Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying

 ,
,  ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
- -
- milling duration: 240 min;
- -
- change of rotation direction each 30 min;
- -
- rotation speed: 400 rpm;
- -
- atmosphere: argon;
- -
- powder batch: 5 g;
- -
- ball-to-powder weight ratio: 70:1.
3. Results
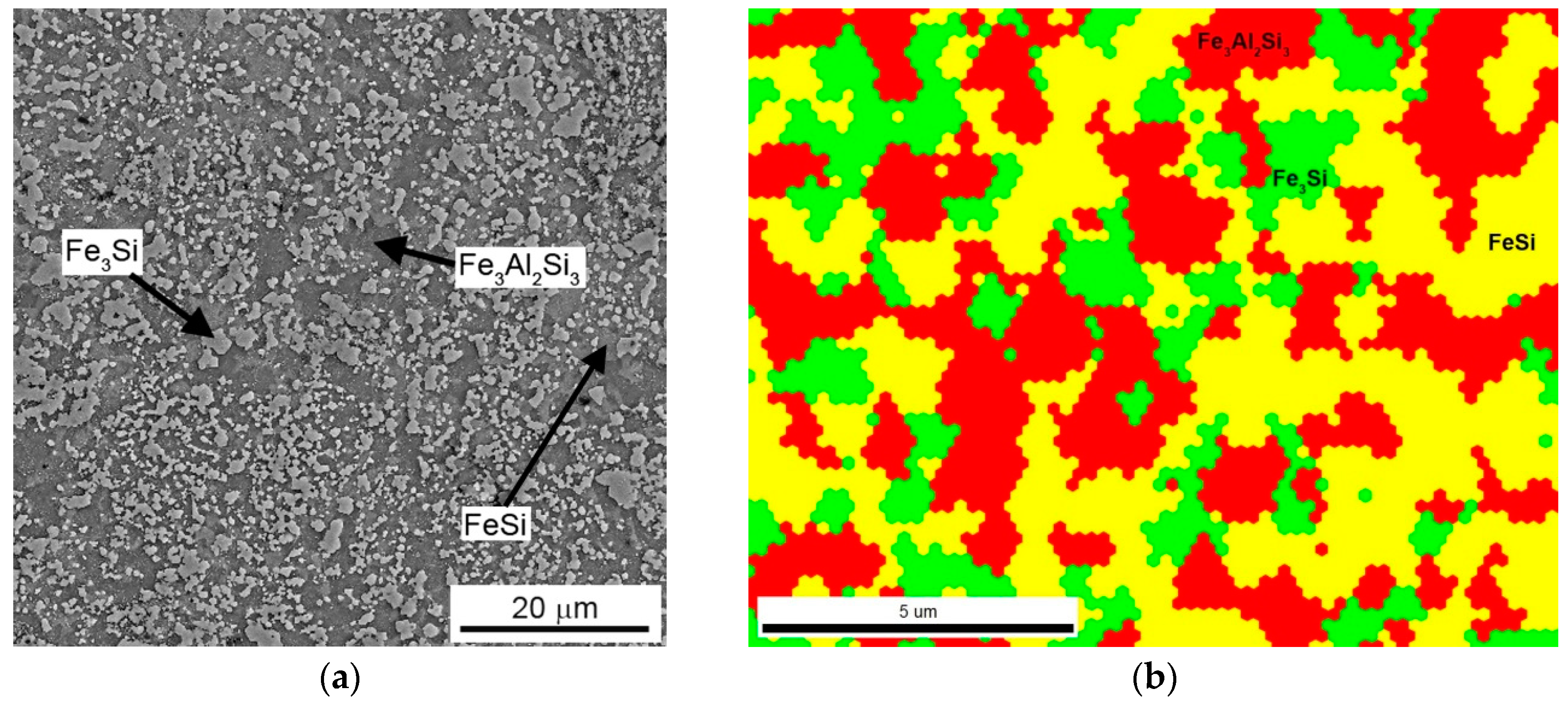
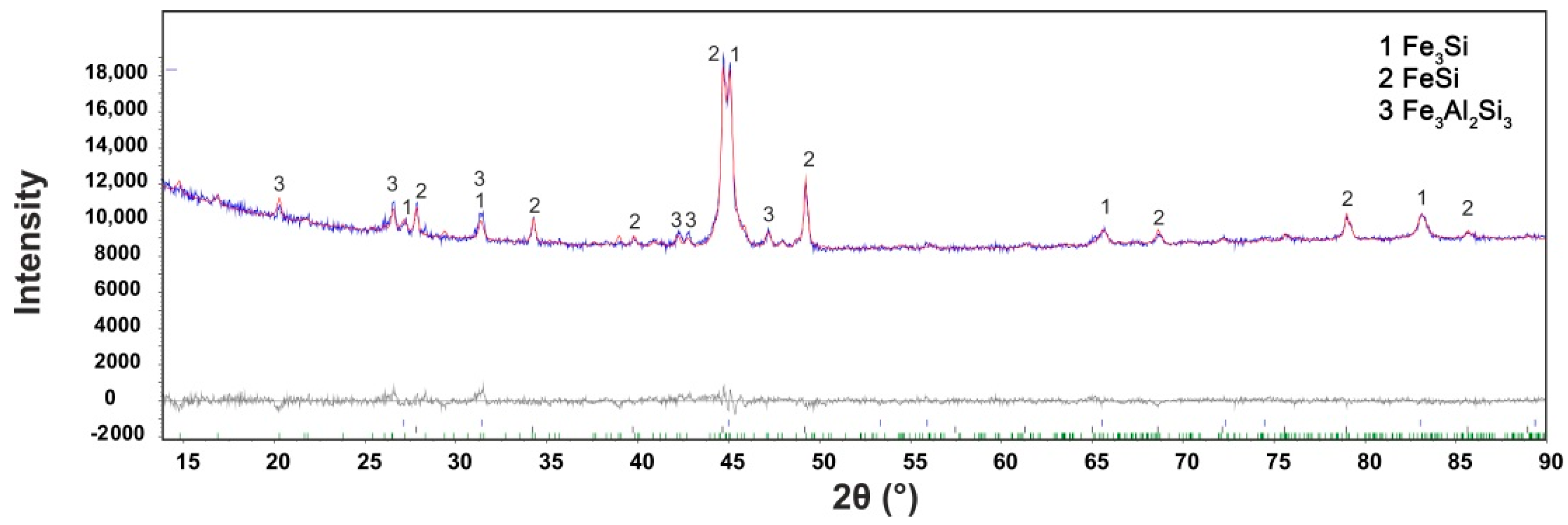
3.1. Microstructure and Phase Composition of FeAl20Si20 Alloy
3.2. Mechanical and Tribological Properties of FeAl20Si20 Alloy
3.3. High-Temperature Oxidation
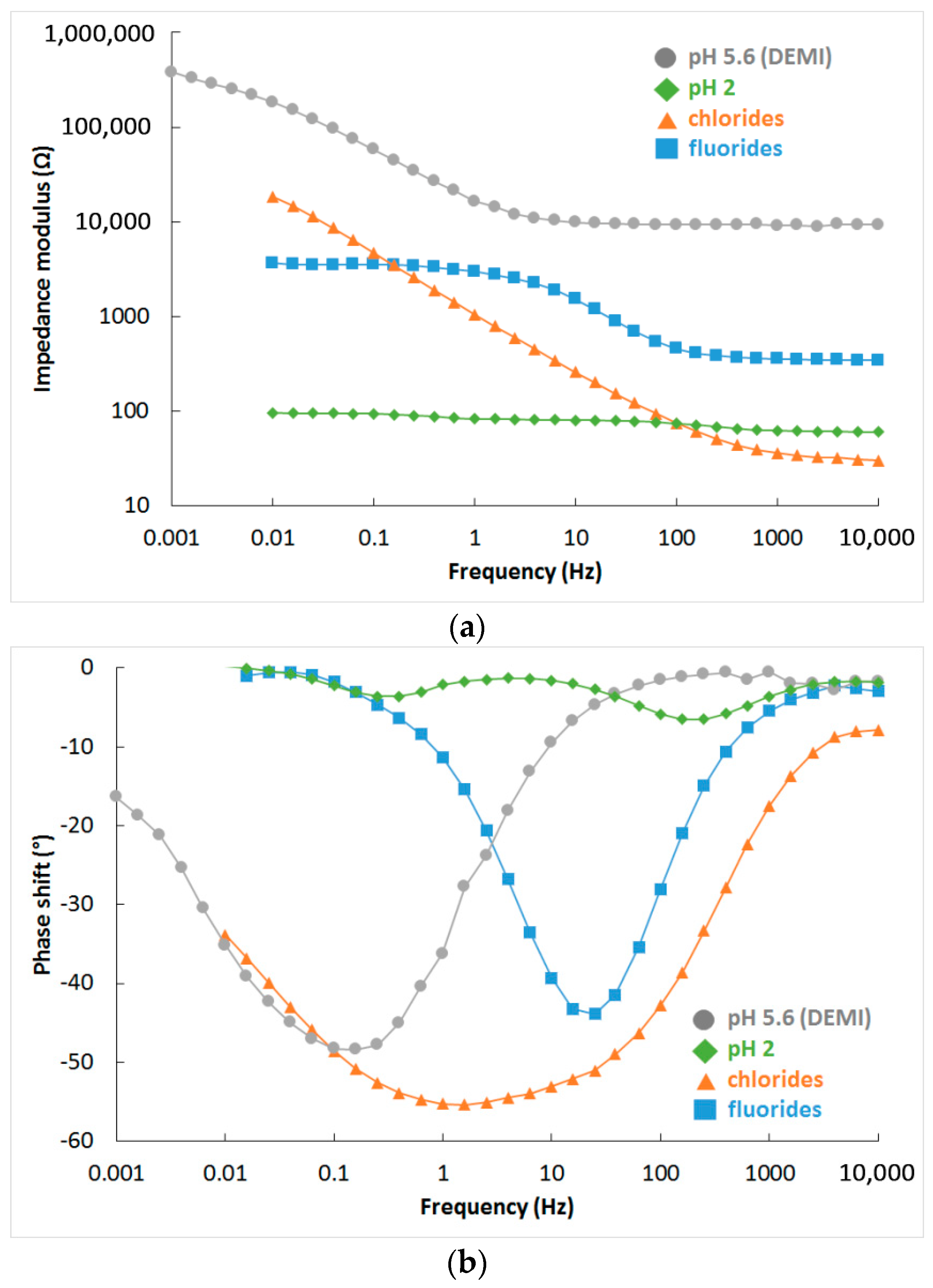
3.4. Corrosion in Water-Based Electrolytes
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhu, X.; Yao, Z.; Gu, X.; Cong, W.; Zhang, P. Microstructure and corrosion resistance of Fe-Al intermetallic coating on 45 steel synthesized by double glow plasma surface alloying technology. Trans. Nonferrous Met. Soc. China 2009, 19, 143–148. [Google Scholar] [CrossRef]
- Borsig, A. Zusatz von Aluminium zum Roheisen. Stahl Eisen 1894, 14, 6. [Google Scholar]
- Kratochvíl, P. The history of the search and use of heat resistant Pyroferal alloys based on FeAl. Intermetallics 2008, 16, 587–591. [Google Scholar] [CrossRef]
- Zamanzade, M.; Vehoff, H.; Barnoush, A. Effect of chromium on elastic and plastic deformation of Fe3Al intermetallics. Intermetallics 2013, 41, 28–34. [Google Scholar] [CrossRef]
