Influence of Cellulose Nanoparticles on Rheological Behavior of Oil Well Cement-Water Slurries

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Characterization of CNPs
2.3. CNP-OWC Sample Preparation
2.4. Rheological Measurement and Data Processing and Rheological Modeling
3. Results and Discussion
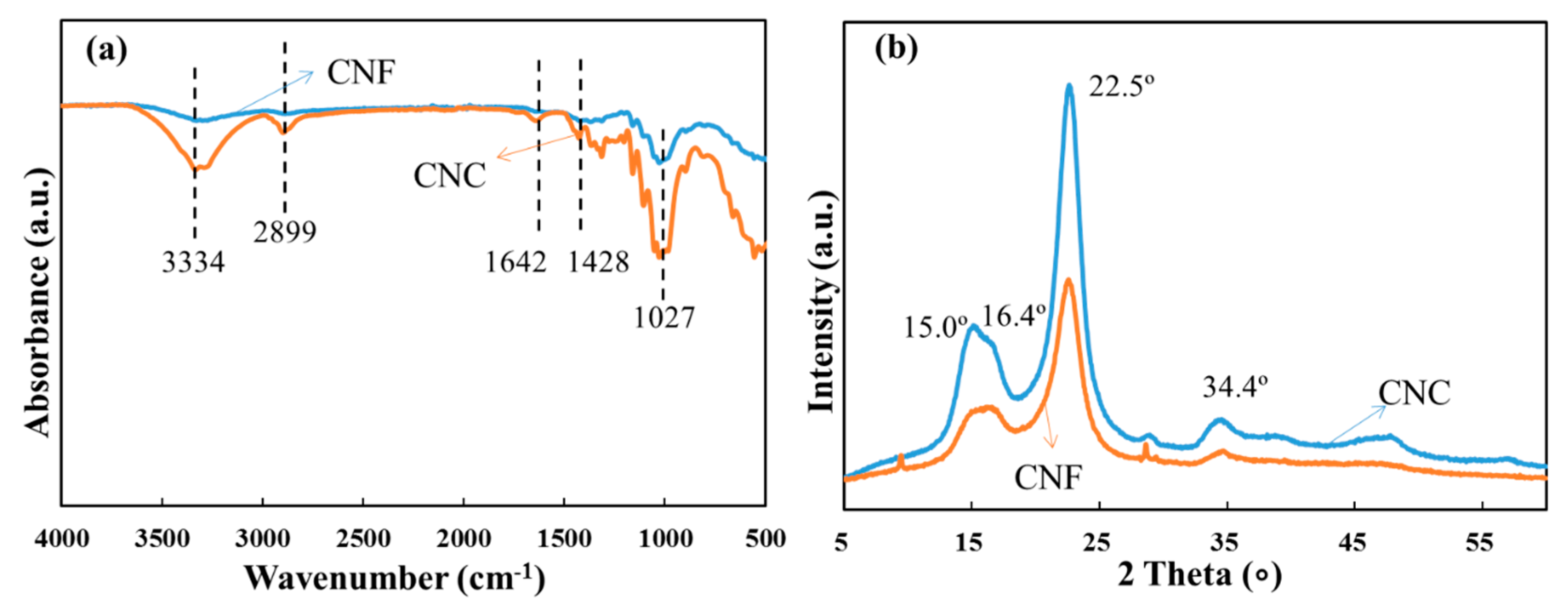
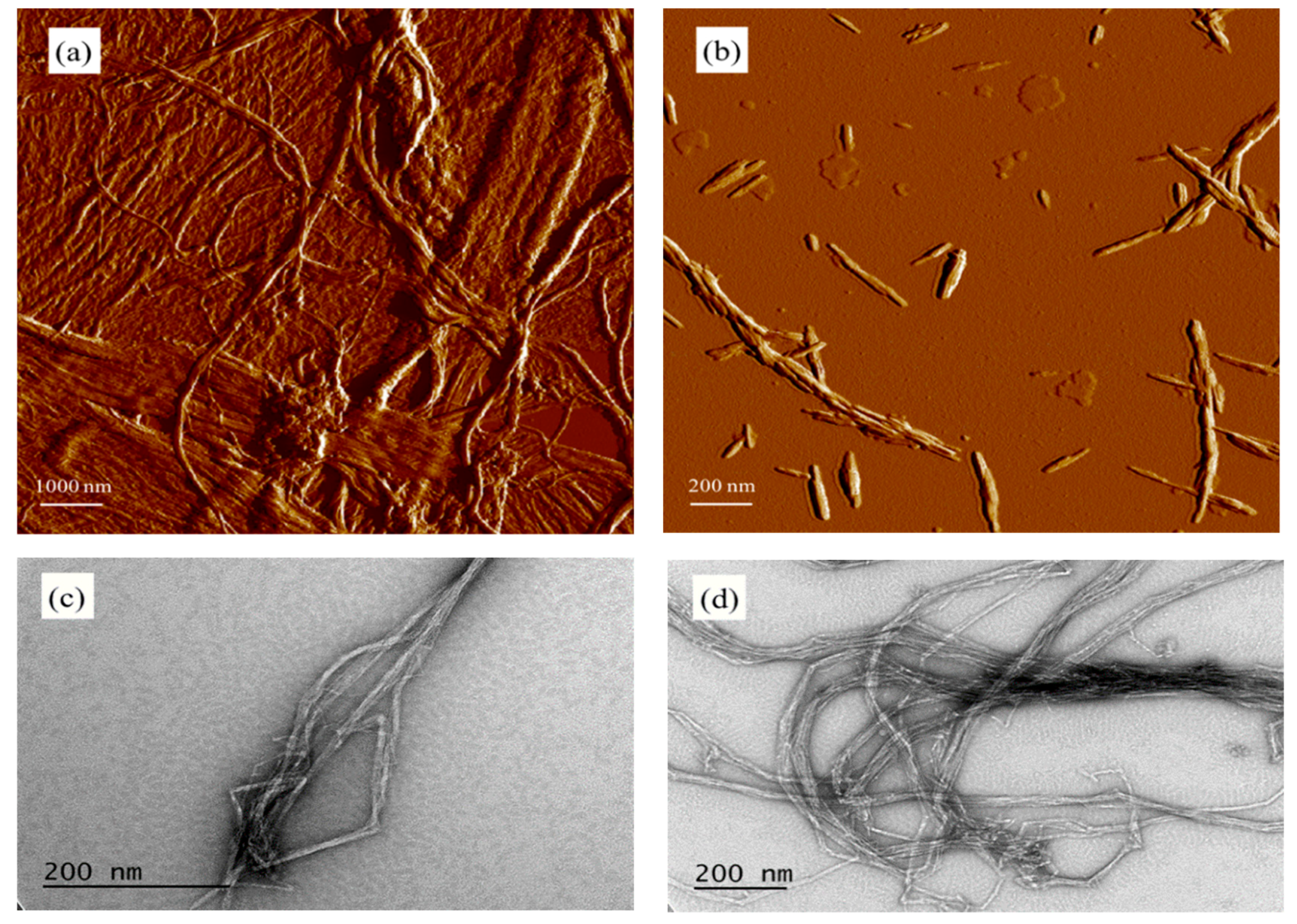
3.1. CNP Properties
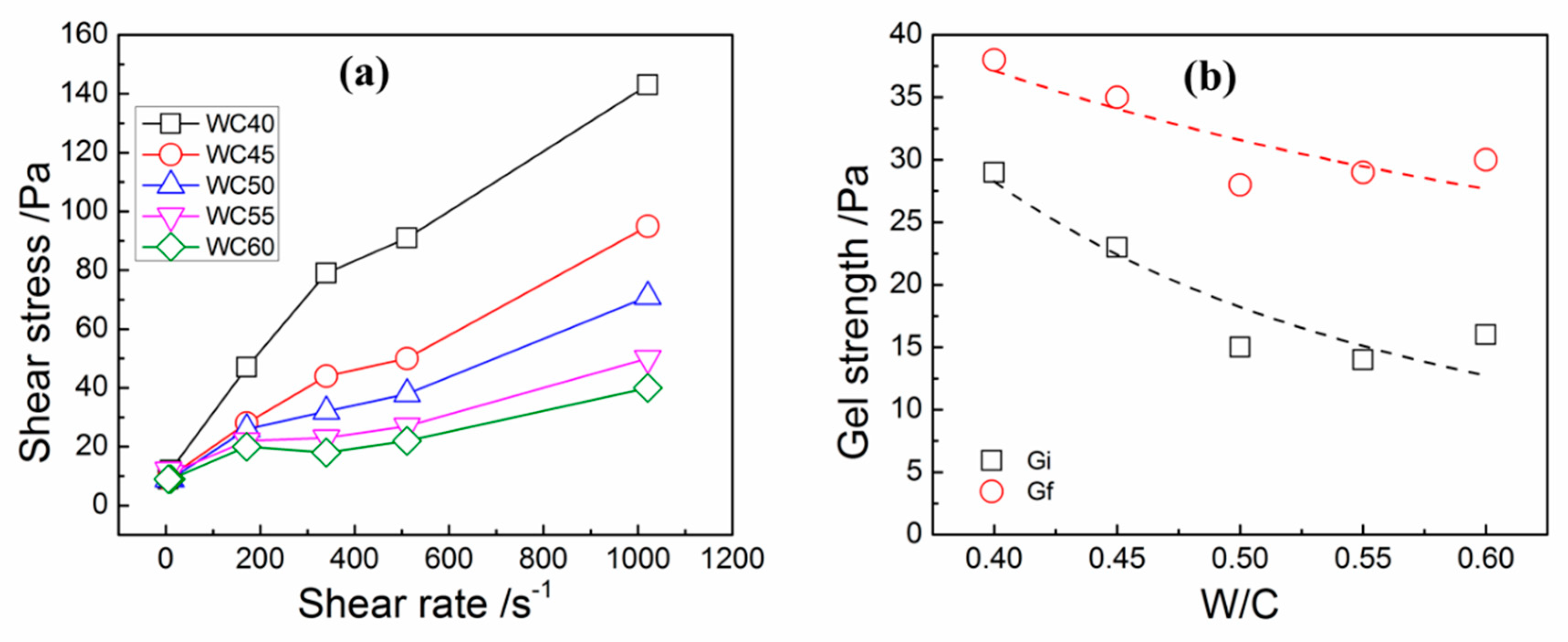
3.2. Effect of WCR on Rheological Properties of OWC Slurries
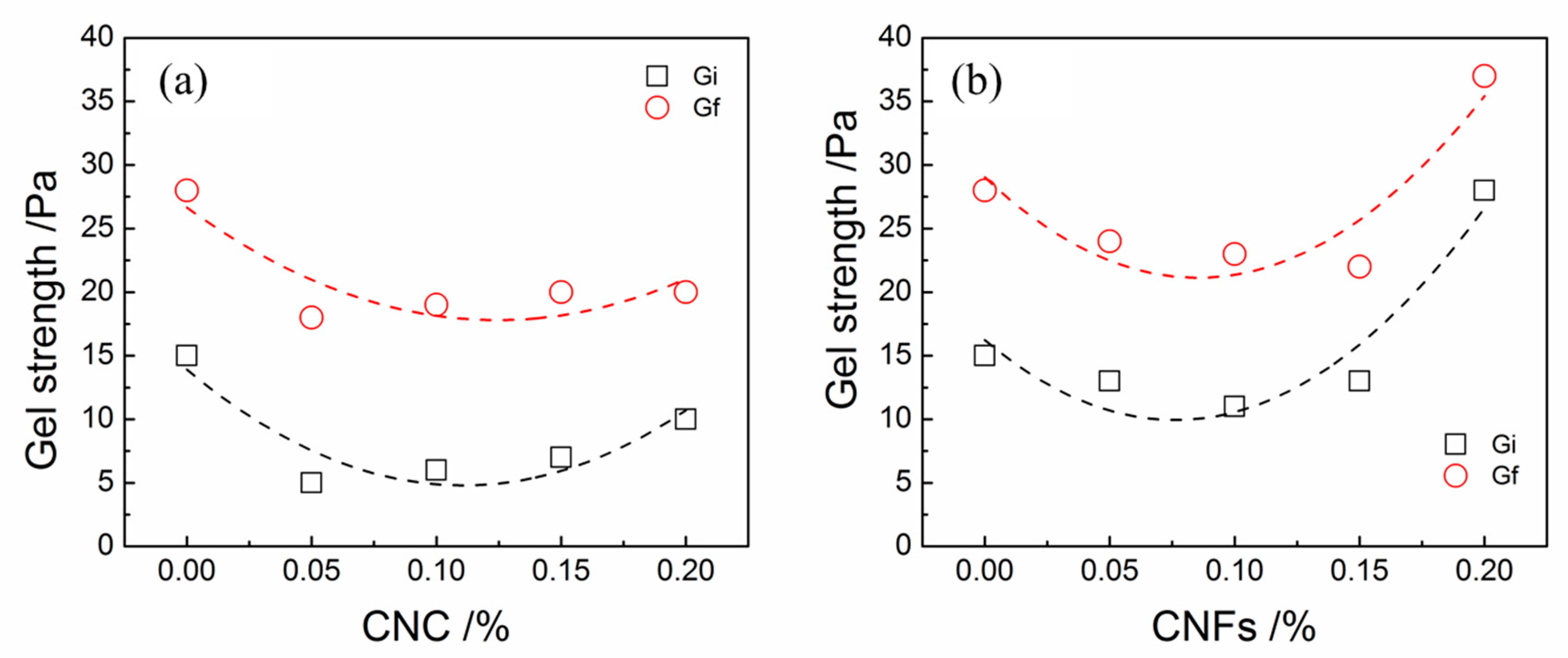
3.3. Effect of CNPs on Rheological Properties of CNP-OWC Slurries
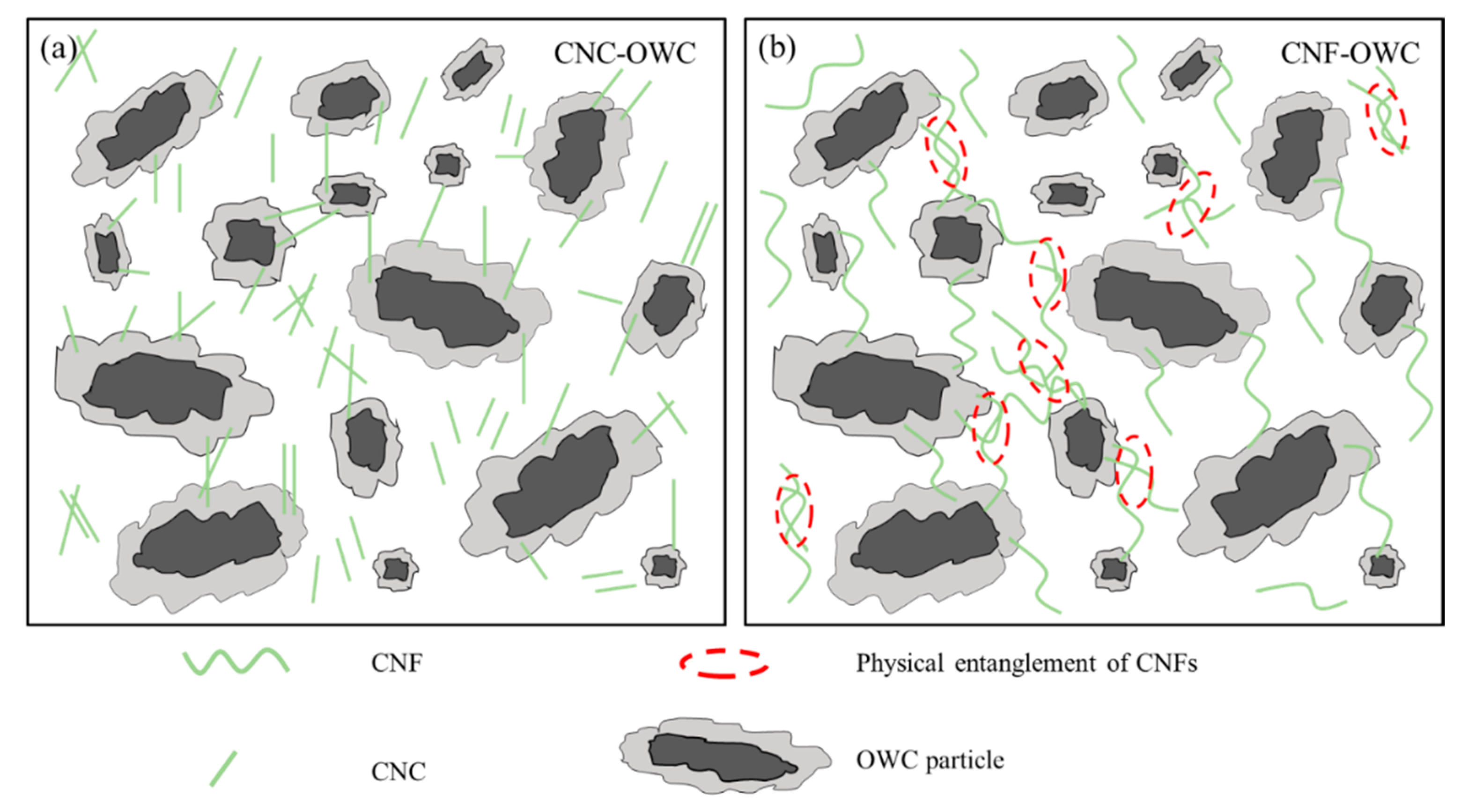
3.4. Effect of CNF Size and Mixture of CNC and CNF on Rheological Properties of OWC Slurries
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shahriar, A. Investigation on Rheology of Oil Well Cement Slurries. Ph.D. Thesis, Western University, London, ON, Canada, 2011. [Google Scholar]
- Broni-Bediako, E.; Joel, O.F.; Ofori-Sarpong, G. Oil well cement additives: A review of the common types. Oil Gas Res. 2016, 2, 1–7. [Google Scholar] [CrossRef]
- Joshi, R.C.; Lohita, R.P. Advances in Concrete Technology, 2, Fly Ash in Concrete: Production, Properties and Uses; Gordon and Breach Science Publishers: Amsterdam, The Netherlands, 1997; Volume 269. [Google Scholar]
