Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy

Abstract
1. Introduction
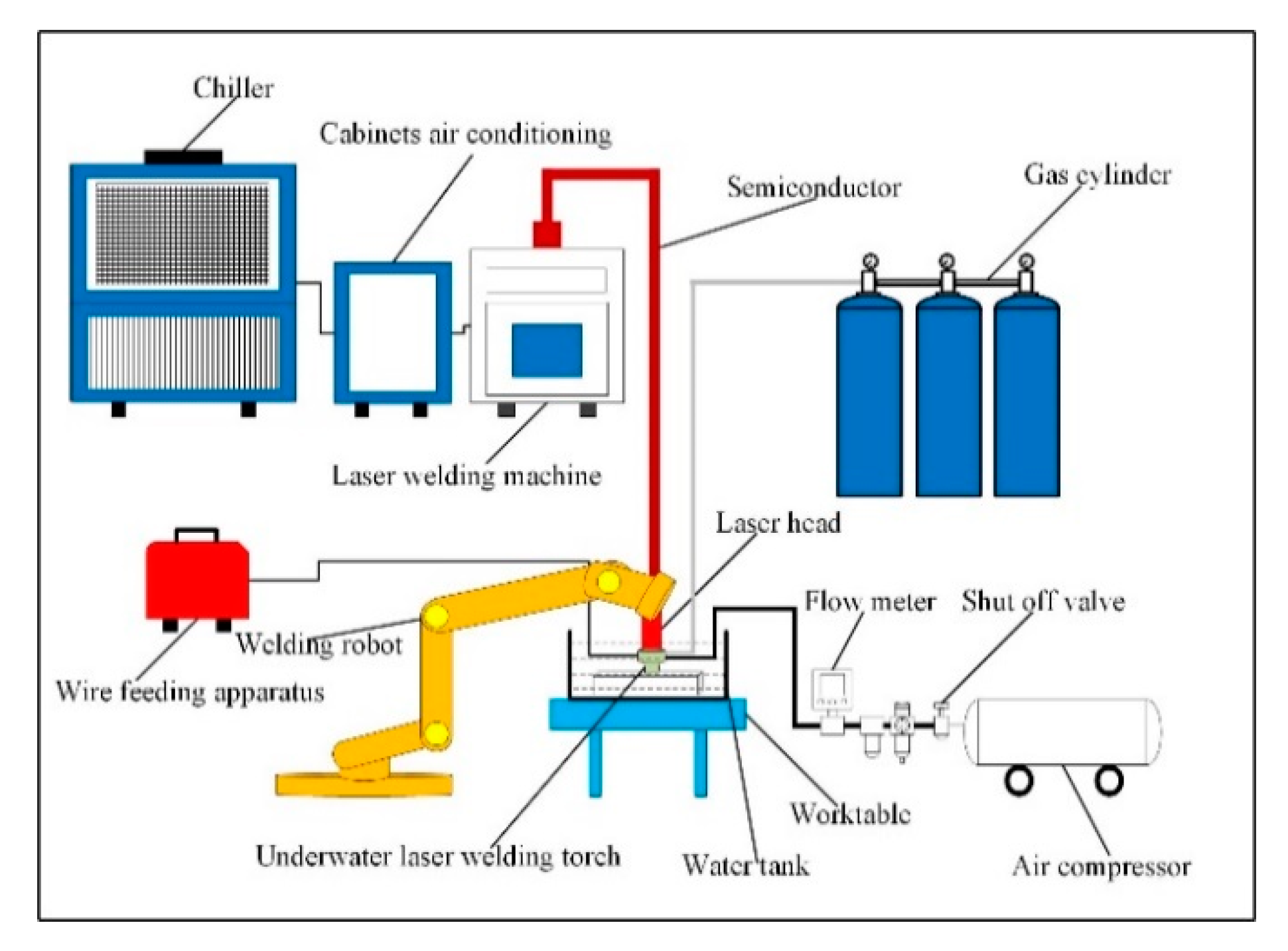
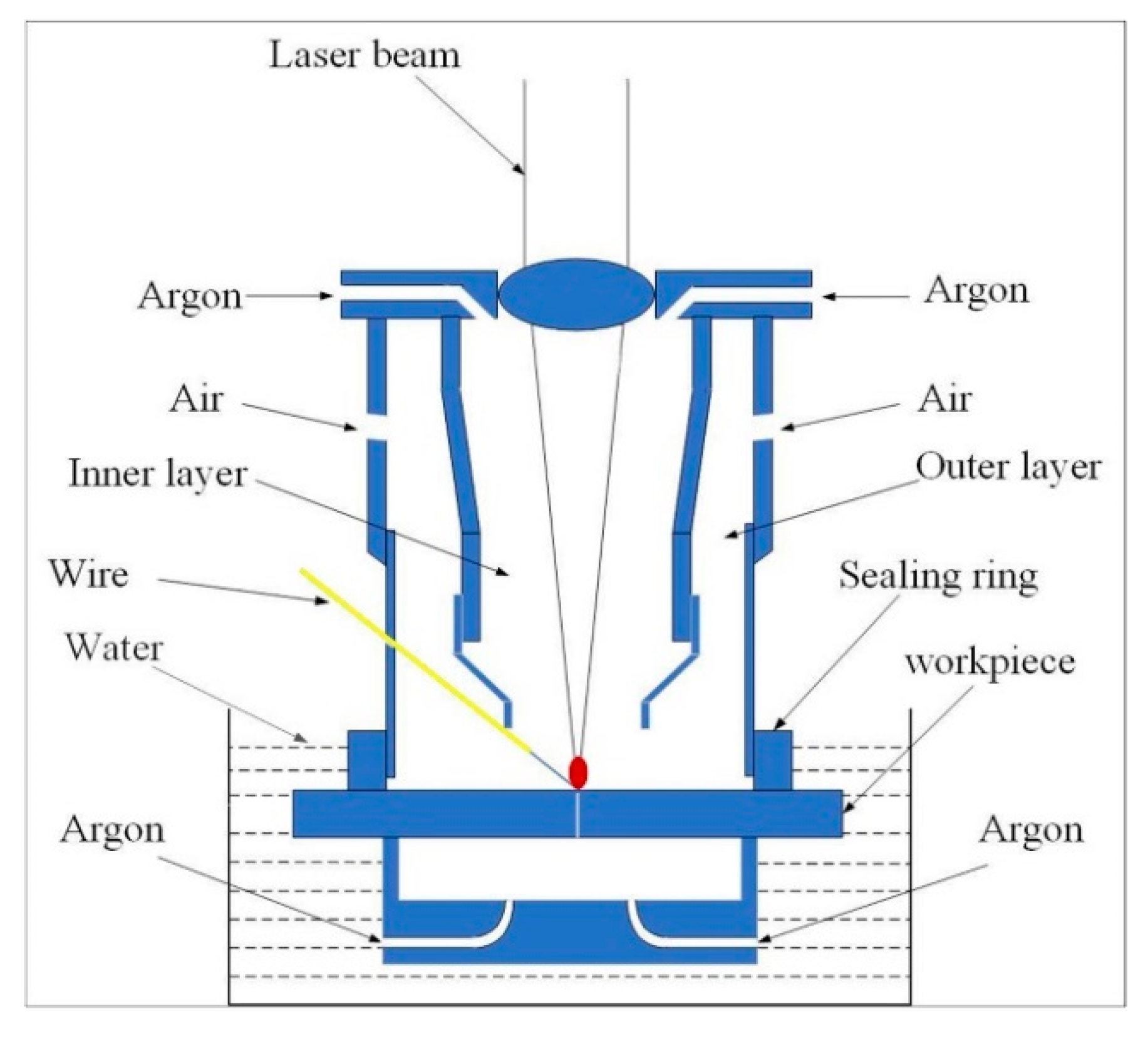
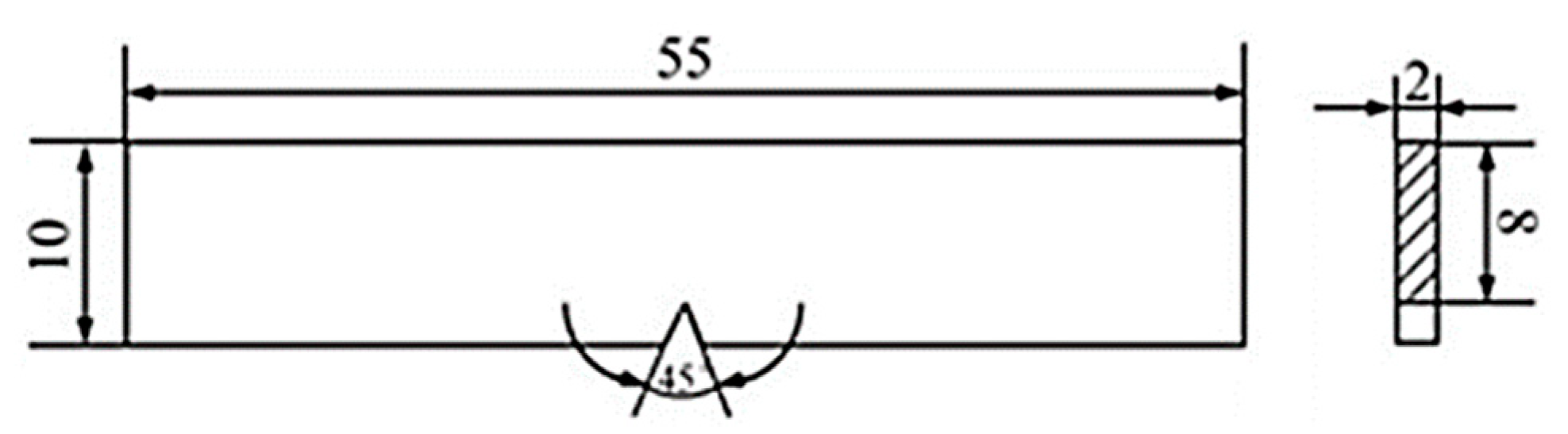
2. Materials and Methods
3. Results
3.1. Analyses of Process Parameters
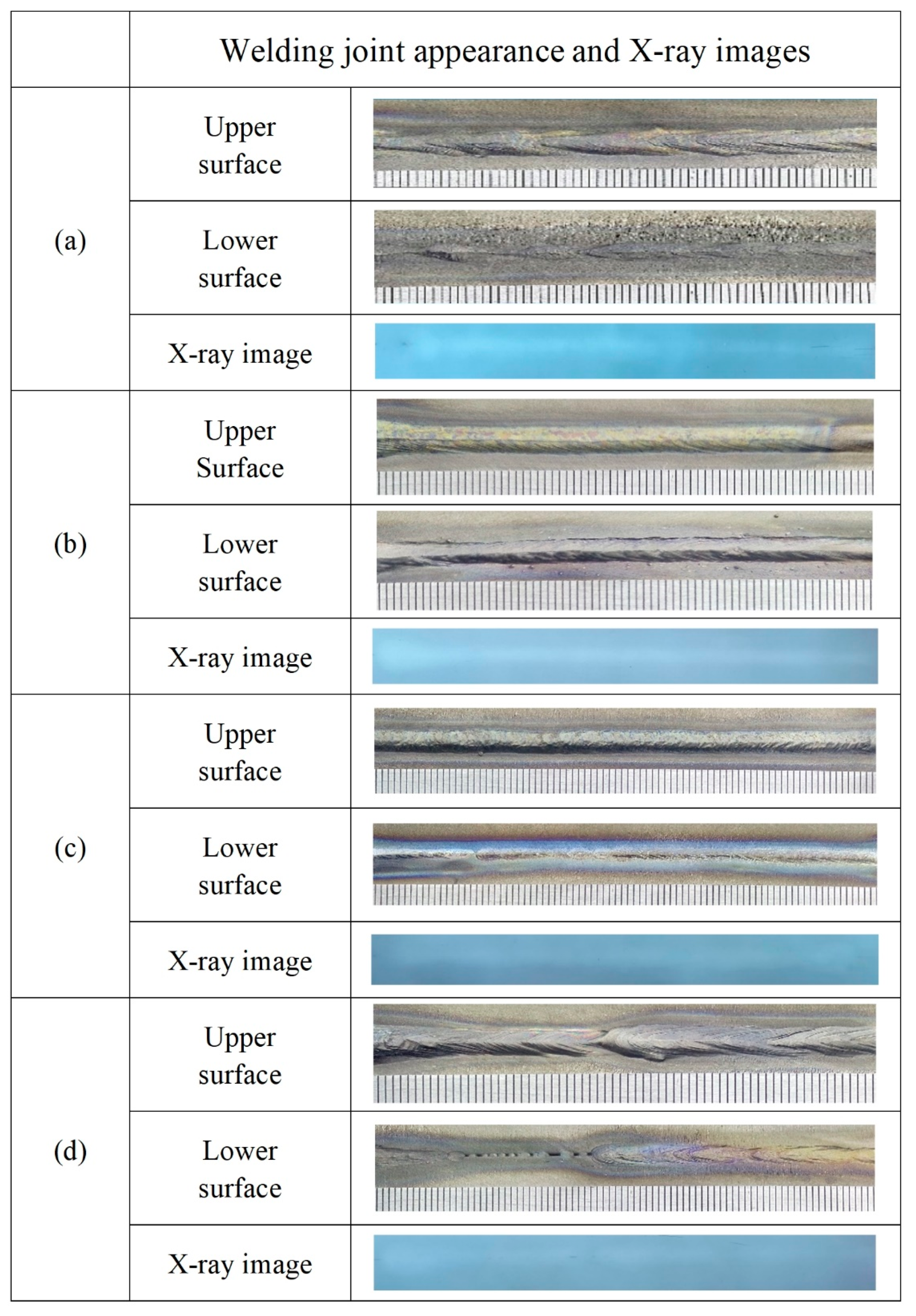
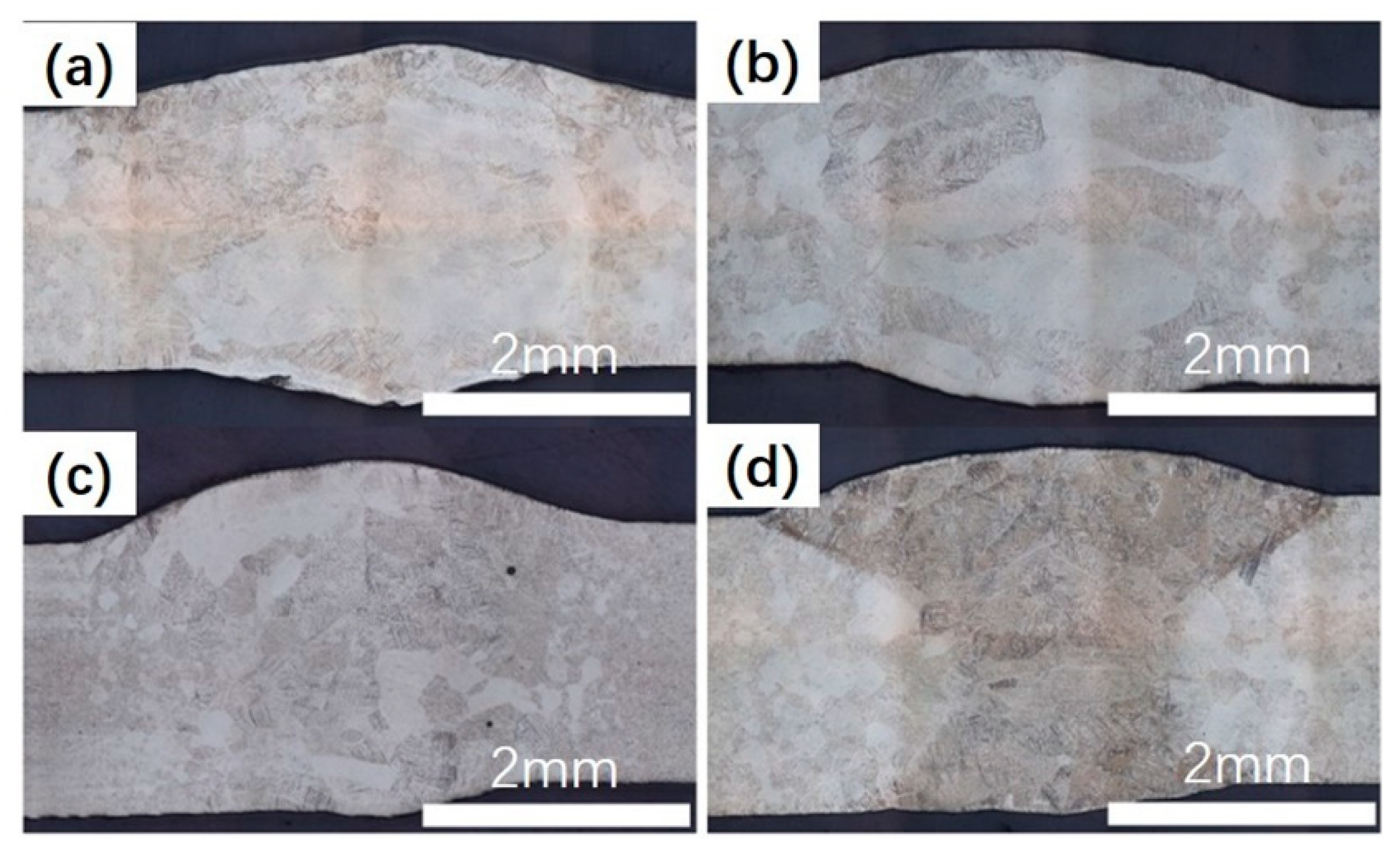
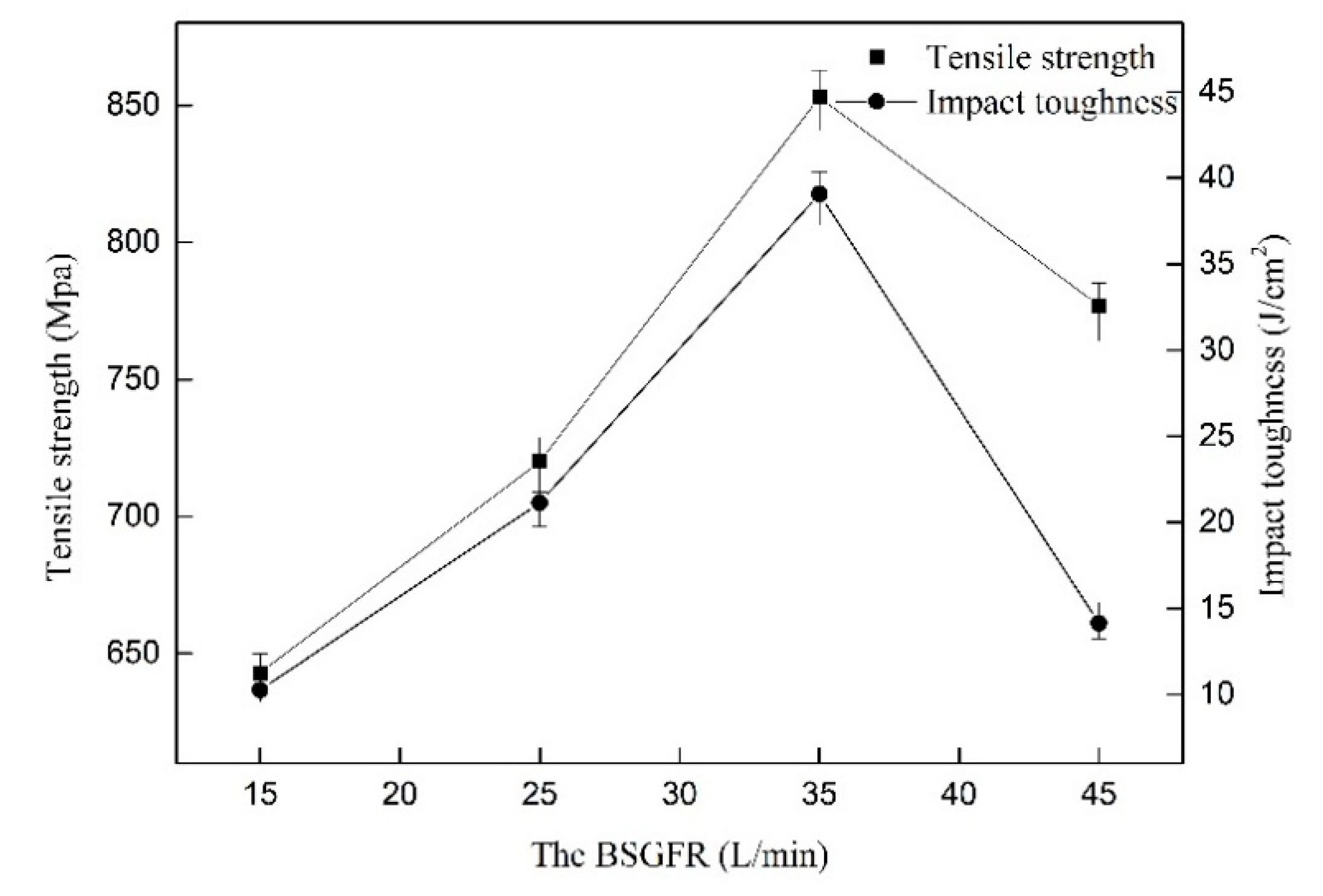
3.1.1. The Back Shielding Gas Flow Rate
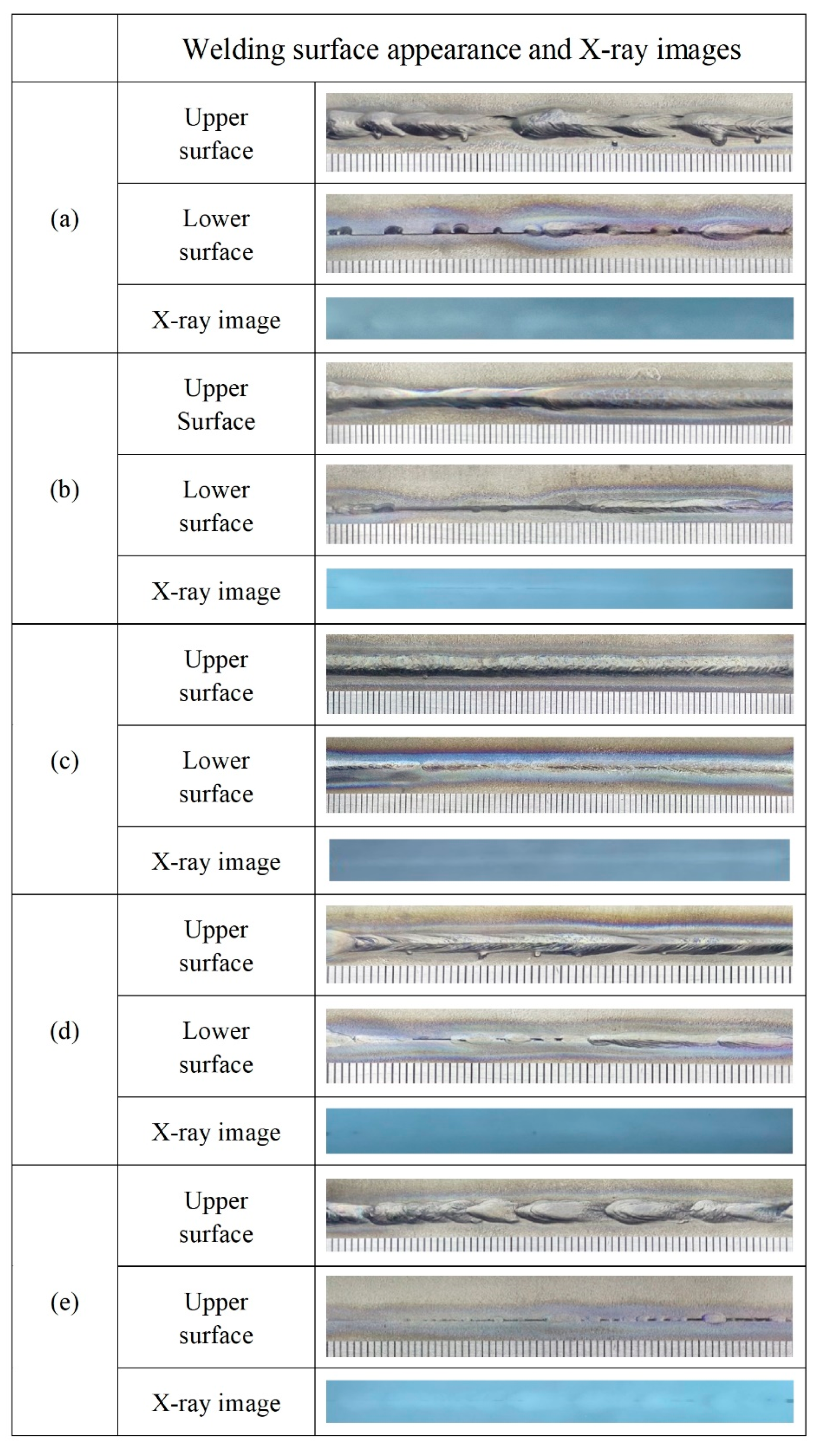
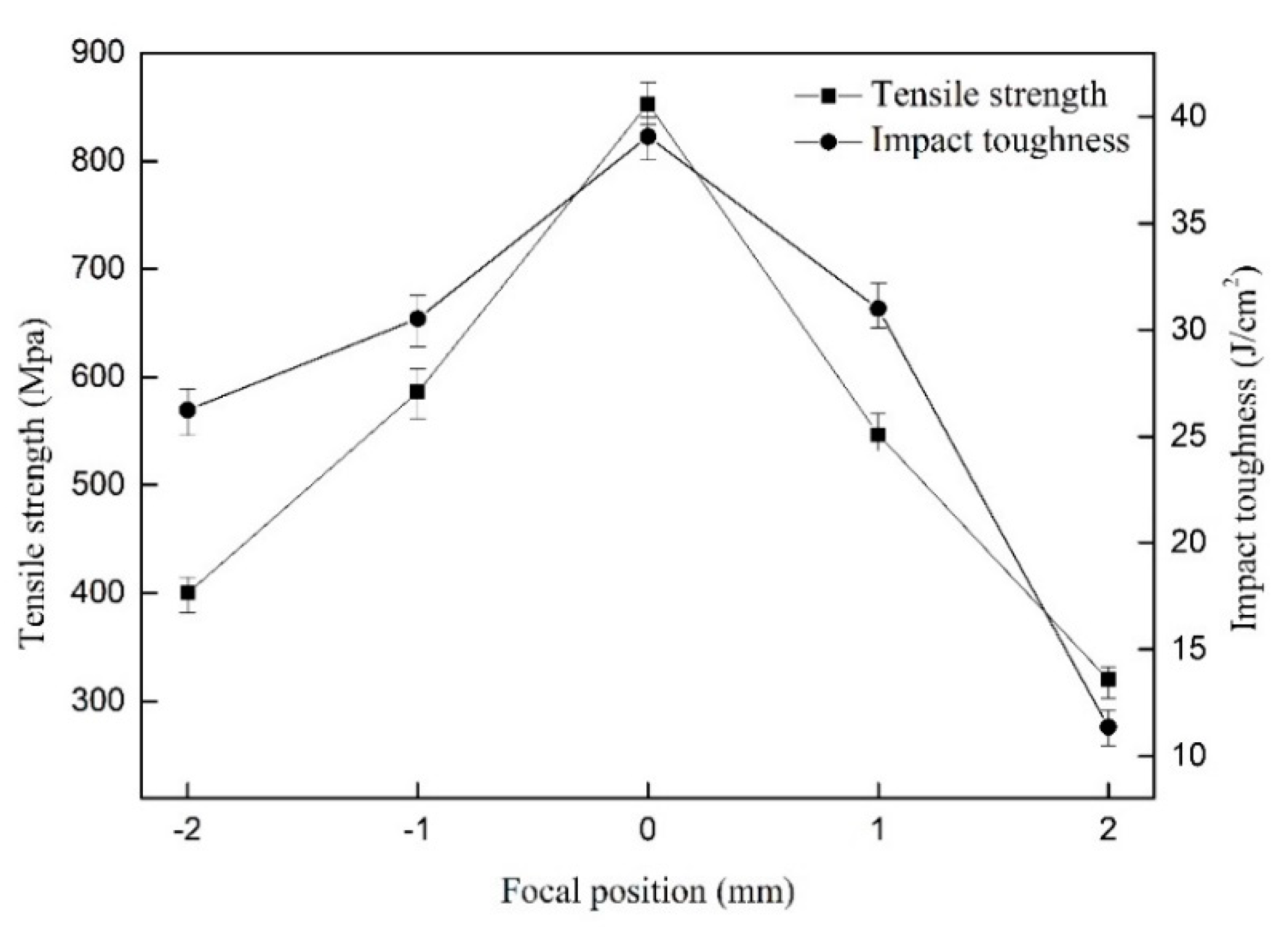
3.1.2. Focal Position
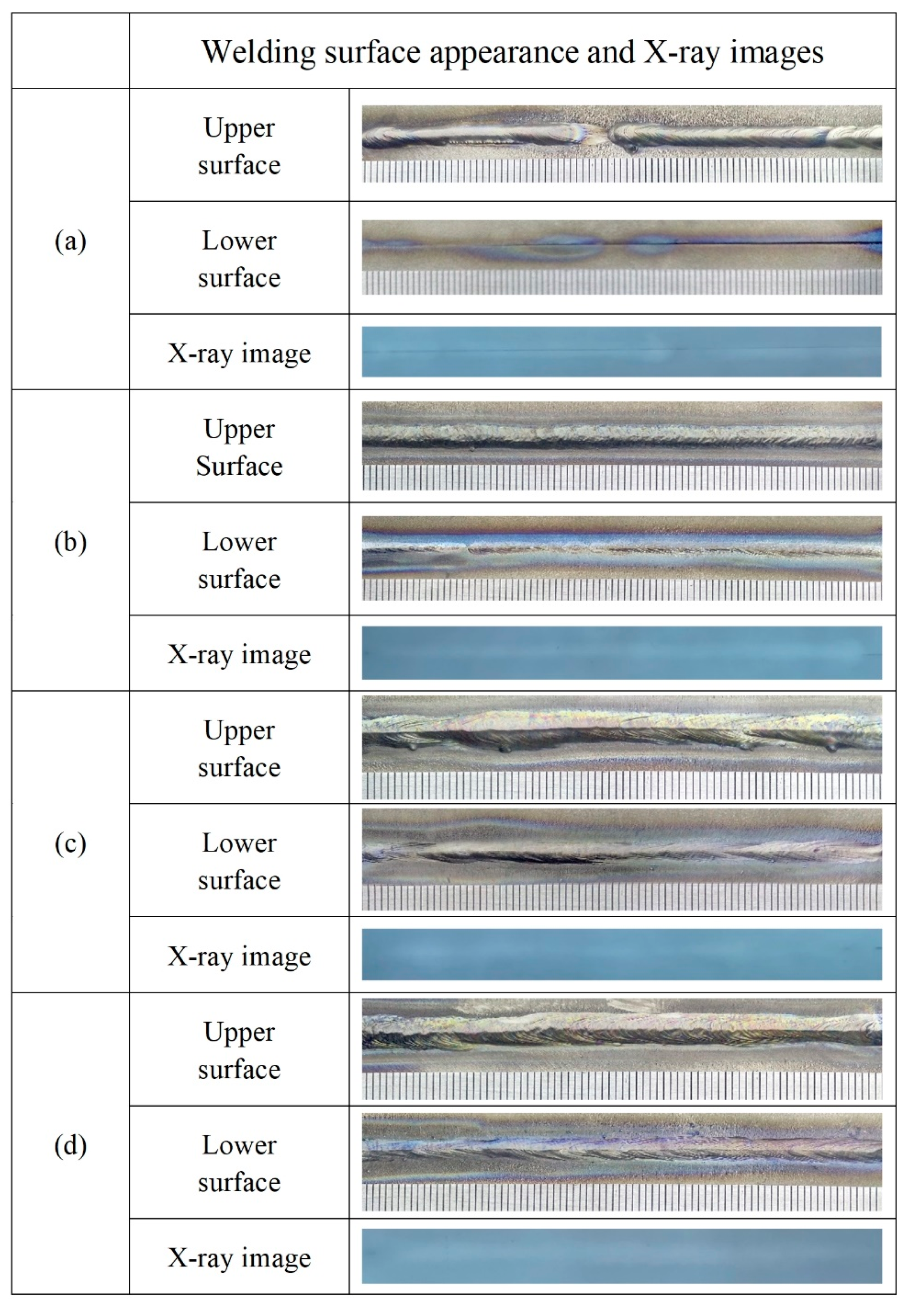
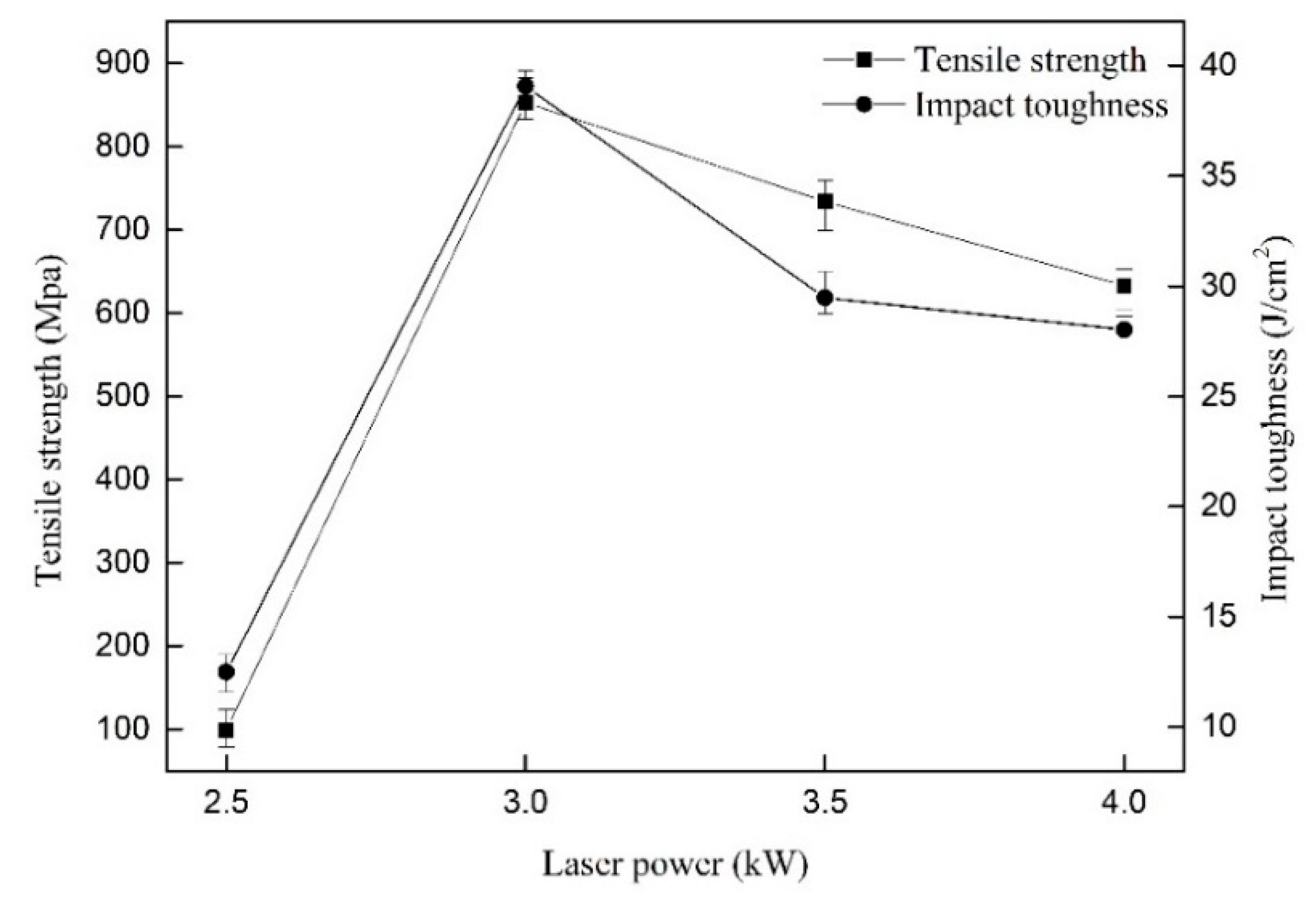
3.1.3. Laser Power
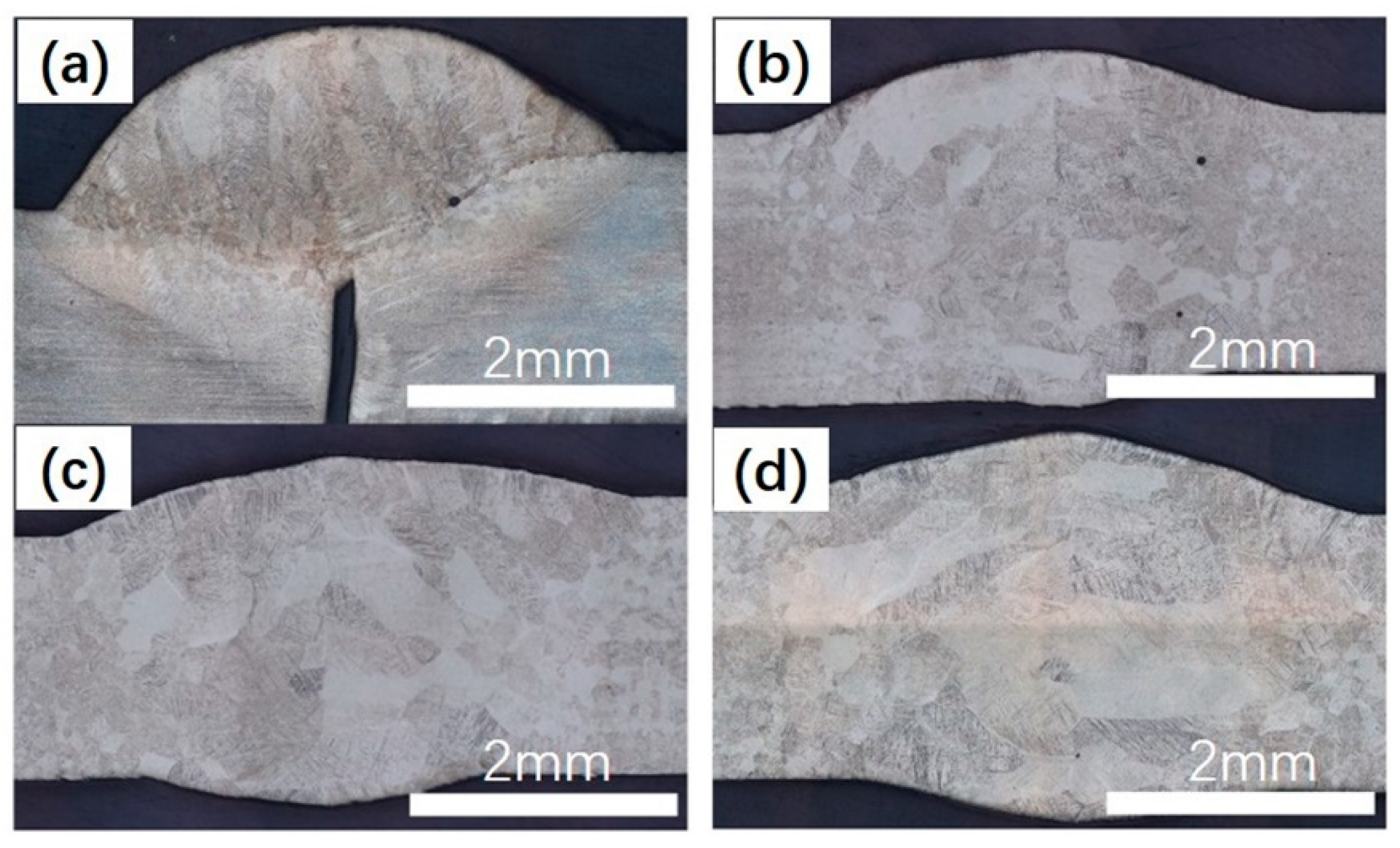
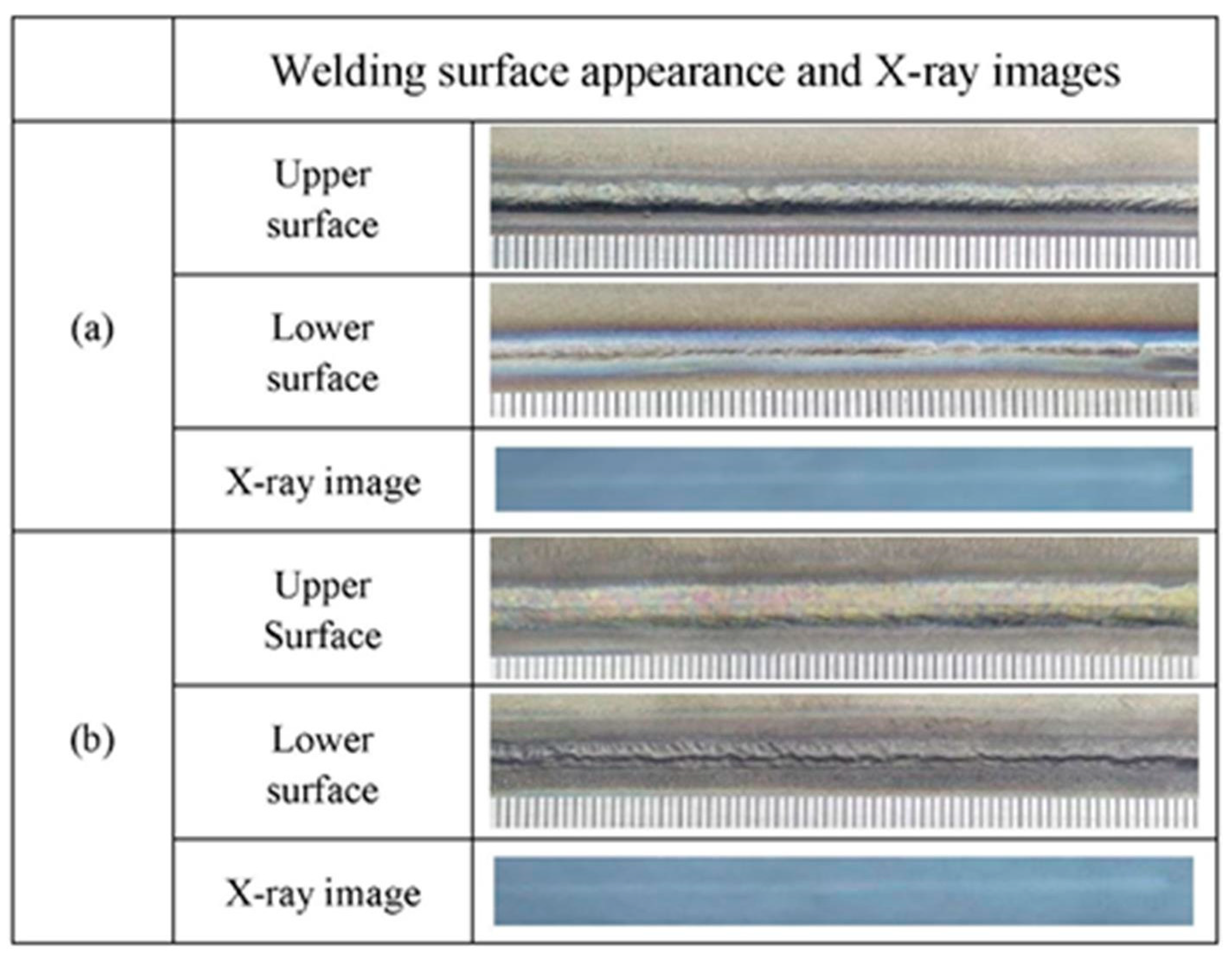
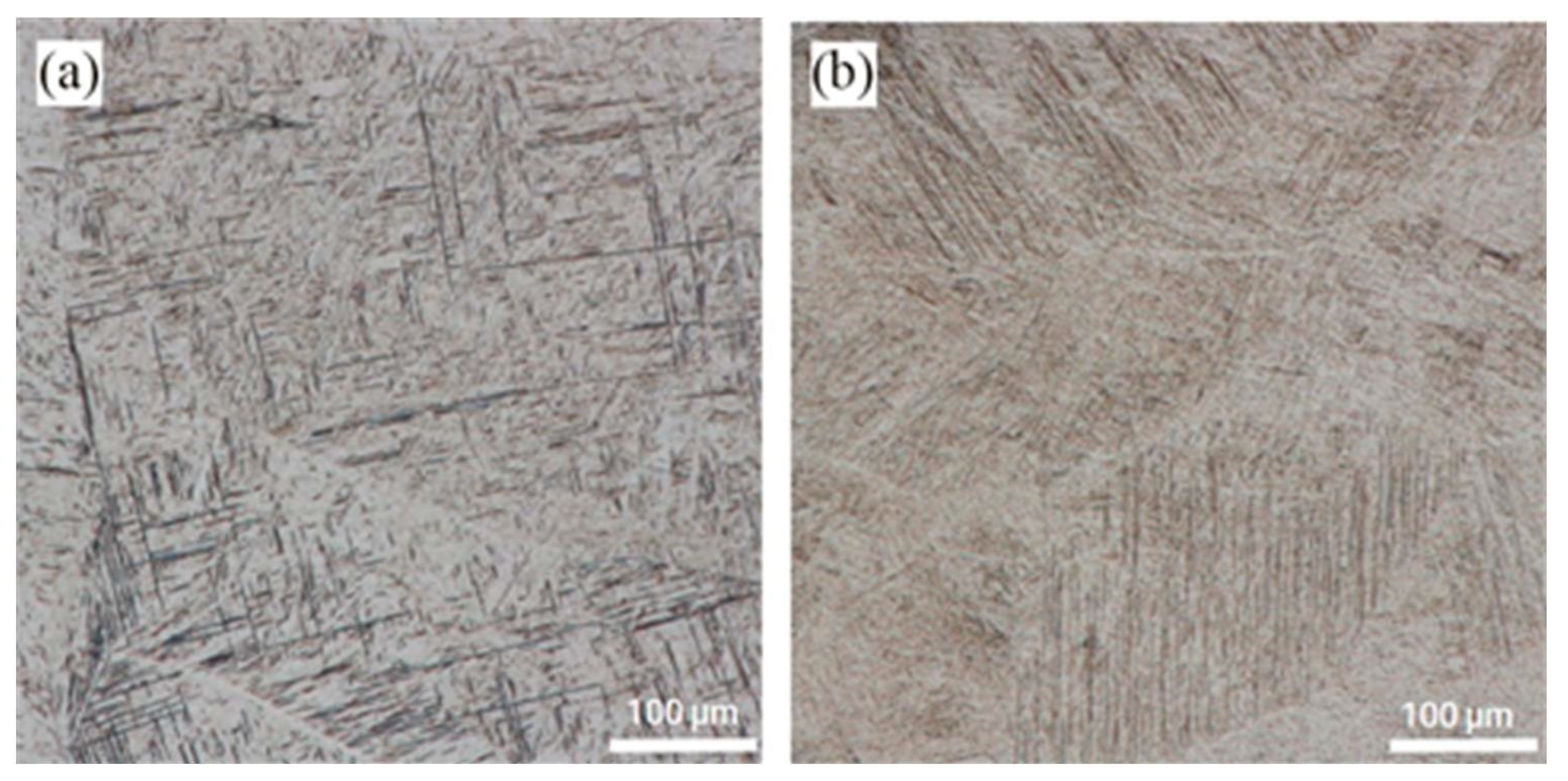
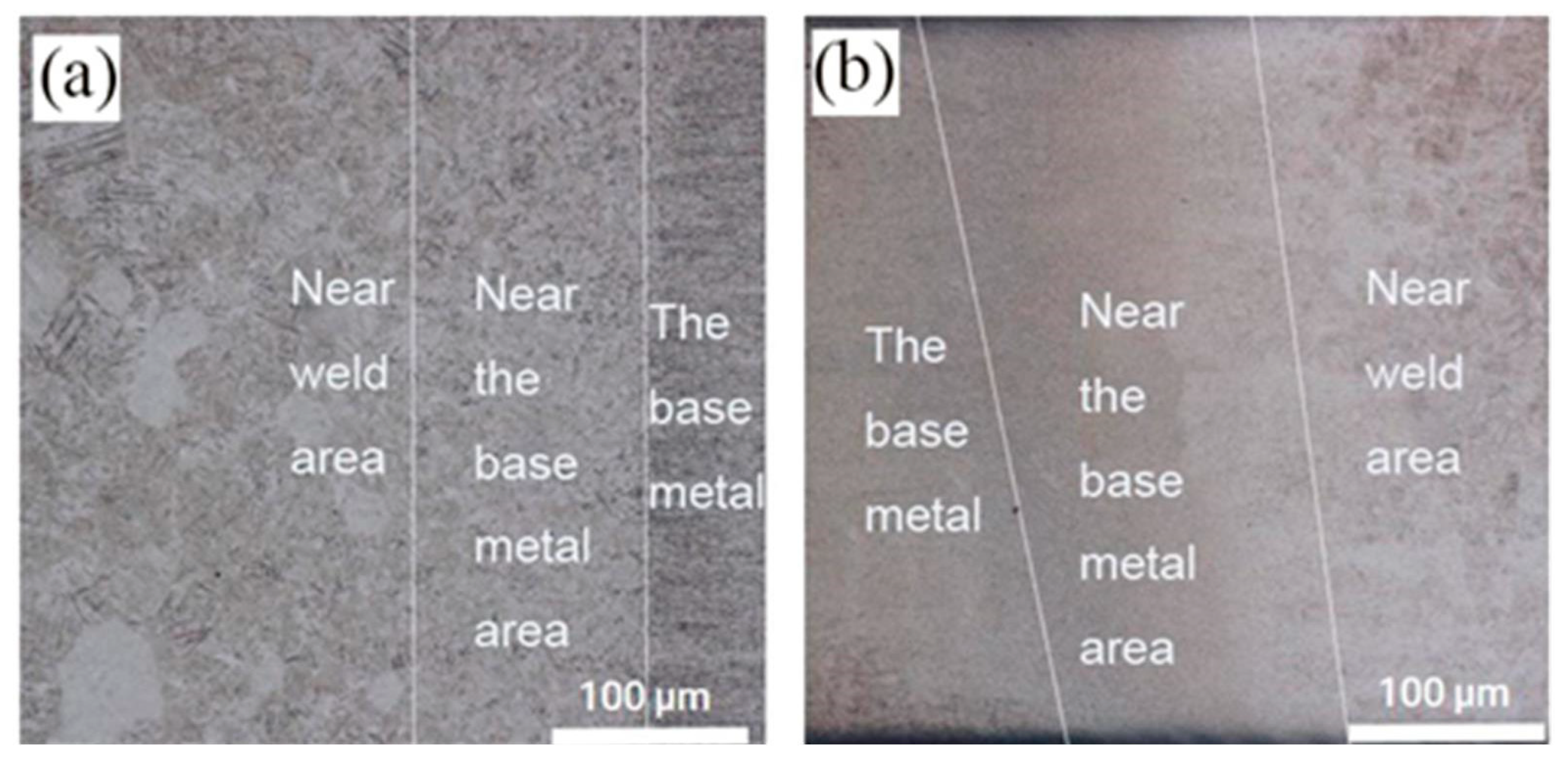
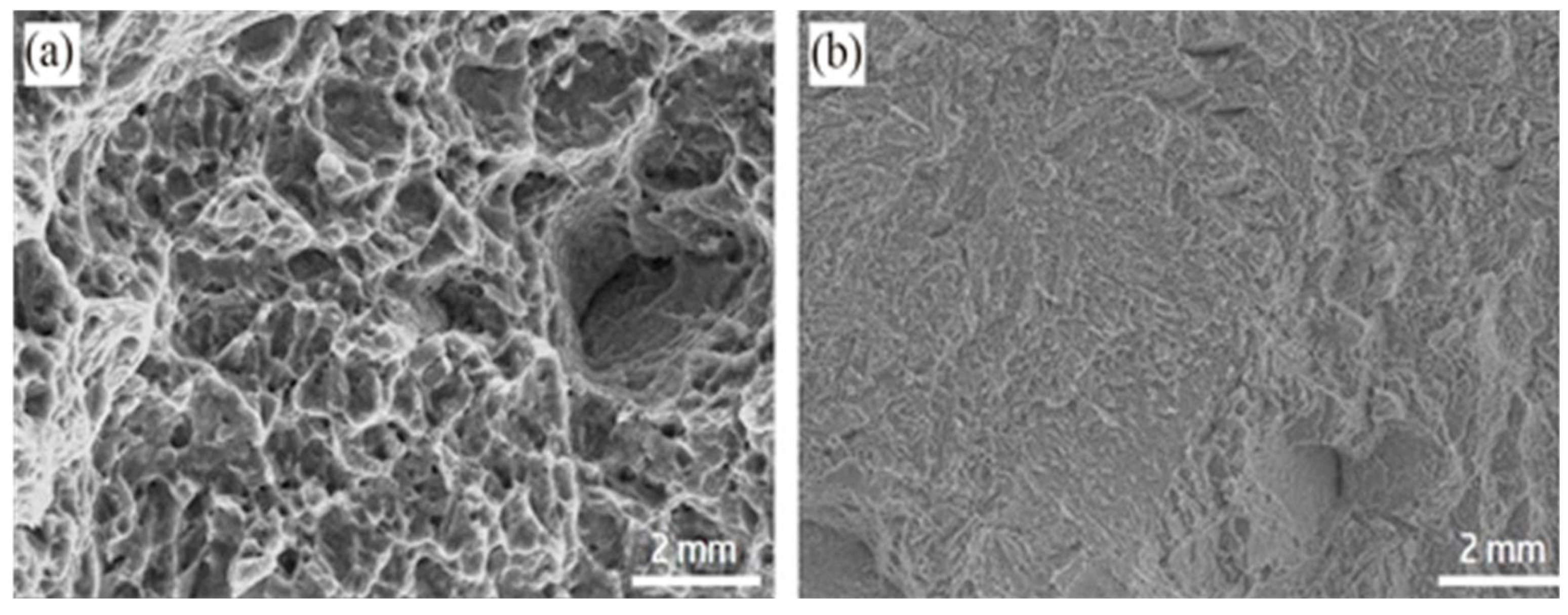