- Ferreira, P.I.; Couto, A.A.; de Paola, J.C.C. The effects of chromium addition and heat treatment on the microstructure and tensile properties of Fe-24Al (at.%). Mater. Sci. Eng. A 1995, 192–193, 165–169. [Google Scholar] [CrossRef]
- Balasubramaniam, R. On the role of chromium in minimizing room temperature hydrogen embrittlement in iron aluminides. Scr. Mater. 1996, 34, 127–133. [Google Scholar] [CrossRef]
- Zhang, Z.; Sun, Y.; Guo, J. Effect of niobium addition on the mechanical properties of Fe3Al-based alloys. Scr. Metall. Mater. 1995, 33, 2013–2017. [Google Scholar] [CrossRef]
- Janda, D.; Fietzek, H.; Galetz, M.; Heilmaier, M. The effect of micro-alloying with Zr and Nb on the oxidation behavior of Fe3Al and FeAl alloys. Intermetallics 2013, 41, 51–57. [Google Scholar] [CrossRef]
- Sundar, R.S.; Deevi, S.C. High-temperature strength and creep resistance of FeAl. Mater. Sci. Eng. A 2003, 357, 124–133. [Google Scholar] [CrossRef]
- Klein, O.; Baker, I. Effect of chromium on the environmental sensitivity of FeAl at room temperature. Scr. Metall. Mater. 1992, 27, 1823–1828. [Google Scholar] [CrossRef]
- Grilli, M.L.; Bellezze, T.; Gamsjager, E.; Rinaldi, A.; Novak, P.; Balos, S.; Piticescu, R.R.; Ruello, M.L. Solutions for Critical Raw Materials under Extreme Conditions: A Review. Materials (Basel) 2017, 10, 285. [Google Scholar] [CrossRef]
- Novák, P.; Zelinková, M.; Šerák, J.; Michalcová, A.; Novák, M.; Vojtěch, D. Oxidation resistance of SHS Fe-Al-Si alloys at 800 °C in air. Intermetallics 2011, 19, 1306–1312. [Google Scholar] [CrossRef]
