Fresh Properties of EVA-Modified Cementitious Mixtures for Use in Additive Construction by Extrusion

Abstract
1. Introduction
2. Research Objectives
3. Experiment
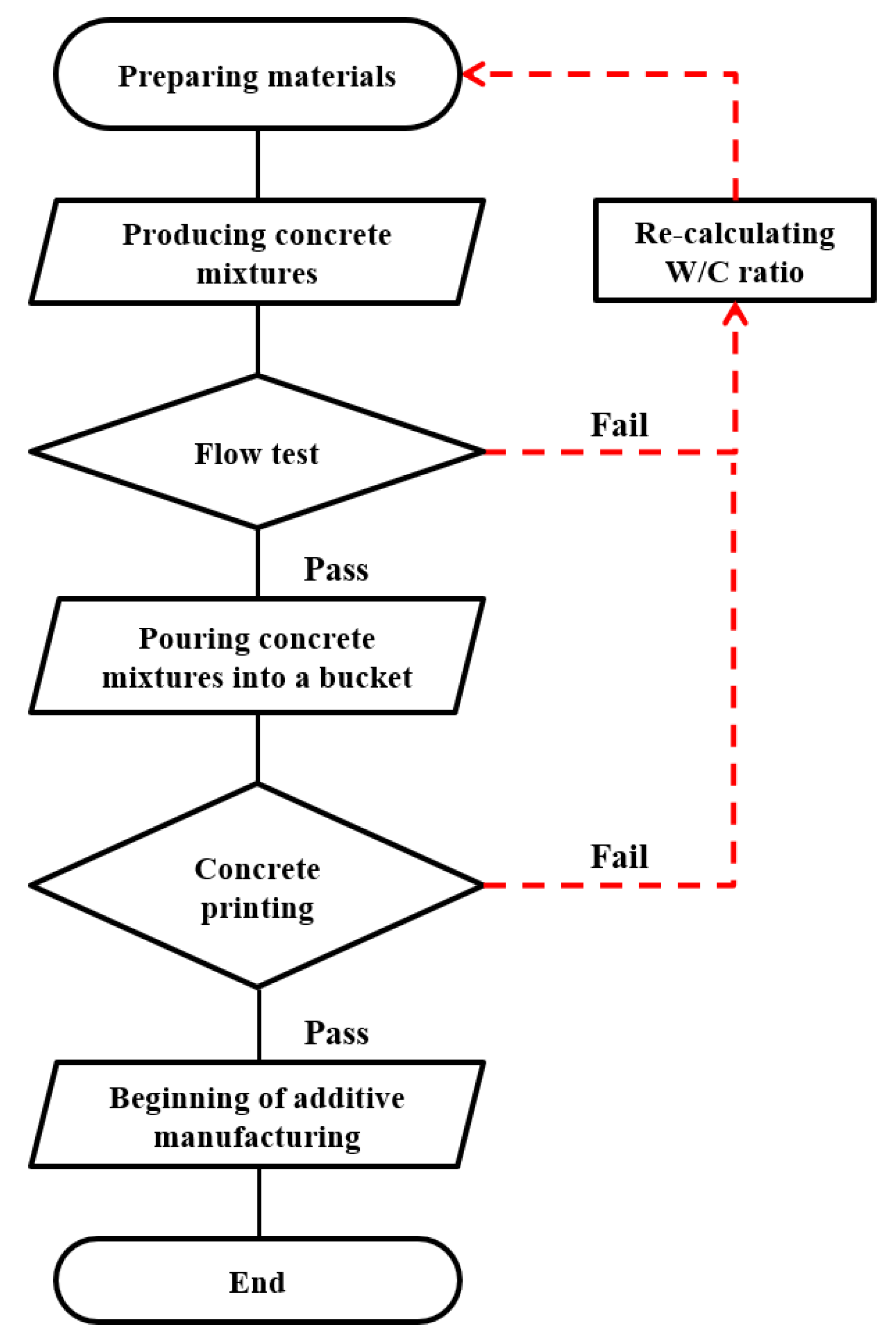
3.1. Printing Setup and Procedure forAdditive Constriction by Extrusion
3.2. Materials and Mix Design
3.2.1. Materials
3.2.2. Mixture Design
4. Testing and Results
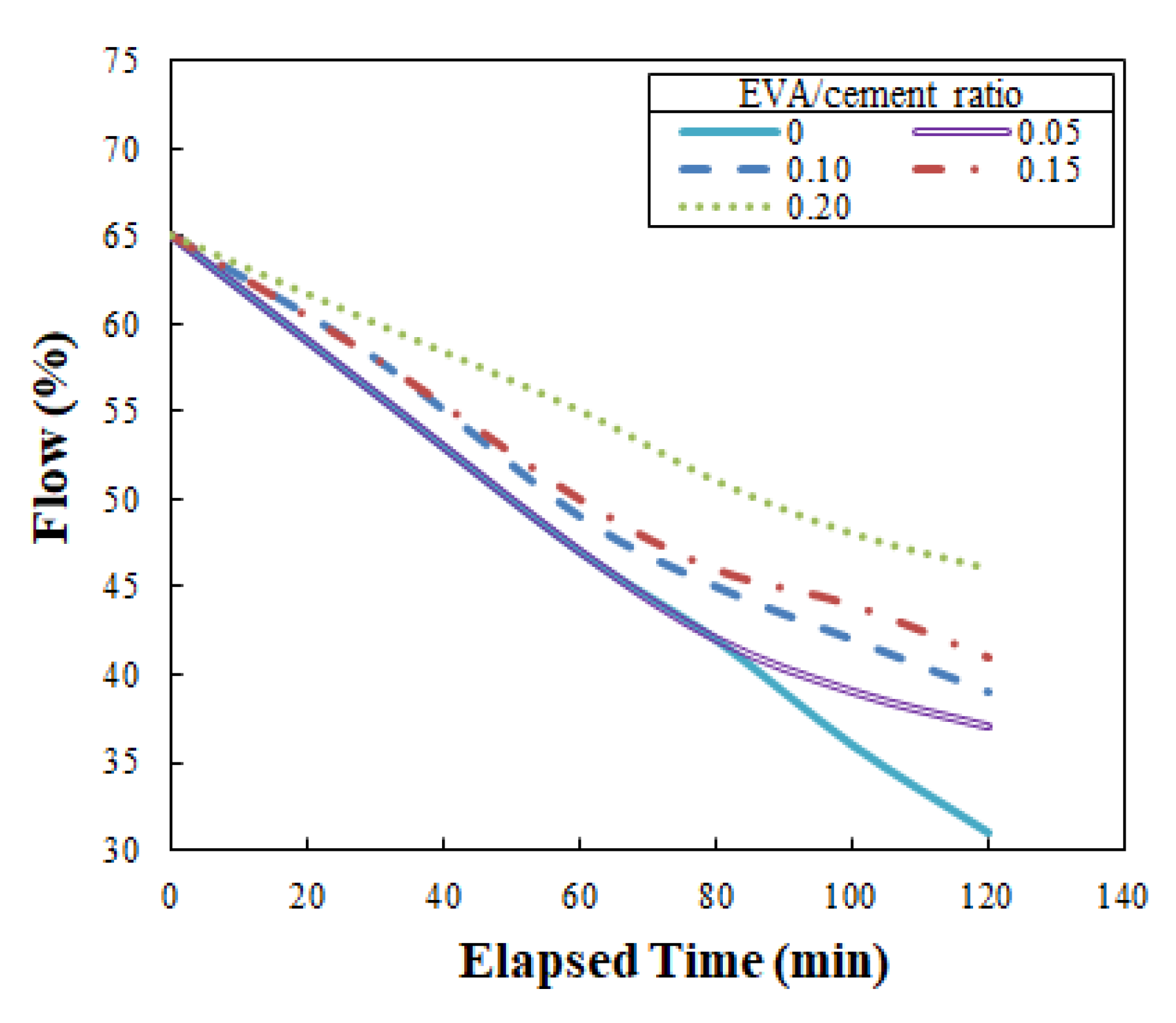
4.1. Flowability
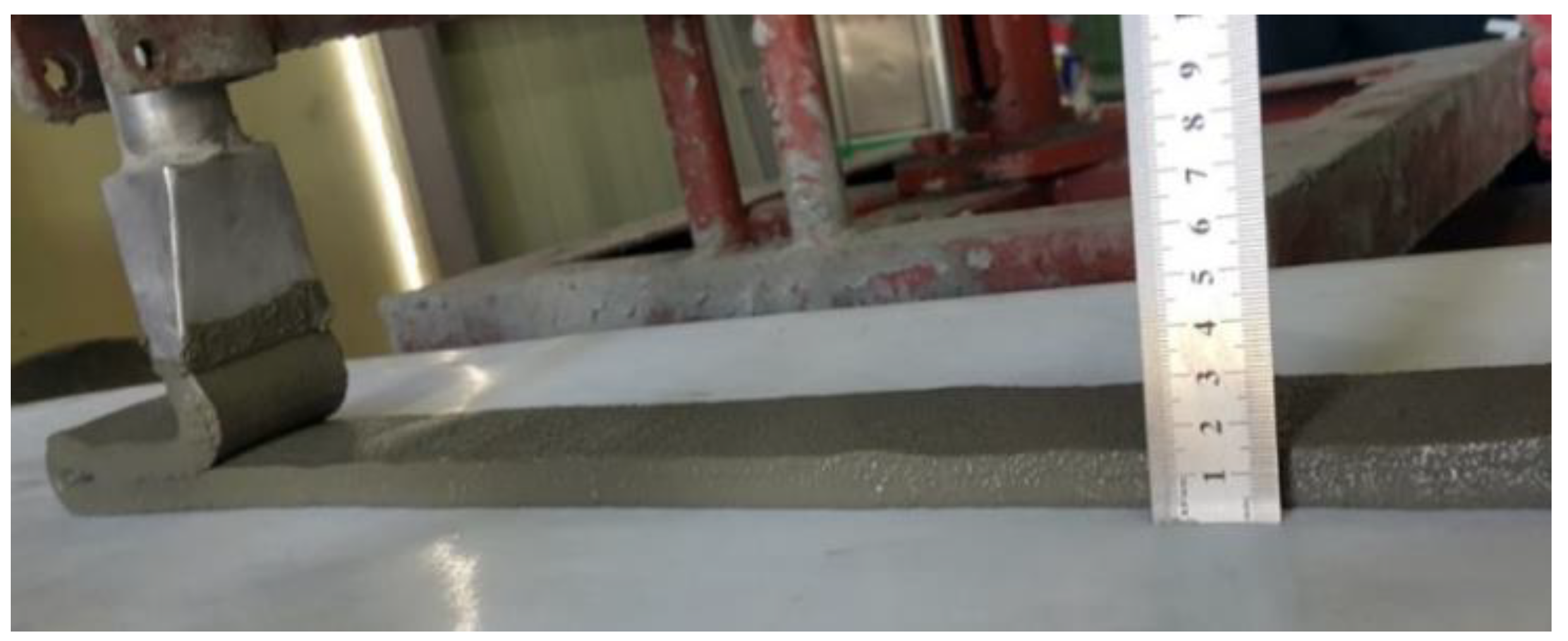
