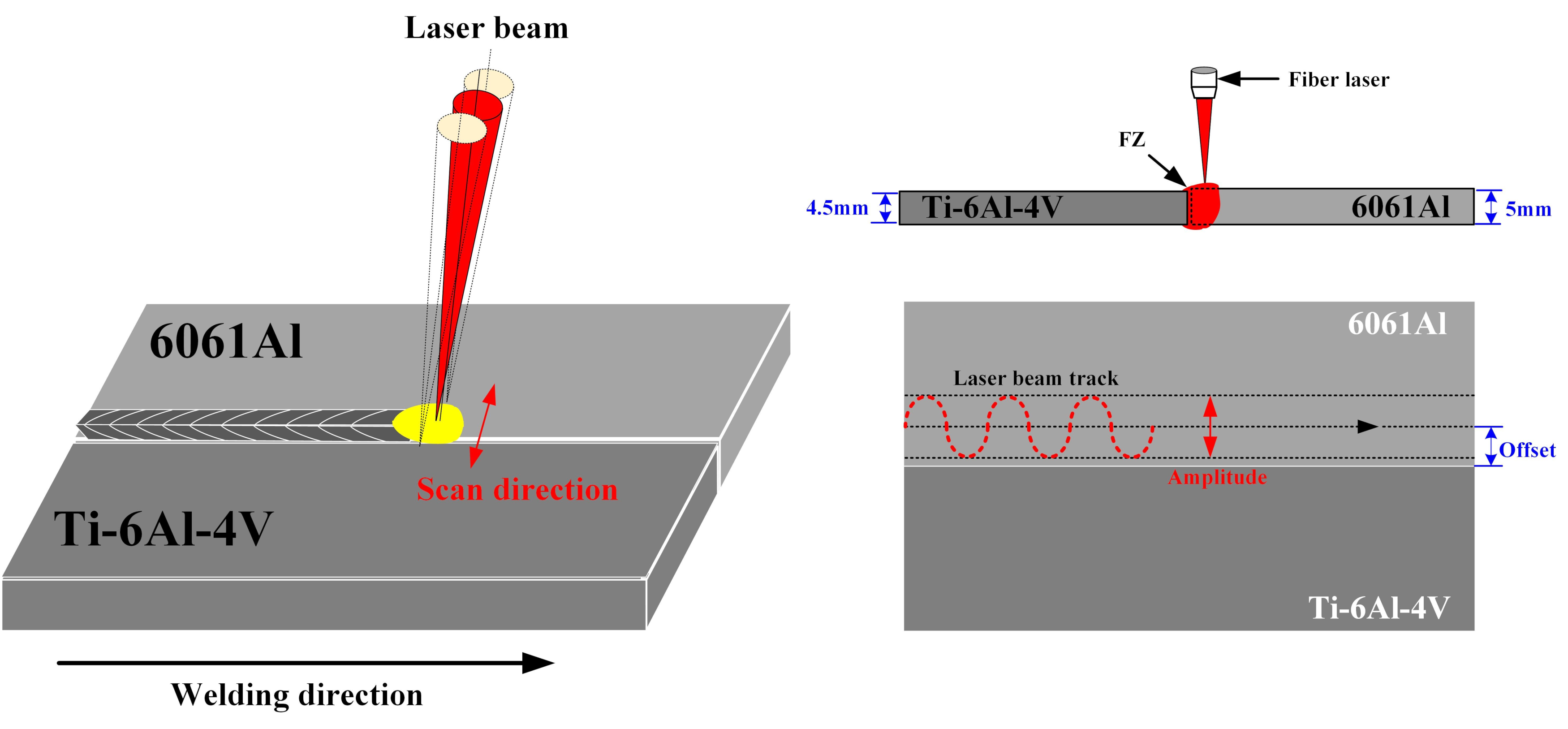
2. Experimental Procedures
3. Results and Discussion
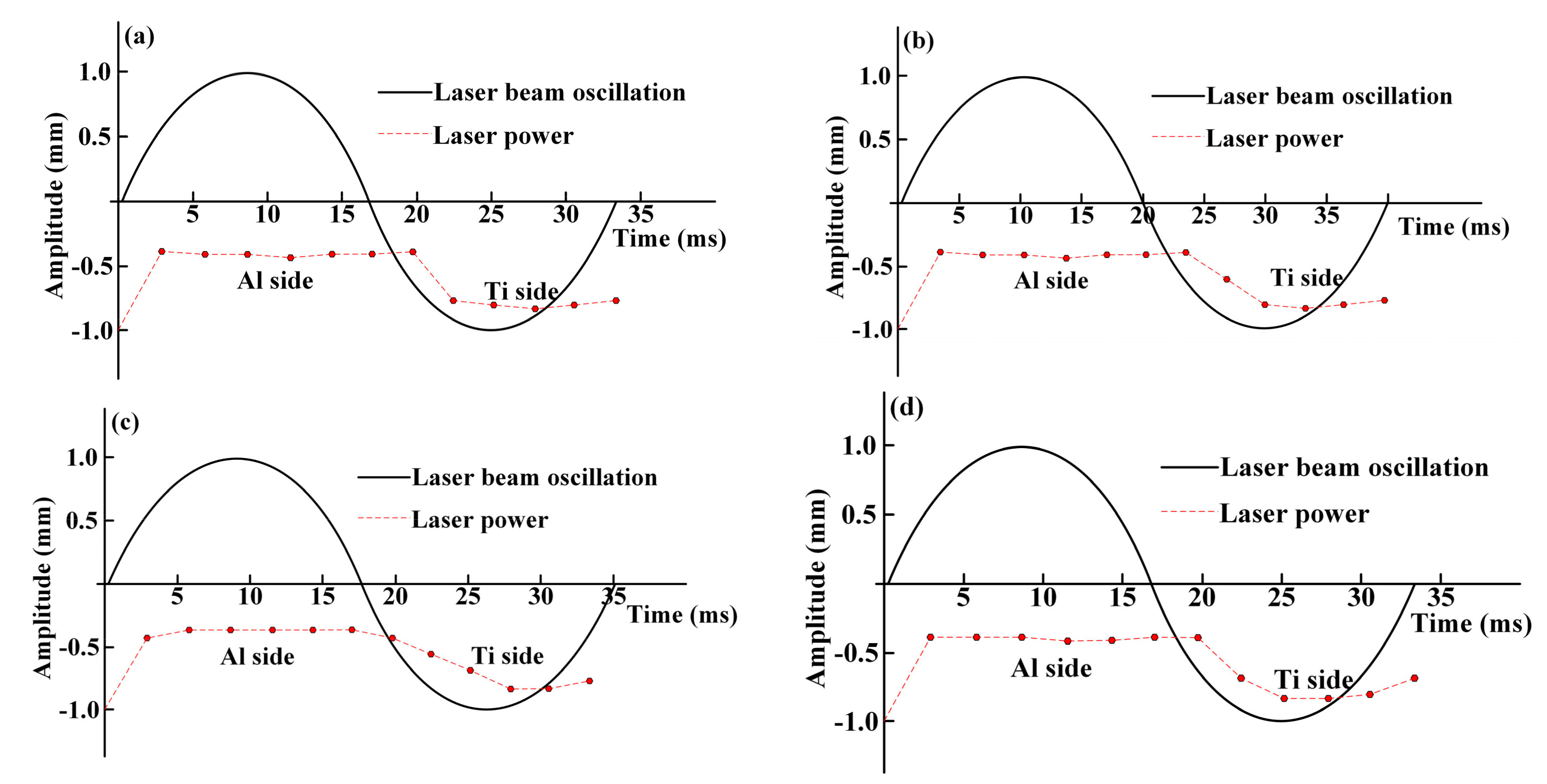
3.1. Laser Power Input Mode
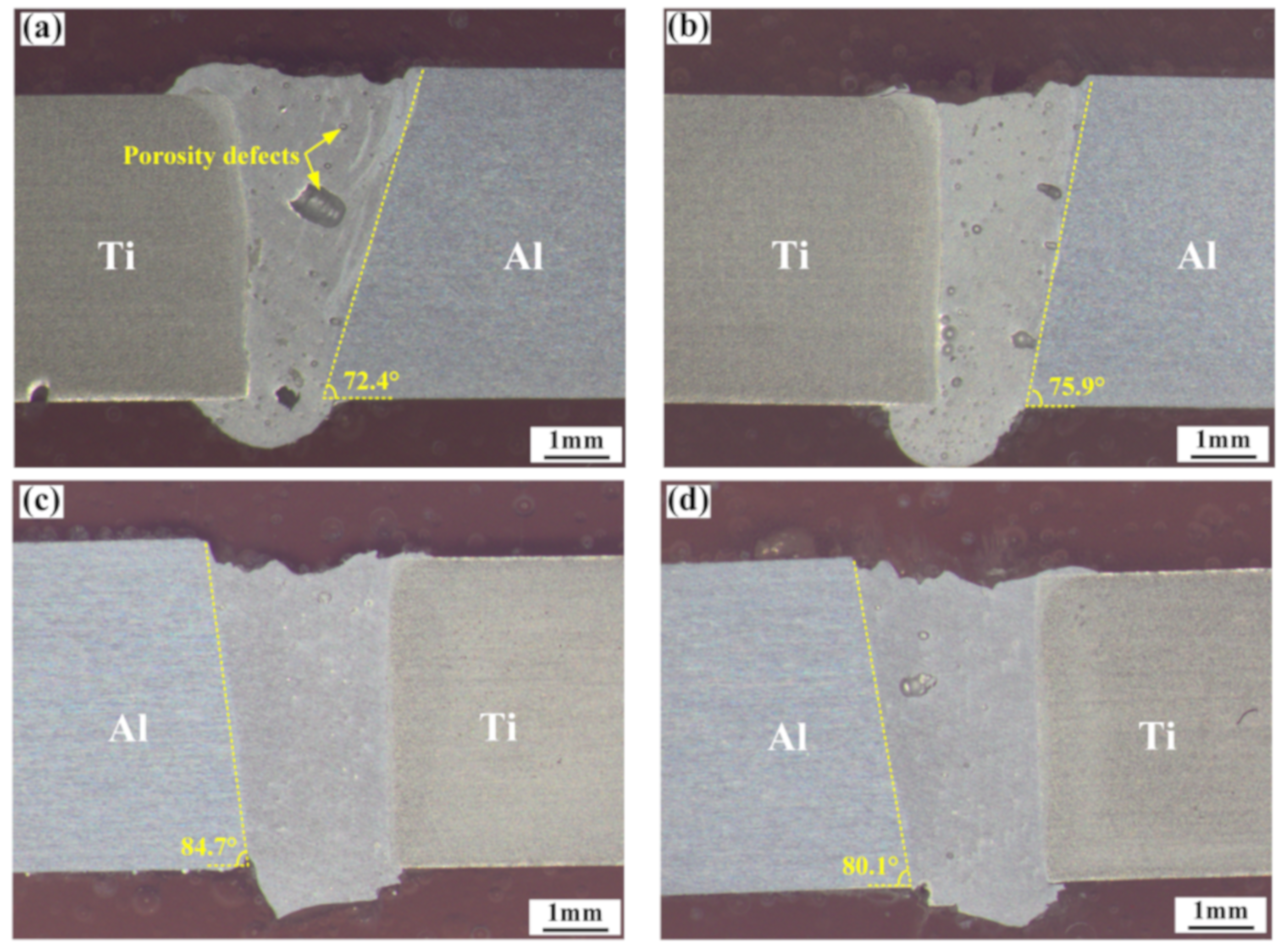
3.2. Weld Formation