- Li, H.; Zhang, J.; Young, D.J. Oxidation of Fe–Si, Fe–Al and Fe–Si–Al alloys in CO2–H2O gas at 800 °C. Corros. Sci. 2012, 54, 127–138. [Google Scholar] [CrossRef]
- Kratochvíl, P.; Schindler, I. Hot rolling of iron aluminide Fe28.4Al4.1Cr0.02Ce (at%). Intermetallics 2007, 15, 436–438. [Google Scholar] [CrossRef]
- Schindler, I.; Kratochvíl, P.; Prokopčáková, P.; Kozelský, P. Forming of cast Fe—45 at.% Al alloy with high content of carbon. Intermetallics 2010, 18, 745–747. [Google Scholar] [CrossRef]
- Šíma, V.; Kratochvíl, P.; Kozelský, P.; Schindler, I.; Hána, P. FeAl-based intermetallics cast in an ultrsonic field. Int. J. Mater. Res. 2009, 100, 382–385. [Google Scholar] [CrossRef]
- Novák, P.; Michalcová, A.; Voděrová, M.; Šíma, M.; Šerak, J.; Vojtěch, D.; Wienerová, K. Effect of reactive sintering conditions on microstructure of Fe–Al–Si alloys. J. Alloy Compd. 2010, 493, 81–86. [Google Scholar] [CrossRef]
- Xia, Y.; Li, L.; Li, L. Effect of grain refinement on fracture toughness and fracture mechanism in AZ31 magnesium alloy. Procedia Mater. Sci. 2014, 3, 1780–1785. [Google Scholar] [CrossRef][Green Version]
- Schwarz, K.T.; Kormout, K.S.; Pippan, R.; Hohenwarter, A. Impact of severe plastic deformation on microstructure and fracture toughness evolution of a duplex-steel. Mater. Sci. Eng. A 2017, 703, 173–179. [Google Scholar] [CrossRef]
- Vaidya, M.; Prasad, A.; Parakh, A.; Murty, B.S. Influence of sequence of elemental addition on phase evolution in nanocrystalline AlCoCrFeNi: Novel approach to alloy synthesis using mechanical alloying. Mater. Des. 2017, 126, 37–46. [Google Scholar] [CrossRef]
- Fang, Q.; Kang, Z.; Gan, Y.; Long, Y. Microstructures and mechanical properties of spark plasma sintered Cu–Cr composites prepared by mechanical milling and alloying. Mater. Des. 2015, 88, 8–15. [Google Scholar] [CrossRef]
- Froes, F.H.; Suryanarayan, C.; Russell, K.; Li, C.-G. Synthesis of Intermetallics by Mechanical Alloying. Mater. Sci. Eng. A 1995, 192–193, 612–623. [Google Scholar]
- Al-Joubori, A.; Suryanarayana, C. Synthesis of metastable NiGe2 by mechanical alloying. Mater. Des. 2015, 87, 520–526. [Google Scholar] [CrossRef]
- Naghiha, H.; Movahedi, B.; Asadabad, M.A.; Mournani, M.T. Amorphization and nanocrystalline Nb3Al intermetallic formation during mechanical alloying and subsequent annealing. Adv. Powder Technol. 2017, 28, 340–345. [Google Scholar] [CrossRef]
- Molladavoudi, A.; Amirkhanlou, S.; Shamanian, M.; Ashrafizadeh, F. Synthesis and characterization of nanocrystalline CoTi intermetallic compound prepared by mechanical alloying. Mater. Lett. 2012, 81, 254–257. [Google Scholar] [CrossRef]
- Novák, P.; Kubatík, T.; Vystrčil, J.; Hendrych, R.; Kříž, J.; Mlynár, J.; Vojtěch, D. Powder metallurgy preparation of Al-Cu-Fe quasicrystals using mechanical alloying and Spark Plasma Sintering. Intermetallics 2014, 52, 131–137. [Google Scholar] [CrossRef]
