Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder


Abstract
1. Introduction
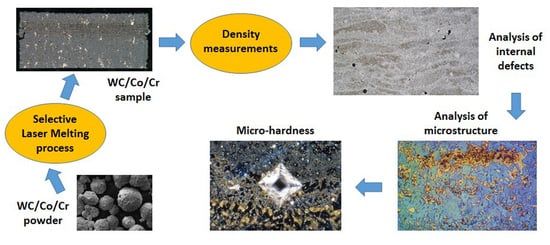
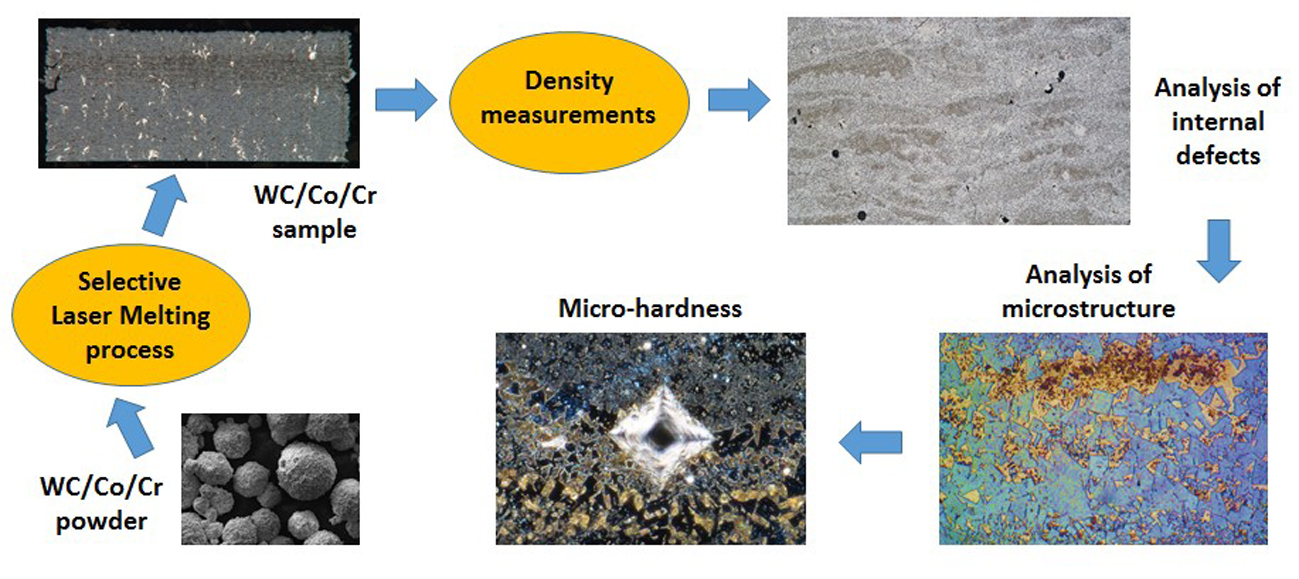
2. Materials and Methods
3. Results and Discussion
3.1. Density
3.2. Macro- and Microscopic Examinations
3.3. Hardness
4. Conclusions
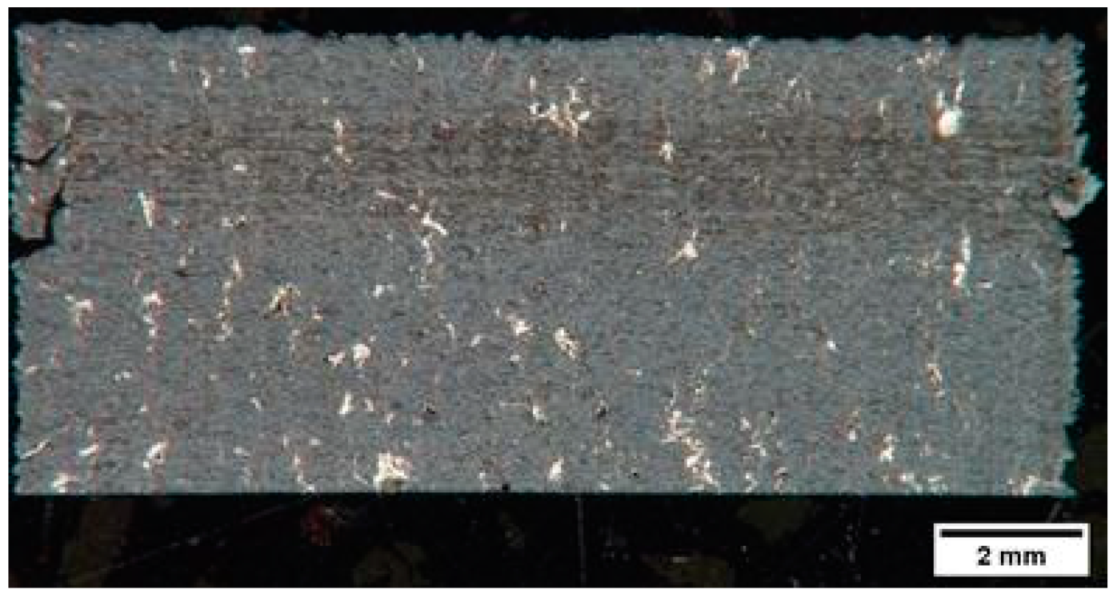
- At an energy density of 12.5 J/cm2, corresponding to a laser