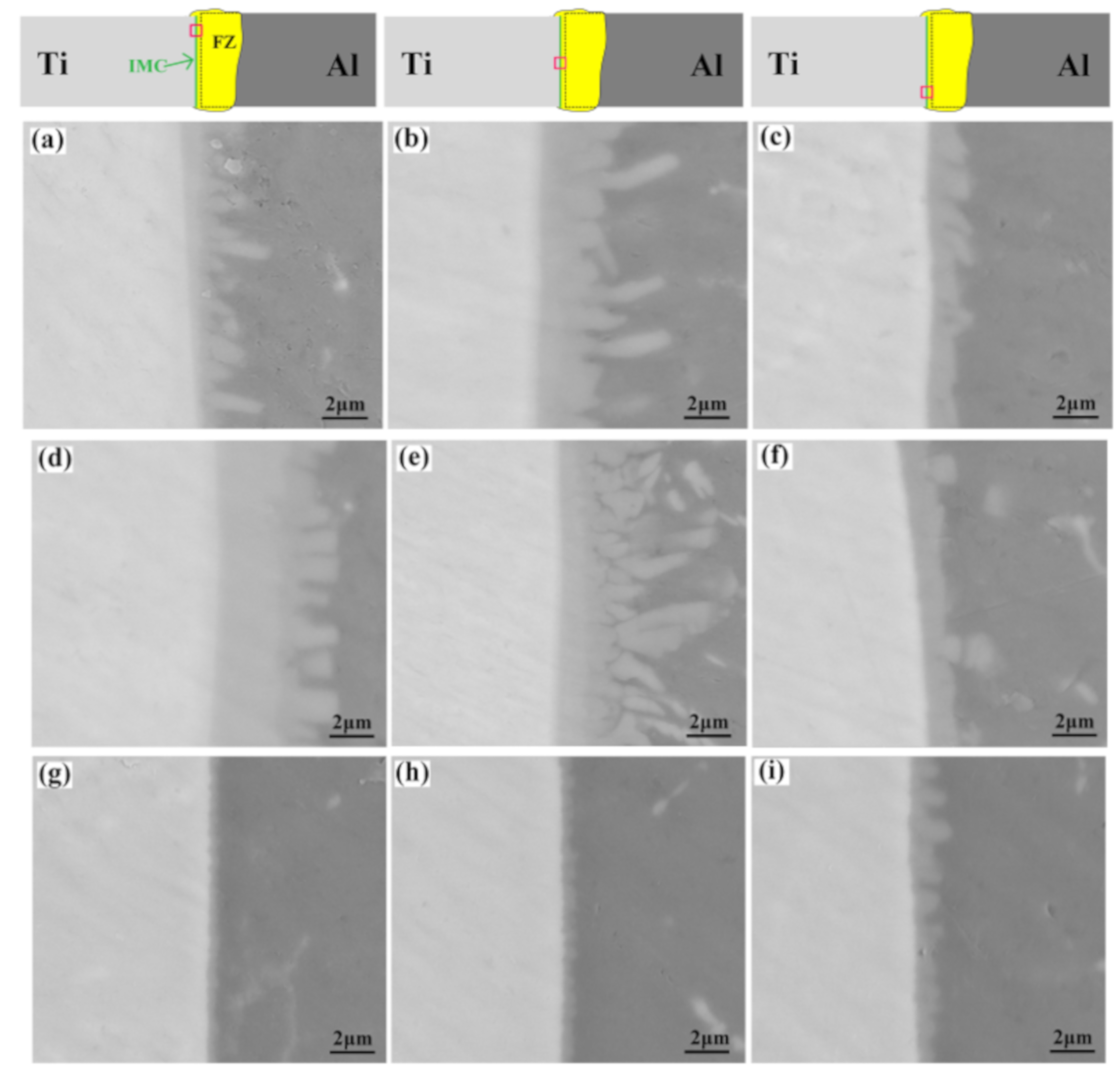
3.3. IMC Distribution
3.4. Hardness Values
4. Conclusions
- (1)
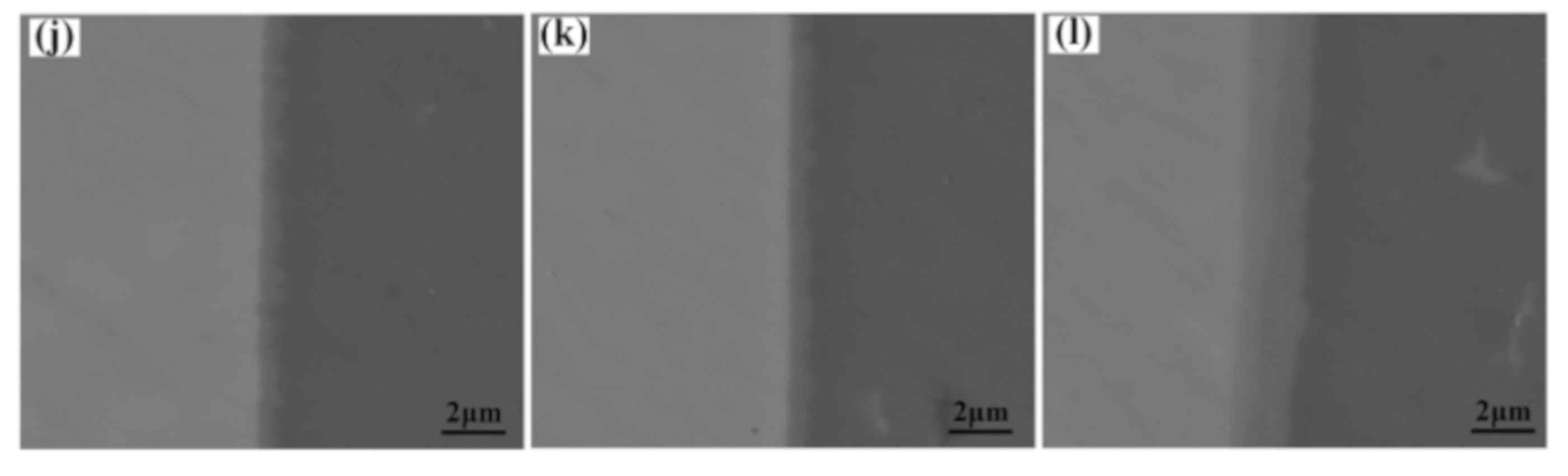
- With a laser offset of 1.1 mm and an oscillation frequency of 30 Hz, the Ti6Al4V alloy was micro melted, resulting in a large number of IMCs and porosity defects in the welds. The thicknesses of the IMCs in the upper, middle, and lower positions of the weld were 3.1, 4.9, and 1.7 μm, respectively. These changed to 5.6, 7.4, and 1.6 μm, respectively, when the oscillation frequency was decreased to 25 Hz. When the laser offset was increased to 1.2 mm, the thicknesses of the IMCs at different positions in the welds were less than 2 μm.
