1. Introduction
Climate change is regarded as one of the most prominent and challenging environmental problem and its mitigation is a major objective in environmental management. Researchers have affirmed that the Earth’s environment and seas are warming steadily because of human action [
1]. There is a developing global logical accord that this expansion has been brought about by human action, principally the consuming of petroleum products for such exercises as creating power. Since the pre-modern period, climatic convergences of CO
2 have expanded by almost 30% and methane (CH
4) fixations have dramatically increased [
2]. Different modern procedures represented roughly 14% of the complete CO
2 discharges and 20% of the highest ozone harming substance emanations in 2010 [
3]. The aluminum industry alone is accountable for approximately 1% of global greenhouse gas emissions [
4]. Conferring to [
5], the assembling part, which convenes at the center of the innovative cornucopia, must be made practical to save the restricted requirement of living achieved by developed social orders and to encourage creation of social orders to accomplish and keep up a similar way of life. Therefore, the need of decrement of energy consumption in industrial processes, as well as transportation and production engineering, has become a major factor in the modern industrial world.
Aluminum is one of the most important commodities of our modern society as it is a critical component in a wide range of primary industries that include construction, transportation (aerospace and automotive), healthcare, and food packaging. Moreover, with the shift to a low carbon economy, the structural strength and lightweight features of aluminum have a major impact on energy savings and reduction in greenhouse gasses (GHG) emissions through their role as structural composites in the automotive and aerospace industries. Secondary aluminum is aluminum that is derived from scrap aluminum by recycling processes. Scrap metal can be classified as new scrap (aluminum left over from manufacturing processes) or old scrap (aluminum left over following consumer use) [
6]. Reuse is, as yet, a standout among the most encouraging approaches to add to the constraints of the ecological effect of aluminum creation. Undoubtedly, auxiliary aluminum creation from scrap by conventional re-dissolving requires substantially less energy than essential generation, by and large it is conceivable to express that optional aluminum generation requires just about 10% of the energy required by essential creation (the entire creation course). Current practices of recycling aluminum in most industries are using a melting technique to produce a secondary ingot by controlling the composition of alloys to match the standardized grades. A recent study indicates that by 2030, excessive amounts of aluminum alloying elements will lead to non-recyclable scrap amounting to 6.1 megatons [
7]. Since the elimination of alloying component amid re-dissolving is hazardous for the majority of the components and in this way, unique methodology, concentrating on meltless reusing of aluminum scrap can give noteworthy ecological advantages by maintaining a strategic distance from metal failures amid re-softening. In spite of that, the aluminum reusing process is as yet an energy escalated one, and the general energy productivity is low [
8]. Substantial quantities of both material and energy can be expend through avoiding re-melting which subsequently reducing the overall effects on the ecological impact by decreasing the utilization of aluminum. Innovative approaches have been applied to the recycling of aluminum chips by employing solid-state recycling techniques. Initially, the solid-state recycling techniques utilized the powder metallurgy processes [
9] followed by [
10]. However, the solid-state technique has recently enhanced by utilizing direct recycling (DR) technique, eliminating the pre-process, such as ball-milling, to produce fine granulated particles. As the preliminary step is eliminated, the process is called direct recycling. This chain of procedures requires just 5–10 % energy of that required for the regular procedure chain that incorporates a re-softening advance of the piece to deliver new extrusion billets [
11]. Haase et al. [
12] utilizes the ECAP (equal channel angular pressing) incorporated expulsion master cesses to combine chips into billet. An immediate screw expulsion strategy was displayed by Widerøe et al. [
13] where this procedure acquaints rotational development with the piece compacting and expels profiles in a single step. Paraskevas et al. [
8] proposed the use of spark plasma sintering (SPS) as an innovative solid state recycling technique. The study that utilized DR using hot forging process shows that recycled aluminum exhibits good strength and plasticity potential, proving that the solid-state technique with hot forging is an acceptable alternative for recycling aluminum alloy chips. Additional research in this particular study area is highly recommended for further environmental conservation [
14,
15]. Hot press forging (HPF), in any case, has shown itself to be a promising elective technique for reusing aluminum as the loss from the machining procedure shows magnificent potential as far as quality and pliancy [
16,
17,
18,
19,
20,
21].