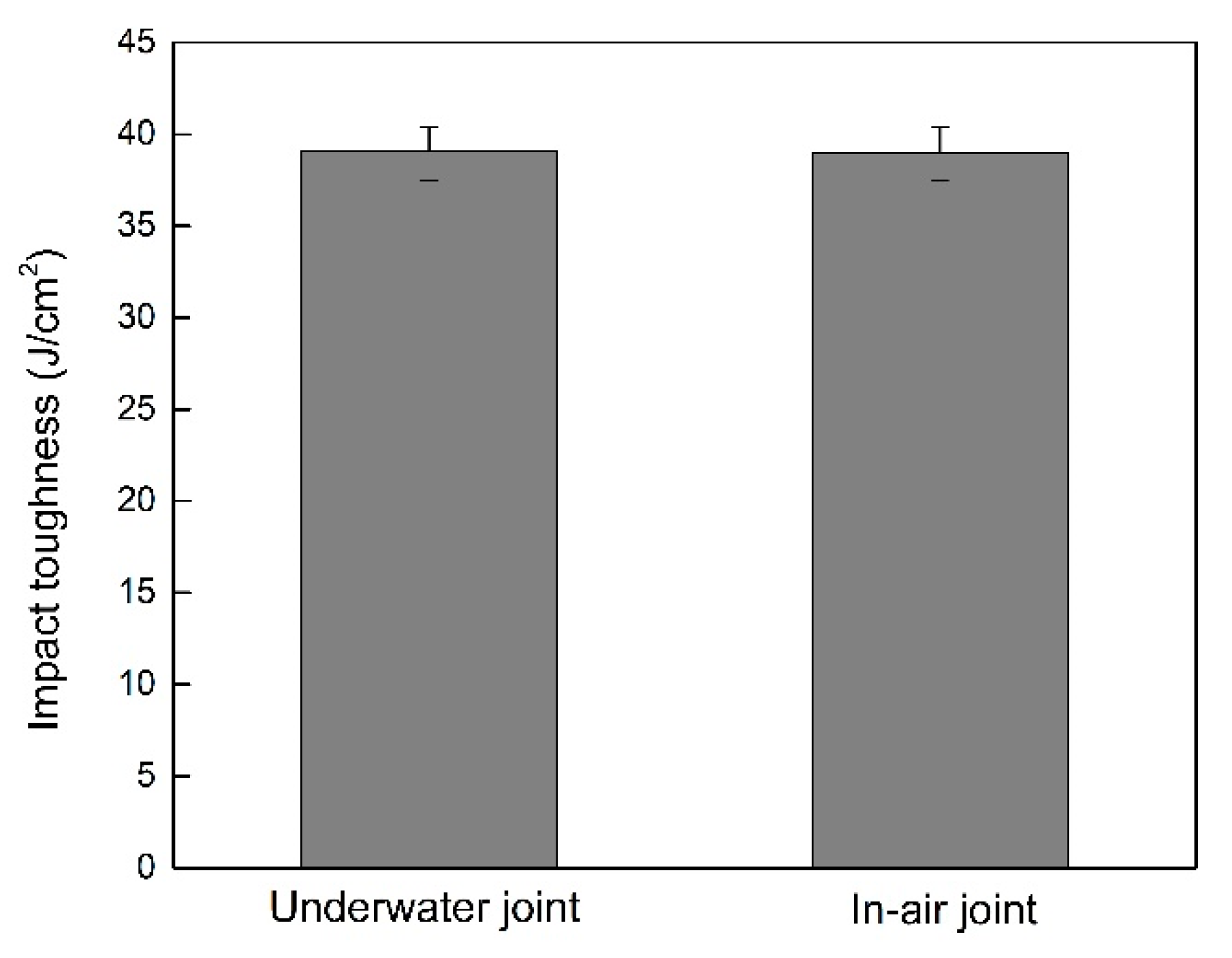
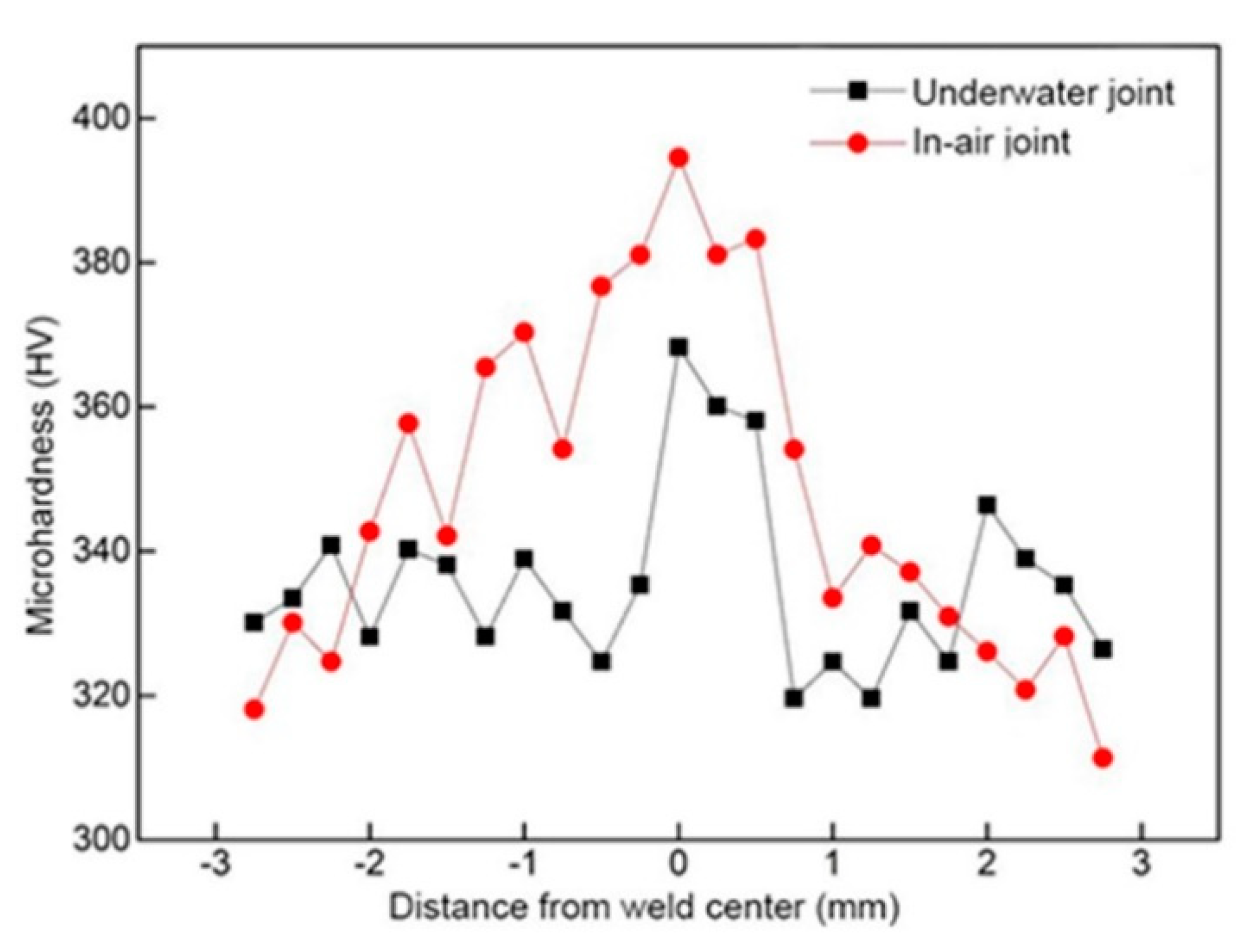
3.2. Investigation on the Welding Quality
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kumar, G.D.; Uday, K.; Somnath, C. Experimental investigation of pug cutter embedded TIG welding of Ti-6Al-4V titanium alloy. J. Mech. Sci. Technol. 2018, 32, 2715–2721. [Google Scholar]
- Gazagne, V.; Balcaen, Y. Laser welding of titanium alloys with an Yb: YAG Disk Source. Mater. Sci. Forum. 2018, 941, 845–850. [Google Scholar]
- Chen, X.; Yao, W.; Duan, A.Q. Auto-control of defocus distance during filling laser welding of Ti-alloy with wire. Adv. Mater. Res. 2011, 287, 2456–2459. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, K.; Cui, S.; Zeng, M.; Yi, J. Microstructure evolution and mechanical properties of underwater dry and local dry cavity welded joints of 690 MPa grade high strength steel. Materials 2018, 11, 167. [Google Scholar] [CrossRef] [PubMed]