- Fu, T.; Moon, R.J.; Zavattieri, P.; Youngblood, J.; Weiss, W.J. Cellulose nanomaterials as additives for cementitious materials. In Cellulose-Reinforced Nanofibre Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 455–482. [Google Scholar]
- Li, M.C.; Wu, Q.; Song, K.; Qing, Y.; Wu, Y. Cellulose nanoparticles as modifiers for rheology and fluid loss in bentonite water-based fluids. ACS Appl. Mater. Interfaces. 2015, 7, 5006–5016. [Google Scholar] [CrossRef]
- Nilsson, J.; Sargenius, P. Effect of Microfibrillar Cellulose on Concrete Equivalent Mortar Fresh and Hardened Properties. Ph.D. Thesis, School of Architecture and the Built Environment (ABE), Stockholm, Sweden, 2011. [Google Scholar]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Gandelman, R.; Miranda, C.; Teixeira, K.; Martins, A.L.; Waldmann, A. On the rheological parameters governing oilwell cement slurry stability. Annu. Trans. Nord. Rheol. Soc. 2004, 12, 85–91. [Google Scholar]
- Flores, J.; Kamali, M.; Ghahremaninezhad, A. An investigation into the properties and microstructure of cement mixtures modified with cellulose nanocrystal. Materials 2017, 10, 498. [Google Scholar] [CrossRef] [PubMed]
