Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing



Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. DLIP Experimental Details
2.3. Plate-to-Plate Hot Embossing
2.4. Characterization Methods
3. Results and Discussion
3.1. Patterning Strategy
3.2. Effect of Laser Fluence
3.3. Effect of Pulse Number
3.4. LIPSS Formation and Evolution
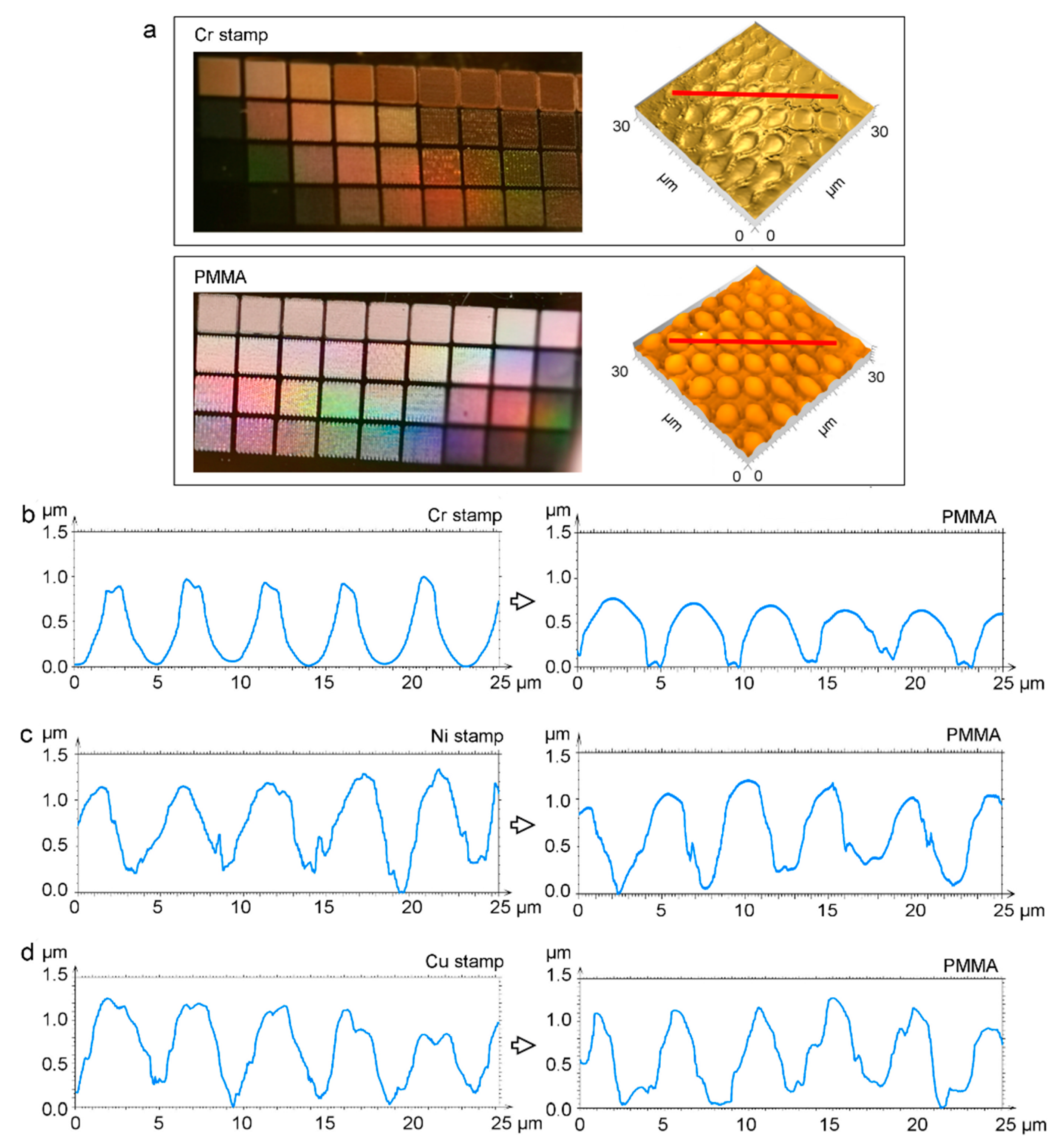
3.5. Hot Embossing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kunze, T.; Lasagni, A.F. Direct laser interference patterning: From fundamentals to industrial applications. In Proceedings of the SPIE LASE, International Society for Optics and Photonics, San Francisco, CA, USA, 28 Janurary–2 February 2017; Volume 10092. [Google Scholar]
- Dusser, B.; Sagan, Z.; Soder, H.; Faure, N.; Colombier, J.P.; Jourlin, M.; Audouard, E. Controlled nanostructrures formation by ultra fast laser pulses for color marking. Opt. Express 2010, 18, 2913–2924. [Google Scholar] [CrossRef] [PubMed]
- Xu, T.; Wu, Y.-K.; Luo, X.; Guo, L.J. Plasmonic nanoresonators for high-resolution colour filtering and spectral imaging. Nat. Commun. 2010, 1, 1–5. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Gao, Y.; Xue, Q.; Liu, H.; Xu, T. Microstructure and tribological properties of electrodeposited Ni-Co alloy deposits. Appl. Surf. Sci. 2005, 242, 326–332. [Google Scholar] [CrossRef]
- Long, J.; Fan, P.; Gong, D.; Jiang, D.; Zhang, H.; Li, L.; Zhong, M. Superhydrophobic surfaces fabricated by femtosecond laser with tunable water adhesion: From lotus leaf to rose petal. ACS Appl. Mater. Interfaces 2015, 7, 9858–9865. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Low, H.Y. Anisotropic wettability on imprinted hierarchical structures. Langmuir 2007, 23, 7793–7798. [Google Scholar] [CrossRef]
- Valle, J.; Burgui, S.; Langheinrich, D.; Gil, C.; Solano, C.; Toledo-arana, A.; Helbig, R. Evaluation of surface microtopography engineered by Direct Laser Interference for bacterial anti-biofoulinga. Macromol. Biosci. 2015, 1060–1069. [Google Scholar] [CrossRef]
- Peng, L.; Deng, Y.; Yi, P.; Lai, X. Micro hot embossing of thermoplastic polymers: A review. J. Micromech. Microeng. 2014, 24, 1–23. [Google Scholar] [CrossRef]
- Schift, H. Nanoimprint lithography: An old story in modern times? A review. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2008, 26, 458–480. [Google Scholar] [CrossRef]
- Heckele, M.; Schomburg, W.K. Review on micro molding of thermoplastic polymers. J. Micromech. Microeng. 2004, 14, R1–R14. [Google Scholar] [CrossRef]
- Pimpin, A.; Srituravanich, W. Reviews on micro- and nanolithography techniques and their applications. Eng. J. 2012, 16, 37–55. [Google Scholar] [CrossRef]
- Heyderman, L.J.; Schift, H.; David, C.; Gobrecht, J.; Schweizer, T. Flow behaviour of thin polymer films used for hot embossing lithography. Microelectron. Eng. 2000, 54, 229–245. [Google Scholar] [CrossRef]