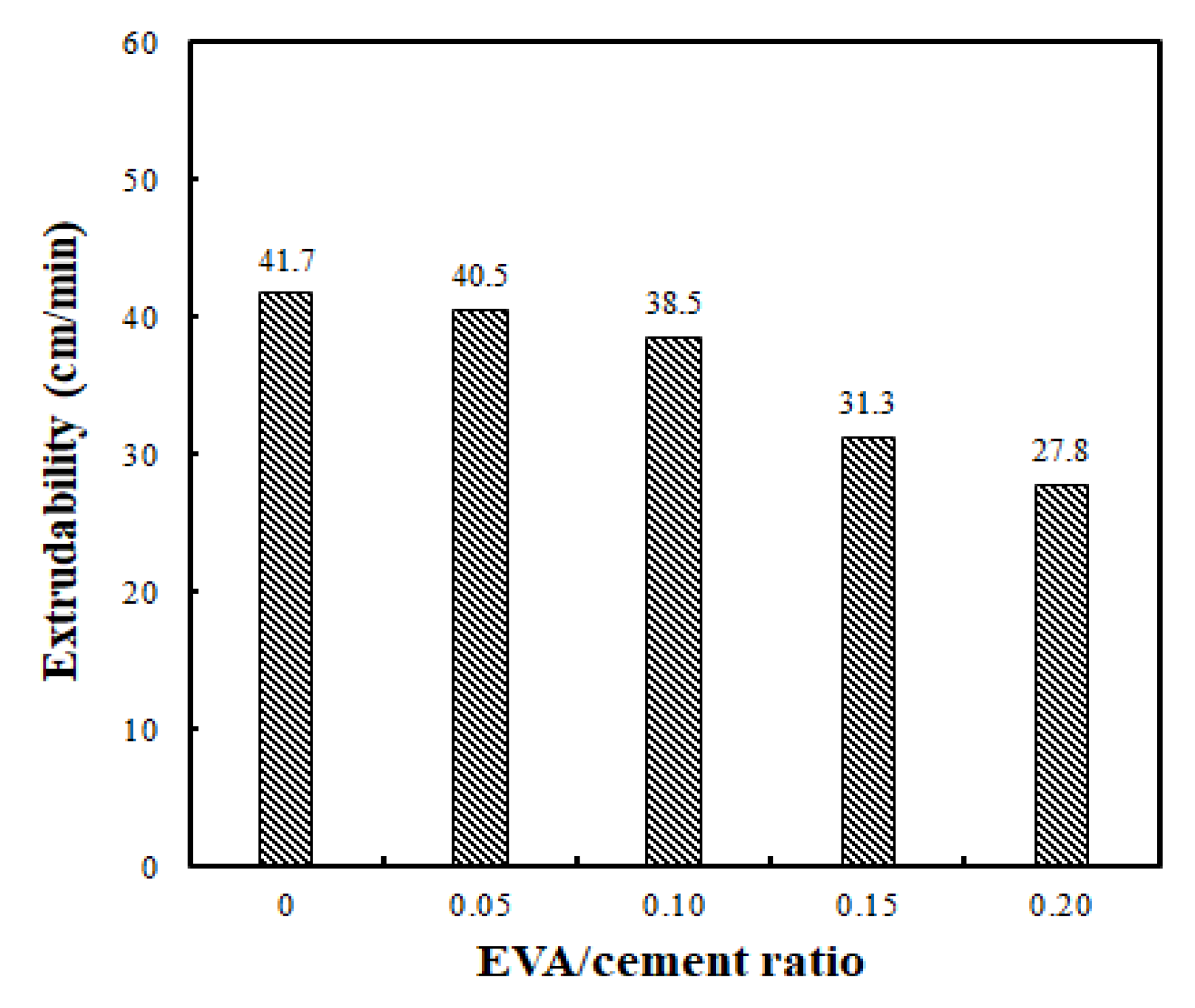
4.2. Extrudability
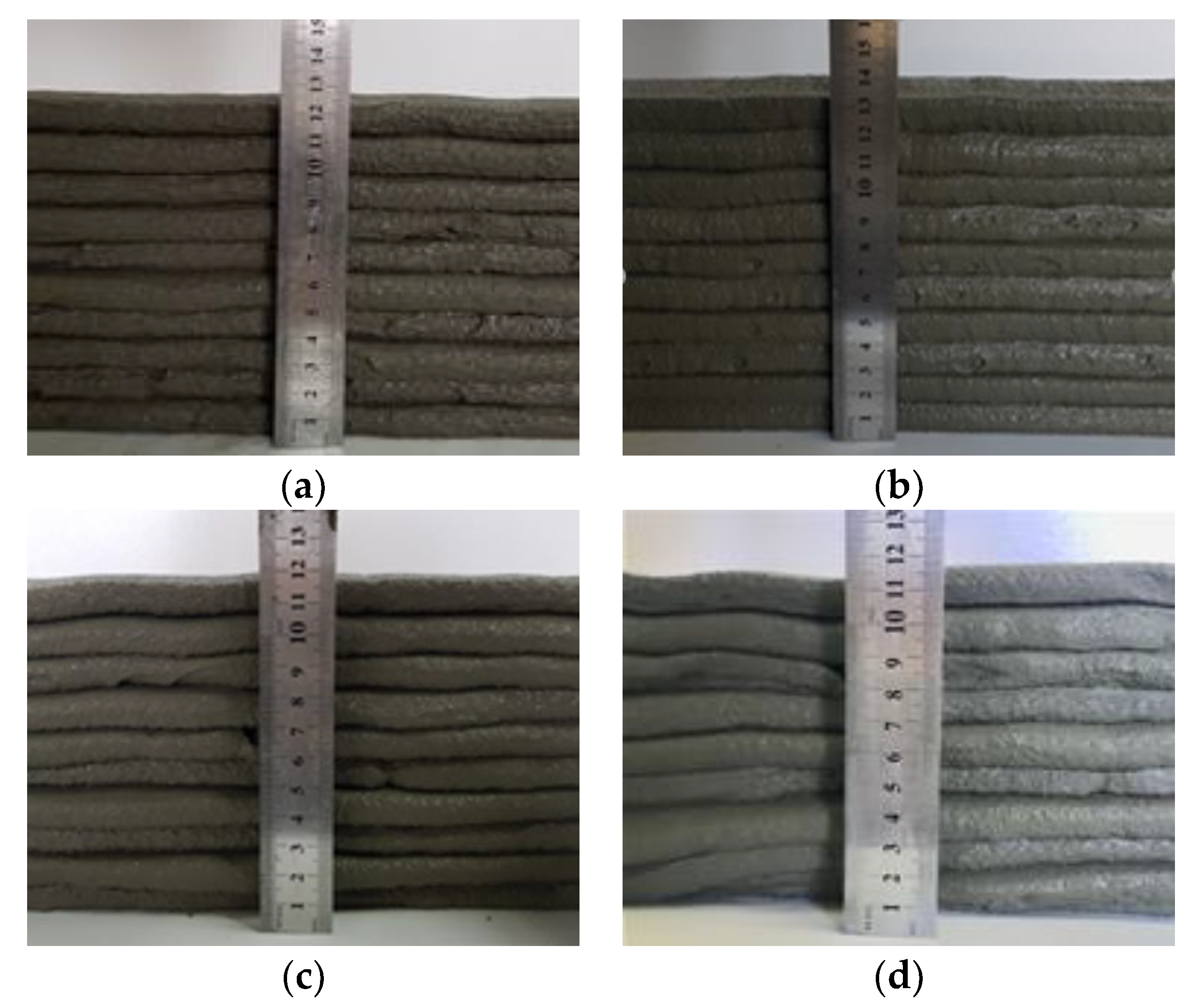
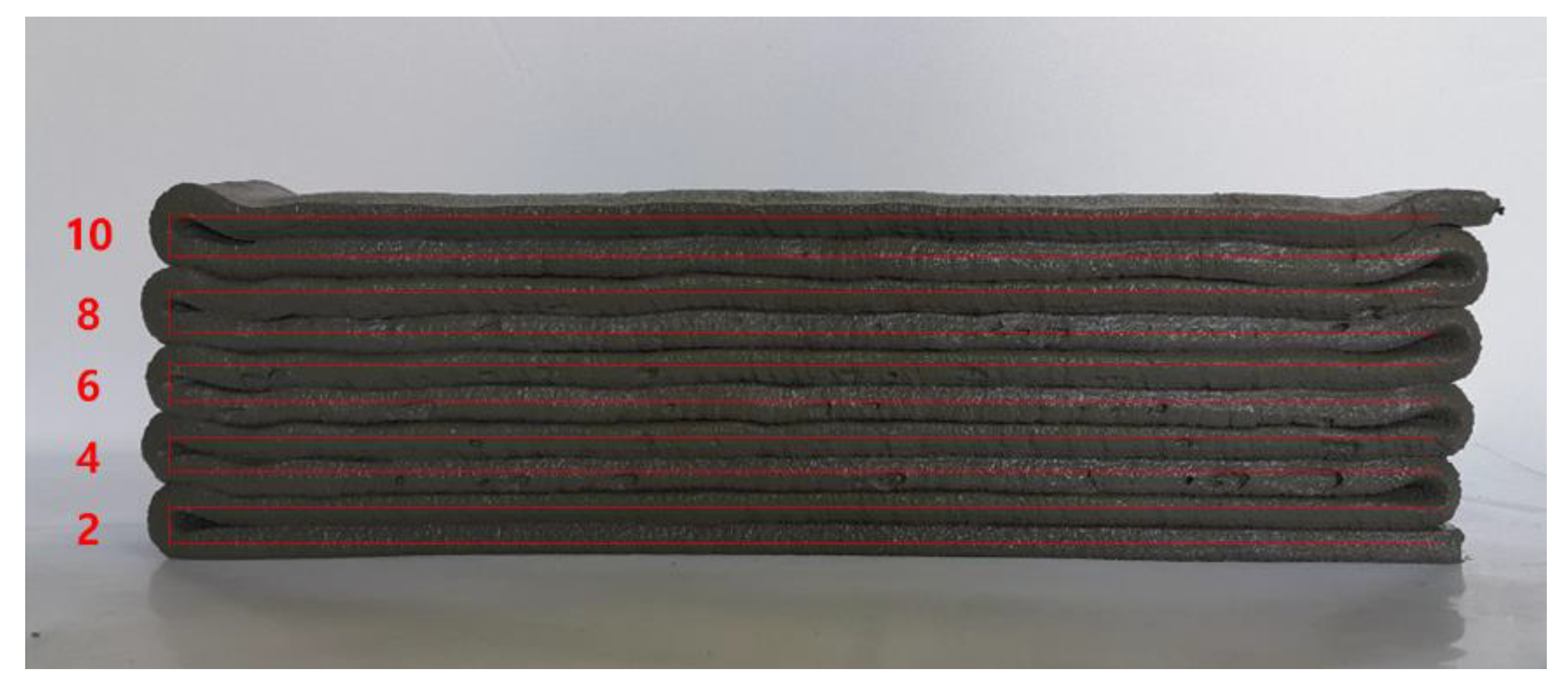
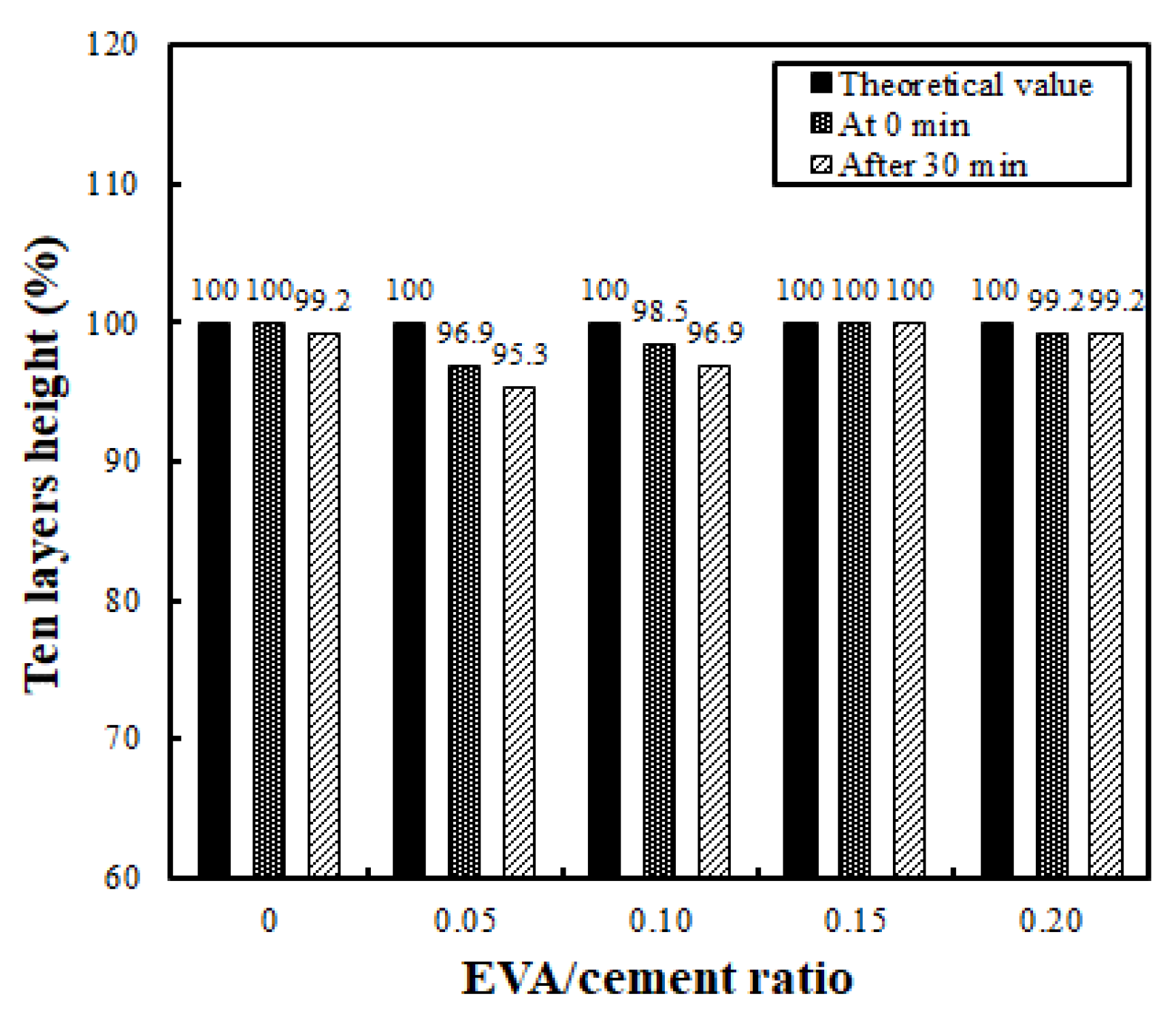
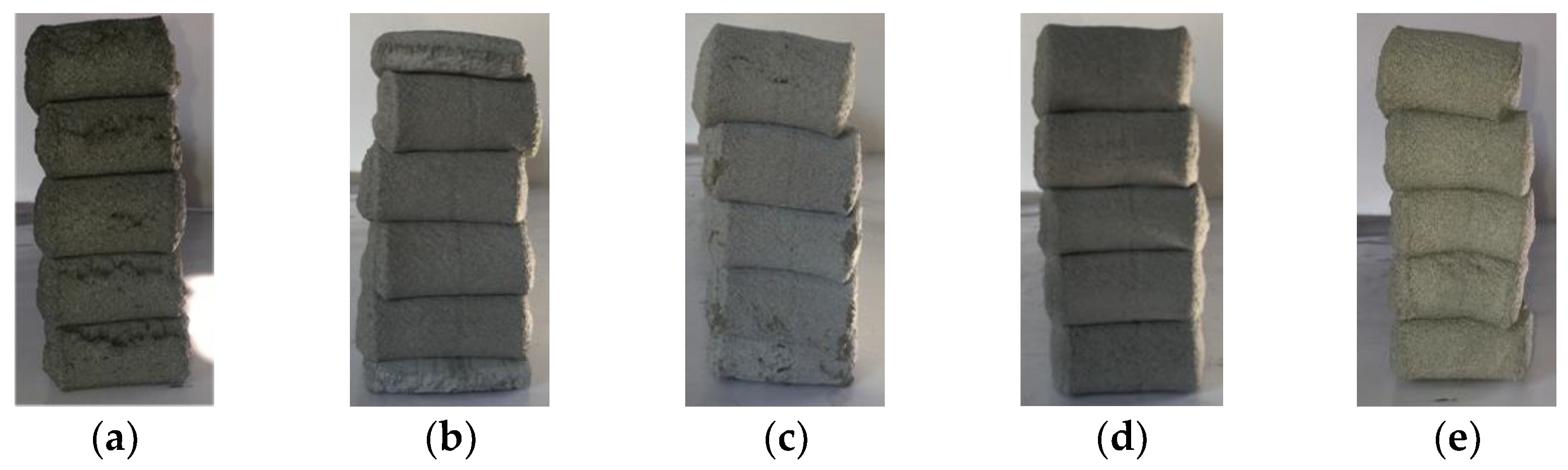
4.3. Buildability
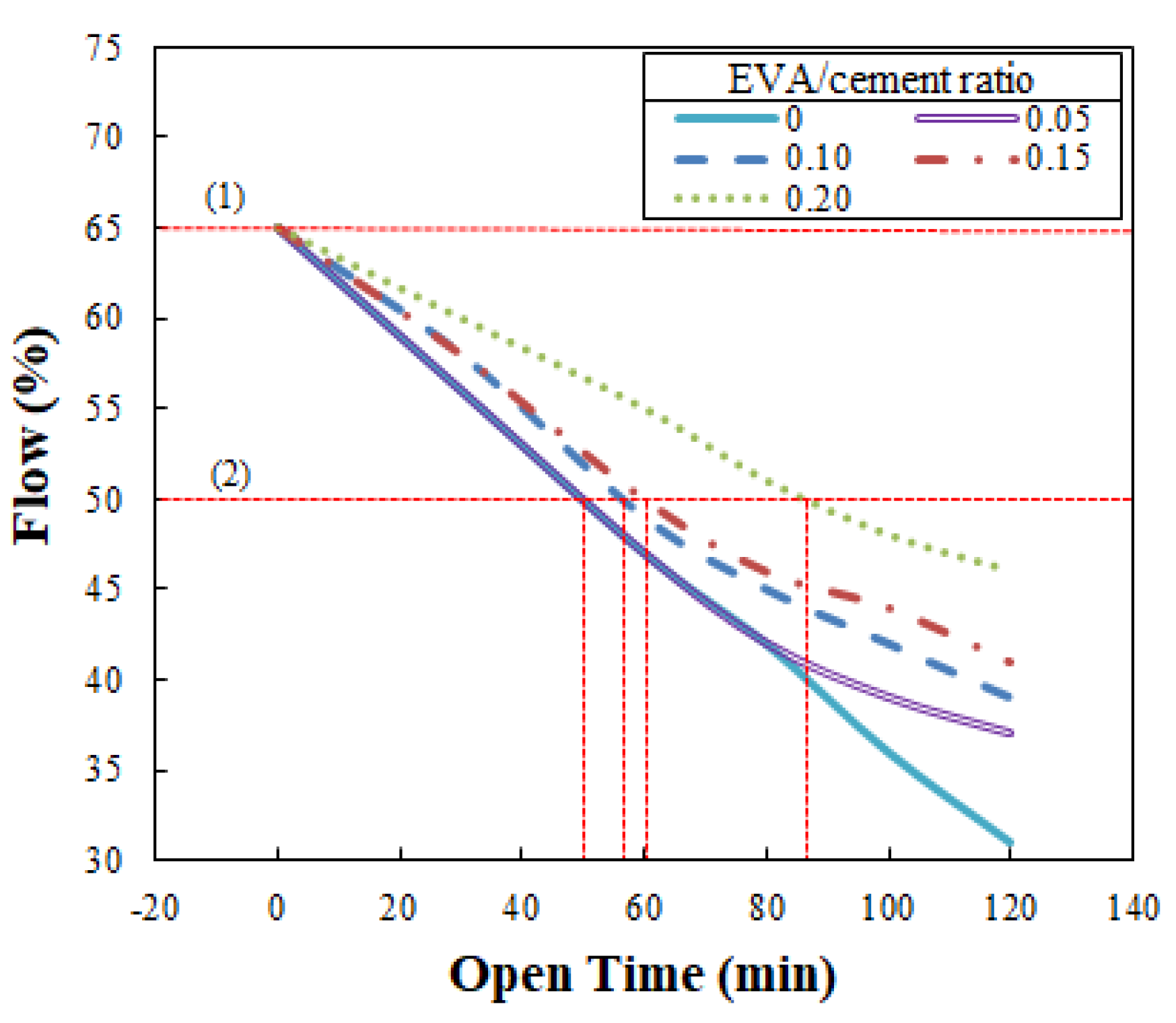
4.4. Open Time
5. Conclusions
- (1)
- Extrudability and buildability tests were conducted by a trial-and-error procedure to determine the optimal ratios; the optimized flow was 65% for both performance indicators.
