Mold–Slug Interfacial Heat Transfer Characteristics of Different Coating Thicknesses: Effects on Slug Temperature and Microstructure in Swirled Enthalpy Equilibration Device Process

Abstract
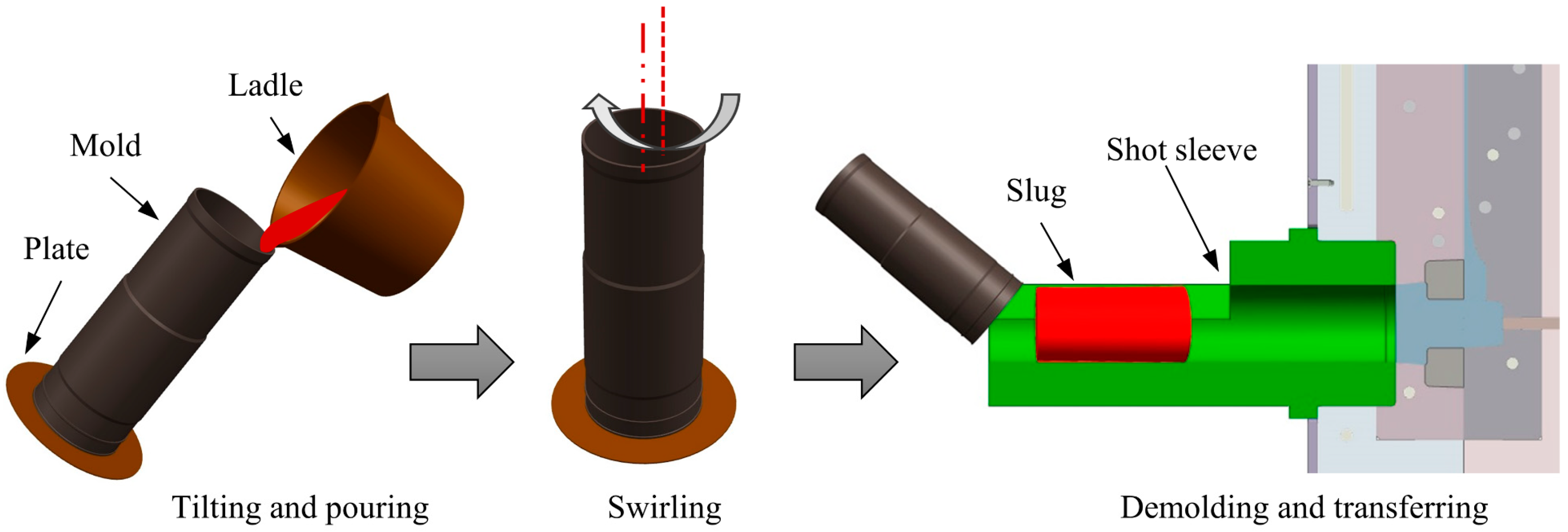
1. Introduction
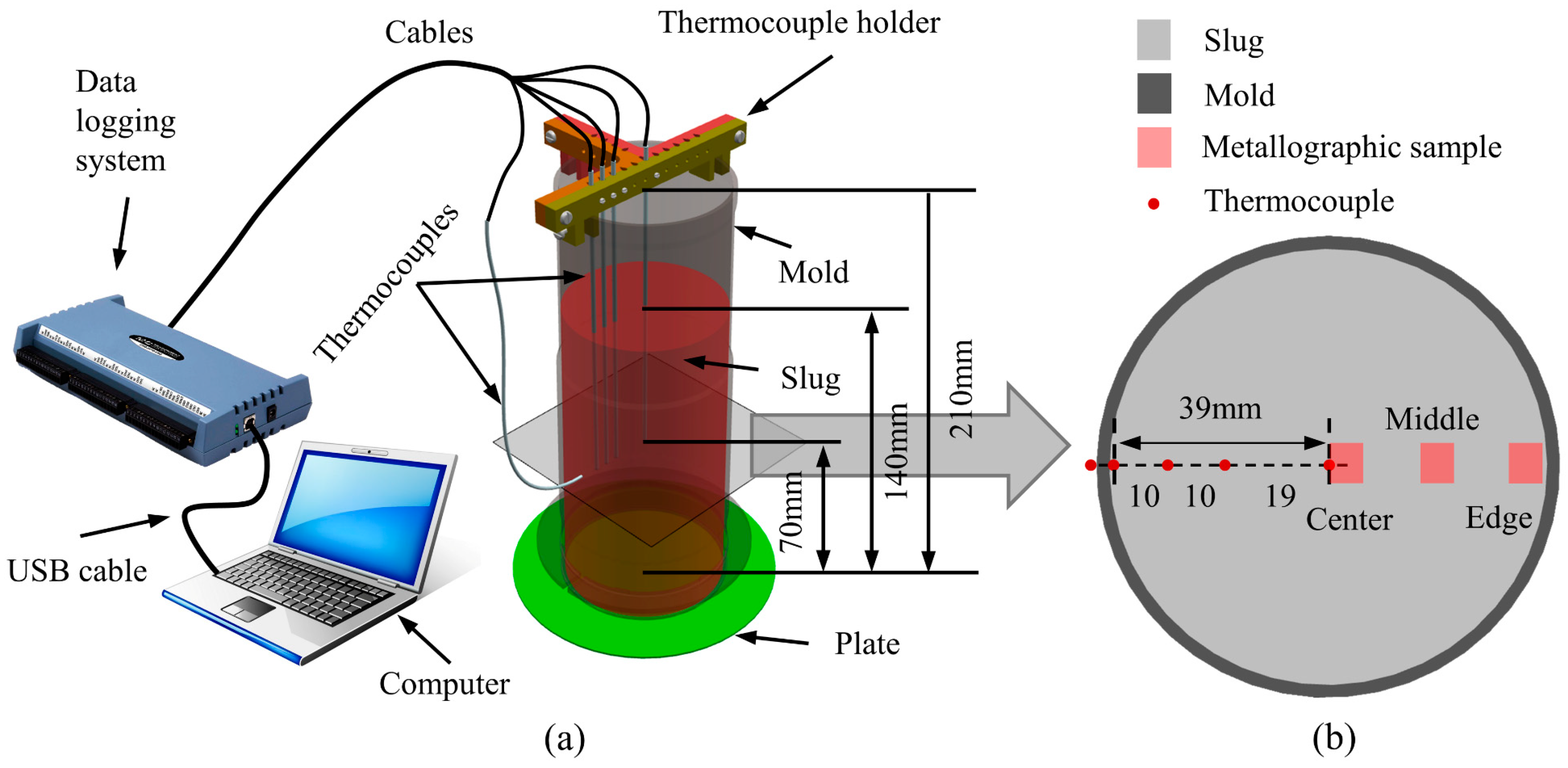
2. Materials and Methods
3. Results and Discussion
3.1. Interfacial Heat Transfer Coefficient and Heat Flux
3.2. Temperature Distribution and Evolution of Semi-Solid Slug
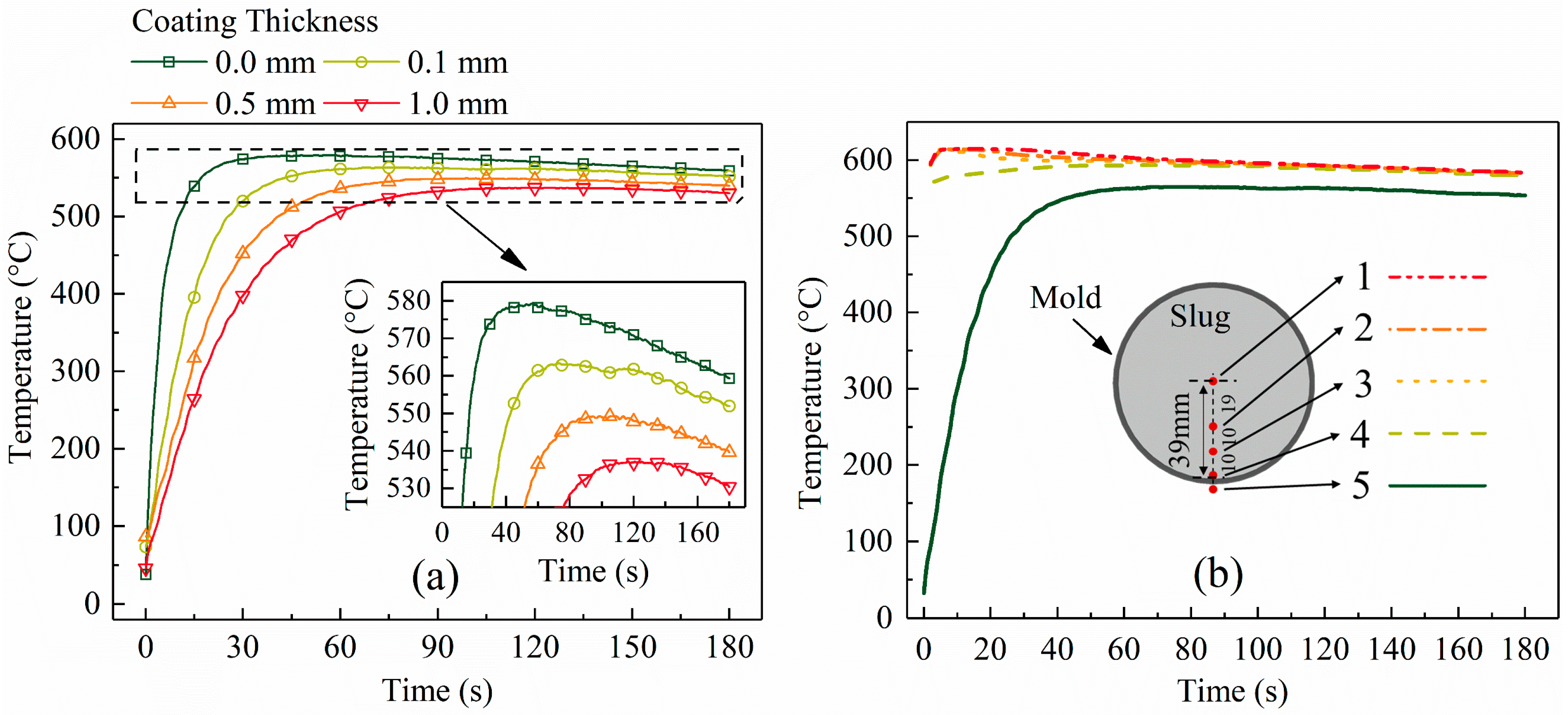
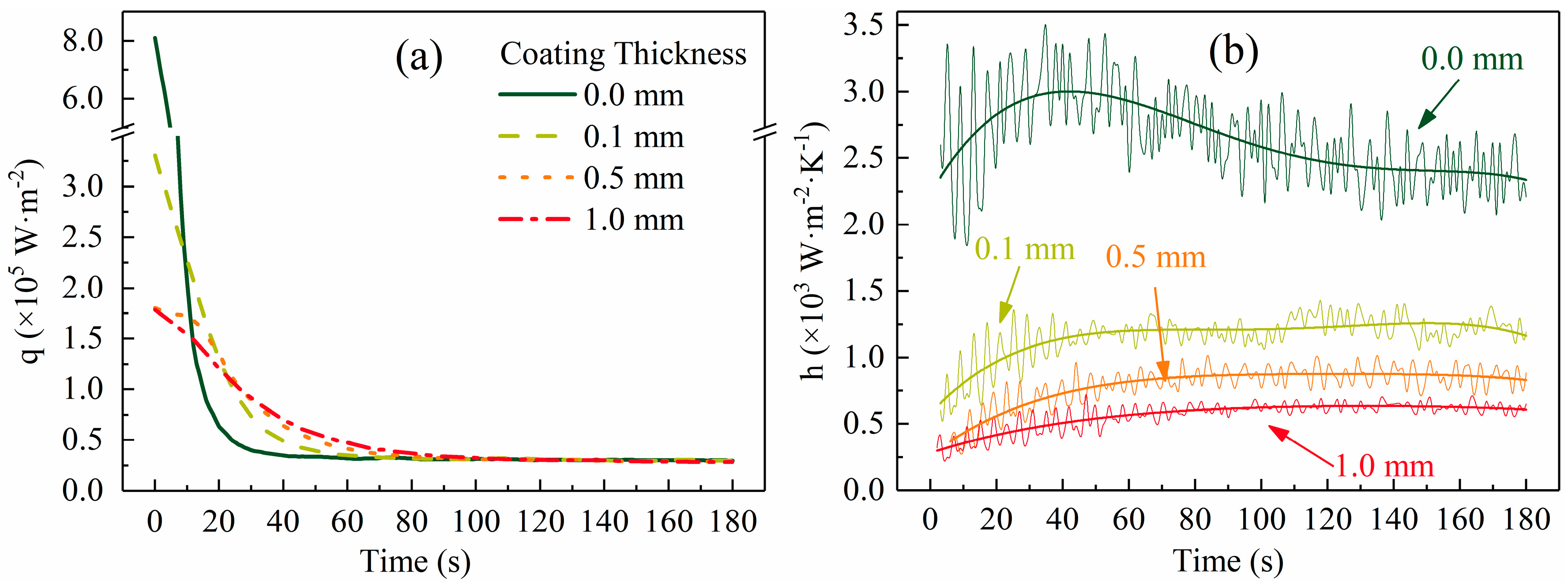
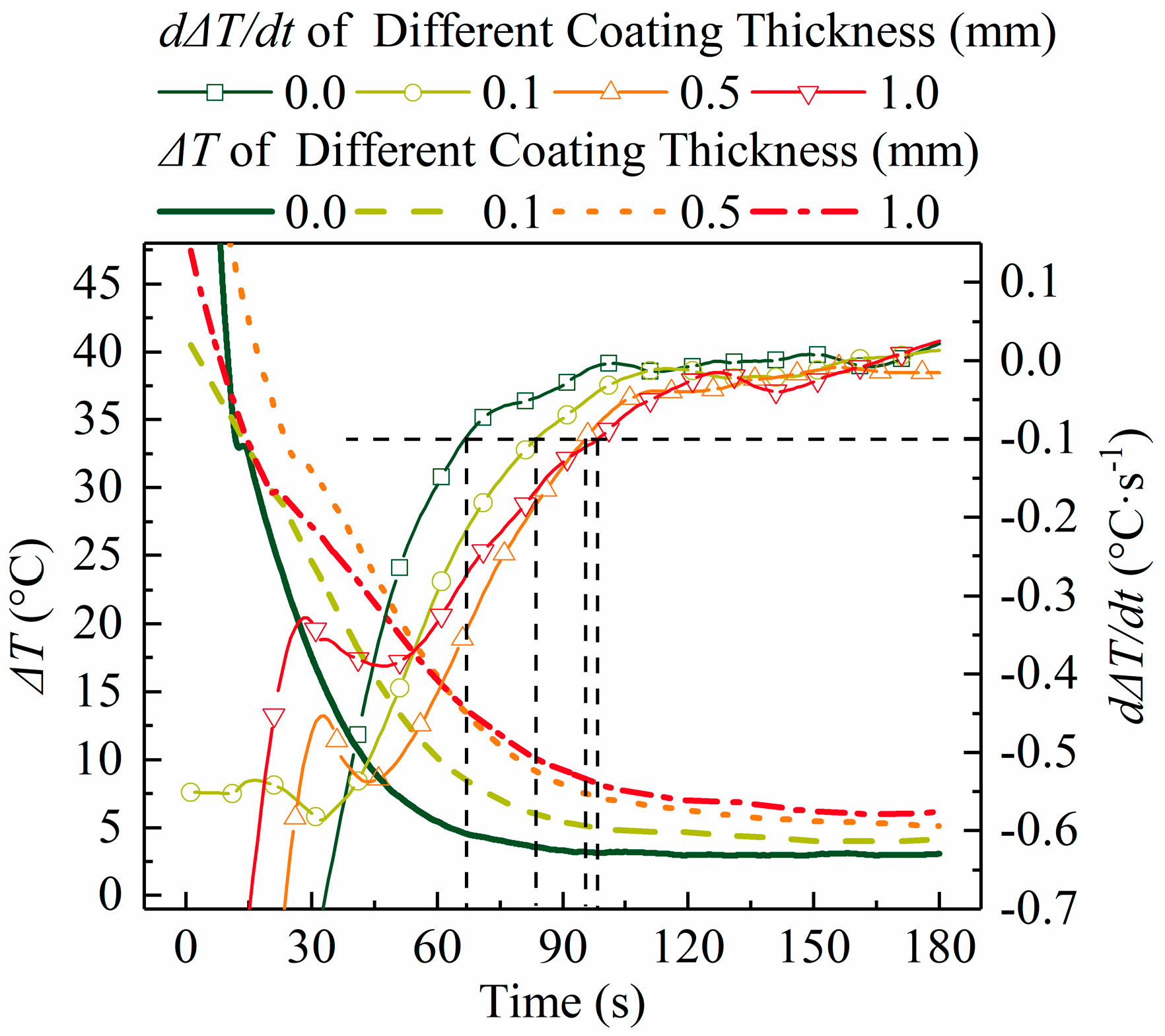
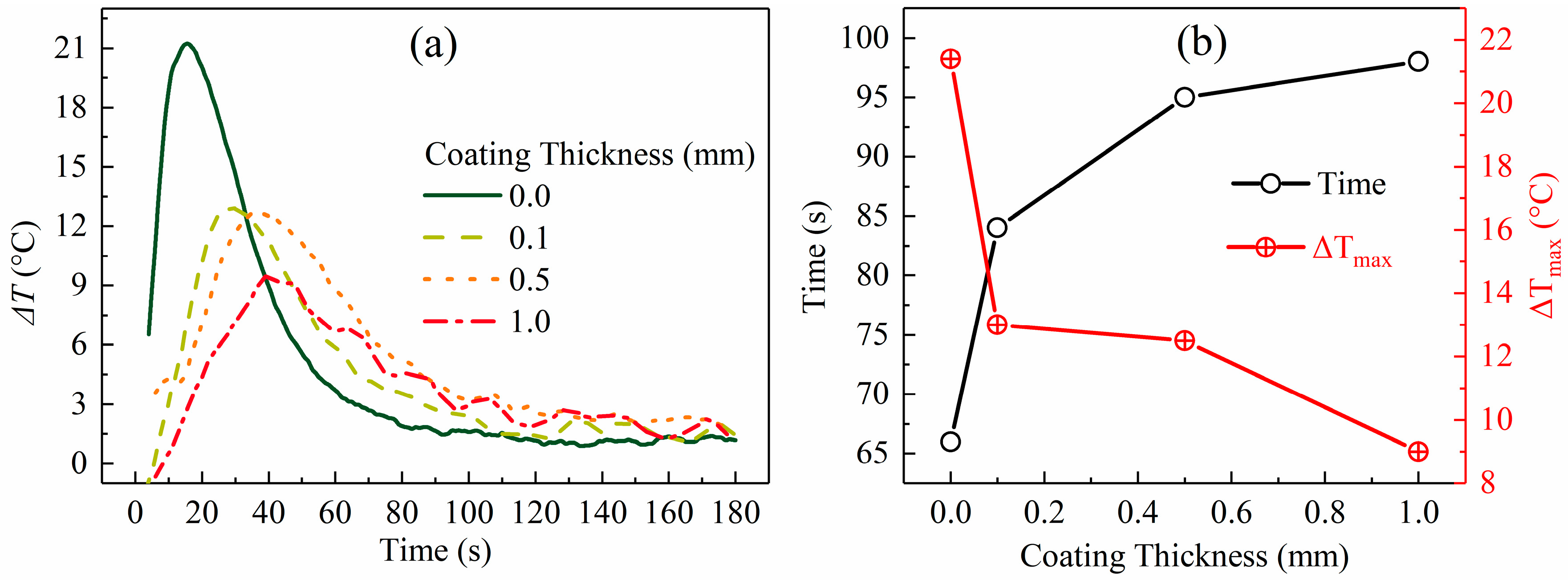
- The duration of the unstable stage became shorter as the coating thickness reduced (see Figure 8b). These results are coincident with those of heat flux shown in Figure 6a. Figure 6a shows that, for a slug with a thinner coating, less time is required to reduce the heat flux to a nearly constant low value.
- Figure 5 shows that the highest temperature gradient decreased with an increase in coating thickness. To show this clearly, the largest temperature difference between points 1 and 3 in Figure 5 was used to represent the largest temperature gradient and is plotted in Figure 8b. Figure 8b shows that this temperature difference decreased from 21 °C to 9 °C as the coating thickness increased. As shown in Figure 6b, the IHTC reduced from ~2700 W·m−2·K−1 to ~500 W·m−2·K−1 when the coating increased from 0.0 mm to 1.0 mm, which caused the highest heat flux to decrease from 800,000 W·m−2 to 180,000 W·m−2, respectively (see Figure 6a). This is the reason for the variation of this temperature gradient.
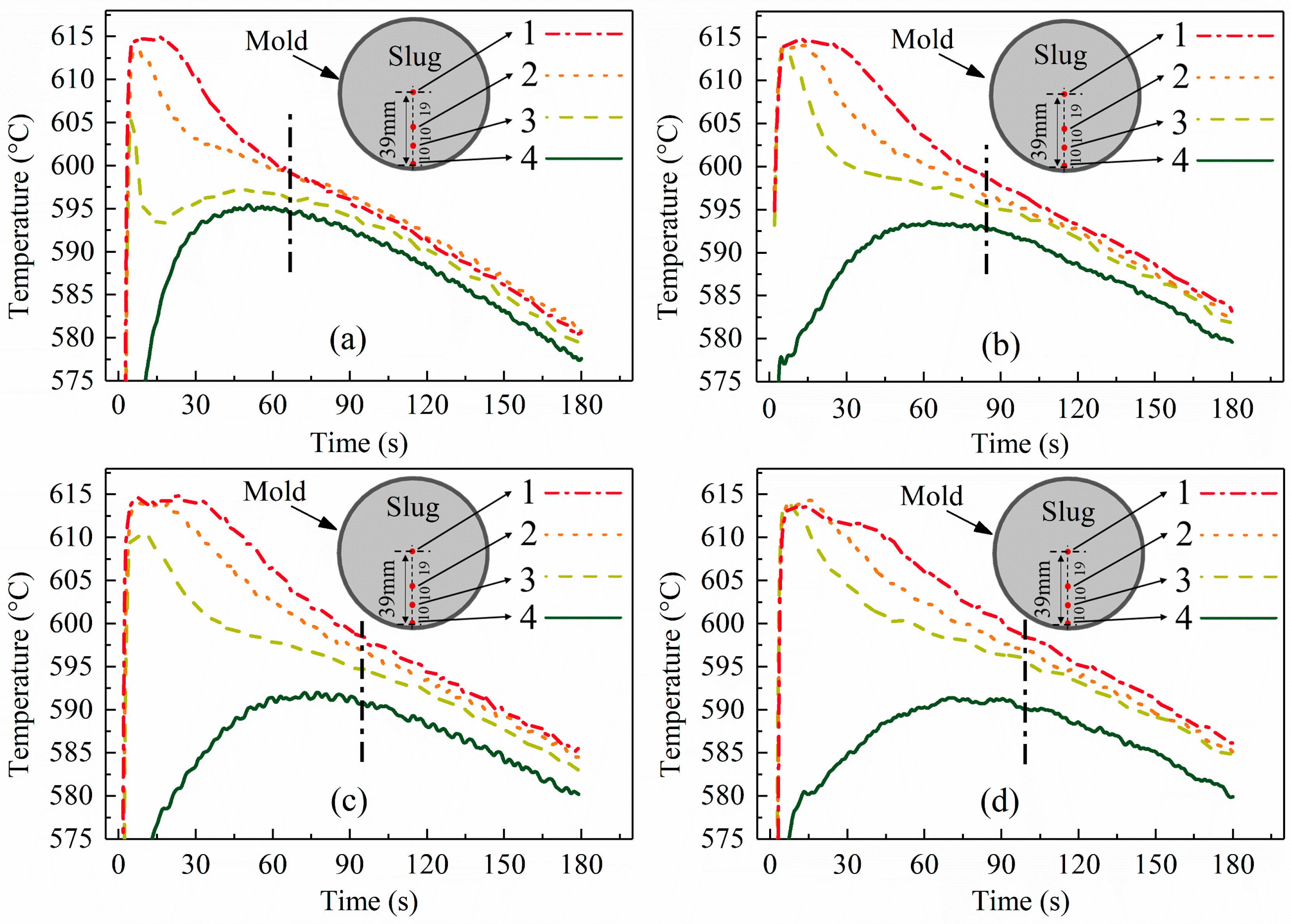
- The final temperature (Figure 5, location 1 at 180 s) decreased from 586 °C to 581 °C with the decrease in coating thickness. This observation is supported by the temperature data of the mold (see Figure 4a): a mold with a thick coating exhibited a lower temperature than a mold with a thin coating. Less heat was absorbed by the mold with a thick coating and the rate of heat loss to the air also reduced.
- As the coating thickness reduced, the temperature difference between the slug center and surface during the quasi-stable stage decreased (see Figure 5 and Figure 7). Figure 8a shows that the temperature difference between slug center and middle was almost same for various coating thicknesses. The increasement in Figure 7 could result from measurement error: the thermocouple at the slug surface touched the mold during the experiments, which may have resulted in the experimental values being slightly lower than the true values. The influence of this effect would have increased as the mold temperature reduced (Figure 4a shows that the mold temperature reduced as the coating thickened). It was concluded that the coating thickness had no obvious effect on the radial temperature distribution of the slug during the quasi-stable stage. This conclusion is supported by the data of Figure 6a, which shows that the interfacial heat flux of different coating thicknesses was almost same during the quasi-stable stage.
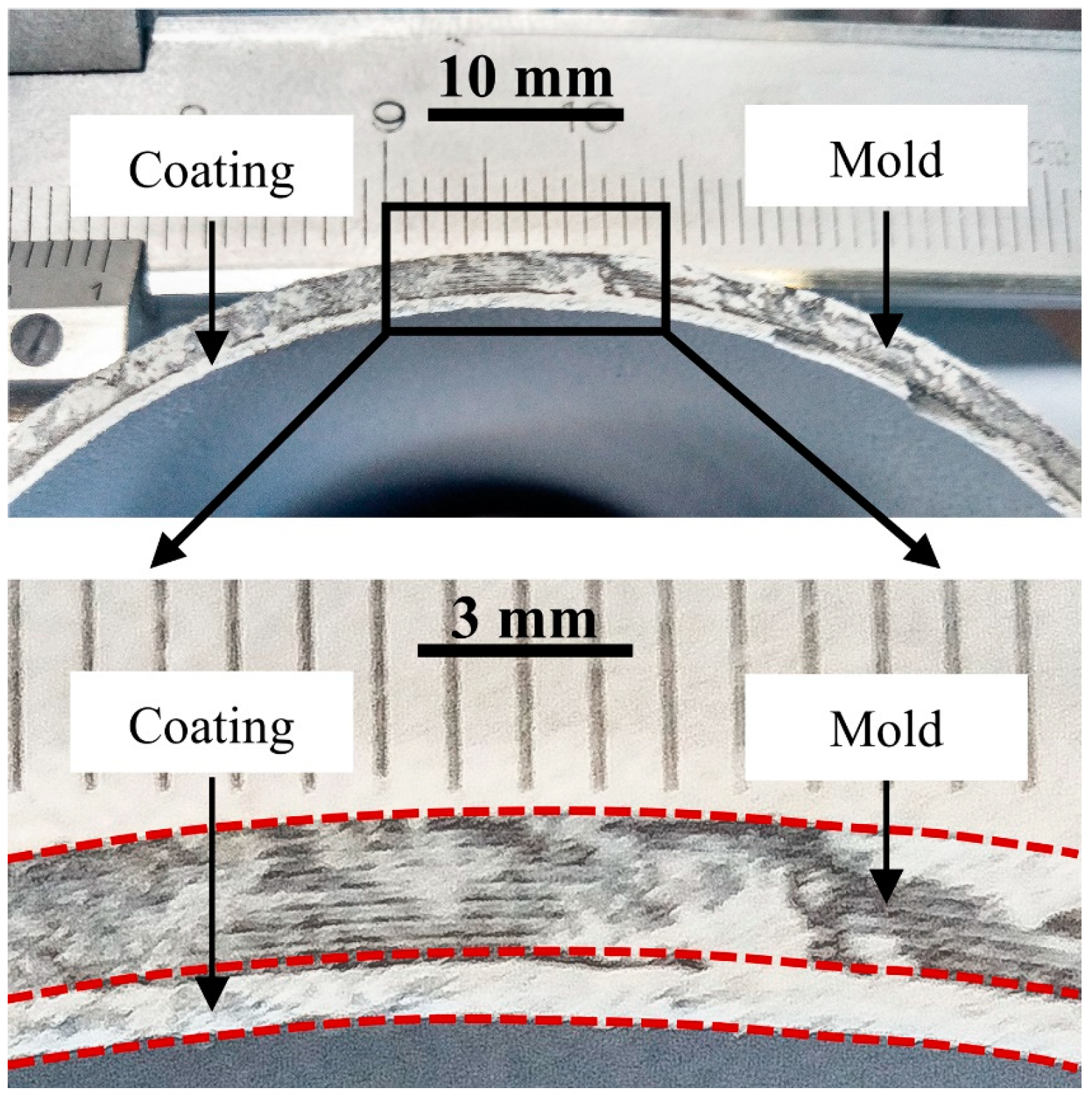
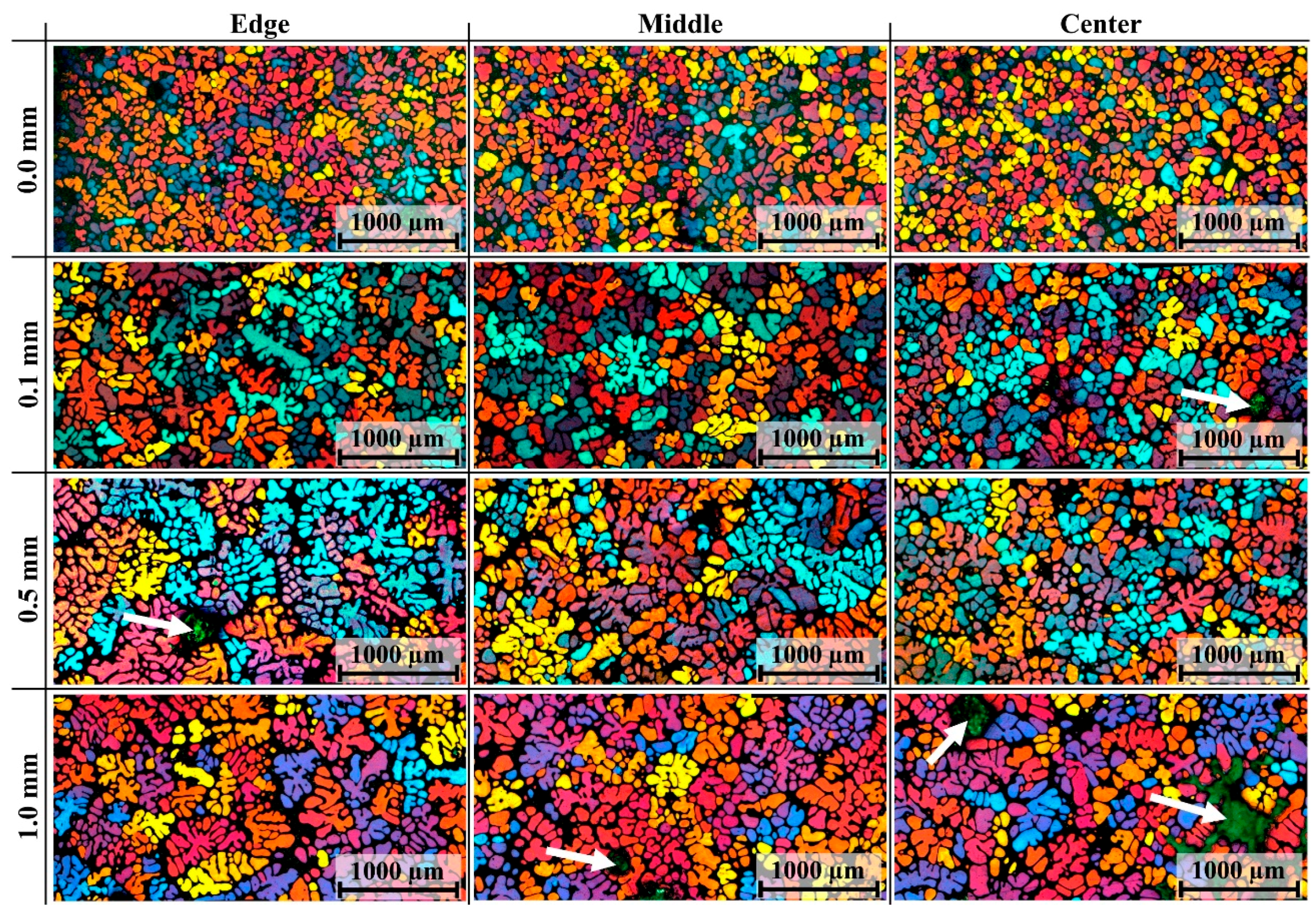
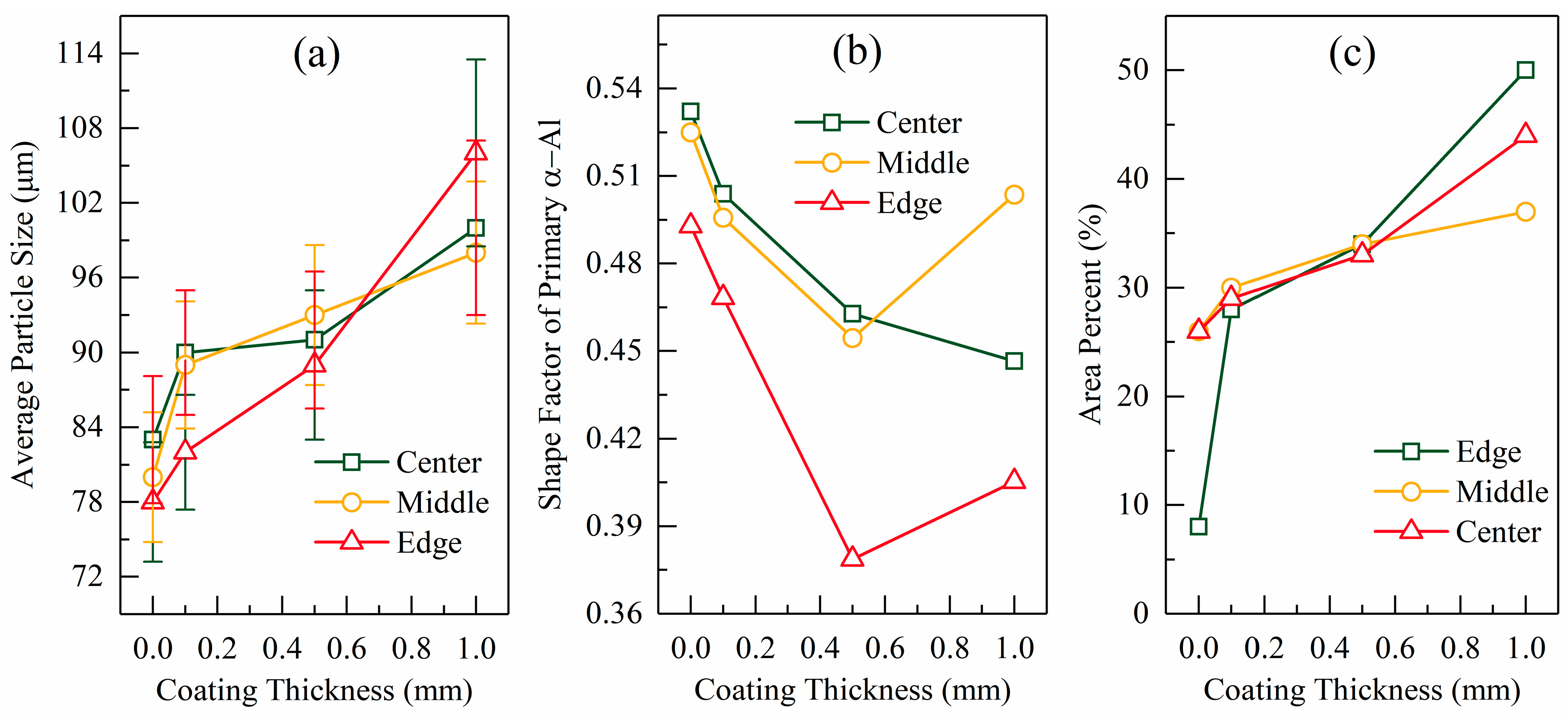
3.3. Microstructures of Different Coating Thicknesses
4. Conclusions
- The IHTC of the mold–slug interface in the SEED process was estimated. The IHTC fluctuated within a small range and decreased with an increase in coating thickness. The IHTC reduced from ~2700 W·m−2·K−1 to ~1100 W·m−2·K−1, 800 W·m−2·K−1, and 500 W·m−2·K−1 when the coating increased in thickness from 0.0 mm to 0.1 mm, 0.5 mm, and 1.0 mm, respectively. The IHTC was sensitive to the BN coating thickness when this was less than 0.1 mm.
- The heat flux of the mold–slug interface decreased sharply from its highest value to a nearly constant low value during the SEED process. The reduction rate decreased as the BN coating thickness and swirling time increased. The highest value decreased from ~800,000 W·m−2 to ~180,000 W·m−2 when the coating increased from 0.0 mm to 1.0 mm.
- The temperature difference in the slug dropped off to a constant low value as the swirling time rose. According to this characteristic, the temperature evolution was divided into two stages: unstable and quasi-stable stages. As the coating thickened, the duration of the unstable stage increased and the highest temperature gradient in the slug decreased. The coating thickness had no obvious effect on the quasi-stable stage.
- The microstructures strongly depended on the BN coating thickness. When the coating thickened, the grain size enlarged and the grain morphology transformed from a globular shape to a dendritic structure. The grain size enlarged from 78 µm to 106 µm at the edge, from 80 µm to 98 µm at the middle, and from 83 µm to 100 µm at the center when the BN coating thickness increased from 0.0 mm to 1.0 mm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Doutre, D.; Hay, G.; Wales, P. Semi-Solid Concentration Processing of Metallic Alloys. U.S. Patent 6,428,636 B2, 6 August 2002. [Google Scholar]
- Côté, P.; Larouche, M.-E.; Chen, X.G. New Developments with the SEED Technology. Solid State Phenom. 2013, 192–193, 373–378. [Google Scholar] [CrossRef]
- Nafisi, S.; Lashkari, O.; Ghomashchi, R.; Ajersch, F.; Charette, A. Microstructure and rheological behavior of grain refined and modified semi-solid A356 Al–Si slurries. Acta Mater. 2006, 54, 3503–3511. [Google Scholar] [CrossRef]
- da Silva, M.; Lemieux, A.; Chen, X.G. Characterization of semi-solid slurry using a novel “Rheo-Characterizer” apparatus. J. Mater. Process. Technol. 2009, 209, 5892–5901. [Google Scholar] [CrossRef]
- Liang, X.K.; Li, D.Q.; Luo, M.; He, Y.F.; Zhang, F.; Zhu, Q. Effects of Grain Refiner on the Microstructural Evolution during Making Semi-Solid Slurry of the A357 Alloy. Solid State Phenom. 2016, 256, 88–93. [Google Scholar] [CrossRef]
- Nafisi, S. Effects of Grain Refining and Modification on the Microstructural Evolution of Semi-Solid Alloy; University of Quebec at Chicoutimi, Heritage Branch: Saguenay, QC, Canada, 2006. [Google Scholar]
- Liang, X.-K.; Zhu, Q.; Luo, M.; Li, D.-Q. Application of polarized light microscopy on microstructural characterization of semisolid slurry. Rare Met. 2018. [Google Scholar] [CrossRef]
- Lashkari, O.; Nafisi, S.; Ghomashchi, R. Microstructural characterization of rheo-cast billets prepared by variant pouring temperatures. Mater. Sci. Eng. A 2006, 441, 49–59. [Google Scholar] [CrossRef]
- Bouchard, D.; Hamel, F.G.; Nadeau, J.-P.; Simard, D.; Bellemare, S.; Dreneau, F.; Tremblay, D.-A. Effects of substrate surface conditions on heat transfer and shell morphology in the solidification of a copper alloy. Metall. Mater. Trans. B 2001, 32, 111–118. [Google Scholar] [CrossRef]
- Muojekwu, C.A.; Samarasekera, I.V.; Brimacombe, J.K. Heat transfer and microstructure during the early stages of metal solidification. Metall. Mater. Trans. B 1995, 26, 361–382. [Google Scholar] [CrossRef]
- Hamasaiid, A.; Dargusch, M.S.; Davidson, C.J.; Tovar, S.; Loulou, T.; Rezaï-Aria, F.; Dour, G. Effect of Mold Coating Materials and Thickness on Heat Transfer in Permanent Mold Casting of Aluminum Alloys. Metall. Mater. Trans. A 2007, 38, 1303–1316. [Google Scholar] [CrossRef]
- Colbert, J.; