Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel

 ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Laser-Arc Hybrid Welding and QT-PWHT
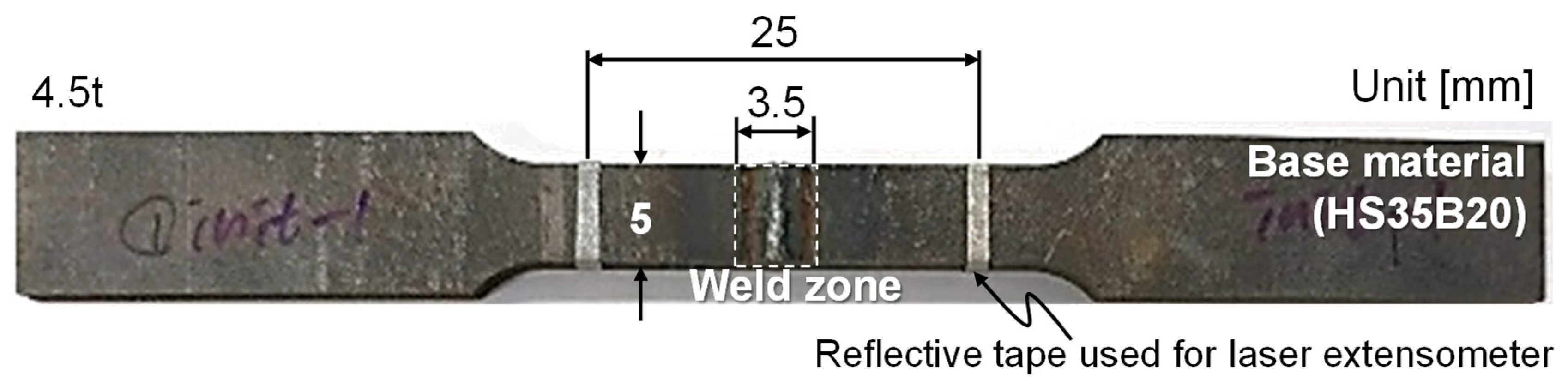
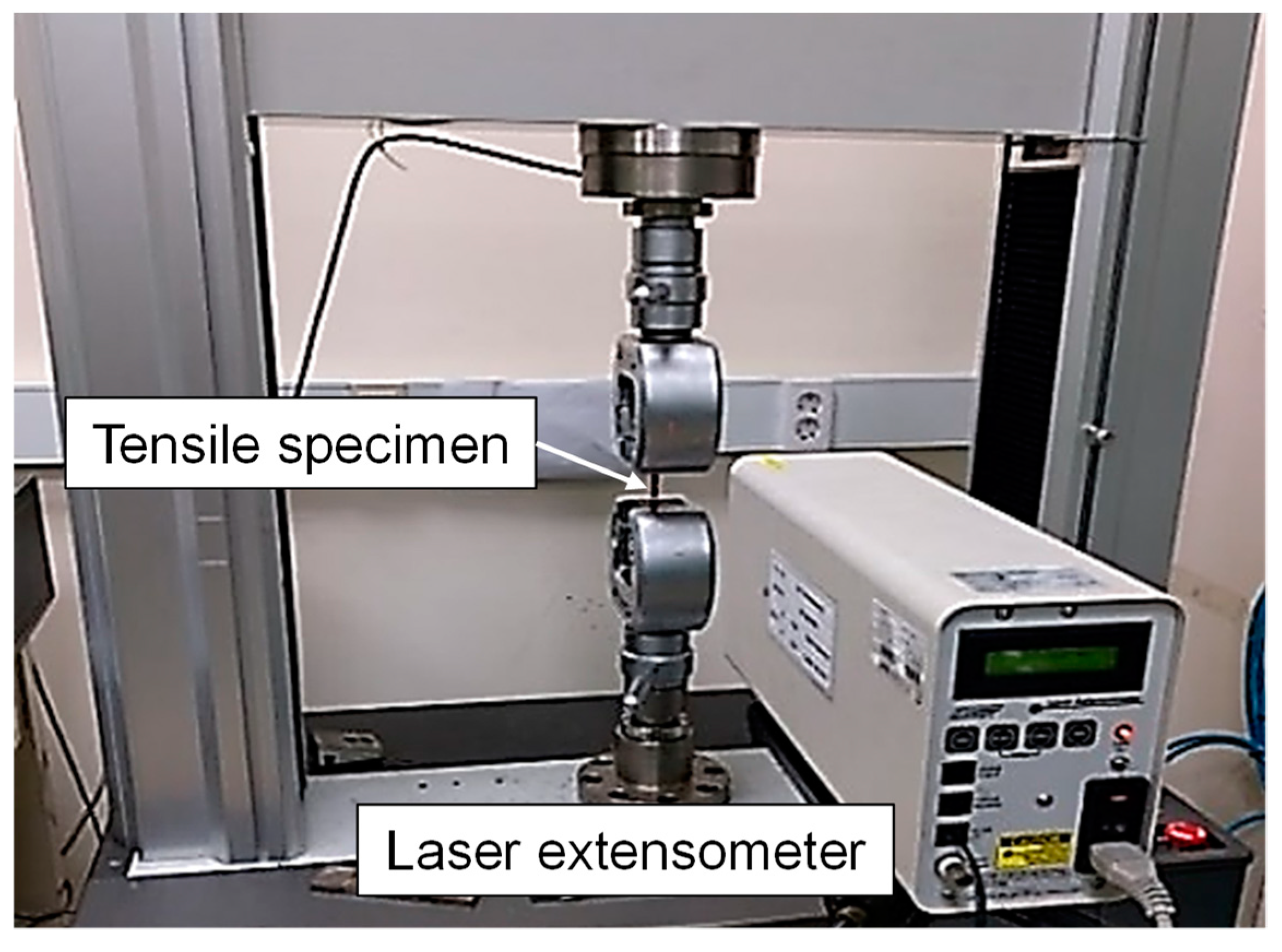
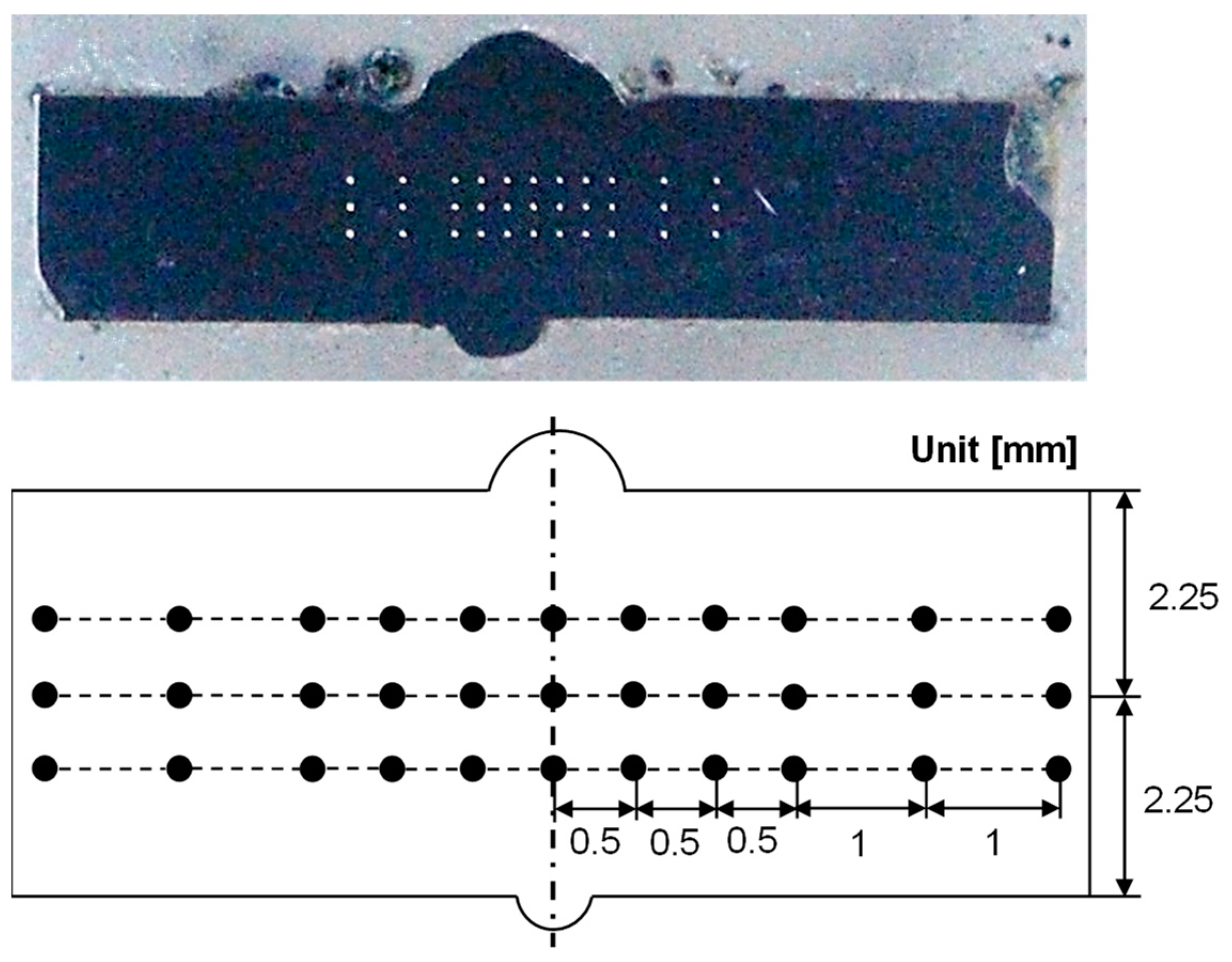
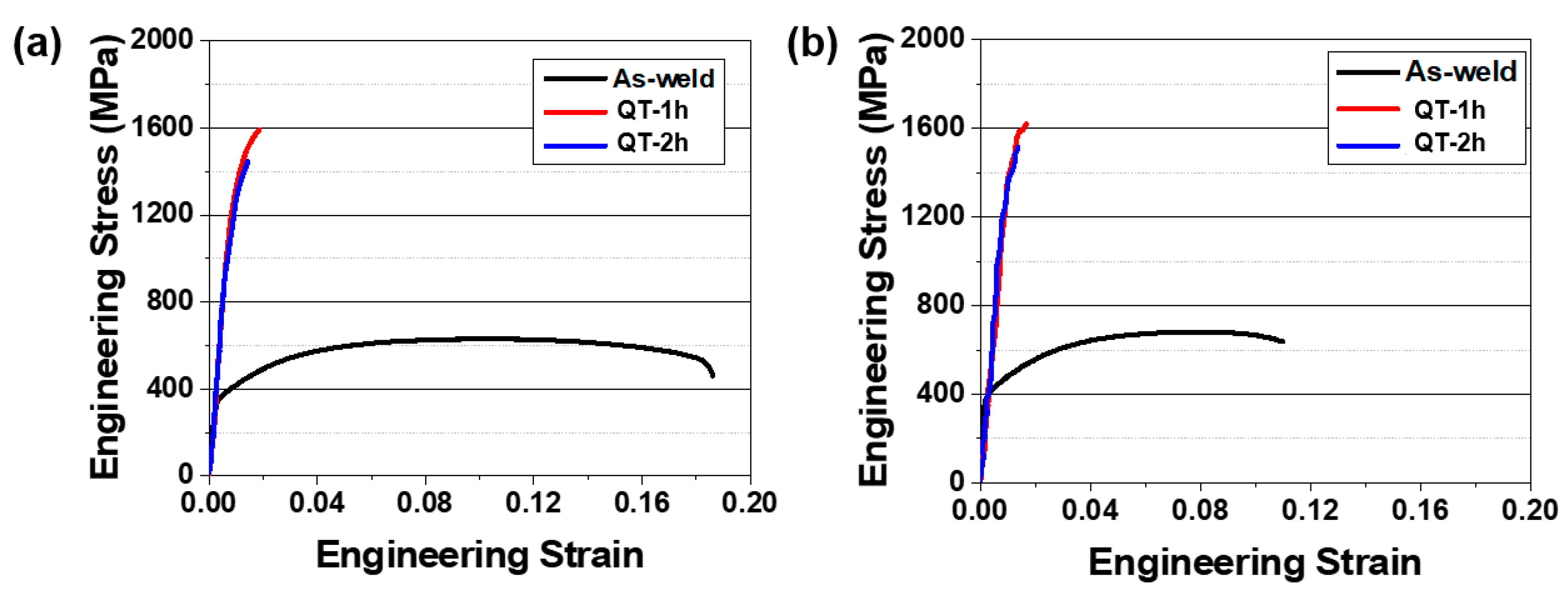
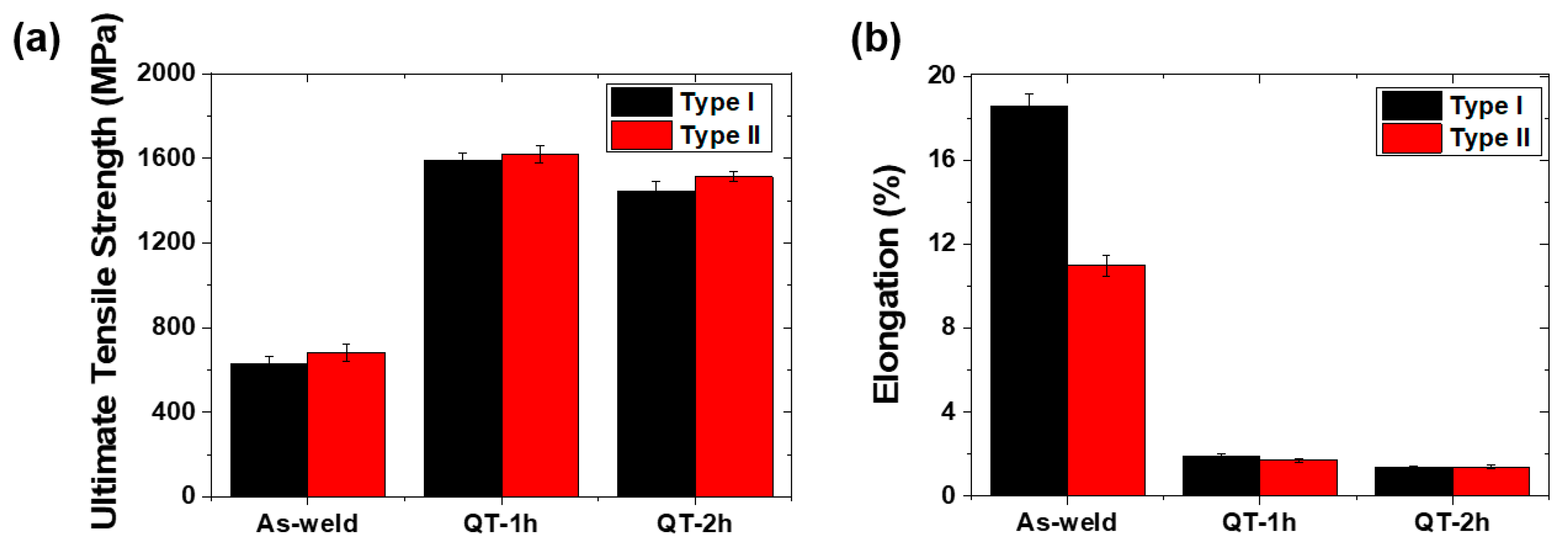
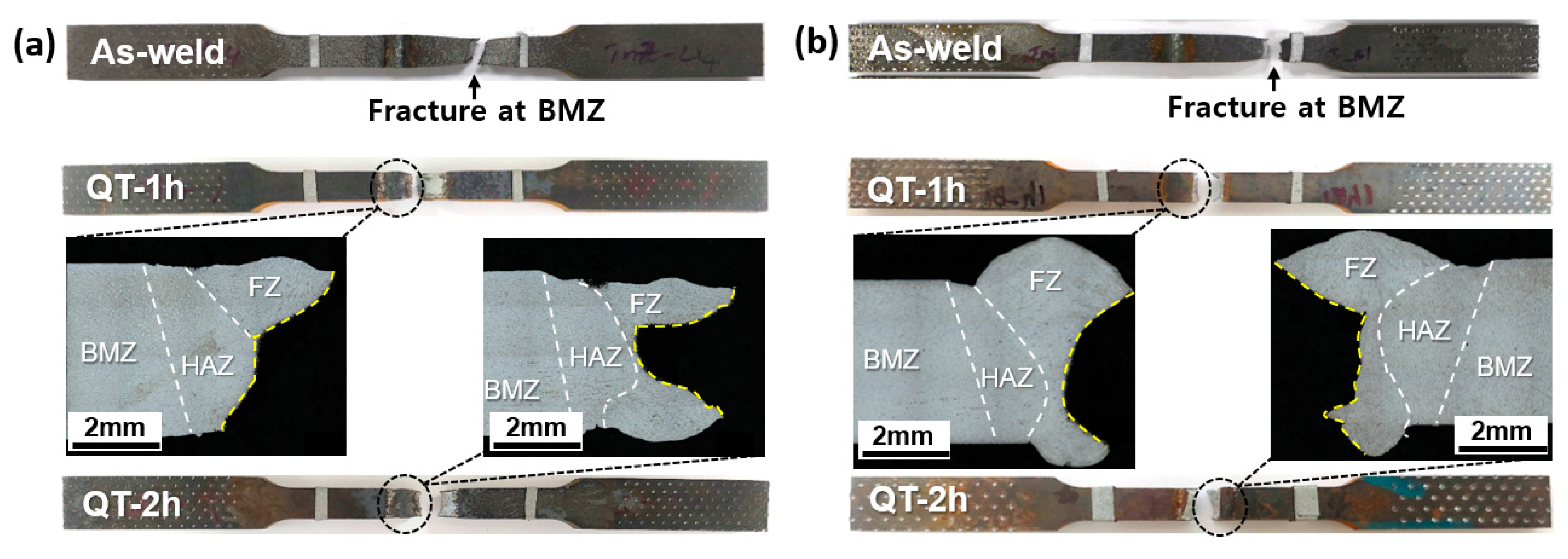
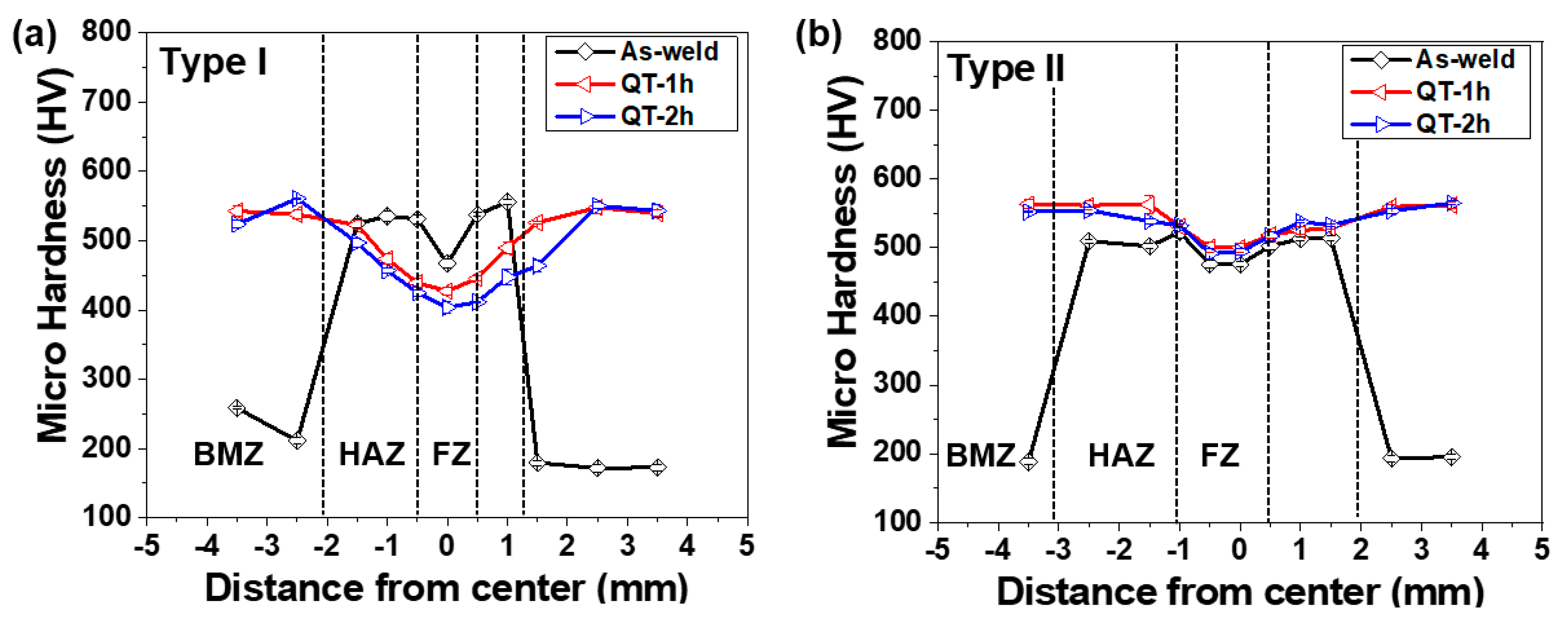
2.3. Mechanical Testing
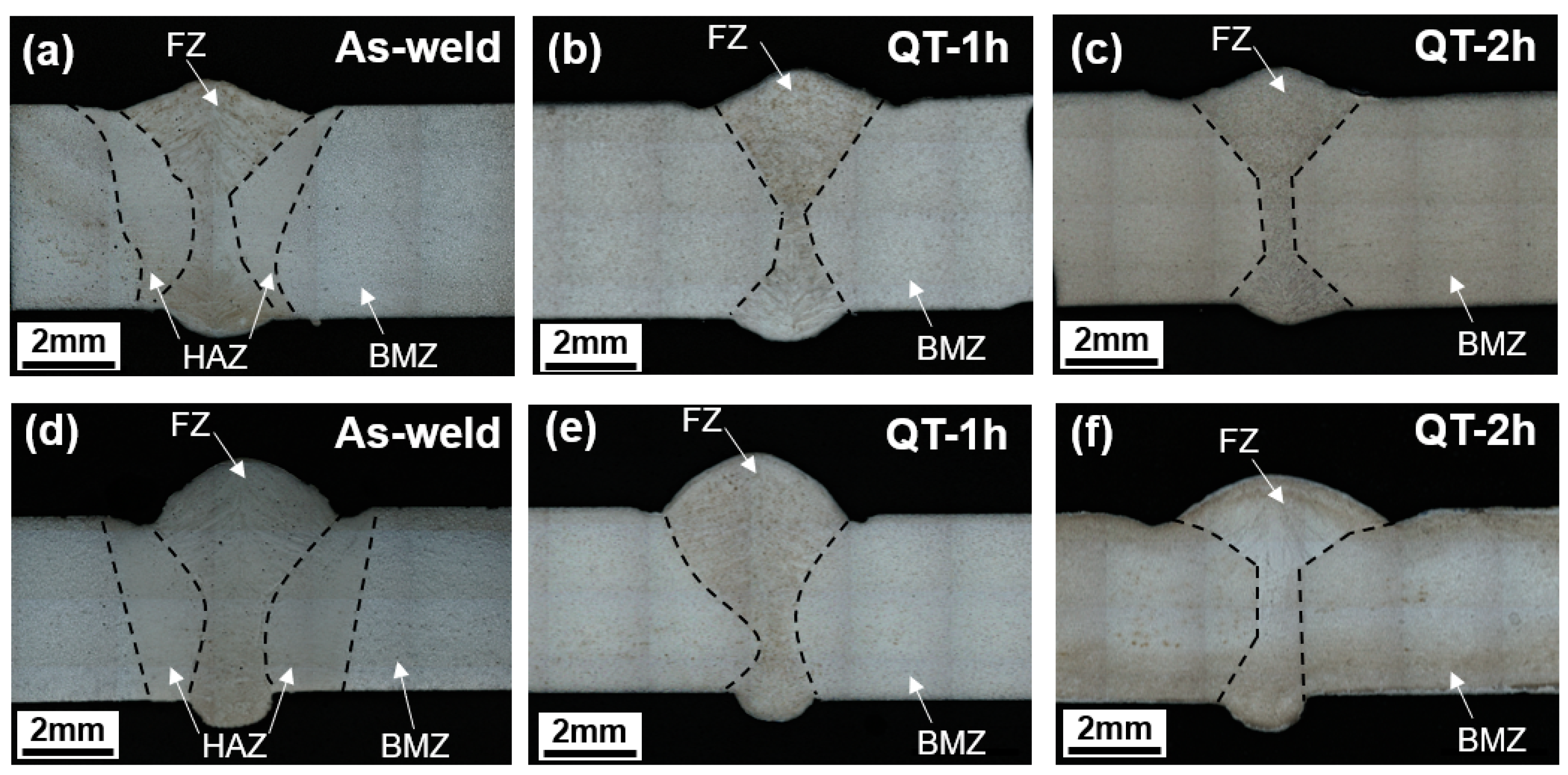
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Das, C.R.; Albert, S.K.; Bhaduri, A.K.; Murty, B.S. Effect of Boron Addition and Initial Heat-Treatment Temperature on Microstructure and Mechanical Properties of Modified 9Cr-1Mo Steels Under Different Heat-Treatment Conditions. Met. Mater. Trans. A 2013, 44, 2171–2186. [Google Scholar] [CrossRef]
- Hayashi, H. Development of High Strength Steel Sheets and Practical Application to Autobody Parts. SAE Trans. 1995, 104, 560–570. [Google Scholar]
- Wang, H.; Woo, W.; Kim, D.K. Effect of tailored martensitic transformation in a thick weld: residual stresses mitigation, heterogeneous microstructure, and mechanical properties. Mater. Charact. 2014, 144, 345–355. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Li, J.; Sun, G.; Kim, D.-K.; Woo, W.; Tu, S.-T. Weld residual stresses in a thick plate considering back chipping: Neutron diffraction, contour method and finite element simulation study. Mater. Sci. Eng. A 2017, 699, 62–70. [Google Scholar] [CrossRef]
- Acherjee, B. Hybrid laser arc welding: State-of-art review. Opt. Laser Technol. 2018, 99, 60–71. [Google Scholar] [CrossRef]
- Zhang, X.; Mi, G.; Chen, L.; Jiang, P.; Shao, X.; Wang, C. Microstructure and performance of hybrid laser-arc welded 40 mm thick 316 L steel plates. J. Mater. Process. Technol. 2018, 259, 312–319. [Google Scholar] [CrossRef]
- Kristiansen, M.; Farrokhi, F.; Kristiansen, E.; Villumsen, S. Application of Hybrid Laser arc Welding for the Joining of Large Offshore Steel Foundations. Phys. Procedia 2017, 89, 197–204. [Google Scholar] [CrossRef]