power of 100 W and a scan speed of 40 mm/s, a relative density of 97.53%, and therefore a low porosity, was obtained.
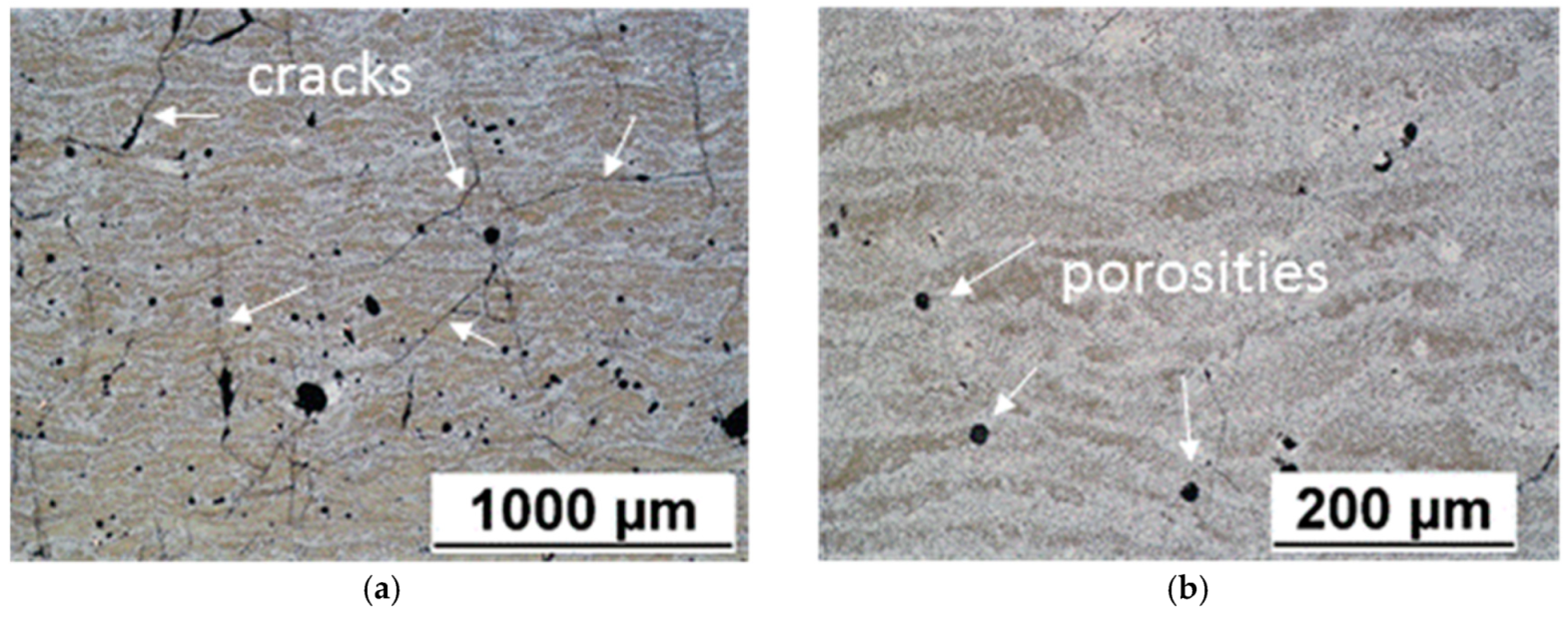
- No macro-cracks but only a net, although extended, of micro-cracks affected the SLM samples. This is a substantial result, given the high fragility of the processed material and the remarkable tensile residual stresses generated by the SLM process.