- Schift, H.; Jaszewski, R.W.; David, C.; Gobrecht, J. Nanostructuring of polymers and fabrication of interdigitated electrodes by hot embossing lithography. Microelectron. Eng. 1999, 46, 121–124. [Google Scholar] [CrossRef]
- Becker, H.; Heim, U. Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sens. Actuators A Phys. 2000, 83, 130–135. [Google Scholar] [CrossRef]
- Kimerling, T.E.; Liu, W.; Kim, B.H.; Yao, D. Rapid hot embossing of polymer microfeatures. Microsyst. Technol. 2006, 12, 730–735. [Google Scholar] [CrossRef]
- Shamsi, A.; Amiri, A.; Heydari, P.; Hajghasem, H.; Mohtashamifar, M.; Esfandiari, M. Low cost method for hot embossing of microstructures on PMMA by SU-8 masters. Microsyst. Technol. 2014, 20, 1925–1931. [Google Scholar] [CrossRef]
- Koerner, T.; Brown, L.; Xie, R.; Oleschuk, R.D. Epoxy resins as stamps for hot embossing of microstructures and microfluidic channels. Sens. Actuators B Chem. 2005, 107, 632–639. [Google Scholar] [CrossRef]
- Rank, A.; Lang, V.; Lasagni, A.F. High-Speed roll-to-roll hot embossing of micrometer and sub micrometer structures using seamless Direct Laser Interference Patterning treated sleeves. Adv. Eng. Mater. 2017, 19, 1–8. [Google Scholar] [CrossRef]
- Rank, A.; Kunze, T.; Hoffmann, T.; Lasagni, A.F. Direct laser interference patterning of nickel molds for hot embossing of polymers. Adv. Eng. Mater. 2016, 18, 1280–1288. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Shan, X.C. Microstructure formation via roll-to-roll UV embossing using a flexible mould made from a laminated polymercopper film. J. Micromech. Microeng. 2012, 22, 085010. [Google Scholar] [CrossRef]
- Nakata, Y. Interference laser processing. Adv. Opt. Technol. 2016, 5, 29–38. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Hans, M.; Gachot, C.; Thome, A.; Bonk, S.; Mücklich, F. Direct Laser Interference Patterning: Tailoring of Contact Area for Frictional and Antibacterial Properties. Lubricants 2016, 4, 2. [Google Scholar] [CrossRef]
- Acevedo, D.A.; Lasagni, A.F.; Barbero, C.A.; Mücklich, F. Simple fabrication method of conductive polymeric arrays by using Direct Laser Interference Micro-/Nanopatterning. Adv. Mater. 2007, 19, 1272–1275. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Pangraz, J.C.; Gachot, C.; Mücklich, F. Load-dependent run-in and wear behaviour of line-like surface patterns produced by Direct Laser Interference Patterning. Wear 2016, 368–369, 350–357. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Fleischmann, S.; Gachot, C.; Mücklich, F. Anisotropic spreading behavior of PAO oil on laser-patterned stainless steel surfaces. Adv. Eng. Mater. 2015, 17, 1645–1651. [Google Scholar] [CrossRef]
- Tamulevičius, T.; Juodėnas, M.; Klinavičius, T.; Paulauskas, A.; Jankauskas, K.; Ostreika, A.; Žutautas, A.; Tamulevičius, S. Dot-Matrix Hologram Rendering Algorithm and its Validation through Direct Laser Interference Patterning. Sci. Rep. 2018, 8, 14245. [Google Scholar] [CrossRef]
- Indrisiunas, S.; Voisiat, B.; Žukauskas, A.; Račiukaitis, G. Direct laser Beam Interference Patterning Technique for Fast High Aspect Ratio Surface Structuring. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XX, Photonics, San Francisco, CA, USA, 7–12 February 2015; International Society for Optics and Photonics: San Francisco, CA, USA, 2015; Volume 9350. [Google Scholar]
- Broglia, M.F.; Suarez, S.; Soldera, F.; Mücklich, F.; Barbero, C.A.; Bellingeri, R.; Alustiza, F.; Acevedo, D. Direct Laser Interference Patterning of polystyrene films doped with azo dyes, using 355nm laser light. Appl. Surf. Sci. 2014, 300, 86–90. [Google Scholar] [CrossRef]
- Sola, D.; Lavieja, C.; Orera, A.; Clemente, M.J. Direct Laser Interference Patterning of ophthalmic polydimethylsiloxane (PDMS) polymers. Opt. Lasers Eng. 2018, 106, 139–146. [Google Scholar] [CrossRef]
- Roitero, E.; Lasserre, F.; Anglada, M.; Mücklich, F.; Jiménez-Piqué, E. A parametric study of laser interference surface patterning of dental zirconia: Effects of laser parameters on topography and surface quality. Dent. Mater. 2017, 33, e28–e38. [Google Scholar] [CrossRef]
- Soldera, M.; Taretto, K.; Berger, J.; Lasagni, A.F. Potential of photocurrent improvement in μc-Si:H solar cells with TCO substrates structured by Direct Laser Interference Patterning. Adv. Eng. Mater. 2016, 18, 1674–1682. [Google Scholar] [CrossRef]
- Lang, V.; Roch, T.; Lasagni, A.F. World Record in High Speed Laser Surface Microstructuring of Polymer and Steel Using Direct Laser Interference Patterning. In Proceedings of the Laser-based Micro-and Nanoprocessing X, San Francisco, CA, USA, 13–18 February 2016; International Society for Optics and Photonics: San Francisco, CA, USA, 2016; Volume 9736. [Google Scholar]
- Lang, V.; Hoffmann, T.; Lasagni, A.F. Optimization for High Speed Surface Processing of Metallic Surfaces Utilizing Direct Laser Interference Patterning. In Proceedings of the Laser-based Micro-and Nanoprocessing XII, San Francisco, CA, USA, 27 January–1 February 2018; International Society for Optics and Photonics: San Francisco, CA, USA, 2018; Volume 10520. [Google Scholar]
- Schubert, S.; Roch, T.; Eckhardt, S.; Leo, K. Transparent Conductive Metal Thin-Film Electrodes Structured by Direct Laser Interference Patterning. Adv. Eng. Mater. 2015, 17, 1215–1219. [Google Scholar]
- Broglia, M.F.; Acevedo, D.F.; Langheinrich, D.; Perez-Hernandez, H.R.; Barbero, C.A.; Lasagni, A.F. Rapid fabrication of periodic patterns on Poly(styrene-co-acrylonitrile) surfaces using Direct Laser Interference Patterning. Int. J. Polym. Sci. 2015, 2015, 721035. [Google Scholar] [CrossRef]
- Lasagni, A.F.; Roch, T.; Langheinrich, D.; Bieda, M.; Perez, H. Large Area Direct Fabrication of Periodic Arrays Using Interference Patterning. In Proceedings of the Laser-based Micro-and Nanoprocessing X, San Francisco, CA, USA, 21–26 January 2012; International Society for Optics and Photonics: San Francisco, CA, USA, 2012; Volume 8244. [Google Scholar]
- Lasagni, A.F. Laser Interference Patterning methods: Possibilities for high-throughput fabrication of periodic surface patterns. Adv. Opt. Technol. 2017, 6, 265–275. [Google Scholar] [CrossRef]