- Son, S.; Lee, Y.H.; Choi, D.-W.; Cho, K.-R.; Shin, S.M.; Lee, Y.; Kang, S.-H.; Lee, Z. Investigation of the Microstructure of Laser-Arc Hybrid Welded Boron Steel. JOM 2018, 70, 1548–1553. [Google Scholar] [CrossRef]
- Gao, M.; Zeng, X.; Yan, J.; Hu, Q. Microstructure characteristics of laser–MIG hybrid welded mild steel. Appl. Surf. Sci. 2008, 254, 5715–5721. [Google Scholar] [CrossRef]
- Du, C.; Wang, X.; Luo, C. Effect of post-weld heat treatment on the microstructure and mechanical properties of the 2205DSS/Q235 laser beam welding joint. J. Mater. Process. Technol. 2019, 263, 138–150. [Google Scholar] [CrossRef]
- Xin, J.; Fang, C.; Song, Y.; Wei, J.; Xu, S.; Wu, J. Effect of post weld heat treatment on the microstructure and mechanical properties of ITER-grade 316LN austenitic stainless steel weldments. Cryogenics 2017, 83, 1–7. [Google Scholar] [CrossRef]
- Li, X.; Chen, J.; Hua, P.; Chen, K.; Kong, W.; Chu, H.; Wu, Y.; Zhou, W. Effect of post weld heat treatment on the microstructure and properties of Laser-TIG hybrid welded joints for CLAM steel. Fusion Eng. Des. 2018, 128, 175–181. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Matori, K.A.; Garavi, F. Effect of post weld heat treatment on microstructure and mechanical properties of gas tungsten arc welded AA6061-T6 alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 3102–3114. [Google Scholar] [CrossRef]
- Ghorbani, S.; Ghasemi, R.; Ebrahimi-Kahrizsangi, R.; Hojjati-Najafabadi, A. Effect of post weld heat treatment (PWHT) on the microstructure, mechanical properties, and corrosion resistance of dissimilar stainless steels. Mater. Sci. Eng. A 2017, 688, 470–479. [Google Scholar] [CrossRef]
- Cho, J.R.; Lee, B.Y.; Moon, Y.H. Investigation of residual stress and post weld heat treatment of multi-pass welds by finite element method and experiments. J. Mater. Process. Technol. 2004, 155–156, 1690–1695. [Google Scholar] [CrossRef]
- Sadeghi, B.; Sharifi, H.; Rafiei, M.; Tayebi, M. Effects of post weld heat treatment on residual stress and mechanical properties of GTAW: The case of joining A537CL1 pressure vessel steel and A321 austenitic stainless steel. Eng. Fail. Anal. 2018, 94, 396–406. [Google Scholar] [CrossRef]
- Ma, H.; Qin, G.; Geng, P.; Li, F.; Meng, X.; Fu, B. Effect of post-weld heat treatment on friction welded joint of carbon steel to stainless steel. J. Mater. Process. Technol. 2016, 227, 24–33. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Kim, C.; Kim, H.; Kang, N. Effect of post weld heat treatment on weldability of high entropy alloy welds. Sci. Technol. Weld. Join. 2017, 23, 420–427. [Google Scholar] [CrossRef]
- Lin, Y.T.; Wang, D.P.; Wang, M.C.; Zhang, Y.; He, Y.Z. Effect of different pre- and post-weld heat treatments on microstructures and mechanical properties of variable polarity TIG welded AA2219 joints. Sci. Technol. Weld. Join. 2016, 21, 234–241. [Google Scholar] [CrossRef]
- Guarino, S.; Barletta, M.; Afilal, A. High Power Diode Laser (HPDL) surface hardening of low carbon steel: Fatigue life improvement analysis. J. Manuf. Process. 2017, 28, 266–271. [Google Scholar] [CrossRef]
- Idan, A.F.I.; Akimov, O.; Golovko, L.; Goncharuk, O.; Kostyk, K. The study of the influence of laser hardening conditions on the change in properties of steels. Eastern-Eur. J. Enterp. Technol. 2016, 2, 69. [Google Scholar] [CrossRef]
- Kang, S.H.; Lee, Y.S.; Lee, H.W. Manufacturing Method of Hollow Drive Shaft. Korea Patent KR101413698B1, 13 September 2013. [Google Scholar]
- Ito, Y.; Bessyo, K. Weldability Formula of High Strength Steels: Related to Heat-Affected Zone Cracking; IX576-68; IWW: London, UK, 1968; p. 576. [Google Scholar]
- Kim, D.-K.; Kim, E.-Y.; Han, J.; Woo, W.; Choi, S.-H. Effect of microstructural factors on void formation by ferrite/martensite interface decohesion in DP980 steel under uniaxial tension. Int. J. Plast. 2017, 94, 3–23. [Google Scholar] [CrossRef]
- Kim, D.-K.; Woo, W.; Kim, E.-Y.; Choi, S.-H. Microstructure and mechanical characteristics of multi-layered materials composed of 316L stainless steel and ferritic steel produced by direct energy deposition. J. Alloy. Compd. 2019, 774, 896–907. [Google Scholar] [CrossRef]
- Kim, D.K.; Hwang, J.H.; Kim, E.Y. Evaluation of stress-strain relationship of constituent phases in AlSi10Mg alloy produced by selective laser melting using in-situ neutron diffraction and crystal plasticity FEM. J. Alloys Compd. 2017, 714, 687–697. [Google Scholar] [CrossRef]
- Meng, Y.; Kang, K.; Gao, M.; Zeng, X. Microstructures and properties of single-pass laser-arc hybrid welded stainless clad steel plate. J. Manuf. Process. 2018, 36, 293–300. [Google Scholar] [CrossRef]
- Grange, R.A.; Hribal, C.R.; Porter, L.F. Hardness of tempered martensite in carbon and low-alloy steels. Met. Mater. Trans. A 1977, 8, 1775–1785. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | Cr | Ti | B | P | S | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base metal (HS35B20) | 0.35 | 1.3 | 0.2 | 0.2 | 0.02 | 0.002 | 0.015 | 0.002 | - | - | Bal. |
| Type-I filler (SM80) | 0.056 | 1.85 | 0.81 | 0.025 | 0.15 | - | 0.018 | 0.007 | 0.005 | 0.27 | Bal. |
| Type-II filler (ZH120) | 0.06 | 1.48 | 0.52 | - | - | - | 0.002 | 0.003 | 3.42 | 0.57 | Bal. |
| Flowing Rate (L/min) | Laser Power (W) | Laser Speed (m/min) | Wire Feed Rate (m/min) | Current (A) | Voltage (V) | Laser-Arc Distance (mm) | Defocus Distance (mm) | Laser Angle (°) | Torch Angle (°) |
|---|---|---|---|---|---|---|---|---|---|
| 21 | 3900 | 1.8 | 5 | 198 | 18.5 | 4 | 10 | 5 | 45 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, H.W.; Yoo, K.J.; Tran, M.T.; Moon, I.Y.; Oh, Y.-S.; Kang, S.-H.; Kim, D.-K. Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel. Materials 2019, 12, 2862. https://doi.org/10.3390/ma12182862
Lee HW, Yoo KJ, Tran MT, Moon IY, Oh Y-S, Kang S-H, Kim D-K. Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel. Materials. 2019; 12(18):2862. https://doi.org/10.3390/ma12182862
Chicago/Turabian StyleLee, Ho Won, Kwang Jae Yoo, Minh Tien Tran, In Yong Moon, Young-Seok Oh, Seong-Hoon Kang, and Dong-Kyu Kim. 2019. "Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel" Materials 12, no. 18: 2862. https://doi.org/10.3390/ma12182862
APA StyleLee, H. W., Yoo, K. J., Tran, M. T., Moon, I. Y., Oh, Y.-S., Kang, S.-H., & Kim, D.-K. (2019). Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel. Materials, 12(18), 2862. https://doi.org/10.3390/ma12182862