Effects of Repetitive Upsetting Extrusion on the Microstructure and Texture of GWZK124 Alloy under Different Starting Temperatures


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
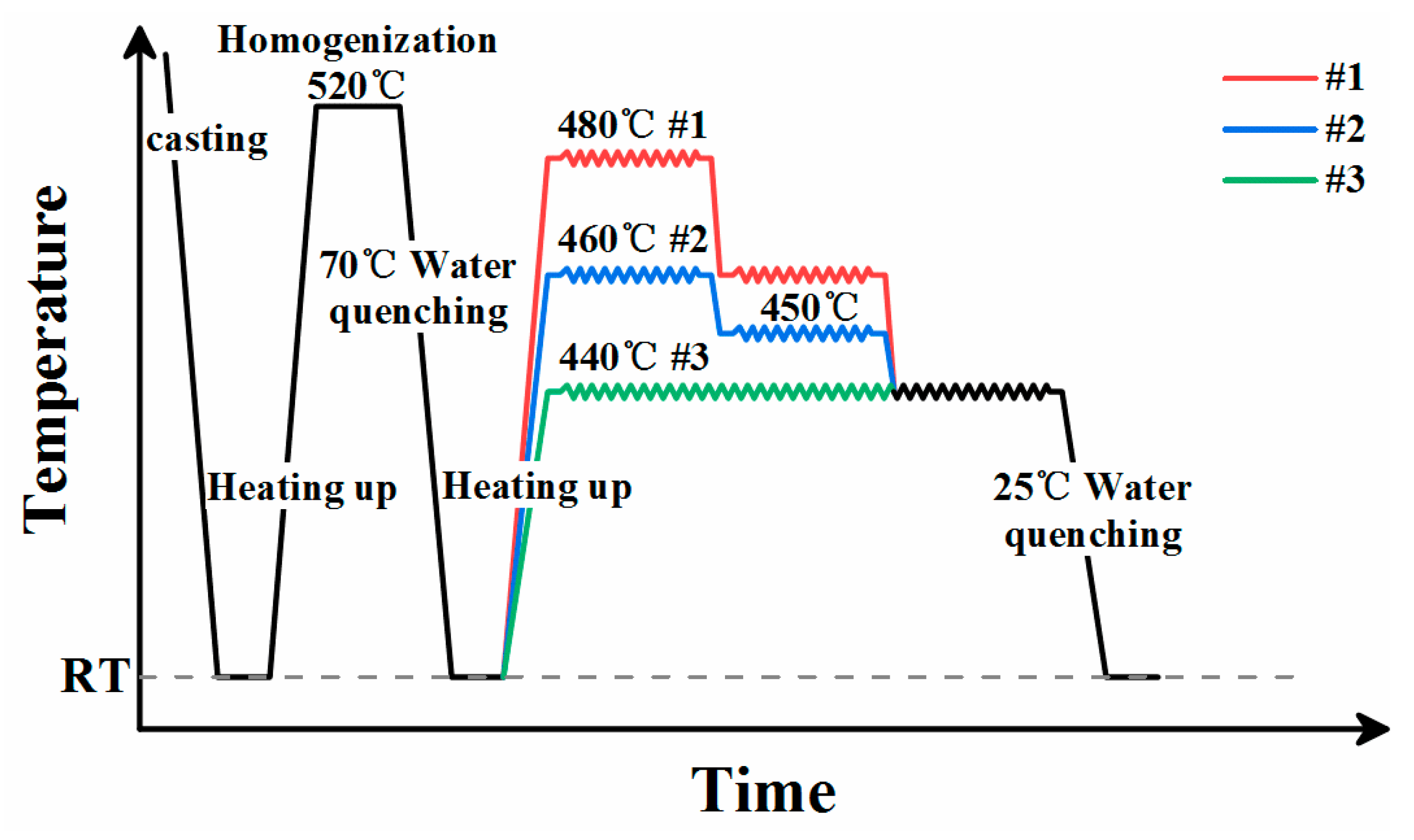
2. Materials and Methods
3. Results and Discussion
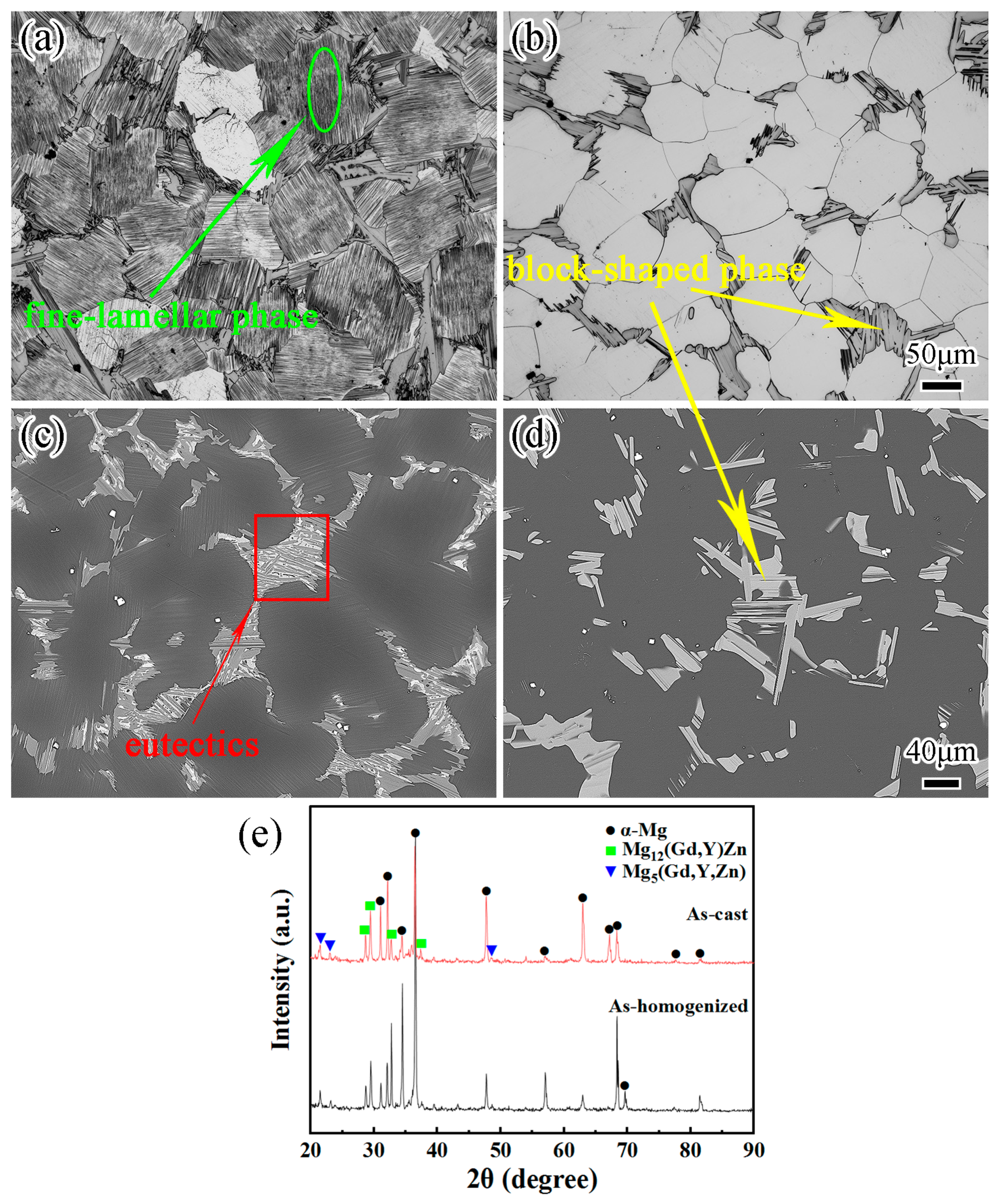