- Kunze, T.; Roch, T.; Anne, G.; Rank, A.; Denise, G.; Bieda, M. Efficient high-resolution surface patterning for 2D and 3D parts. SPIE Newsroom 2016, 10, 2–4. [Google Scholar]
- Wong, T.I.; Han, S.; Wu, L.; Wang, Y.; Deng, J.; Tan, C.Y.L.; Bai, P.; Loke, Y.C.; Yang, X.D.; Tse, M.S.; et al. High throughput and high yield nanofabrication of precisely designed gold nanohole arrays for fluorescence enhanced detection of biomarkers. Lab. Chip 2013, 13, 2405–2413. [Google Scholar] [CrossRef]
- Wong, T.I.; Limantoro, J.; Fong, K.P.; Tan, C.Y.L.; Quan, C.; Sun, L.L.; Zhou, X. Easy fabrication of high quality nickel mold for deep polymer microfluidic channels. J. Micromech. Microeng. 2016, 26, 065016. [Google Scholar] [CrossRef]
- Jucius, D.; Grigaliūnas, V.; Mikolajūnas, M.; Guobienė, A.; Kopustinskas, V.; Gudonytė, A.; Narmontas, P. Hot embossing of PTFE: Towards superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 2353–2360. [Google Scholar] [CrossRef]
- Han, K.S.; Lee, H.; Kim, D.; Lee, H. Fabrication of anti-reflection structure on protective layer of solar cells by hot-embossing method. Sol. Energy Mater. Sol. Cells 2009, 93, 1214–1217. [Google Scholar] [CrossRef]
- Usatine, R. A belt buckle allergy? West. J. Med. 2001, 174, 307–308. [Google Scholar] [CrossRef]
- Di Gioacchino, M.; Ricciardi, L.; De Pità, O.; Minelli, M.; Patella, V.; Voltolini, S.; Di Rienzo, V.; Braga, M.; Ballone, E.; Mangifesta, R.; et al. Nickel oral hyposensitization in patients with systemic nickel allergy syndrome. Ann. Med. 2014, 46, 31–37. [Google Scholar] [CrossRef]
- Haber, L.T.; Bates, H.K.; Allen, B.C.; Vincent, M.J.; Oller, A.R. Derivation of an oral toxicity reference value for nickel. Regul. Toxicol. Pharmacol. 2017, 87, S1–S18. [Google Scholar] [CrossRef]
- Cabalin, L.M.; Laserna, J.J. Experimental determination of laser induced breakdown thresholds of metals under nanosecond Q-switched laser operation. Spectrochim. Acta Part B At. Spectrosc. 1998, 53, 723–730. [Google Scholar] [CrossRef]
- Johnson, B.P.; Christy, R.W. Optical constants of transition metals. Phys. Rev. B 1974, 9, 5056–5070. [Google Scholar] [CrossRef]
- Johnson, P.B.; Christy, R.W. Optical-constants of noble-metals. Phys. Rev. B 1972, 6, 4370–4379. [Google Scholar] [CrossRef]
- Ujihara, K. Reflectivity of metals at high temperatures. J. Appl. Phys. 1972, 43, 2376–2383. [Google Scholar] [CrossRef]
- Worgull, M.; Kolew, A.; Heilig, M.; Schneider, M.; Dinglreiter, H.; Rapp, B. Hot embossing of high performance polymers. Microsyst. Technol. 2011, 17, 585–592. [Google Scholar] [CrossRef]
- Baeurle, S.A.; Hotta, A.; Gusev, A.A. On the glassy state of multiphase and pure polymer materials. Polymer (Guildf). 2006, 47, 6243–6253. [Google Scholar] [CrossRef]
- Heilmann, S.; Zwahr, C.; Knape, A.; Zschetzsche, J.; Lasagni, A.F.; Füssel, U. Improvement of the electrical conductivity between electrode and sheet in spot welding process by direct laser interference patterning. Adv. Eng. Mater. 2018, 1700755, 1–8. [Google Scholar] [CrossRef]
- Antończak, A.J.; Stępak, B.; Kozioł, P.E.; Abramski, K.M. The influence of process parameters on the laser-induced coloring of titanium. Appl. Phys. A 2014, 115, 1003–1013. [Google Scholar] [CrossRef]
- Zwahr, C.; Günther, D.; Brinkmann, T.; Gulow, N.; Oswald, S. Laser surface pattering of titanium for improving the biological performance of dental implants. Adv. Health. Mater. 2017, 6, 1600858. [Google Scholar] [CrossRef]
- Lasagni, A.; Alessandria, M.D.; Giovanelli, R.; Mu, F. Advanced design of periodical architectures in bulk metals by means of Laser Interference Metallurgy. Appl. Surf. Sci. 2007, 254, 930–936. [Google Scholar] [CrossRef]
- Anthony, T.R.; Cline, H.E. Surface rippling induced by surface-tension gradients during laser surface melting and alloying. J. Appl. Phys. 1977, 48, 3888–3894. [Google Scholar] [CrossRef]
- Lasagni, A.F.; Kunze, T.; Bieda, M.; Günther, D.; Gärtner, A.; Rank, A.; Roch, T. Large Area Micro-/Nano Structuring Using Direct Laser Interference Patterning. In Proceedings of the Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXI, San Francisco, CA, USA, 13–18 February 2016; International Society for Optics and Photonics: San Francisco, CA, USA, 2016; Volume 9735. [Google Scholar]
- Jandeleit, J.; Urbasch, G.; Hoffmann, H.D.; Treusch, H.-G.; Kreutz, E.W. Picosecond laser ablation of thin copper films. Appl. Phys. A 1996, 63, 117–121. [Google Scholar] [CrossRef]
- Sugioka, K.; Meunier, M.; Piqué, A. Laser Precision Microfabrication; Springer: Berlin/Heidelberg, Germany, 2010; Volume 135, pp. 35–86. [Google Scholar]
- Huynh, T.T.D.; Semmar, N. Dependence of ablation threshold and LIPSS formation on copper thin films by accumulative UV picosecond laser shots. Appl. Phys. A 2014, 116, 1429–1435. [Google Scholar] [CrossRef]
- D’Alessandria, M.; Lasagni, A.; Mücklich, F. Direct micro-patterning of aluminum substrates via laser interference metallurgy. Appl. Surf. Sci. 2008, 255, 3210–3216. [Google Scholar] [CrossRef]
- Estevam-Alves, R.; Günther, D.; Dani, S.; Eckhardt, S.; Roch, T.; Mendonca, C.R.; Cestari, I.N.; Lasagni, A.F. UV Direct Laser Interference Patterning of polyurethane substrates as tool for tuning its surface wettability. Appl. Surf. Sci. 2016, 374, 222–228. [Google Scholar] [CrossRef]
- Daniel, C. Laser Interference Metallurgy–using interference as a tool for micro/nano structuring. Int. J. Mat. Res. 2006, 97, 1337–1344. [Google Scholar]
- Ang, L.K.; Lau, Y.Y.; Gilgenbach, R.M.; Spindler, H.L. Analysis of laser absorption on a rough metal surface. Appl. Phys. Lett. 1997, 70, 696–698. [Google Scholar] [CrossRef][Green Version]
- Römer, G.R.B.E.; Skolski, J.Z.P.; Oboňa, J.V.; Huis In’t Veld, A.J. Finite-difference time-domain modeling of laser-induced periodic surface structures. Phys. Procedia 2014, 56, 1325–1333. [Google Scholar] [CrossRef]