- The presence of a net of small cracks was also confirmed by the calculation of contiguity of WC particles, which was equal to 0.733, a very high value depending both on the low binder volume fraction of the used WC/Co/Cr powder and on the SLM process.
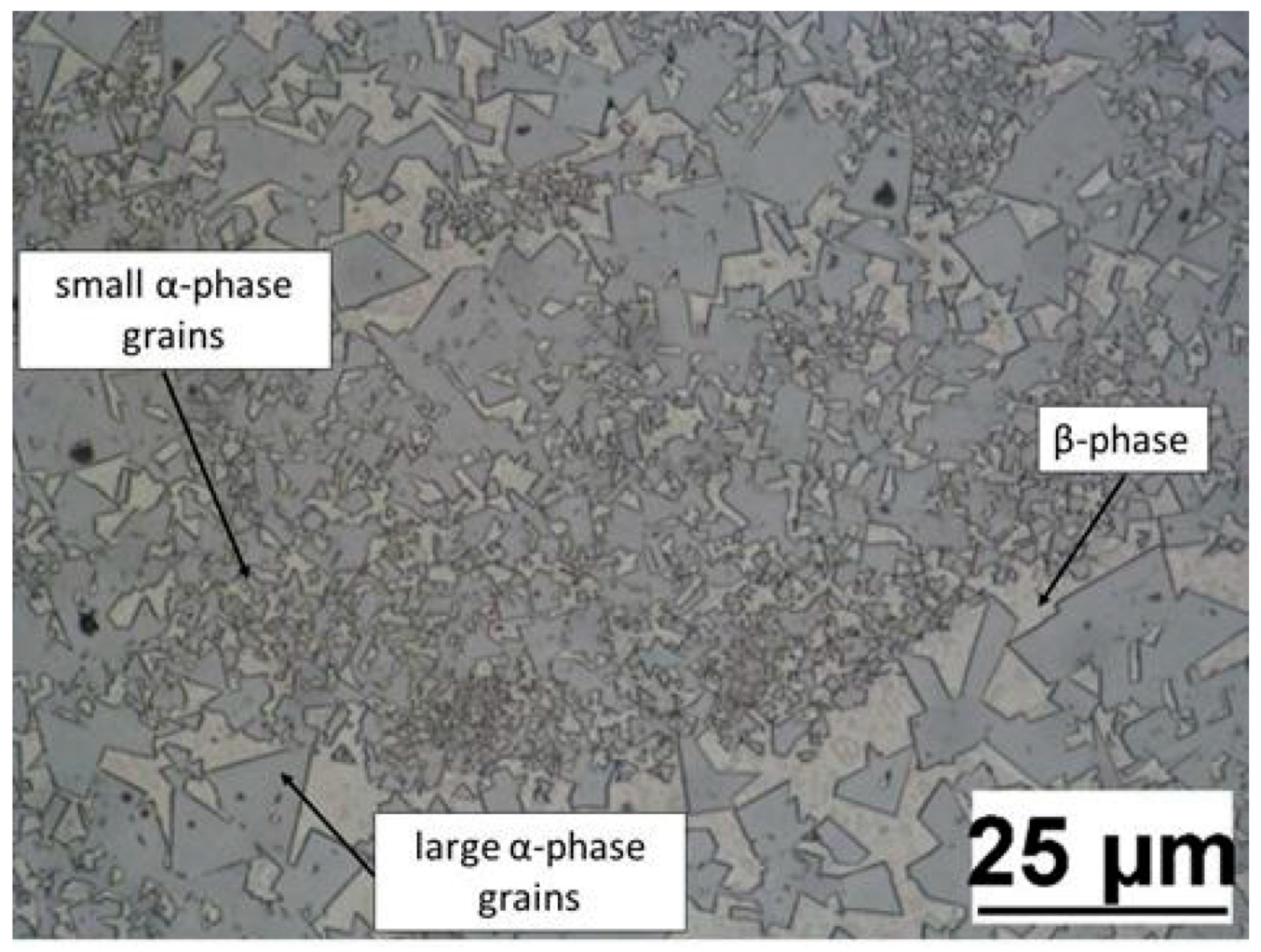
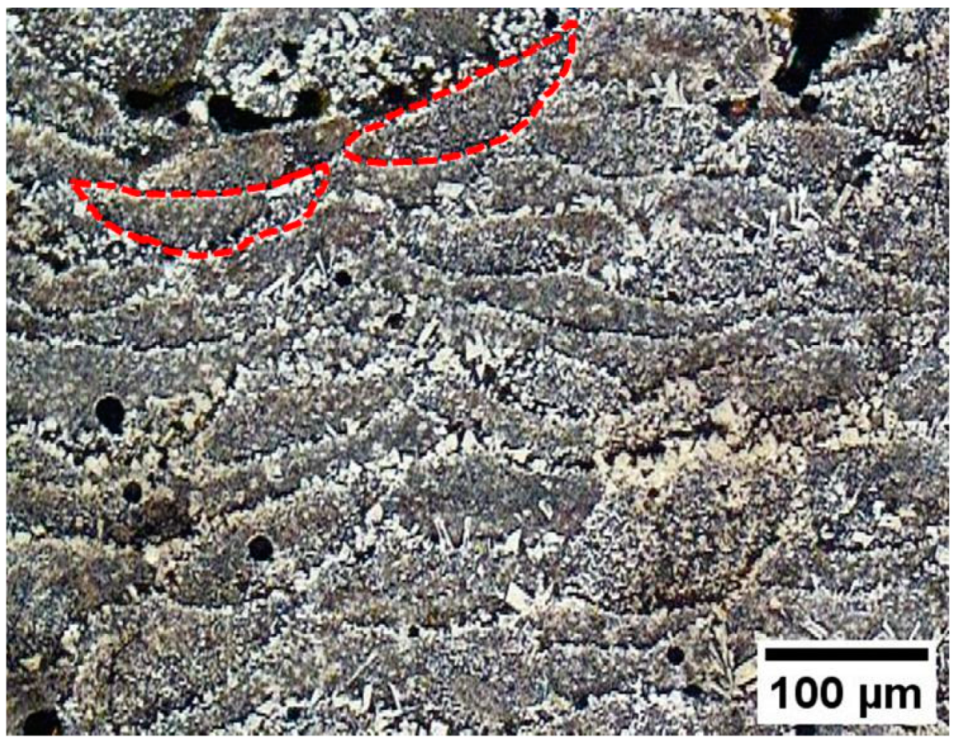
- Microscopic examination revealed that grain size had a very heterogeneous distribution due to the layer-by-layer laser melting/solidification process. WC grain size fell within the classes from “fine”to “extra coarse”; the mean and the maximum measured WC grain size were 2.1 µm and 12.9 µm respectively.
- The mean value of Vickers hardness was 2001 HV1 and its range of variability of 298 HV1 was very high, depending itself on the variability both of WC grains size and of the amount of binder characterizing the area of indentation.
Author Contributions
Funding
Conflicts of Interest
References
- Gu, D.; Meiners, W. Microstructure characteristics and formation mechanisms of in situ WC cemented carbide based hardmetals prepared by Selective Laser Melting. Mater. Sci. Eng. A 2010, 527, 7585–7592. [Google Scholar] [CrossRef]
- Al-Aqeeli, N.; Saheb, N.; Laoui, T.; Mohammad, K. The Synthesis of Nanostructured WC-Based Hardmetals. J. Nanomater. 2014, 2014, 640750. [Google Scholar] [CrossRef]
- Erfanmaneshab, M.; Shoja-Razavic, R.; Abdollah-Pourb, H.; Mohammadian-Semnanib, H.; Barekata, M.; Hashemic, S.H. Friction and wear behavior of laser cladded WC-Co and Ni/WC-Co deposits at high temperature. Int. J. Refract. Met. Hard Mater. 2019, 81, 137–148. [Google Scholar] [CrossRef]
- Kumar, S. Manufacturing of WC–Co moulds using SLS machine. J. Mater. Process. Technol. 2009, 209, 3840–3848. [Google Scholar] [CrossRef]
- Chen, J.; Huang, M.; Fang, Z.Z.; Koopman, M.; Liu, W.; Deng, X.; Zhao, Z.; Chen, S.; Wu, S.; Liu, J.; et al. Microstructure analysis of high density WC-Co composite prepared by one step selective laser melting. Int. J. Refract. Met. Hard Mater. 2019, 84, 104980. [Google Scholar] [CrossRef]
- Kim, H.C.; Shon, I.J.; Garay, J.; Munir, Z. Consolidation and properties of binderless sub-micron tungsten carbide by field-activated sintering. Int. J. Refract. Met. Hard Mater. 2004, 22, 257–264. [Google Scholar] [CrossRef]
- Wang, H.; Wang, X.; Song, X.; Liu, X.; Liu, X. Sliding wear behavior of nanostructured WC–Co–Cr coatings. Appl. Surf. Sci. 2015, 355, 453–460. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Powder Bed Fusion Processes. In Additive Manufacturing Technologies, 2nd ed.; Springer: New York, NY, USA, 2015; pp. 107–145. [Google Scholar]
- ASTM International F2792-12a. Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Casalino, G.; Campanelli, S.; Contuzzi, N.; Ludovico, A. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Contuzzi, N.; Posa, P.; Angelastro, A. Study of the aging treatment on selective laser melted maraging 300 steel. Mater. Res. Express 2019, 6, 066580. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Casalino, G.; Contuzzi, N.; Angelastro, A.; Ludovico, A.D. Analysis of the molten/solidified zone in selective laser melted parts. In High-Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications III, Proceedings of the SPIE—The International Society for Optical Engineering, San Francisco, CA, USA, 4–6 February 2014; Dorsch, F., Ed.; Society of Photo-Optical Instrumentation Engineers: Bellingham, WA, USA; Volume 8963, p. 896311.
- Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M. Laser peening: A tool for additive manufacturing post-processing. Addit. Manuf. 2018, 24, 67–75. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Processing and microstructure of submicron WC-Co particulate reinforced Cu matrix composites prepared by direct laser sintering. Mater. Sci. Eng. A 2006, 435, 54–61. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. WC-Co particulate reinforcing Cu matrix composites produced by direct laser sintering. Mater. Lett. 2006, 60, 3664–3668. [Google Scholar] [CrossRef]
- Gu, D.D.; Shen, Y.F.; Dai, P.; Yang, M.C. Microstructure and property of sub-micro WC-10 %Co particulate reinforced Cu matrix composites prepared by selective laser sintering. Trans. Nonferrous Met. Soc. China 2006, 16, 357–362. [Google Scholar] [CrossRef]
- Khmyrov, R.; Safronov, V.; Gusarov, A. Synthesis of Nanostructured WC-Co Hardmetal by Selective Laser Melting. Procedia IUTAM 2017, 23, 114–119. [Google Scholar] [CrossRef]
- Enneti, R.K.; Morgan, R.; Atre, S.V. Effect of process parameters on the Selective Laser Melting (SLM) of tungsten. Int. J. Refract. Met. Hard Mater. 2018, 71, 315–319. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Bolz, R. Manufacturing of carbide tools by Selective Laser Melting. Procedia Manuf. 2018, 21, 765–773. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Gridin, W. Investigation on Additive Manufacturing of Tungsten Carbide-cobalt by Selective Laser Melting. Procedia CIRP 2015, 35, 8–15. [Google Scholar] [CrossRef]
- Wang, X.C.; Laoui, T.; Bonse, J.; Kruth, J.P.; Lauwers, B.; Froyen, L. Direct Selective Laser Sintering of Hard Metal Powders: Experimental Study and Simulation. Int. J. Adv. Manuf. Technol. 2002, 19, 351–357. [Google Scholar] [CrossRef]
- Khmyrov, R.; Safronov, V.; Gusarov, A. Obtaining Crack-free WC-Co Alloys by Selective Laser Melting. Phys. Procedia 2016, 83, 874–881. [Google Scholar] [CrossRef]
- Domashenkov, A.; Borbély, A.; Smurov, I. Structural modifications of WC/Co nanophased and conventional powders processed by selective laser melting. Mater. Manuf. Process. 2017, 32, 93–100. [Google Scholar] [CrossRef]
- Conformance Certificate mod.11.03—Sintered T311 WC/Co/Cr 86/10/4; MBN Nanomaterialia: Vascon di Carbonera, Italy, 23 October 2008.