- (2)
- With a 1.1 mm laser offset, the tensile strength of joints was 139 and 128 MPa for the oscillation frequencies of 30 and 25 Hz, respectively. When the laser offset changed from 1.1 to 1.2 mm, the tensile strength of the joints increased to 173 and 164 MPa with 30 and 25 Hz oscillation frequencies, respectively.
- (3)
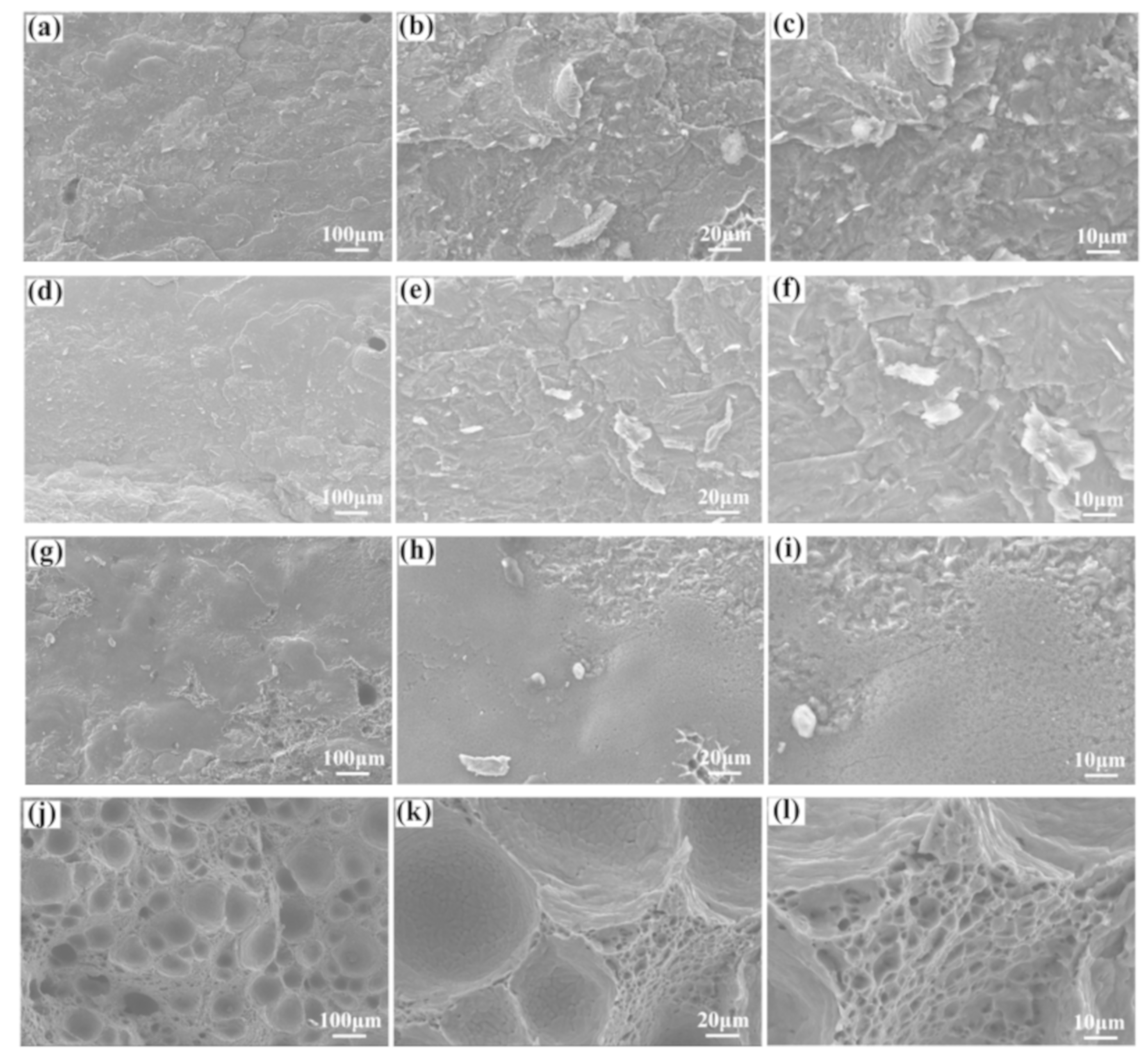
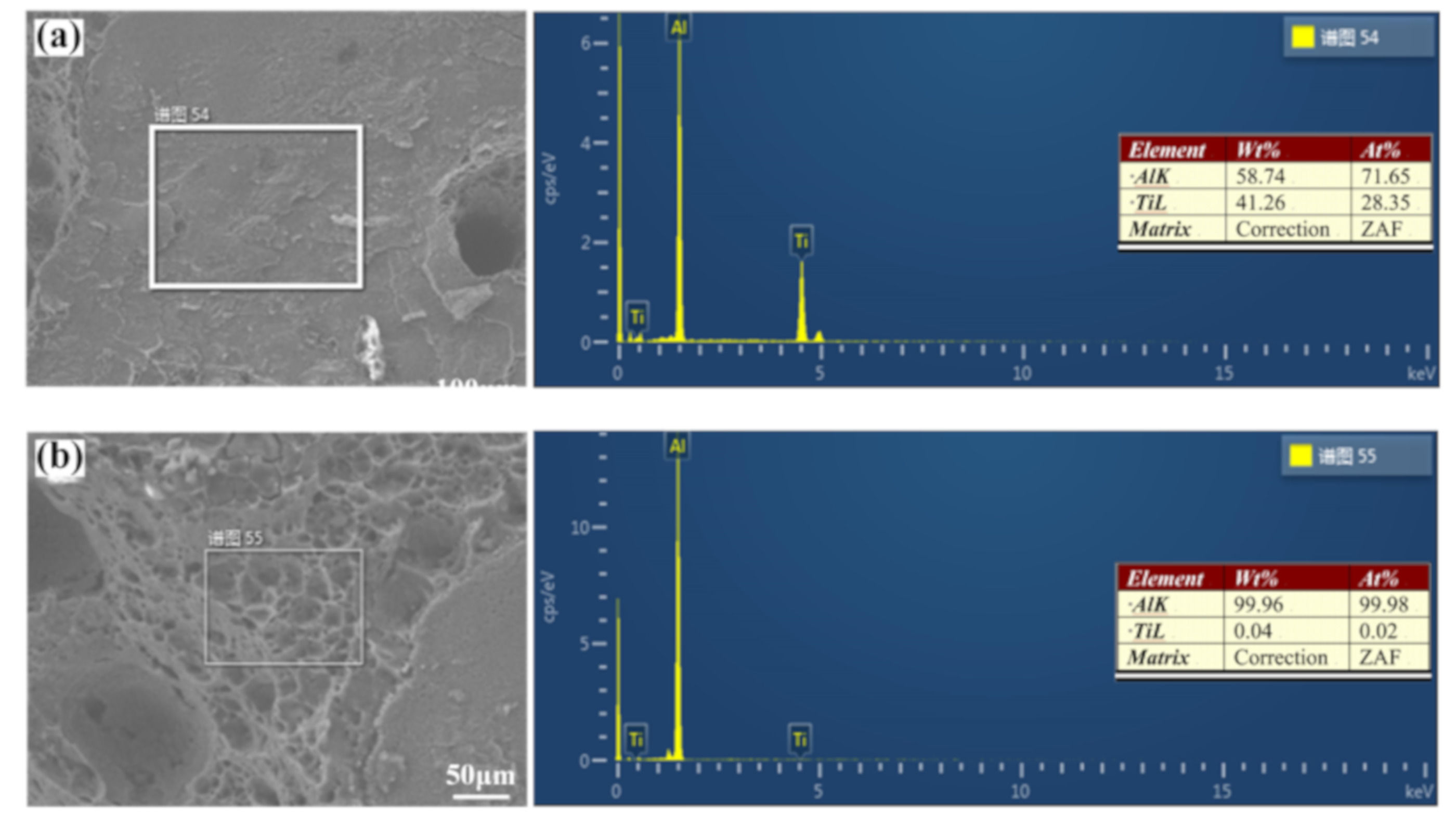
- With a 1.1 mm laser offset, the tensile specimens fractured along the Ti6Al4V surface due to the mass formation of brittle IMCs. When the laser offset increased to 1.2 mm, the tensile specimens tended to fracture at the FZ with an oscillation frequency of 30 Hz. The tensile strength of welded dissimilar joints can be significantly improved with the uniform distribution of IMCs.