- Chuvildeev, V.N.; Panov, D.V.; Boldin, M.S.; Nokhrin, A.V.; Blagoveshchensky, Y.V.; Sakharov, N.V.; Shotin, S.V.; Kotkov, D.N. Structure and properties of advanced materials obtained by Spark Plasma Sintering. Acta Astronaut. 2015, 109, 172–176. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Z.; Lu, J.; Shen, X.; Wang, F.; Wang, Y. The sintering mechanism in spark plasma sintering–Proof of the occurrence of spark discharge. Scr. Mater. 2014, 81, 56–59. [Google Scholar] [CrossRef]
- Marder, R.; Estourne, C.; Chevallier, G.; Chaim, R. Plasma in spark plasma sintering of ceramic particle compacts. Scr. Mater. 2014, 82, 57–60. [Google Scholar] [CrossRef]
- Liu, J.; Liang, C. Microstructure characterization and mechanical properties of bulk nanocrystalline aluminium prepared by SPS and followed by hightemperature extruded techniques. Mater. Lett. 2017, 206, 95–99. [Google Scholar] [CrossRef]
- Peters, C.T. The relationship between Palmqvist indentation toughness and bulk fracture toughness for some WC-Co cemented carbides. J. Mater. Sci. 1979, 14, 1619–1623. [Google Scholar] [CrossRef]
- Novák, P.; Vojtěch, D.; Šerák, J. Wear and corrosion resistance of a plasma-nitrided PM tool steel alloyed with niobium. Surf. Coat. Technol. 2006, 200, 5229–5236. [Google Scholar] [CrossRef]
- Mrowec, S.; Stoklosa, A. Calculations of Parabolic Rate Constants for Metal Oxidation. Oxid. Met. 1974, 8, 379–391. [Google Scholar] [CrossRef]
- NIST X-ray Photoelectron Spectroscopy Database; Version 4; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2008. Available online: http//srdata.nist.gov/xps2 (accessed on 10 April 2019).
- Hightower, A.; Fultz, B.; Bowman, R.C. Mechanical alloying of Fe and Mg. J. Alloy Compd. 1997, 252, 238–244. [Google Scholar] [CrossRef]
- Novák, P.; Průša, F.; Nová, K.; Bernatiková, A.; Salvetr, P.; Kopeček, J.; Haušild, P. Application of mechanical alloying in synthesis of intermetallics. Acta Phys. Pol. A 2018, 134, 720–723. [Google Scholar] [CrossRef]
- de Farias Azevedo, C.R.; Flower, H.M. Calculated ternary diagram of Ti–Al–Si system. Mater. Sci. Technol. 2000, 16, 372–381. [Google Scholar] [CrossRef]
- Farzin-Nia, F.; Sterrett, T.; Sirney, R. Effect of machining on fracture toughness of corundum. J. Mater. Sci. 1990, 25, 2527–2531. [Google Scholar] [CrossRef]
- Heuer, A.H. Oxygen and aluminum diffusion in α-Al2O3: How much do we really understand? Eur. Ceram. Soc. 2008, 28, 1495–1507. [Google Scholar] [CrossRef]
- Proff, C.; Abolhassani, S.; Lemaignan, C. Oxidation behaviour of zirconium alloys and their precipitates—A mechanistic study. J. Nucl. Mater. 2013, 432, 222–238. [Google Scholar] [CrossRef]
- Morris, D.G.; Munoz-Morris, M.A. A re-examination of the pinning mechanisms responsible for the stress anomaly in FeAl intermetallics. Intermetallics 2010, 18, 1279–1284. [Google Scholar] [CrossRef]
- George, E.P.; Baker, I. Thermal vacancies and the yield anomaly of FeAl. Intermetallics 1998, 6, 759–763. [Google Scholar] [CrossRef]
- Morris, D.G.; Munoz-Morris, M.A. The stress anomaly in FeAl–Fe3Al alloys. Intermetallics 2005, 13, 1269–1274. [Google Scholar] [CrossRef]
- Brinck, A.; Neuhäuser, H. Yield stress and dislocation mechanisms in the D03 ordered intermetallic phase Fe3Al in the temperature range 240–500K. Mater. Sci. Eng. A 2004, 387–389, 969–972. [Google Scholar] [CrossRef]
- Schaefer, H.-E.; Frenner, K.; Wurschum, R. High-temperature atomic defect properties and diffusion processes in intermetallic compounds. Intermetallics 1999, 7, 277–287. [Google Scholar] [CrossRef]
- Castellano, J.; Chaudhari, A.; Bromham, J. Adaptive Temperature Control for Diesel Particulate Filter Regeneration. SAE Tech. Pap. 2013, 1, 517. [Google Scholar] [CrossRef]
- Barin, I. Thermochemical Data of Pure Substances, 3rd ed.; VCH Verlagsgesellschaft mbH: Weinheim, Germany, 1995; ISBN 9783527287451. [Google Scholar]
- Souza Santos, H.; Souza Santos, P. Pseudomorphic formation of aluminas from fibrillar pseudoboehmite. Mater. Lett. 1992, 13, 175–179. [Google Scholar] [CrossRef]
- Roy, S.K.; Fasasi, A.; Pons, M.; Galerie, A.; Caillet, M. High-temperature oxidation behaviour of laser-surface alloyed iron-silicon coatings on iron. J. Phys. IV 1993, 3, 625–633. [Google Scholar] [CrossRef][Green Version]
- Corbillon, M.S.; Olazabal, M.A.; Madariaga, J.M. Potentiometric Study of Aluminium-Fluoride Complexation Equilibria and Definition of the Thermodynamic Model. J. Solut. Chem. 2008, 37, 567–579. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Chemical Composition (wt %) | ||