- Łabanowski, J.; Fydrych, D.; Rogalski, G. Underwater welding—A review. Adv. Mater. Sci. 2008, 8, 11–22. [Google Scholar] [CrossRef]
- Shi, Y.; Zheng, Z.; Huang, J. Sensitivity model for prediction of bead geometry in underwater wet flux cored arc welding. Trans. Nonferrous Met. Soc. China 2013, 23, 1977–1984. [Google Scholar] [CrossRef]
- Guo, N.; Huang, L.; Du, Y.; Cheng, Q.; Fu, Y.; Feng, J. Control of Droplet Transition in Underwater Welding Using Pulsating Wire Feeding. Materials 2019, 12, 1715. [Google Scholar] [CrossRef]
- Rogalski, G.; Fydrych, D.; Łabanowski, J. Underwater wet repair welding of API 5LX65M pipeline steel. Pol. Marit. Res. 2017, 24, 188–194. [Google Scholar] [CrossRef]
- Guo, N.; Du, Y.; Feng, J.; Guo, W.; Deng, Z. Study of underwater wet welding stability using an X-ray transmission method. J. Mater. Process. Technol. 2015, 225, 133–138. [Google Scholar] [CrossRef]
- Guo, N.; Xu, C.; Guo, W.; Du, Y.; Feng, J. Characterization of spatter in underwater wet welding by X-ray transmission method. Mater. Des. 2015, 85, 156–161. [Google Scholar] [CrossRef]
- Pessoa, E.C.P.; Bracarense, A.Q.; Zica, E.M.; Liu, S. Porosity variation along multipass underwater wet welds and its influence on mechanical properties. J. Mater. Process. Technol. 2006, 179, 239–243. [Google Scholar] [CrossRef]
- Guo, N.; Fu, Y.; Xing, X.; Liu, Y.; Zhao, S.; Feng, J. Underwater local dry cavity laser welding of 304 stainless steel. J. Mater. Process. Technol. 2018, 260, 146–155. [Google Scholar] [CrossRef]
- Shannon, G.J.; McNaught, W.; Deans, W.F.; Watson, J. High power laser welding in hyperbaric gas and water environments. J. Laser. Appl. 1997, 9, 129. [Google Scholar] [CrossRef]
- Yoda, M.; Tamura, M.; Fukuda, T.; Shiihara, K.; Sudo, K.; Maehara, T.; Ichikawa, H. Underwater laser beam welding for nuclear reactors. In Proceedings of the 2012 20th International Conference on Nuclear Engineering Collocated with the ASME 2012 Power Conference ICONE20-POWER2012, Anaheim, CA, USA, 30 July–3 August 2012. [Google Scholar]
- Guo, N.; Xing, X.; Zhao, H.; Tan, C.; Feng, J.; Deng, Z. Effect of water depth on weld quality and welding process in underwater fiber laser welding. Mater. Des. 2017, 115, 112–120. [Google Scholar] [CrossRef]
- Cui, S.; Xian, Z.; Shi, Y.; Liao, B.; Zhu, T. Microstructure and Impact Toughness of Local-Dry Keyhole Tungsten Inert Gas Welded Joints. Materials 2019, 12, 1638. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Chen, W.; Ashida, E.; Matsuda, F. Relationship between weld quality and optical emissions in underwater Nd: YAG laser welding. Opt. Lasers Eng. 2004, 41, 717–730. [Google Scholar] [CrossRef]
- Zhang, X.; Ashida, E.; Shono, S.; Matsuda, F. Effect of shielding conditions of local dry cavity on weld quality in underwater Nd: YAG laser welding. J. Mater. Process. Technol. 2006, 174, 34–41. [Google Scholar] [CrossRef]
- Salminen, A.S. Effects of filler wire feed on the efficiency of laser welding. In First International Symposium on High-Power Laser Macroprocessing, Osaka, Japan, 27–31 May 2002; SPIE: Bellingham WA, USA, 2003; pp. 263–268. [Google Scholar]
- Zhang, X.; Chen, W. Metallurgical and Mechanical Properties of Underwater Laser Welds of Stainless Steel. J. Mater. Sci. Technol. 2003, 19, 479–483. [Google Scholar]