The increasing discernment on the significance of ecological security and the conceivable effects related with items produced has expanded the enthusiasm for the advancement of techniques to all the more likely understand and decrease these effects. Beyond conservational issues, monetary concerns likewise add to manageability and sustainability of the methods. Life cycle assessment (LCA) is one of the method that is currently explored [
22]. LCA is one of the extensively used and internationally accepted methods for evaluation of the environmental impacts of products and system which able to efficiently assess the ecological results and to break down the trades that occur in nature and are identified with the analysed item or procedure. Indeed, the method offers a broad potential for industrial development of new techniques, especially in the recycling of aluminum (solid-state) as environmentally benevolent options from the existing practices [
23]. Also, the classification of feasible procedures for metal molding technologies, which advances energy and resource-efficient methodologies for aluminum-based part assembling is an examination subject that ought to be investigated with some earnestness [
24]. Duflou et al. [
23] analyze the natural execution of three imaginative strong state reusing procedures with the ecological effect of the traditional re-dissolving procedure. The paper validates the noteworthy ecological standpoint reachable through utilizing the inventive reusing systems. LCA studies on metal waste recycling are very scarce and almost no database recordings exist so far for the recycling of aluminum by using a hot press forging process. This paper revealed the environmental study of solid-state recycling (hot press forging technique) incorporated with LCA by using Design Expert software.
On top of that, many research works have been accounted for the utilization of response surface methodology (RSM) on improving of process parameters by attractive quality approach on metal forming and machining process [
25,
26,
27]. Instead of one factor at a time (OFAT), RSM has been widely employed as it is time saving and more cost effective [
28]. For that reason, RSM was employed in this study to optimize the parameter effects on direct recycling aluminum chip AA6061 with considered the functional performance and environmental benefit by setting the desirability to maximize the UTS and ETF, whereas minimize the GWP. With the optimum parameter of direct recycling hot press forging (DR-HPF) that suggested from RSM analysis, the present paper continued to estimate and compare the environmental impacts of this technique with conventional recycling (CR) route through LCA. The paper focused on identifying the available opportunities in alternative recycling routes for production waste with higher recycling values. Hence, this approach seeks to minimize the need for primary material flows and in turn reduce the adverse environmental impact. The concerns for investigation include the energy and CO