|---|---|---|---|
| Fe | Al | Si | |
| Fe3Si | 83.9 ± 0.6 | 7.2 ± 0.6 | 8.9 ± 0.5 |
| FeSi | 65.5 ± 1.4 | 12.1 ± 3.2 | 22.4 ± 3.4 |
| Fe3Al2Si3 | 46.0 ± 4.3 | 27.6 ± 4.2 | 27.4 ± 4.3 |
| Phase | Weight Fraction (wt %) | Space Group | Lattice Parameters (× 10−10 m) | Crystallite Size (nm) |
|---|---|---|---|---|
| Fe3Si | 33.0 ± 0.4 | Fm3m | 5.6934 ± 0.0004 | 23 ± 1 |
| FeSi | 37.5 ± 0.4 | P213 | 4.5337 ± 0.0001 | 45 ± 1 |
| Fe3Al2Si3 | 29.5 ± 0.4 | P-1 | 4.6512 ± 0.0001 6.3261 ± 0.0002 7.4990 ± 0.0002 | 39 ± 1 |
| Temperature (°C) | Yield Strength (MPa) | UCS (MPa) |
|---|---|---|
| 25 | 1071 ± 110 | 1085 ± 115 |
| 400 | 1101 ± 129 | 1140 ± 138 |
| 500 | 1163 ± 78 | 1508 ± 239 |
| 600 | 597 ± 103 | 1079 ± 236 |
| 700 | 348 ± 7 | 644 ± 1 |
| Test Mode | Cyclic Oxidation Test | Isothermal Oxidation Test | ||
|---|---|---|---|---|
| Temperature (°C) | 800 °C | 1000 °C | 800 °C | 1000 °C |
| kp (g2·m−4·s−1) | 2.58 × 10−5 | 7.22 × 10−5 | 1.09 × 10−5 | 5.46 × 10−5 |
| Element | Fe | Al-Metallic | Al-Oxide | Si | C | O |
|---|---|---|---|---|---|---|
| Concentration (atom %) | 3.0 | 5.9 | 15.8 | 17.1 | 29.2 | 29.0 |
| Parameter | pH 0 | pH 1 | pH 2 | pH 3 | pH 4 | pH 5.6 |
|---|---|---|---|---|---|---|
| RSOL (Ω·m2) | 5.91 × 10−4 | 4.88 × 10−3 | 1.10 × 10−2 | 1.11 × 10−1 | 6.03 × 10−1 | 7.36 × 10−1 |
| RCT (Ω·m2) | 7.76 × 10−4 | 1.19 × 10−3 | 7.92 × 10−3 | 6.28 | 9.54 | 23.54 |
| RC (Ω·m2) | 7.83 × 10−4 | 1.57 × 10−3 | 5.40 × 10−3 | 5.88 × 10−1 | 9.19 | 9.36 |
| CDL (S·sα·m−2) | 3.99 × 102 | 4.25 × 102 | 2.05 × 102 | 8.97 | 1.24 | 9.67 × 10−1 |
| αDL | 0.64 | 0.85 | 0.77 | 0.53 | 0.77 | 0.77 |
| CC (S·sα·m−2) | 2.28 | 1.21 | 1.22 | 2.42 × 10−1 | 2.42 × 10−1 | 4.17 × 10−1 |
| αC | 0.82 | 0.90 | 0.84 | 0.94 | 0.78 | 0.74 |
| Oxide Formula | ΔGf (800 °C) (kJ·mol−1) |
|---|---|
| Al2O3 | −1778 |
| Fe2O3 | −982 |
| SiO2 | −983 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Novák, P.; Vanka, T.; Nová, K.; Stoulil, J.; Průša, F.; Kopeček, J.; Haušild, P.; Laufek, F. Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying. Materials 2019, 12, 2463. https://doi.org/10.3390/ma12152463
Novák P, Vanka T, Nová K, Stoulil J, Průša F, Kopeček J, Haušild P, Laufek F. Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying. Materials. 2019; 12(15):2463. https://doi.org/10.3390/ma12152463
Chicago/Turabian StyleNovák, Pavel, Tomáš Vanka, Kateřina Nová, Jan Stoulil, Filip Průša, Jaromír Kopeček, Petr Haušild, and František Laufek. 2019. "Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying" Materials 12, no. 15: 2463. https://doi.org/10.3390/ma12152463
APA StyleNovák, P., Vanka, T., Nová, K., Stoulil, J., Průša, F., Kopeček, J., Haušild, P., & Laufek, F. (2019). Structure and Properties of Fe–Al–Si Alloy Prepared by Mechanical Alloying. Materials, 12(15), 2463. https://doi.org/10.3390/ma12152463