- Angelastro, A.; Campanelli, S.L. Direct laser metal deposition of WC/Co/Cr powder by means of the functionally graded materials strategy. Surf. Topogr. Metrol. Prop. 2017, 5, 44002. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.M.; Börner, T.; Koivuluoto, H.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Matikainen, V.; Nylén, P.; Sassatelli, P.; et al. Tribology of HVOF- and HVAF-sprayed WC–10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. Technol. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Frisk, K.; Markström, A. Effect of Cr and V on phase equilibria in Co–WC based hardmetals. Int. J. Mat. Res. 2008, 99, 287–293. [Google Scholar] [CrossRef]
- ASTM International B665-12. Standard Guide for Metallographic Sample Preparation of Cemented Tungsten Carbides; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM International B657-18. Standard Guide for Metallographic Identification of Microstructure in Cemented Carbides; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Kumar, S. Process chain development for additive manufacturing of cemented carbide. J. Manuf. Process. 2018, 34, 121–130. [Google Scholar] [CrossRef]
- Vrancken, B.; King, W.; Matthews, M. In-situ characterization of tungsten microcracking in Selective Laser Melting. Procedia CIRP 2018, 74, 107–110. [Google Scholar] [CrossRef]
- Gusarov, A.; Pavlov, M.; Smurov, I. Residual Stresses at Laser Surface Remelting and Additive Manufacturing. Phys. Procedia 2011, 12, 248–254. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. The Effect of Selective Laser Melting Process Parameters on the Microstructure and Mechanical Properties of Al6061 and AlSi10Mg Alloys. Materials 2019, 12, 12. [Google Scholar] [CrossRef]
- Li, C.W.; Chang, K.C.; Yeh, A.C. On the microstructure and properties of an advanced cemented carbide system processed by selective laser melting. J. Alloy. Compd. 2019, 782, 440–450. [Google Scholar] [CrossRef]
- Luyckx, S.; Löve, A. The dependence of the contiguity of WC on Co content and its independence from WC grain size in WC-Co alloys. Int. J. Refract. Met. Hard Mater. 2006, 24, 75–79. [Google Scholar] [CrossRef]
- Lee, H.; Gurland, J. Hardness and deformation of cemented tungsten carbide. Mater. Sci. Eng. 1978, 33, 125–133. [Google Scholar] [CrossRef]
- ISO 4499-1:2008. Hardmetals—Metallographic Determination of Microstructure—Part 1: Photomicrographs and Description; International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- ISO 4499-2:2008. Hardmetals—Metallographic Determination of Microstructure—Part 2: Measurement of WC Grain Size; International Organization for Standardization: Geneva, Switzerland, 2008. [Google Scholar]
- Nanda Kumar, A.K.; Kurokawa, K. Spark Plasma Sintering of Ultrafine WC Powders: A Combined Kinetic and Microstructural Study. In Tungsten Carbide—Processing and Applications; Liu, K., Ed.; IntechOpen: London, UK, 2012; pp. 21–56. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Powder | Co | Cr | WC |
|---|---|---|---|
| Sintered T311 | 10.0 | 4.0 | 86.0 |
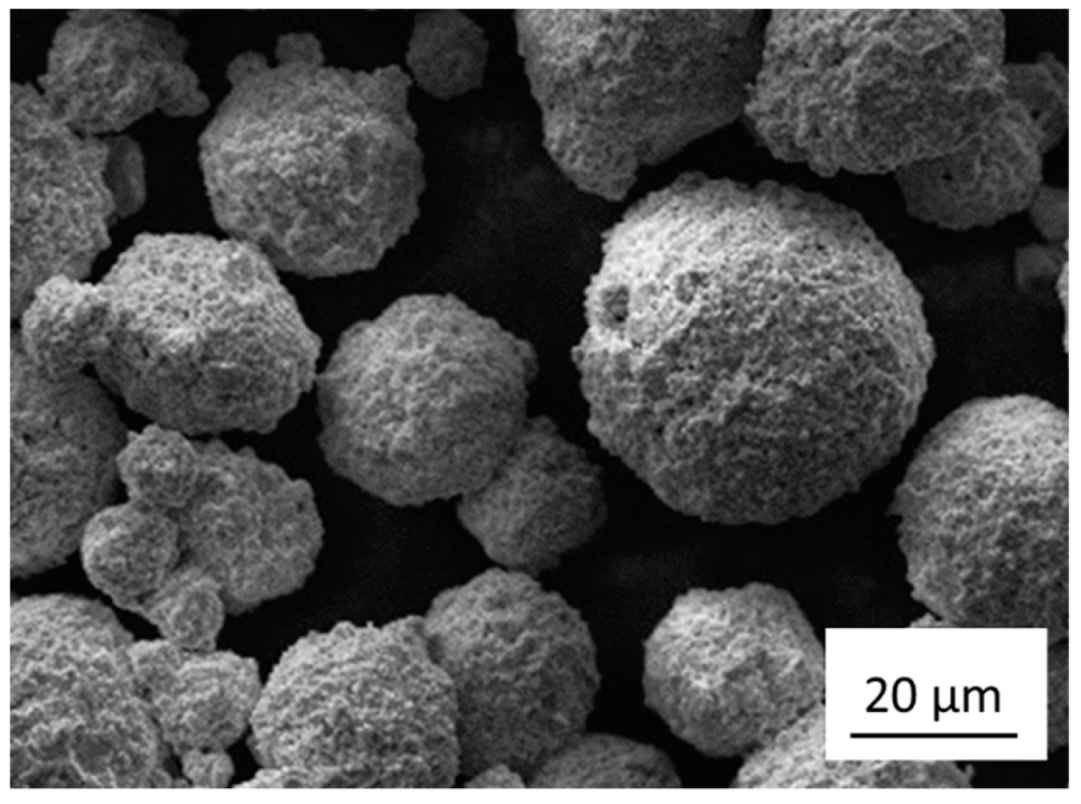
| PSD | Particle Size [μm] |
|---|---|
| D10 | 16 |
| D50 | 35 |
| D90 | 49 |
| LWC Classes | <1 µm | 1–5 µm | >5 µm | Total |
|---|---|---|---|---|
| Number of Grains | 70 | 129 | 17 | 216 |
| Standard Deviation | 18.4 | 2.0 | 2.6 | 18.2 |
| Relative Quantity [%] | 32.4 | 59.7 | 7.9 | 100 |
| Lb Classes | <1 µm | 1–2 µm | 2–5 µm | >5 µm | Total |
|---|---|---|---|---|---|
| Number of Intercepts | 55 | 121 | 75 | 22 | 273 |
| Standard Deviation | 7.2 | 15.5 | 7.8 | 3.0 | 11.1 |
| Relative Quantity [%] | 20.1 | 44.3 | 27.5 | 8.1 | 100 |
| Min | Max | Mean Value | Range of Variability | |
|---|---|---|---|---|
| Vickers hardness [HV1] | 1840 | 2138 | 2001 | 298 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campanelli, S.L.; Contuzzi, N.; Posa, P.; Angelastro, A. Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder. Materials 2019, 12, 2397. https://doi.org/10.3390/ma12152397
Campanelli SL, Contuzzi N, Posa P, Angelastro A. Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder. Materials. 2019; 12(15):2397. https://doi.org/10.3390/ma12152397
Chicago/Turabian StyleCampanelli, Sabina Luisa, Nicola Contuzzi, Paolo Posa, and Andrea Angelastro. 2019. "Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder" Materials 12, no. 15: 2397. https://doi.org/10.3390/ma12152397
APA StyleCampanelli, S. L., Contuzzi, N., Posa, P., & Angelastro, A. (2019). Printability and Microstructure of Selective Laser Melting of WC/Co/Cr Powder. Materials, 12(15), 2397. https://doi.org/10.3390/ma12152397