- Cao, Y.; Zavaterri, P.; Youngblood, J.; Moon, R.; Weiss, J. The influence of cellulose nanocrystal additions on the performance of cement paste. Cem. Concr. Compos. 2015, 56, 73–83. [Google Scholar] [CrossRef]
- Cao, Y.; Tian, N.; Bahr, D.; Zavattieri, P.D.; Youngblood, J.; Moon, R.J.; Weiss, J. The influence of cellulose nanocrystals on the microstructure of cement paste. Cem. Concr. Compos. 2016, 74, 164–173. [Google Scholar] [CrossRef]
- Ardanuy Raso, M.; Claramunt Blanes, J.; Arévalo Peces, R.; Parés Sabatés, F.; Aracri, E.; Vidal Lluciá, T. Nanofibrillated cellulose (NFC) as a potential reinforcement for high performance cement mortar composites. BioResources 2012, 7, 3883–3894. [Google Scholar]
- Onuaguluchi, O.; Panesar, D.K.; Sain, M. Properties of nanofibre reinforced cement composites. Constr. Build. Mater. 2014, 63, 119–124. [Google Scholar] [CrossRef]
- Mejdoub, R.; Hammi, H.; Suñol, J.J.; Khitouni, M.; M‘nif, A.; Boufi, S. Nanofibrillated cellulose as nanoreinforcement in Portland cement: Thermal, mechanical and microstructural properties. J. Compos. Mater. 2017, 51, 2491–2503. [Google Scholar] [CrossRef]
- Sun, X.; Wu, Q.; Lee, S.; Qing, Y.; Wu, Y. Cellulose nanofibers as a modifier for rheology, curing and mechanical performance of oil well cement. Sci. Rep. 2016, 6, 31654. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Wu, Q.; Zhang, J.; Qing, Y.; Wu, Y.; Lee, S. Rheology, curing temperature and mechanical performance of oil well cement: Combined effect of cellulose nanofibers and graphene nano-platelets. Mater. Des. 2017, 114, 92–101. [Google Scholar] [CrossRef]
- Papo, A. Rheological models for cement pastes. Mater. Struct. 1988, 21, 41. [Google Scholar] [CrossRef]
- Segal, L.G.J.M.A.; Creely, J.J.; Martin Jr, A.E.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Tattersall, G.H.; Banfill, P.F. The Rheology of Fresh Concrete; Pitman: London, UK, 1983; pp. 254–304. [Google Scholar]
- Jones, T.E.R.; Taylor, S. A mathematical model relating the flow curve of a cement paste to its water/cement ratio. Mag. Concr. Res. 1977, 29, 207–212. [Google Scholar] [CrossRef]
- Lu, P.; Hsieh, Y.L. Preparation and properties of cellulose nanocrystals: Rods, spheres, and network. Carbohydr. Polym. 2010, 82, 329–336. [Google Scholar] [CrossRef]
- Sun, X.; Wu, Q.; Ren, S.; Lei, T. Comparison of highly transparent all-cellulose nanopaper prepared using sulfuric acid and TEMPO-mediated oxidation methods. Cellulose 2015, 22, 1123–1133. [Google Scholar] [CrossRef]
- Vom Berg, W. Influence of specific surface and concentration of solids upon the flow behaviour of cement pastes. Mag. Concr. Res. 1979, 31, 211–216. [Google Scholar] [CrossRef]