Author Contributions
Funding
Conflicts of Interest
References
- Xia, H.B.; Tao, W.; Li, L.Q.; Tan, C.W.; Zhang, K.P.; Ma, N.S. Effect of laser beam models on laser welding–brazing Al to steel. Opt. Laser Technol. 2020, 122, 1–11. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, L.Q.; Chen, Y.B.; Liu, D.J. Si diffusion behavior during laser welding–brazing of Al alloy and Ti alloy with Al-12Si filler wire. Trans. Nonferrous Met. Soc. China 2010, 20, 64–70. [Google Scholar] [CrossRef]
- Tan, C.W.; Song, X.G.; Chen, B.; Li, L.Q.; Feng, J.C. Enhanced interfacial reaction and mechanical properties of laser welded-brazed Mg/Ti joints with Al element from filler. Mater. Lett. 2016, 167, 38–42. [Google Scholar] [CrossRef]
- Zhao, X.Y.; Tan, C.W.; Xiao, L.Y.; Xia, H.B.; Chen, B.; Song, X.G.; Li, L.Q.; Feng, J.C. Effect of the Ni coating thickness on laser welding–brazing of Mg/steel. J. Alloy. Compd. 2018, 769, 1042–1058. [Google Scholar] [CrossRef]
- Miao, Y.G.; Ma, Z.W.; Yang, X.S.; Liu, J.; Han, D.F. Experimental study on microstructure and mechanical properties of AA6061/Ti-6Al-4V joints made by bypass-current MIG welding–brazing. J. Mater. Process. Technol. 2018, 260, 104–111. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M.; Peyre, P. Yb–YAG laser offset welding of AA5754 and T40 butt joint. J. Mater. Process. Technol. 2015, 223, 139–149. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Cicala, E.; Peyre, P.; Grevey, D. Direct keyhole laser welding of aluminum alloy AA5754 to titaniumalloy Ti6Al4V. J. Mater. Process. Technol. 2015, 217, 96–104. [Google Scholar] [CrossRef]
- Song, Z.H.; Nakata, K.; Wu, A.P.; Liao, J.S. Interfacial microstructure and mechanical property of Ti6Al4V/A6061 dissimilar joint by direct laser brazing without filler metal and groove. Mater. Sci. Eng. A 2013, 560, 111–120. [Google Scholar] [CrossRef]
- Ma, Z.P.; Wang, C.W.; Yu, H.C.; Yan, J.C.; Shen, H.R. The microstructure and mechanical properties of fluxless gas tungsten arc welding–brazing joints made between titanium and aluminum alloys. Mater. Des. 2013, 45, 72–79. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, L.Q.; Chen, Y.B.; Huang, J.H. Joining mechanism of Ti/Al dissimilar alloys during laser welding–brazing process. J. Alloy. Compd. 2011, 509, 891–898. [Google Scholar] [CrossRef]
- Chen, Y.B.; Chen, S.H.; Li, L. QInfluence of interfacial reaction layer morphologies on crack initiation and propagation in Ti/Al joint by laser welding–brazing. Mater. Des. 2010, 31, 227–233. [Google Scholar] [CrossRef]
- Jiang, P.; Chen, R. Research on interfacial layer of laser-welded aluminum to titanium. Mater. Charact. 2019, 154, 264–268. [Google Scholar] [CrossRef]
- Yuan, R.; Deng, S.J.; Cui, H.C.; Chen, Y.X.; Lu, F.G. Interface characterization and mechanical properties of dual beam laser welding–brazing Al/steel dissimilar metals. J. Manuf. Process. 2019, 40, 37–45. [Google Scholar] [CrossRef]
- Lei, Z.L.; Li, P.; Zhang, X.R.; Wu, S.B.; Zhou, H.; Lu, N.N. Microstructure and mechanical properties of welding–brazing of Ti/Al butt joints with laser melting deposition layer additive. J. Manuf. Process. 2019, 38, 411–421. [Google Scholar] [CrossRef]
- Zhu, Z.T.; Wang, W.; Li, Y.X.; Chen, H. Effect of laser-arc offset and laser-deviation angle on the control of a Ti-Al interlayer. J. Mater. Process. Technol. 2019, 271, 336–345. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Low temperature heat treatments of AA5754-Ti6Al4V dissimilar laser welds: Microstructure evolution and mechanical properties. Opt. Laser Technol. 2018, 100, 109–118. [Google Scholar] [CrossRef]
- Lv, S.X.; Cui, Q.L.; Huang, Y.X.; Jing, X.J. Influence of Zr addition on TIG welding–brazing of Ti–6Al–4V to Al5A06. Mater. Sci. Eng. A 2013, 568, 150–154. [Google Scholar] [CrossRef]