- Zhan, X.; Gao, Q.; Gu, C.; Sun, W.; Chen, J.; Wei, Y. The porosity formation mechanism in the laser-MIG hybrid welded joint of Invar alloy. Opt. Laser Technol. 2017, 95, 86–93. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | O | H | N | Al | V | Fe | Ti |
|---|---|---|---|---|---|---|---|
| 0.06 | 0.12 | 0.009 | 0.03 | 6.4 | 4.2 | 0.18 | Bal. |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Impact Toughness (J/cm2) |
|---|---|---|---|
| 895.24 | 835.49 | 8.17 | 49.85 |
| Welding Parameters | BSGFR (L/min) | Focal Position (mm) | Laser Power (kW) | Welding Speed (mm/s) | Wire Feed Speed (mm/s) |
|---|---|---|---|---|---|
| Value | 15–45 | −2–+2 | 2.5–4 | 20 | 60 |
| Test | Water Depth (mm) | Laser Power (kW) | Welding Speed (mm/s) | Wire Feeding Speed (mm/s) | Focal Position (mm) | BSGFR (L/min) |
|---|---|---|---|---|---|---|
| Underwater | 60 | 3.0 | 20 | 60 | 0 | 35 |
| In-air | 0 | 3.0 | 20 | 60 | 0 | 35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, N.; Cheng, Q.; Zhang, X.; Fu, Y.; Huang, L. Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy. Materials 2019, 12, 2703. https://doi.org/10.3390/ma12172703
Guo N, Cheng Q, Zhang X, Fu Y, Huang L. Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy. Materials. 2019; 12(17):2703. https://doi.org/10.3390/ma12172703
Chicago/Turabian StyleGuo, Ning, Qi Cheng, Xin Zhang, Yunlong Fu, and Lu Huang. 2019. "Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy" Materials 12, no. 17: 2703. https://doi.org/10.3390/ma12172703
APA StyleGuo, N., Cheng, Q., Zhang, X., Fu, Y., & Huang, L. (2019). Microstructure and Mechanical Properties of Underwater Laser Welding of Titanium Alloy. Materials, 12(17), 2703. https://doi.org/10.3390/ma12172703