- Le Harzic, R.; Dörr, D.; Sauer, D.; Stracke, F.; Zimmermann, H. Generation of high spatial frequency ripples on silicon under ultrashort laser pulses irradiation. Appl. Phys. Lett. 2011, 98, 2009–2012. [Google Scholar] [CrossRef]
- Martinez-Calderon, M.; Gomez, M.; Olaizola, S.M.; Granados, E.; Rodriguez, A. Photonic structures in diamond based on femtosecond UV Laser Induced Periodic Surface Structuring (LIPSS). Opt. Express 2017, 25, 15330–15335. [Google Scholar]
- Vorobyev, A.Y.; Makin, V.S.; Guo, C. Periodic ordering of random surface nanostructures induced by femtosecond laser pulses on metals. J. Appl. Phys. 2007, 101, 034903. [Google Scholar] [CrossRef]
- Gräf, S.; Kunz, C.; Undisz, A.; Wonneberger, R.; Rettenmayr, M.; Müller, F.A. Mechano-responsive colour change of laser-induced periodic surface structures. Appl. Surf. Sci. 2019, 471, 645–651. [Google Scholar] [CrossRef]
- Parellada-Monreal, L.; Castro-Hurtado, I.; Martínez-Calderón, M.; Presmanes, L.; Mandayo, G.G. Laser-induced periodic surface structures on ZnO thin film for high response NO2 detection. Appl. Surf. Sci. 2019, 476, 569–575. [Google Scholar] [CrossRef]
- Martínez-Calderon, M.; Azkona, J.J.; Casquero, N.; Rodríguez, A.; Domke, M.; Gómez-Aranzadi, M.; Olaizola, S.M.; Granados, E. Tailoring diamond’s optical properties via direct femtosecond laser nanostructuring. Sci. Rep. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Giannuzzi, G.; Gaudiuso, C.; Di Franco, C.; Scamarcio, G.; Lugarà, P.M.; Ancona, A. Large area laser-induced periodic surface structures on steel by bursts of femtosecond pulses with picosecond delays. Opt. Lasers Eng. 2019, 114, 15–21. [Google Scholar] [CrossRef]
- Blaga, C.I.; Shvets, G.; DiMauro, L.F.; Szafruga, U.B.; Austin, D.R.; Wang, Z.; Kafka, K.R.P.; Trendafilov, S.; Yi, A.Y.; Lai, Y.H.; et al. Laser induced periodic surface structure formation in germanium by strong field mid IR laser solid interaction at oblique incidence. Opt. Express 2015, 23, 19522–19534. [Google Scholar]
- Scorticati, D.; Römer, G.-W.; de Lange, D.F.; Huis in’t Veld, B. Ultra-short-pulsed laser-machined nanogratings of laser-induced periodic surface structures on thin molybdenum layers. J. Nanophotonics 2012, 6, 063528. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Ultrafast lasers—Reliable tools for advanced materials processing. Light-Sci. Appl. 2014, 3, e149. [Google Scholar] [CrossRef]
- Fraggelakis, F.; Mincuzzi, G.; Lopez, J.; Manek-Hönninger, I.; Kling, R. Texturing metal surface with MHz ultra-short laser pulses. Opt. Express 2017, 25, 18131–18139. [Google Scholar] [CrossRef]
- Jagdheesh, R. Fabrication of a superhydrophobic Al2O3 surface using picosecond laser pulses. Langmuir 2014, 30, 12067–12073. [Google Scholar] [CrossRef]
- Aguilar-Morales, A.I.; Alamri, S.; Lasagni, A.F. Micro-fabrication of high aspect ratio periodic structures on stainless steel by picosecond Direct Laser Interference Patterning. J. Mater. Process. Technol. 2018, 252, 313–321. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Kirner, S.; Rosenfeld, A.; Krüger, J. Laser-Induced Periodic Surface Structures (LIPSS) –A scientific evergreen. IEEE J. Sel. Top. Quant. 2016, 23, 9000615. [Google Scholar]
- He, X.; Datta, A.; Nam, W.; Traverso, L.M.; Xu, X. Sub-diffraction limited writing based on Laser Induced Periodic Surface Structures (LIPSS). Sci. Rep. 2016, 6, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Shimizu, H.; Yada, S.; Obara, G.; Terakawa, M. Contribution of defect on early stage of LIPSS formation. Opt. Express 2014, 22, 17990–17998. [Google Scholar] [CrossRef]
- Vilar, R. Laser Surface Modification of Biomaterials: Techniques and Applications; Woodhead Publishing: Sawston, UK, 2016; pp. 302–315. [Google Scholar]
- Nathala, C.S.R.; Ajami, A.; Ionin, A.A.; Kudryashov, S.I.; Makarov, S.V.; Ganz, T.; Assion, A.; Husinsky, W. Experimental study of fs-laser induced sub-100-nm periodic surface structures on titanium. Opt. Express 2015, 23, 5915–5929. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Cr | Ni | Cu |
|---|---|---|---|
| Thickness (µm) | 315 | 266.67 | 101.25 |
| Surface roughness (µm) | 0.05 | 0.05 | 0.17 |
| Density (g/cm3) | 7.1 | 8.9 | 8.96 |
| Latent heat of vaporization (J/g) | 6580 | 6378 | 4796 |
| Thermal conductivity (W/(m∙K)) | 93.7 | 91 | 401 |
| Heat capacity (J/(g∙K)) | 0.52 | 0.44 | 0.39 |
| Diffusivity (cm2/s) | 0.25 | 0.23 | 1.16 |
| Reflectivity (@532 nm) | 0.55 | 0.63 | 0.6 |
| Material | LIPSS Type | Orientation Relative to Polarization | Mean Period (µm) | Mean Diameter (µm) | Fluence (J/cm2) | Pulse Number |
|---|---|---|---|---|---|---|
| Cr | LSFLs | perpendicular | 0.41 | - | 1.1–2.9 | 10–80 |
| HSFLs | parallel | 0.12 | - | 1.1–2.9 | 10–80 | |
| Grooves | parallel | 3.6 | - | 15.4 | 80–240 | |
| Cone-like | - | - | 2.3 | 15.4 | 80–240 | |
| Ni | LSFLs | perpendicular | 0.38 | - | 1.6–2.9 | 80 |
| HSFLs | parallel | 0.17 | - | 1.1–2.9 | 10–240 | |
| Grooves | parallel | 3.7 | - | 15.4 | 80–160 | |
| Cone-like | - | - | 1.9 | 15.4 | 80–240 | |
| Cu | HSFLs | parallel | 0.18 | - | 1.1–1.6 | 80–240 |
| Grass-like | - | - | 0.09 | 15.4 | 10–80 | |
| Grooves | parallel | 3.3 | - | 15.4 | 80 | |
| Cone-like | - | - | 3.6 | 15.4 | 160–240 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Y.; Soldera, M.; Wang, W.; Voisiat, B.; Lasagni, A.F. Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials 2019, 12, 3409. https://doi.org/10.3390/ma12203409
Fu Y, Soldera M, Wang W, Voisiat B, Lasagni AF. Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials. 2019; 12(20):3409. https://doi.org/10.3390/ma12203409
Chicago/Turabian StyleFu, Yangxi, Marcos Soldera, Wei Wang, Bogdan Voisiat, and Andrés Fabián Lasagni. 2019. "Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing" Materials 12, no. 20: 3409. https://doi.org/10.3390/ma12203409
APA StyleFu, Y., Soldera, M., Wang, W., Voisiat, B., & Lasagni, A. F. (2019). Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials, 12(20), 3409. https://doi.org/10.3390/ma12203409