2 outflows life cycle investigation of a genuine contextual analysis. Specifically, the end-of-life recycling approach was reviewed with special reference to aluminum.
4. Conclusions and Outlook
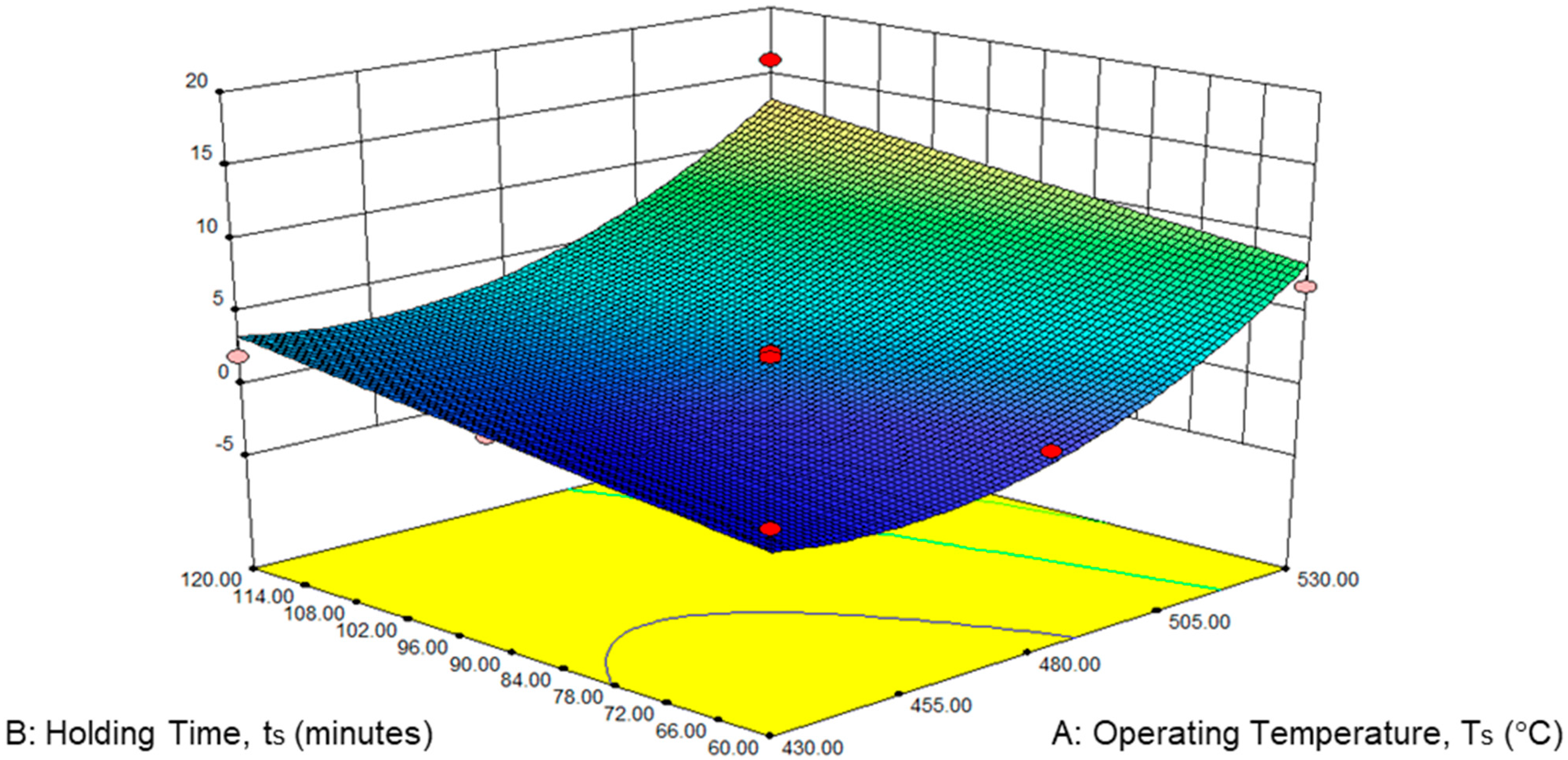
This paper depicts the outcomes of the study on the influences of operating temperature, holding time with constant force on the UTS, ETF, and GWP of recycling AA6061 chips by utilizing hot press forging process. The result per ANOVA analysis shows that the operating temperature is the most substantial aspect affecting the response variables investigated. This developed RSM model can now be used for analysis and predict the UTS, elongation, and hardness for recycling aluminum chip by the hot press forging process. Response surface optimization shows that the optimal combination of hot press forging parameters is 530 °C for 82.19 min for operating temperature and holding time respectively. In conjunction to this, the environmental benefits of a DR-HPF (530 °C and 82.19 min optimal suggested from RSM analysis) and CR (melting) were quantified and compared for both recycling routes. CR gives larger impact up to 66.04% for all endpoints compared to DR-HPF process. Meanwhile, six endpoints per impact category give the most significant impact values for both routes—these are climate change (human health) and fossil depletion; followed by particulate matter, climate change (ecosystem), human toxicity, as well as metal depletion. The global warming potential of a DR-HPF route offers significant environmental impact where it is reduced up to 69.2% by exhibited 34.97 kgCO2-eq/kg as compared to the conventional (melting) routes is 113.53 kgCO2-eq/kg. Despite the fact that it is uncertain for the most part based on perceptions in trial settings, the potential for huge ecological effect decreases offered by the DR strategies for generation scrap can be unmistakably illustrated. This examination underlines that the hot press manufacturing process clearly presents ecological advantages when contrasted with CR. Improved energy effectiveness is at present the focal point of progressing research which permits further effect decreases. This paper offers points of view for mechanical advancement of strong state reuse forms as environmentally-friendly alternatives to present liquefication-based practices. The environmental impact of hot press forging is highly determined by the electrical energy consumption per unit mass. The recommendation for further study is to reduce the value of energy consumption by pursuing strategies to produce large scale or multiple small products for improved energy efficiency of the process itself.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}