- Atzeni, C.; Massidda, L.; Sanna, U. Comparison between rheological models for portland cement pastes. Cem. Concr. Res. 1985, 15, 511–519. [Google Scholar] [CrossRef]
- Felekoğlu, B.; Türkel, S.; Baradan, B. Effect of water/cement ratio on the fresh and hardened properties of self-compacting concrete. Build. Environ. 2007, 42, 1795–1802. [Google Scholar] [CrossRef]
- Everett, D.H. Basic Principles of Colloid Science; Royal Society of Chemistry: Cambridge, UK, 2007. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Sample ID | WCR | CNP (%) |
|---|---|---|---|
| Control | WC40 | 0.40 | 0 |
| WC45 | 0.45 | 0 | |
| WC50 | 0.50 | 0 | |
| WC55 | 0.55 | 0 | |
| WC60 | 0.60 | 0 | |
| CNC | WC50C05 | 0.50 | 0.05 |
| WC50C10 | 0.50 | 0.10 | |
| WC50C15 | 0.50 | 0.15 | |
| WC50C20 | 0.50 | 0.20 | |
| CNF | WC50F05 | 0.50 | 0.05 |
| WC50F10 | 0.50 | 0.10 | |
| WC50F15 | 0.50 | 0.15 | |
| WC50F20 | 0.50 | 0.20 | |
| WC50F15G10 | 0.50 | 0.15 | |
| WC50F15G30 | 0.50 | 0.15 | |
| CNC-CNF | WC50C05F10 | 0.50 | 0.15 |
| WC50C075F075 | 0.50 | 0.15 | |
| WC50C10F05 | 0.50 | 0.15 |
| Model | Main Equation |
|---|---|
| Bingham Plastic Model (BPM) | |
| Modified Bingham Model (MBM) | |
| Power Law Model (PLM) | |
| Hershcel-Bulkley Model (HBM) |
| Models | Sample No. | |||||
|---|---|---|---|---|---|---|
| WCR 0.40 | WCR 0.45 | WCR 0.50 | WCR 0.55 | WCR 0.60 | ||
| BPM | τ0 | 18.75 | 10.93 | 9.60 | 10.39 | 8.81 |
| μp | 0.13 | 0.08 | 0.06 | 0.04 | 0.03 | |
| R2 | 0.9567 | 0.9899 | 0.9660 | 0.8985 | 0.8608 | |
| MBM | τ0 | 10.32 | 9.94 | 10.72 | 13.04 | 10.75 |
| μp | 0.21 | 0.09 | 0.05 | 0.01 | 0.01 | |
| c | −8.20 × 10−5 | −9.59 × 10−6 | 1.09 × 10−5 | 2.58 × 10−5 | 1.89 × 10−5 | |
| R2 | 0.9930 | 0.9912 | 0.9693 | 0.9447 | 0.8991 | |
| PLM | k | 2.52 | 0.80 | 0.68 | 1.95 | 2.30 |
| n | 0.58 | 0.68 | 0.66 | 0.44 | 0.38 | |
| R2 | 0.9958 | 0.9721 | 0.9122 | 0.7011 | 0.6913 | |
| HBM | τ0 | 3.88 | 8.92 | 10.26 | - | - |
| k | 1.86 | 0.18 | 0.04 | - | - | |
| n | 0.62 | 0.89 | 1.06 | - | - | |
| R2 | 0.9968 | 0.9926 | 0.9666 | - | - | |
| Sample ID | Yield Stress (Pa) | Plastic Viscosity (Pa.s) | ||||
|---|---|---|---|---|---|---|
| BPM | MBM | HBM | BPM | MBM | ||
| Control | WC50 | 9.60 | 10.72 | 10.26 | 0.05 | 0.04 |
| CNC | WC50C05 | 2.23 | 3.87 | - | 0.06 | 0.04 |
| WC50C10 | 3.90 | 5.28 | 5.48 | 0.06 | 0.06 | |
| WC50C15 | 8.31 | 8.00 | 7.37 | 0.07 | 0.10 | |
| WC50C20 | 12.25 | 9.02 | 6.70 | 0.07 | 0.10 | |
| CNF | WC50F05 | 16.10 | 12.54 | 8.65 | 0.10 | 0.15 |
| WC50F10 | 17.99 | 13.30 | 10.24 | 0.12 | 0.21 | |
| WC50F15 | 25.32 | 16.37 | 4.01 | 0.25 | 0.43 | |
| WC50F20 | 49.97 | 31.16 | 6.48 | 0.08 | 0.14 | |
| WC50F15G10 | 21.52 | 14.73 | 3.39 | 0.08 | 0.16 | |
| WC50F15G30 | 25.15 | 16.82 | 0.50 | 0.09 | 0.16 | |
| CNC-CNF | WC50C05F10 | 17.24 | 10.82 | 4.31 | 0.08 | 0.13 |
| WC50C075F075 | 14.92 | 10.10 | 5.69 | 0.07 | 0.10 | |
| WC50C10F05 | 12.20 | 9.25 | 7.11 | 0.05 | 0.04 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Z.; Huang, R.; Mei, C.; Sun, X.; Zhou, D.; Zhang, X.; Wu, Q. Influence of Cellulose Nanoparticles on Rheological Behavior of Oil Well Cement-Water Slurries. Materials 2019, 12, 291. https://doi.org/10.3390/ma12020291
Tang Z, Huang R, Mei C, Sun X, Zhou D, Zhang X, Wu Q. Influence of Cellulose Nanoparticles on Rheological Behavior of Oil Well Cement-Water Slurries. Materials. 2019; 12(2):291. https://doi.org/10.3390/ma12020291
Chicago/Turabian StyleTang, Zhengjie, Runzhou Huang, Changtong Mei, Xiuxuan Sun, Dingguo Zhou, Xiuqiang Zhang, and Qinglin Wu. 2019. "Influence of Cellulose Nanoparticles on Rheological Behavior of Oil Well Cement-Water Slurries" Materials 12, no. 2: 291. https://doi.org/10.3390/ma12020291
APA StyleTang, Z., Huang, R., Mei, C., Sun, X., Zhou, D., Zhang, X., & Wu, Q. (2019). Influence of Cellulose Nanoparticles on Rheological Behavior of Oil Well Cement-Water Slurries. Materials, 12(2), 291. https://doi.org/10.3390/ma12020291