- (2)
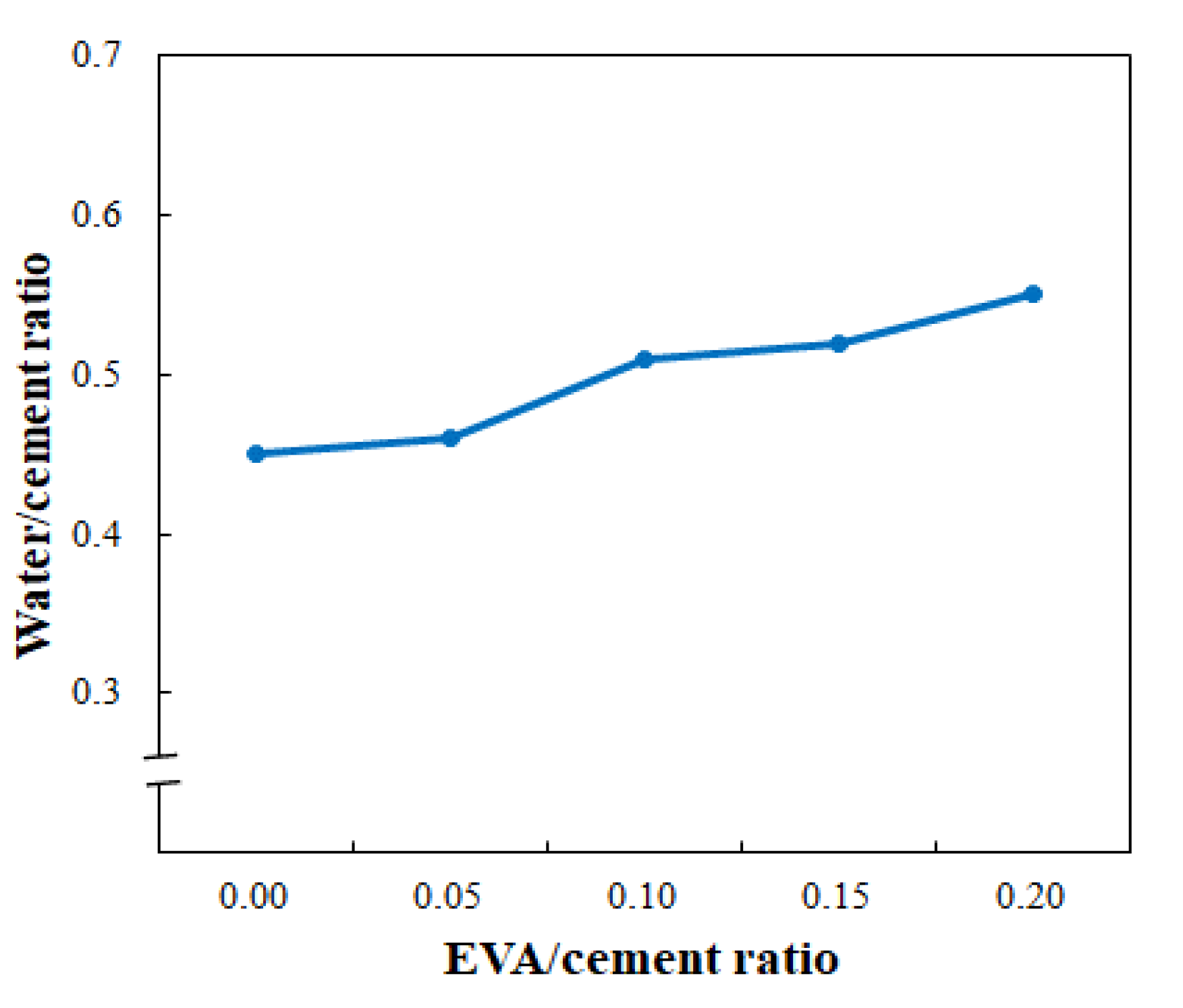
- The W/C ratio increased when the EVA/cement ratio was increased to obtain an optimal flow of 65%, which was due to the redispersible nature of EVA.
- (3)
- At the same elapsed time, the flow increased when the EVA/cement ratio increased, which was particularly beneficial in terms of securing flowability.
- (4)
- Extrudability is somewhat reduced as the EVA/cement ratio increased. However, if the flow of the EVA–cement mixture is maintained at 65% when applied onsite, printing can be conducted without any problems by controlling the feed rate of the 3D printer pump.
- (5)
- There was no significant difference in stack height reduction rate, although the EVA/cement ratio was different; thus, the buildability was found to be good. In addition, buildability was superlative when the EVA/cement ratio was 0.15 because there was no decrease in stack height and the smoothest surface layers were obtained.
- (6)
- The open time became longer when the EVA/cement ratio increased. These results show that the formation of a polymer film, which inhibits the initial hydration reaction of the cement, is advantageous for securing the ACE operation time.
Author Contributions
Funding
Conflicts of Interest
References
- Sanjayan, J.G.; Nematollahi, B. 3D concrete printing for construction applications. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 1, pp. 1–11. [Google Scholar]
- Pegna, J. Exploratory investigation of solid free form construction. Automat. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.F.; Thorpe, A. Freeform construction: Mega-scale rapid manufacturing for construction. Automat. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Method for the enhancement of buildability and bending resistance of three-dimensional-printable tailing mortar. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 8, pp. 161–180. [Google Scholar]
- Shanghai-based WinSun 3D Prints 6-Story Apartment Building and an Incredible Home. Available online: https://3dprint.com/38144/3d-printed-apartment-building/ (accessed on 24 June 2019).
- Apis Core and Gerdau to print homes together on Earth and beyond. Available online: https://www.apis-cor.com/apiscor-and-gerdau (accessed on 24 June 2019).
- TU/e and BAM Infra Get to Work on 3D Printed Concrete Bicycle Bridge. Available online: https://3dprint.com/178462/eindhoven-3d-printed-bridge/ (accessed on 24 June 2019).
- Yeon, K.S.; Kim, K.K.; Yeon, J. Feasibility Study of the Use of Polymer-Modified Cement Composites as 3D Concrete Printing Material. In Proceedings of the International Congress in Polymers in Concrete (ICPIC 2018), Washington, WA, USA, 29 April–1 May 2018; Mahmound, M., Reda, T., Eds.; Springer: Berlin, Germany, 2018. [Google Scholar]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P.H. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Design 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cement Concrete Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, F. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyping J. 2001, 7, 32–41. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; Kestelier, X.D.; Colla, V. Building components for an outpost on the lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Di Carlo, T.; Khoshnevis, B.; Carlson, A. Experimental and Numerical Techniques to Characterize Structural Properties of Fresh Concrete. In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013; The American Society of Mechanical Engineers: New York, NY, USA, 2013. [Google Scholar]
- ACI. Available online: https://www.concrete.org/news/newsdetail.aspx?f=51715671 (accessed on 25 June 2019).