- Chen, Y.H.; Ni, Q.; Ke, L.M. Interface characteristic of friction stir welding lap joints of Ti/Al dissimilar alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 299–304. [Google Scholar] [CrossRef]
- Zhou, L.; Min, J.; He, W.X.; Huang, Y.X.; Song, X.G. Effect of welding time on microstructure and mechanical properties of Al-Ti ultrasonic spot welds. J. Manuf. Process. 2018, 33, 64–73. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, S.Q.; Li, Y.; Huang, J.H.; Chen, S.J.; Yang, J. Butt welding–brazing of steel to aluminum by hybrid laser-CMT. J. Mater. Process. Technol. 2019, 272, 163–169. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Méasson, A.; Cicala, E.; Duband, M.; Peyre, P. Aluminum to titanium laser welding–brazing in V-shaped groove. J. Mater. Process. Technol. 2017, 245, 24–36. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, L.Q.; Chen, Y.B.; Dai, J.M.; Huang, J.H. Improving interfacial reaction nonhomogeneity during laser welding–brazing aluminum to titanium. Mater. Des. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Tan, C.W.; Yang, J.; Zhao, X.Y.; Zhang, K.P.; Song, X.G.; Chen, B.; Li, L.Q.; Feng, J.C. Influence of Ni coating on interfacial reactions and mechanical properties in laser welding–brazing of Mg/Ti butt joint. J. Alloy. Compd. 2018, 764, 186–201. [Google Scholar] [CrossRef]
- Tan, C.W.; Zang, C.W.; Zhao, X.Y.; Xia, H.B.; Lu, Q.S.; Song, X.G.; Chen, B.; Wang, G. Influence of Ni-coating thickness on laser lap welding-brazing of Mg/Ti. Opt. Laser. Technol. 2018, 108, 378–391. [Google Scholar] [CrossRef]
- Sun, Q.J.; Li, J.Z.; Liu, Y.B.; Li, B.P.; Xu, P.W.; Feng, J.C. Microstructural characterization and mechanical properties of Al/Ti joint welded by CMT method—Assisted hybrid magnetic field. Mater. Design 2017, 116, 316–324. [Google Scholar] [CrossRef]
- Guo, S.; Peng, Y.; Cui, C.; Gao, Q.; Zhou, Q.; Zhu, J. Microstructure and mechanical characterization of re-melted Ti-6Al-4V and Al-Mg-Si alloys butt weld. Vacuum 2018, 154, 58–67. [Google Scholar] [CrossRef]
- Wang, H.D.; Yuan, X.J.; Li, T.; Wu, K.L.; Sun, Y.Q.; Xu, C. TIG welding-brazing of Ti6Al4V and Al5052 in overlap configuration with assistance of zinc foil. J. Mater. Process. Technol. 2018, 251, 26–36. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Chen, X.; Li, H.; Lei, Z.L.; Chen, Y.B.; Wu, S.B.; Wang, Y.H. Grain refinement and laser energy distribution during laser oscillating welding of Invar alloy. Mater. Design 2020, 186, 1–15. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Frequency (Hz) | Offset (mm) | Laser Power (kW) | |
|---|---|---|---|---|
| Al Side | Ti Side | |||
| 1# | 30 | 1.1 | 3.4, 3.2, 3.2, 3.0, 3.2, 3.2, 3.4 | 0.3, 0.2, 0.1, 0.2, 0.3 |
| 2# | 25 | 1.1 | 3.2, 3.0, 3.0, 2.8, 3.0, 3.0, 3.2 | 1.5, 0.2, 0.1, 0.2, 0.3 |
| 3# | 28 | 1.2 | 3.4, 3.8, 3.8, 3.8, 3.8, 3.8, 3.4, 2.5 | 1.5, 0.1, 0.1, 0.3 |
| 4# | 30 | 1.2 | 3.5, 3.5, 3.5, 3.4, 3.4, 3.5, 3.5, 1.5 | 0.1, 0.1, 0.2, 1.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Lei, Z.; Chen, Y.; Han, Y.; Jiang, M.; Tian, Z.; Bi, J.; Lin, S.; Jiang, N. Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals. Materials 2019, 12, 4165. https://doi.org/10.3390/ma12244165
Chen X, Lei Z, Chen Y, Han Y, Jiang M, Tian Z, Bi J, Lin S, Jiang N. Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals. Materials. 2019; 12(24):4165. https://doi.org/10.3390/ma12244165
Chicago/Turabian StyleChen, Xi, Zhenglong Lei, Yanbin Chen, Yu Han, Meng Jiang, Ze Tian, Jiang Bi, Sanbao Lin, and Nan Jiang. 2019. "Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals" Materials 12, no. 24: 4165. https://doi.org/10.3390/ma12244165
APA StyleChen, X., Lei, Z., Chen, Y., Han, Y., Jiang, M., Tian, Z., Bi, J., Lin, S., & Jiang, N. (2019). Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals. Materials, 12(24), 4165. https://doi.org/10.3390/ma12244165