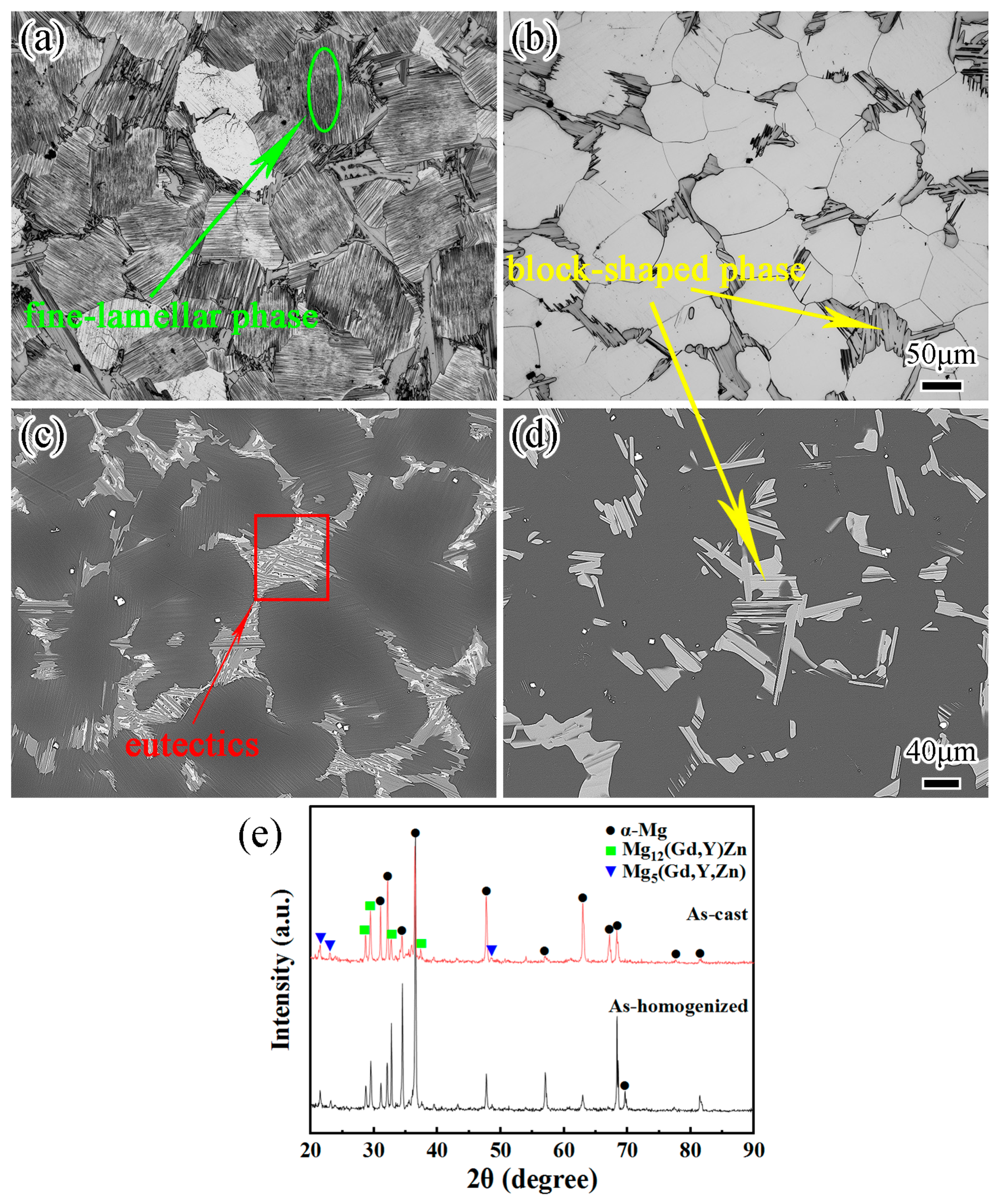
3.1. Microstructures of the As-Cast and As-Homogenized GWZK124 Alloys
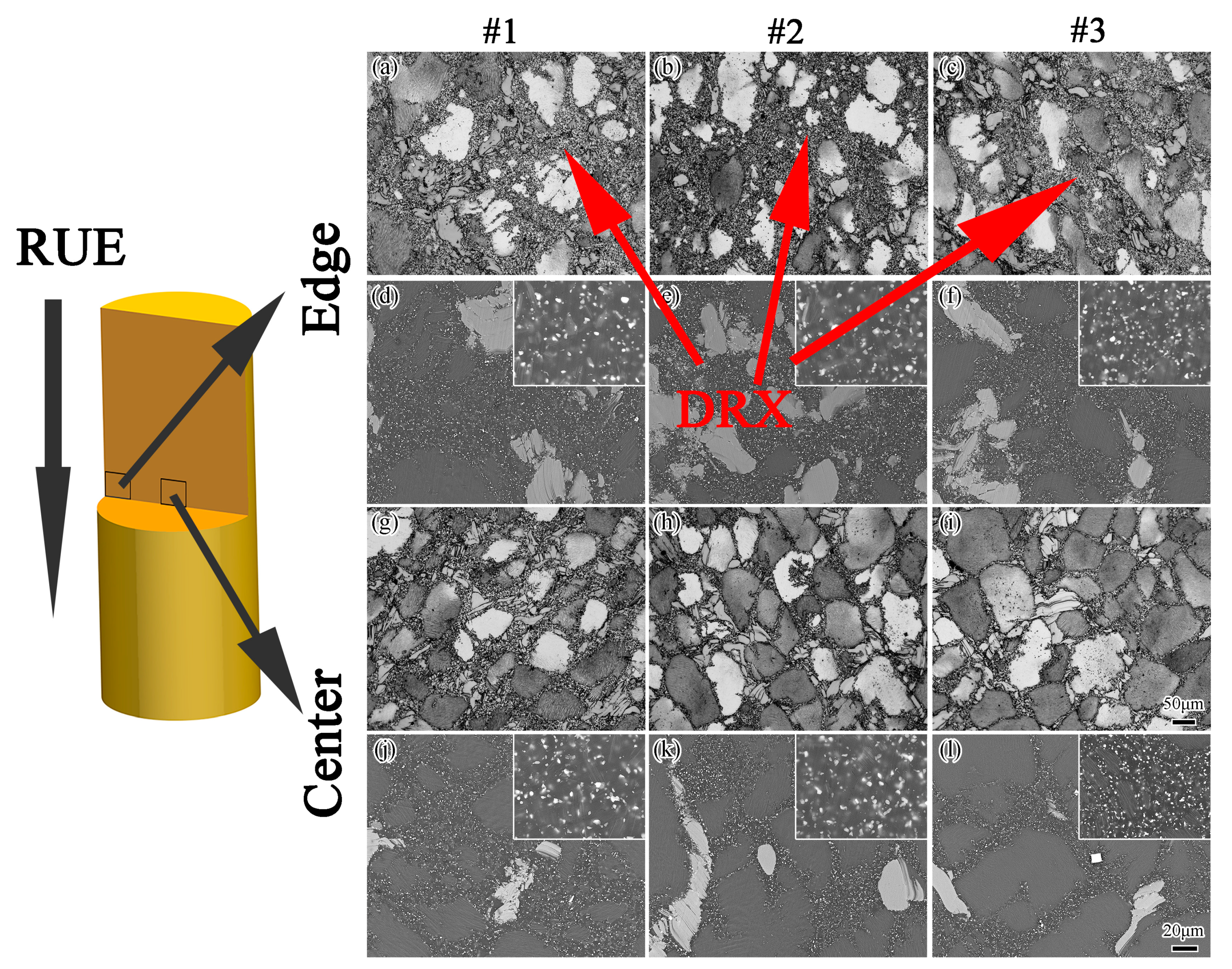
3.2. Microstructures of the RUEed Alloys under Different Starting Temperatures
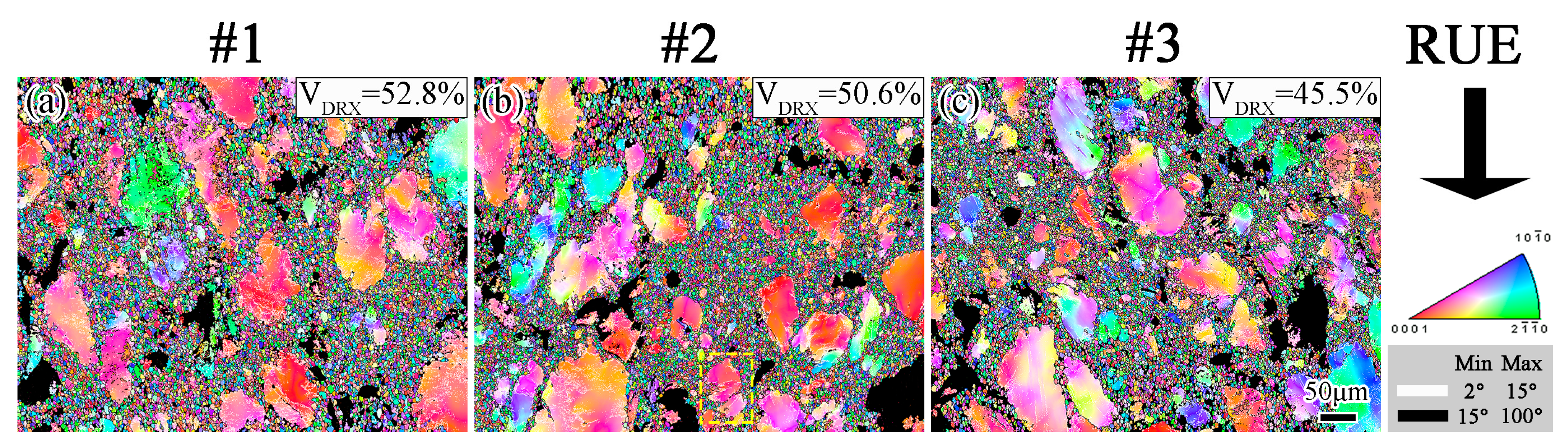
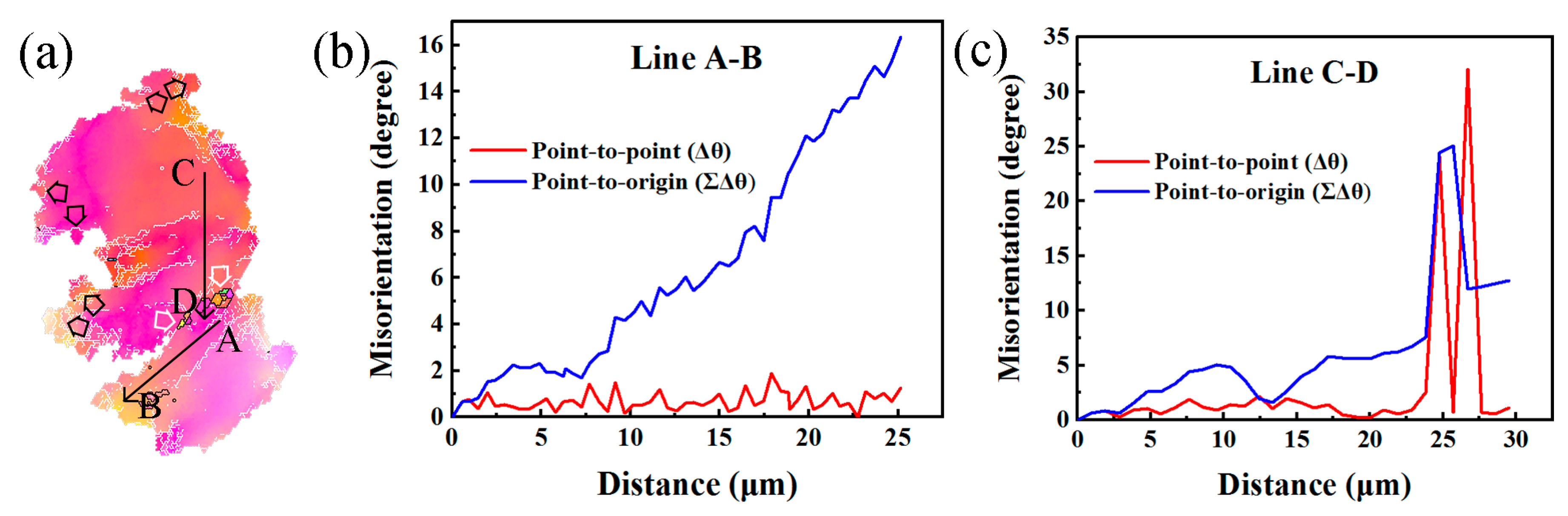
3.3. Microtexture Evolution of the RUEed Alloys
4. Conclusions
- The as-cast alloy consisted of α-Mg, fine-lamellar phases and eutectics. After homogenization, there was no obvious grain growth owing to the pinning effect produced by the block-shaped phases. Mg5(Gd,Y,Zn) belonged to network eutectics and Mg12(Gd,Y)Zn belonged to block-shaped phases.
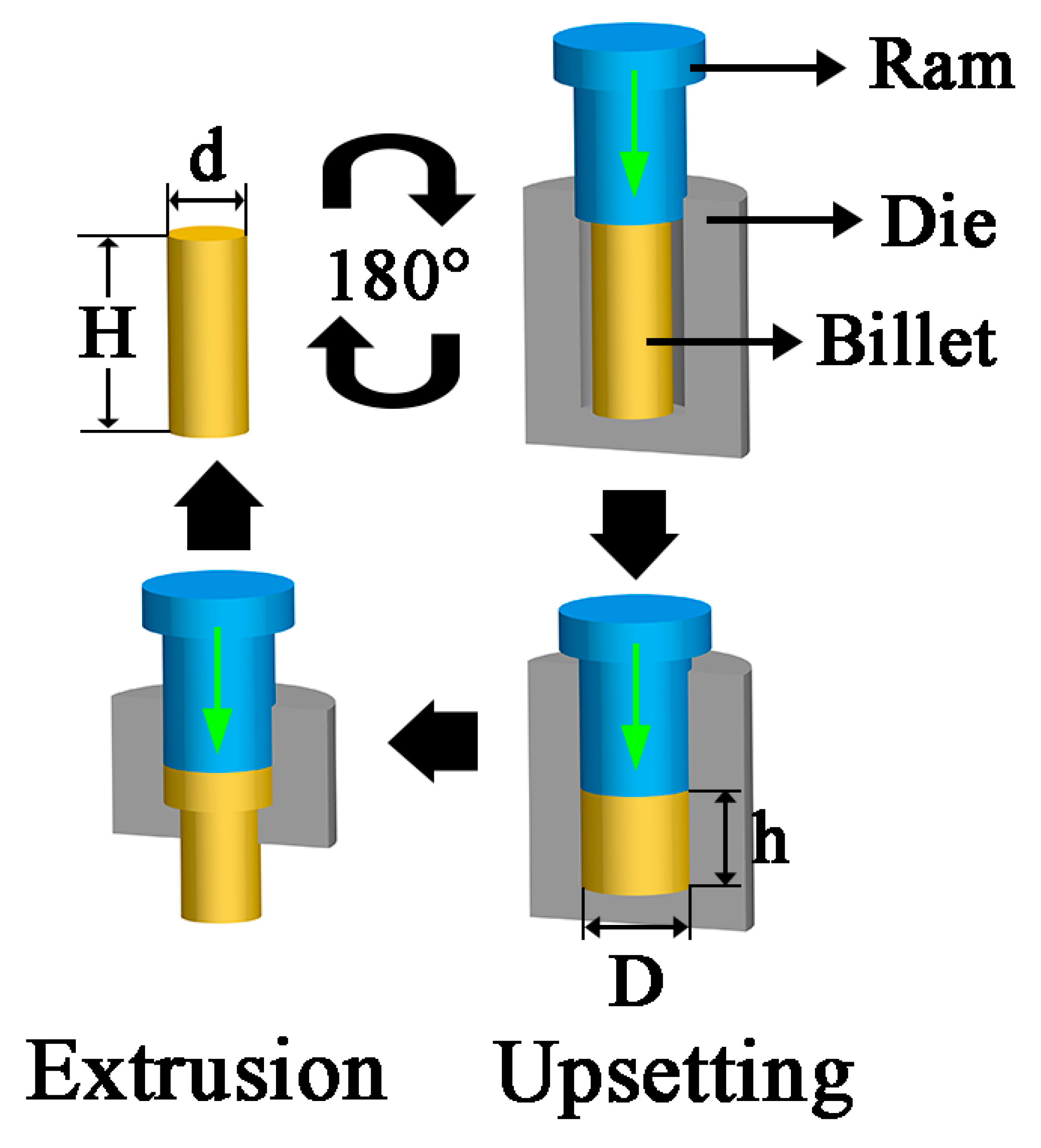
- The oriented fine-lamellar phases and particle phases dynamically precipitated during repetitive upsetting extrusion (RUE). The particles and second phases induced dynamic recrystallization (DRX), which can be explained by the particle-stimulated nucleation (PSN) mechanism. The samples from the center of the longitudinal section exhibited a coarser structure than those taken from the edge.
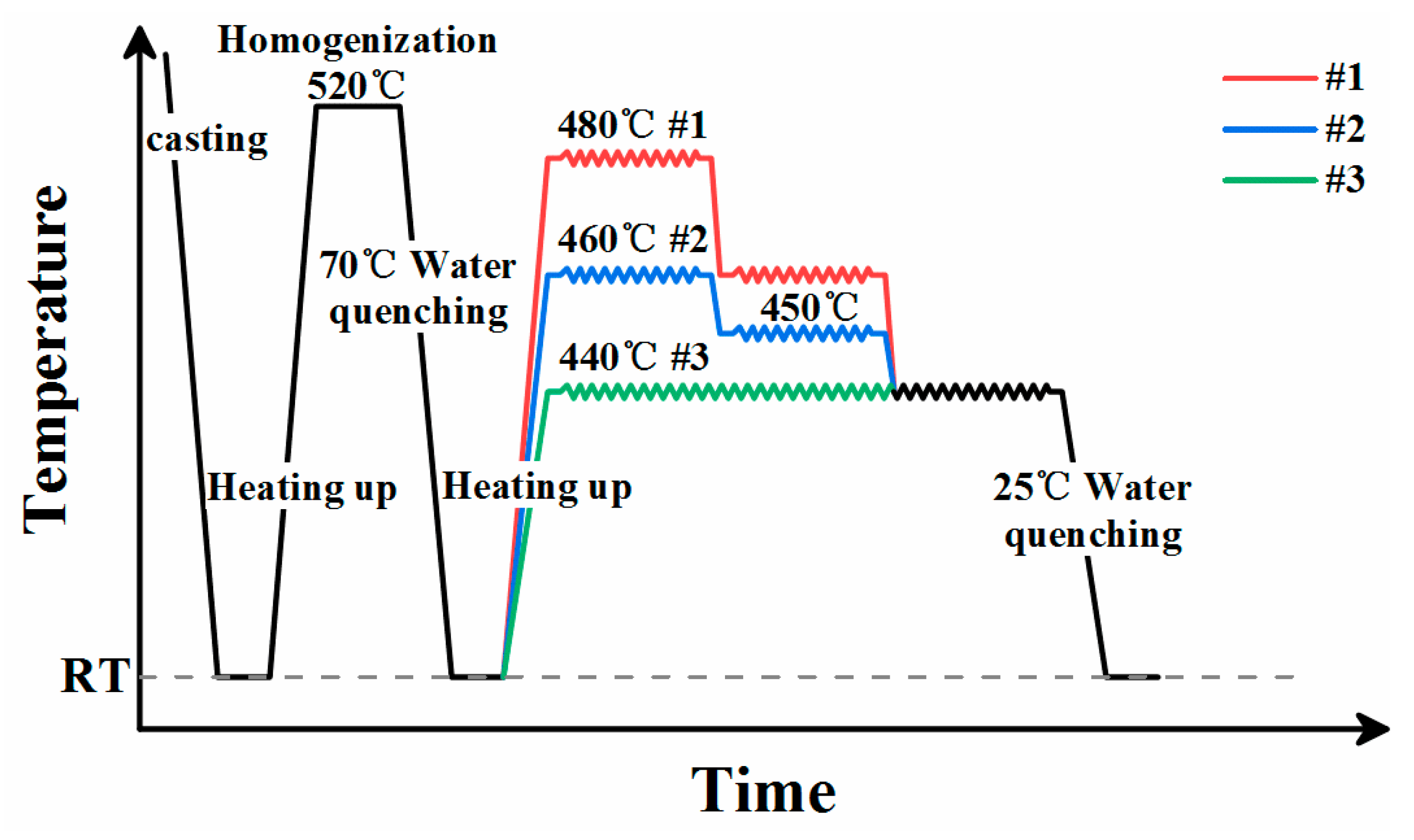
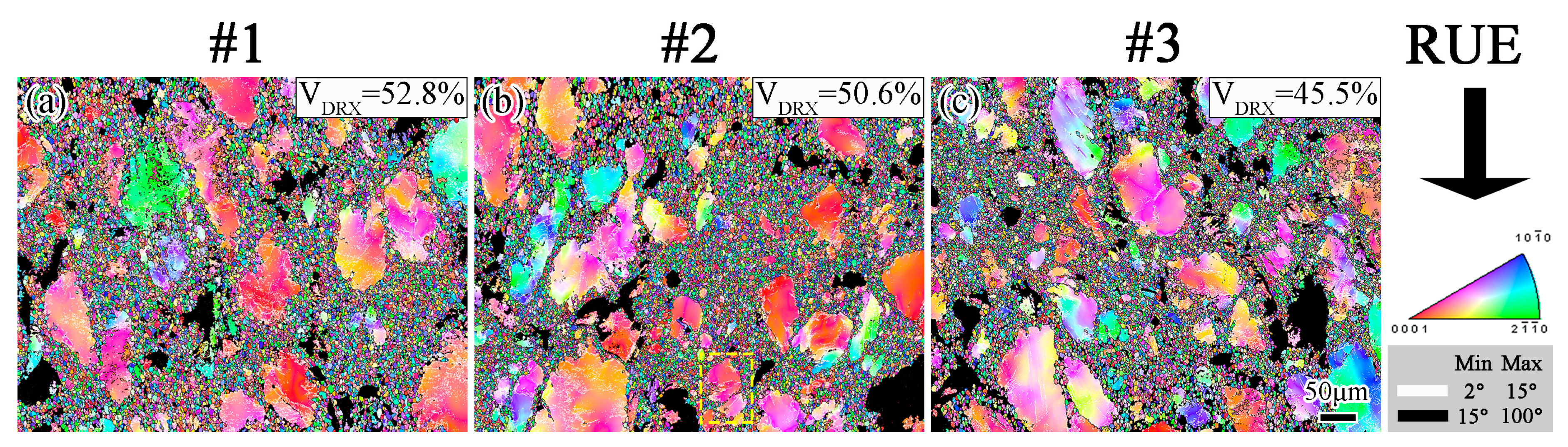
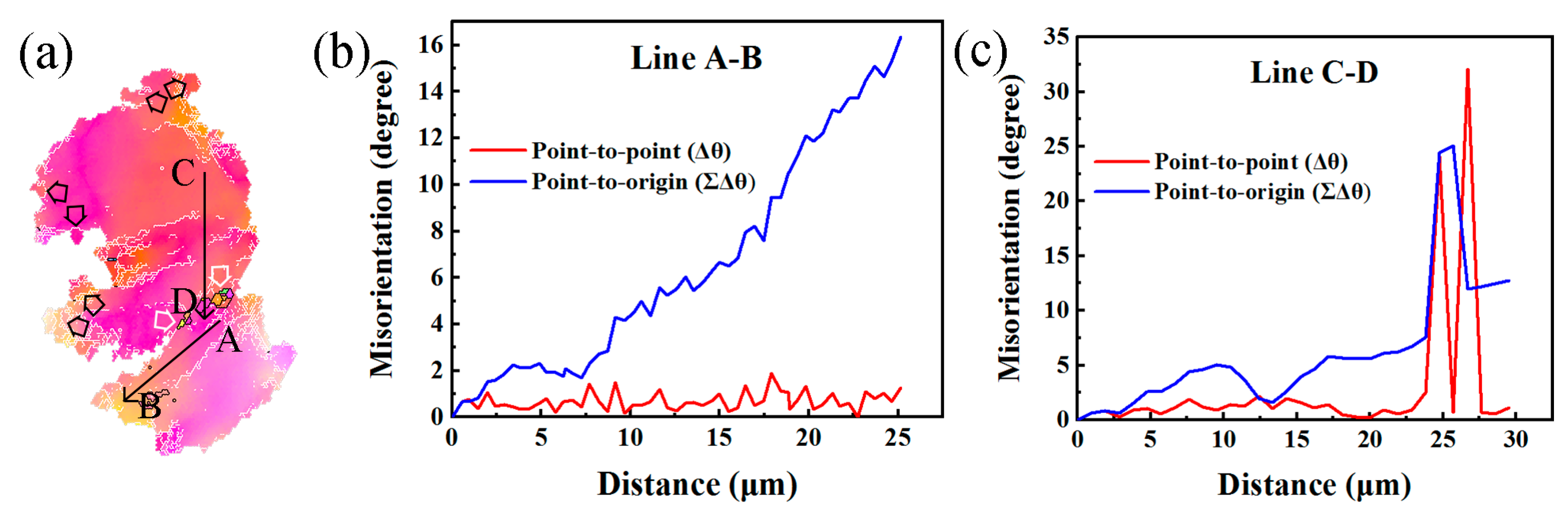
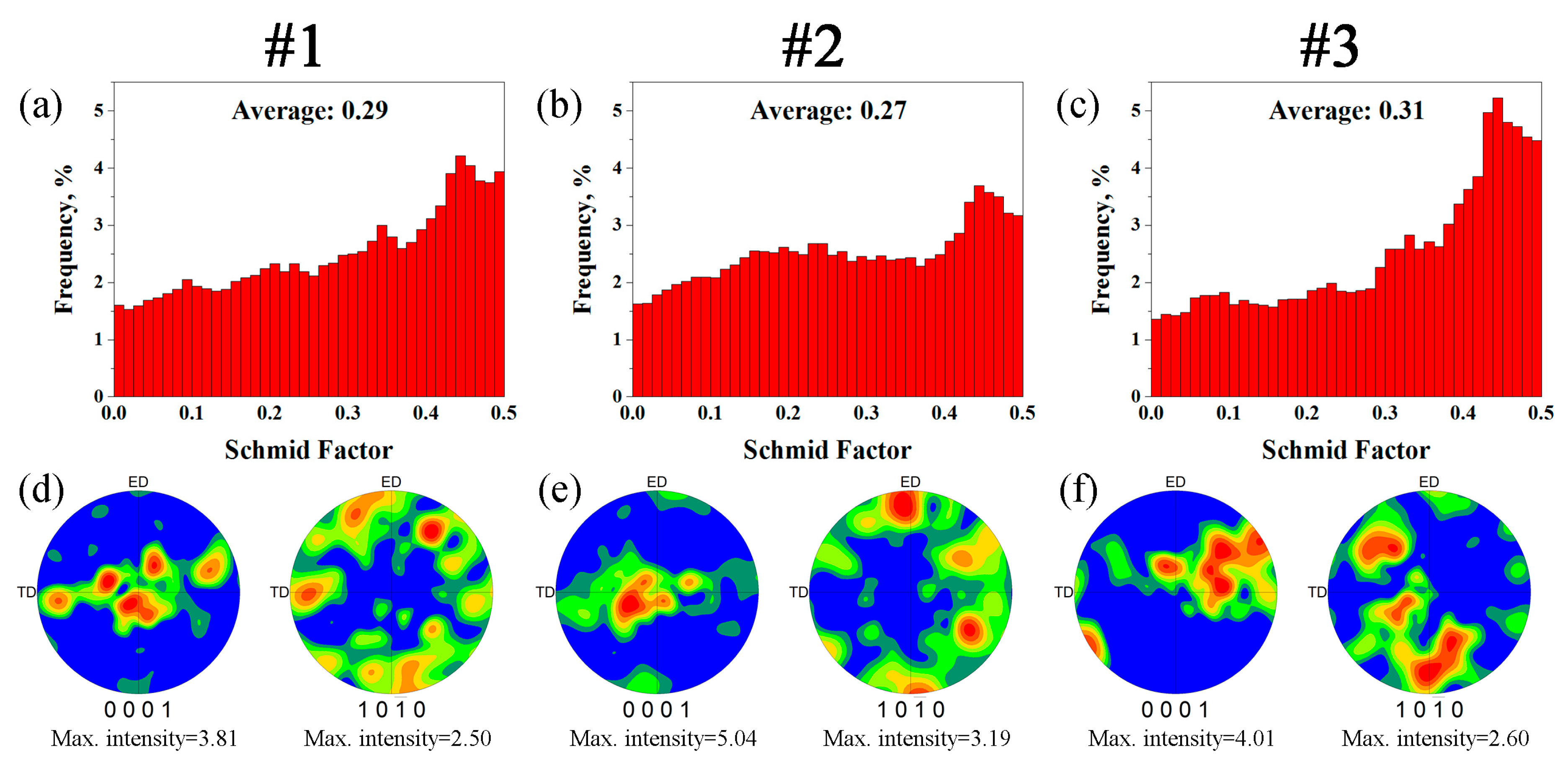
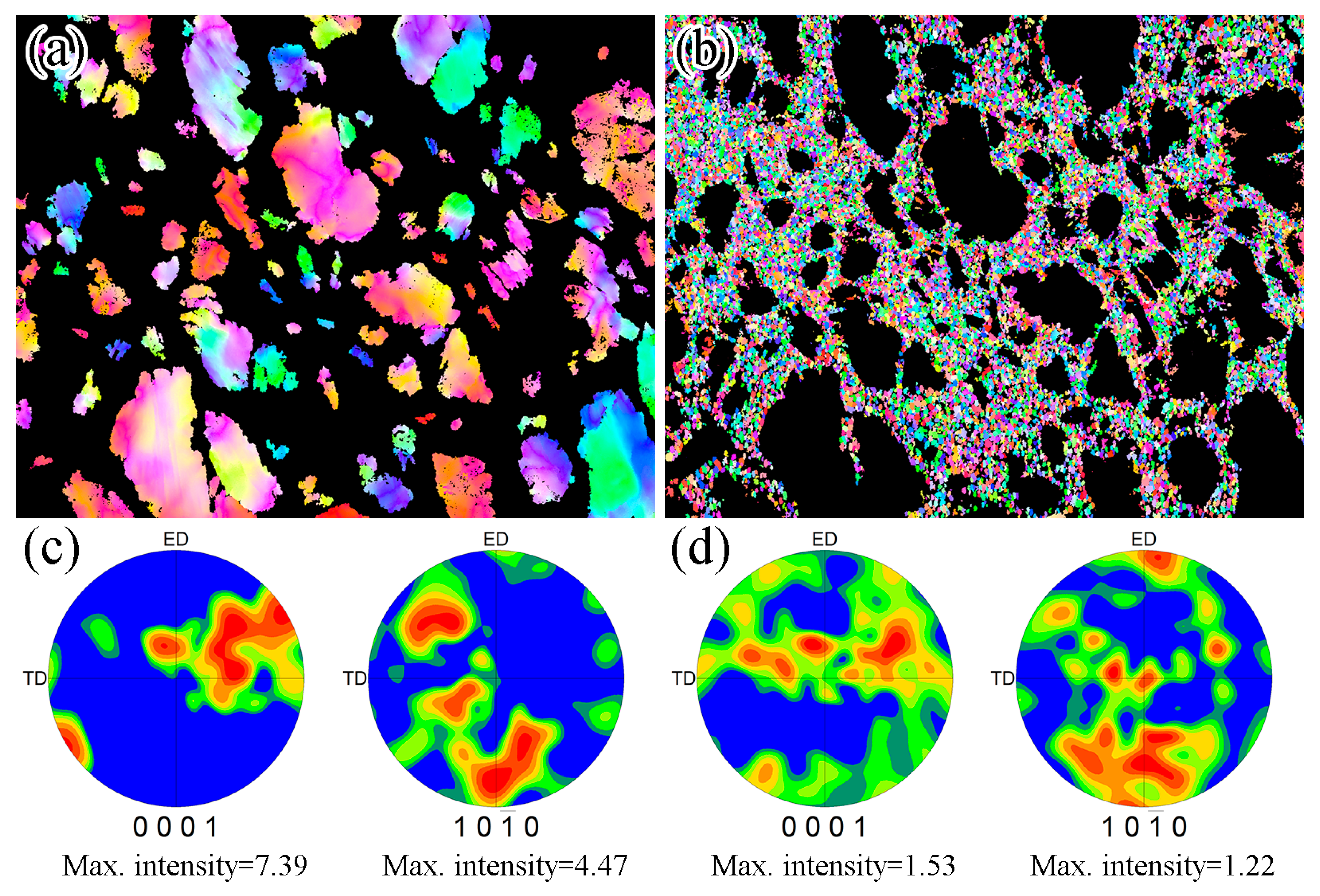
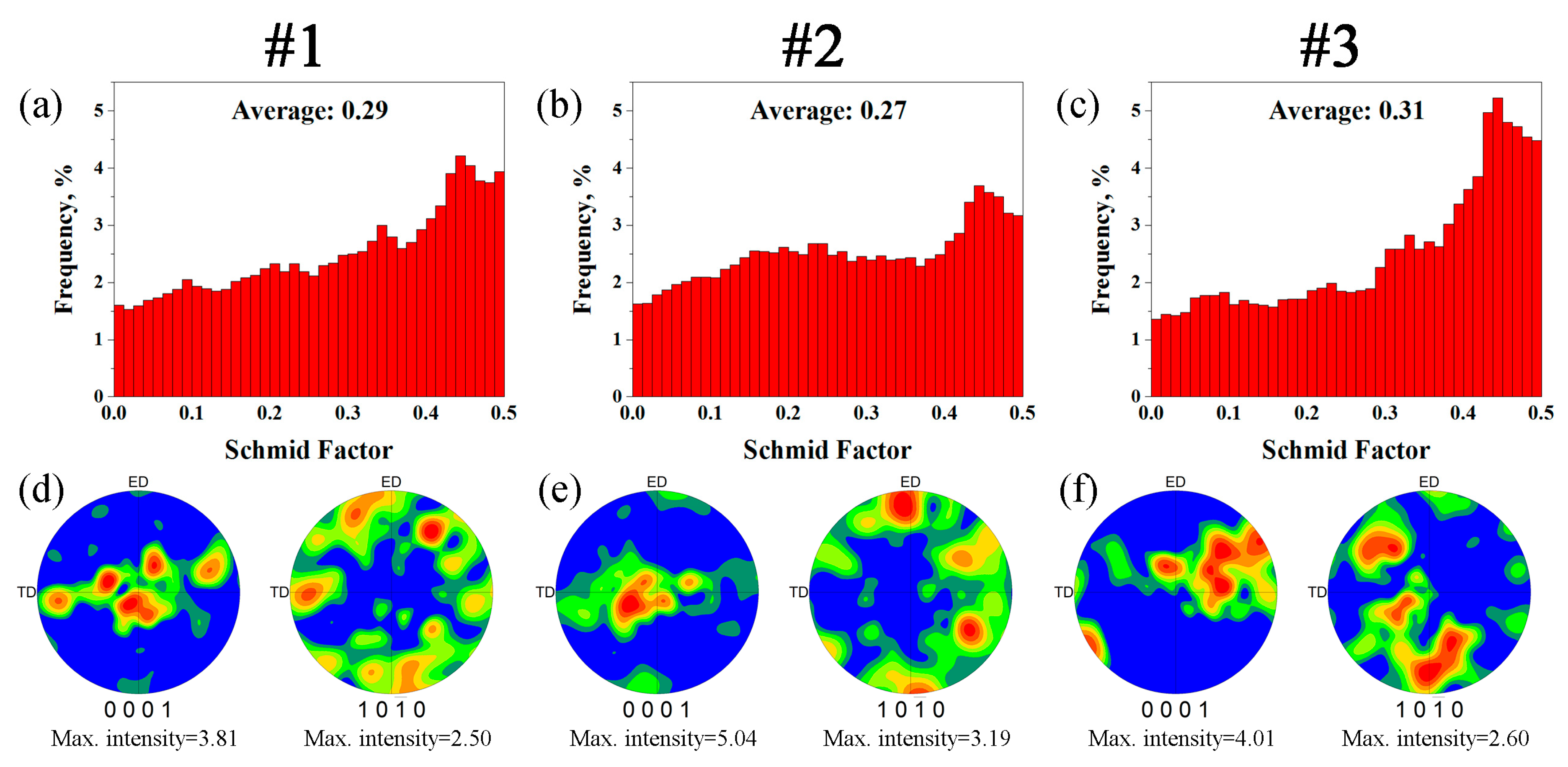
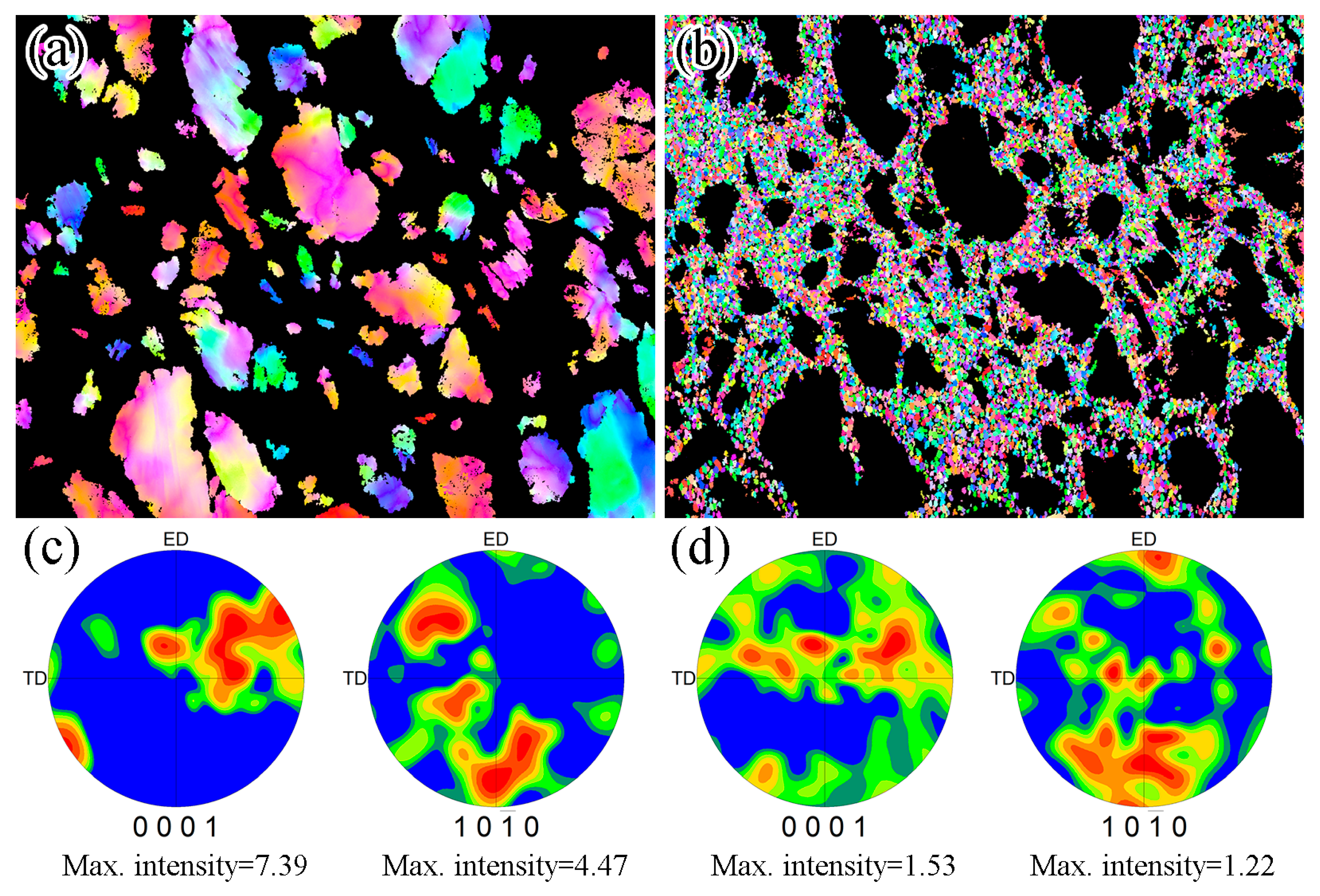
- The RUEed alloys under different starting temperatures exhibited the typical bimodal distribution; the deformed grains showed strong texture and the DRXed grains showed weak texture. The grain refinement mechanisms of RUEed alloys were caused by continuous dynamic recrystallization (CDRX) and discontinuous dynamic recrystallization (DDRX). The DRXed grains could weaken the texture. With a decrease in the RUE starting temperatures, the average grain size and the precipitation of particle phases increased and the volume fraction of DRXed grains decreased.
Author Contributions
Funding
Conflicts of Interest
References
- Fiedrich, H.; Shumann, S. Research for a “new age of magnesium” in the automotive industry. J. Mater. Process. Technol. 2001, 117, 276–281. [Google Scholar] [CrossRef]
- Wang, R.M.; Eliezer, A.; Gutman, E. Microstructures and dislocations in the stressed AZ91D magnesium alloys. Mater. Sci. Eng. A 2002, 344, 279–287. [Google Scholar] [CrossRef]
- Xu, C.; Xu, S.W.; Zheng, M.Y.; Wu, K.; Wang, E.D.; Kamado, S.; Wang, G.J.; Lv, X.Y. Microstructures and mechanical properties of high-strength Mg-Gd-Y-Zn-Zr alloy sheets processed by severe hot rolling. J. Alloys Compd. 2012, 524, 46–52. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y.Q.; Chen, H.M.; Zhang, J.; Liu, Y.D.; Wang, Y.N. Improvement of mechanical properties of magnesium alloy ZK60 by asymmetric reduction rolling. Acta Metall. Sin. Engl. Lett. 2017, 31, 63–70. [Google Scholar] [CrossRef]
- Xia, X.S.; Zhang, K.; Li, X.G.; Ma, M.L.; Li, Y.J. Microstructure and texture of coarse-grained Mg-Gd-Y-Nd-Zr alloy after hot compression. Mater. Des. 2013, 44, 521–527. [Google Scholar] [CrossRef]
- Du, B.N.; Hu, Z.Y.; Sheng, L.Y.; Xu, D.K.; Zheng, Y.F.; Xi, T.F. Influence of Zn content on microstructure and tensile properties of Mg-Zn-Y-Nd alloy. Acta Metall. Sin. Engl. Lett. 2018, 31, 351–361. [Google Scholar] [CrossRef]
- Wang, X.J.; Xu, D.K.; Wu, R.Z.; Chen, X.B.; Peng, Q.M.; Jin, L.; Xin, Y.C.; Zhang, Z.Q.; Liu, Y.; Chen, X.H.; et al. What is going on in magnesium alloys. J. Mater. Sci. Technol. 2018, 34, 245–247. [Google Scholar] [CrossRef]
- Aizawa, T.; Tokumitsu, K. Bulk mechanical alloying for productive processing of functional alloys. Mater. Sci. Forum 1999, 312–314, 13–22. [Google Scholar] [CrossRef]
- Zhang, Z.M.; Du, Y.; Zhang, G.S.; Yan, Z.M.; Yu, J.M.; Meng, M. Microstructure and mechanical properties of Mg-Gd-Y-Zn-Zr alloy prepared by repetitive upsetting and extrusion. Mater. Trans. 2018, 59, 669–673. [Google Scholar] [CrossRef]
- Hu, L.X.; Li, Y.P.; Wang, E.D.; Yu, Y. Ultrafine grained structure and mechanical properties of a LY12 Al alloy prepared by repetitive upsetting-extrusion. Mater. Sci. Eng. A 2006, 422, 327–332. [Google Scholar]
- Xu, Y.; Hu, L.X.; Sun, Y.; Jia, J.B.; Jiang, J.F.; Ma, Q.G. Microstructure and mechanical properties of AZ61 magnesium alloy prepared by repetitive upsetting-extrusion. Trans. Nonferrous Met. Soc. China 2018, 25, 381–388. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, C.; Jia, J.B.; Zhang, X.X.; Dai, H.H.; Yang, Y. Constitutive behavior of a SIMA processed magnesium alloy by employing repetitive upsetting-extrusion (RUE). J. Alloys Compd. 2018, 748, 694–705. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Z.Q.; Hu, W.Y.; Le, Q.C.; Bao, L.; Cui, J.Z. Effects of extrusion speed on the microstructure and mechanical properties of Mg-9Gd-3Y-1.5Zn-0.8Zr alloy. J. Mater. Sci. Technol. 2016, 32, 313–319. [Google Scholar] [CrossRef]
- Zhang, D.X.; Tan, Z.; Huo, Q.H.; Xiao, Z.Y.; Fang, Z.W.; Yang, X.Y. Dynamic recrystallization behaviors of Mg-Gd-Y-Zn-Zr alloy with different morphologies and distributions of LPSO phases. Mater. Sci. Eng. A 2018, 715, 389–403. [Google Scholar] [CrossRef]
- Zhang, J.H.; Xu, C.; Jing, Y.B.; Lv, S.H.; Liu, S.J.; Fang, D.Q.; Zhuang, J.P.; Zhang, M.L.; Wu, R.Z. New horizon for high performance Mg-based biomaterial with uniform degradation behavior: formation of stacking faults. Sci. Rep. 2015, 5, 13933. [Google Scholar] [CrossRef] [PubMed]
- Shao, X.H.; Yang, Z.Q.; Ma, X.L. Strengthening and toughening mechanisms in Mg-Zn-Y alloy with a long period stacking ordered structure. Acta Mater. 2010, 58, 4760–4771. [Google Scholar] [CrossRef]
- Hagihara, K.; Kinoshita, A.; Sugino, Y.; Yamasaki, M.; Kawamura, Y.; Yasuda, H.Y.; Umakoshi, Y. Effect of long-period stacking ordered phase on mechanical properties of Mg97Zn1Y2 extruded alloy. Acta Mater. 2010, 58, 6282–6293. [Google Scholar] [CrossRef]
- Yang, J.; Peng, J.; Li, M.; Nyberg, E.A.; Pan, F.S. Effects of Ca addition on the mechanical properties and corrosion behavior of ZM21 wrought alloys. Acta Metall. Sin. Engl. Lett. 2016, 30, 53–65. [Google Scholar] [CrossRef]
- Hagihara, K.; Yokotani, N.; Umakoshi, Y. Plastic deformation behavior of Mg12YZn with 18R long-period stacking ordered structure. Intermetallics 2010, 18, 267–276. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hagihara, K.; Inoue, S.; Hadorn, J.P.; Kawamura, Y. Crystallographic classification of kink bands in an extruded Mg-Zn-Y alloy using intragranular misorientation axis analysis. Acta Mater. 2013, 61, 2065–2076. [Google Scholar] [CrossRef]
- Homma, T.; Kunito, N.; Kamado, S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion. Scr. Mater. 2009, 61, 644–647. [Google Scholar] [CrossRef]
- Xu, C.; Zheng, M.Y.; Xu, S.W.; Wu, K.; Wang, E.D.; Kamado, S.; Wang, G.J.; Lv, X.Y. Ultra high-strength Mg-Gd-Y-Zn-Zr alloy sheets processed by large-strain hot rolling and ageing. Mater. Sci. Eng. A 2012, 547, 93–98. [Google Scholar] [CrossRef]
- Wan, Q.D.; Chen, Y.J.; Liu, M.P.; Lin, J.B.; Roven, H.J. Microstructure evolution of AZ series magnesium alloys during cyclic extrusion compression. Mater. Sci. Eng. A 2010, 527, 2265–2273. [Google Scholar]
- Xu, C.; Zheng, M.Y.; Chi, Y.Q.; Chen, X.J.; Wu, K.; Wang, E.D.; Fan, G.H.; Yang, P.; Wang, G.J.; Lv, X.Y.; et al. Microstructure and mechanical properties of the Mg-Gd-Y-Zn-Zr alloy fabricated by semi-continuous casting. Mater. Sci. Eng. A 2012, 549, 128–135. [Google Scholar] [CrossRef]
- Liu, H.; Xue, F.; Bai, J.; Ma, A.B.; Jiang, J.H. Formation behavior of 14H long period stacking ordered structure in Mg-Y-Zn cast alloys with different α-Mg fractions. J. Mater. Sci. Technol. 2016, 32, 1267–1273. [Google Scholar] [CrossRef]
- Zhou, X.J.; Liu, C.M.; Gao, Y.H.; Jiang, S.N.; Liu, W.H.; Lu, L.W. Hot compression behavior of the Mg-Gd-Y-Zn-Zr alloy filled with intragranular long-period stacking ordered phases. J. Alloys Compd. 2017, 724, 528–536. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Guo, W.; Wang, Q.D.; Ye, B.; Zhou, H. Microstructure and mechanical properties of AZ31 magnesium alloy processed by cyclic closed-die forging. J. Alloys Compd. 2013, 558, 164–171. [Google Scholar] [CrossRef]
- Li, L. Deformation band and texture of a cast Mg–RE alloy under uniaxial hot compression. Mater. Sci. Eng. A 2011, 528, 7178–7185. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic recrystallization during high temperature deformation of magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Honma, T. Recrystallization mechanism and the relationship between grain size and Zener–Hollomon parameter of Mg–Al–Zn–Ca alloys during hot compression. Scr. Mater. 2010, 63, 293–296. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Matsumoto, N.; Honma, T.; Kojima, Y. Recrystallization mechanism of as-cast AZ91 magnesium alloy during hot compressive deformation. Mater. Sci. Eng. A 2009, 527, 52–60. [Google Scholar] [CrossRef]
- Xin, Y.C.; Wang, M.Y.; Zeng, Z.; Huang, G.J.; Liu, Q. Tailoring the texture of magnesium alloy by twinning deformation to improve the rolling capability. Scr. Mater. 2011, 64, 986–989. [Google Scholar]
- Luo, J.; Hu, W.W.; Jin, Q.Q.; Yan, H.; Chen, R.S. Unusual cold rolled texture in an Mg-2.0Zn-0.8Gd sheet. Scr. Mater. 2017, 127, 146–150. [Google Scholar] [CrossRef]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminium. Acta Metall. 1977, 25, 1323–1344. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-compressive yield asymmetries in high strength wrought magnesium alloys. Scr. Metall. 1994, 31, 111–116. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hashimoto, K.; Hagihara, K.; Kawamura, Y. Effect of multimodal microstructure evolution on mechanical properties of Mg–Zn–Y extruded alloy. Acta Mater. 2011, 59, 3646–3658. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Zhang, Z.; Meng, Y.; Yan, Z.; Che, X.; Li, X. Effects of Repetitive Upsetting Extrusion on the Microstructure and Texture of GWZK124 Alloy under Different Starting Temperatures. Materials 2019, 12, 2437. https://doi.org/10.3390/ma12152437
Zhang G, Zhang Z, Meng Y, Yan Z, Che X, Li X. Effects of Repetitive Upsetting Extrusion on the Microstructure and Texture of GWZK124 Alloy under Different Starting Temperatures. Materials. 2019; 12(15):2437. https://doi.org/10.3390/ma12152437
Chicago/Turabian StyleZhang, Guanshi, Zhimin Zhang, Yingze Meng, Zhaoming Yan, Xin Che, and Xubin Li. 2019. "Effects of Repetitive Upsetting Extrusion on the Microstructure and Texture of GWZK124 Alloy under Different Starting Temperatures" Materials 12, no. 15: 2437. https://doi.org/10.3390/ma12152437
APA StyleZhang, G., Zhang, Z., Meng, Y., Yan, Z., Che, X., & Li, X. (2019). Effects of Repetitive Upsetting Extrusion on the Microstructure and Texture of GWZK124 Alloy under Different Starting Temperatures. Materials, 12(15), 2437. https://doi.org/10.3390/ma12152437