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D concrete printing: Machine design, mix proportioning, and mix comparison between difference machine setups. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 6, pp. 115–136. [Google Scholar]
- Bentz, D.P.; Jones, S.Z.; Bentz, I.R.; Peltz, M.A. Towards the formulation of robust and sustainable cementitious binders for 3D additive construction by extrusion. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 15, pp. 307–331. [Google Scholar]
- Ohama, Y. Handbook of Polymer-Modified Concrete and Mortars, 1st ed.; Noyes Publications: Park Ridge, NJ, USA, 1995. [Google Scholar]
- American Concrete Institute. Committee 548. Polymer-Modified Concrete, ACI 548.3R-03; American Concrete Institute: Farmington Hills, MI, USA, 2003. [Google Scholar]
- Chung, D.D.L. Use of polymers for cement based structural materials. J. Mater. Sci. 2004, 39, 2973–2978. [Google Scholar] [CrossRef]
- Mansur, A.A.P.; Nascimento, O.L.; Mansur, H.S. Physico-chemical characterization of EVA-modified mortar and porcelain tiles interfaces. Cement Concrete Res. 2009, 39, 1199–1208. [Google Scholar] [CrossRef]
- Wu, Y.Y.; Ma, B.G.; Wang, J.; Zhang, F.C.; Jian, S.W. Study on interface properties of EVA-modified cement mortar. Adv. Mater. Res. 2011, 250–253, 875–880. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 4th ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 1996. [Google Scholar]
- ASTM C1437-15. Standard Test Method for Flow of Hydraulic Cement Mortar. Available online: https://www.astm.org/Standards/C1437 (accessed on 25 June 2019).
- ASTM C109/C109M-16a. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). Available online: https://www.astm.org/Standards/C109.htm (accessed on 25 June 2019).
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D printing cementitious materials via fuller thompson theory and marson-percy model. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 14, pp. 281–306. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inner Diameter | Flow | Power | RPM |
|---|---|---|---|
| 32 mm | 3.4 ton/h (max) | 2HP-single (220 V) | 30–60 |
| Density (g/cm3) | pH (Wet Cement) | Vapor Pressure (mmHg at 20 °C) | Chemical Composition (%) | Specific Surface (cm2/g) | ||
|---|---|---|---|---|---|---|
| MgO | SO3 | Loss on Ignition | ||||
| 3.14 | 12 | 0 | 2.34 | 2.97 | 2.76 | 3630 |
| Solids Content (%) | Ash Content (%) | Bulk Density (kg/m3) | Particle Size after Redispersion (μm) | Minimum Film-Forming Temperature (°C) | Protective Colloid | Film Properties of The Redispersion |
|---|---|---|---|---|---|---|
| 98–100 | 9–13 | 470–570 | 0.5–8.0 | 4 | Polyvinyl alcohol (PVA) | Cloudy, tough-elastic |
| Size (mm) | Apparent Density | Purity (%) | Water Content (%) |
|---|---|---|---|
| 0.08 | 1.57 | 97.3 | <0.1 |
| Density (g/cm3) | SiO2 (%) | Loss on Ignition (%) | Specific Surface (cm2/g) |
|---|---|---|---|
| 2.22 | 56.4 | 3.2 | 3651 |
| SiO2 (%) | H2O (%) | Loss on Ignition (%) | Bulk Density-Undensified (kg/m3) | Bulk Density-Densified (kg/m3) | Specific Surface (cm2/g) |
|---|---|---|---|---|---|
| 96.7 | <1.0 | <3.0 | 200–350 | 600–700 | 157,700 |
| Specific Gravity (20 °C) | pH | Alkali Content (kg/m3) | Chloride Content (kg/m3) |
|---|---|---|---|
| 1.05 ± 0.05 | 5.0 ± 2.0 | 0.03 | 0.03 × 10−3 |
| Appearance | pH | Concentration (%) | Bulk Density (kg/m3) | Viscosity (mPa·s, 25 °C) | Moisture Content (%) | Particle Size (0.074 mm) % |
|---|---|---|---|---|---|---|
| White powder | 8.0–10.0 | 8.5 | 430 | 45,000 | ≤12 | 99 |
| EVA/Cement Ratio | Water/Cement Ratio | Cement (wt.%) | Silica Sand (wt.%) | Fly Ash (wt.%) | Silica Fume (wt.%) | Superplasticizer (phc *) | Viscosity-Modifying Agent (phc *) |
|---|---|---|---|---|---|---|---|
| 0 | 0.45 | 28 | 60 | 8 | 4 | (1) | (0.05) |
| 0.05 | 0.46 | ||||||
| 0.10 | 0.51 | ||||||
| 0.15 | 0.52 | ||||||
| 0.20 | 0.55 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeon, K.-S.; Kim, K.K.; Yeon, J.; Lee, H.J. Fresh Properties of EVA-Modified Cementitious Mixtures for Use in Additive Construction by Extrusion. Materials 2019, 12, 2292. https://doi.org/10.3390/ma12142292
Yeon K-S, Kim KK, Yeon J, Lee HJ. Fresh Properties of EVA-Modified Cementitious Mixtures for Use in Additive Construction by Extrusion. Materials. 2019; 12(14):2292. https://doi.org/10.3390/ma12142292
Chicago/Turabian StyleYeon, Kyu-Seok, Kwan Kyu Kim, Jaeheum Yeon, and Hee Jun Lee. 2019. "Fresh Properties of EVA-Modified Cementitious Mixtures for Use in Additive Construction by Extrusion" Materials 12, no. 14: 2292. https://doi.org/10.3390/ma12142292
APA StyleYeon, K.-S., Kim, K. K., Yeon, J., & Lee, H. J. (2019). Fresh Properties of EVA-Modified Cementitious Mixtures for Use in Additive Construction by Extrusion. Materials, 12(14), 2292. https://doi.org/10.3390/ma12142292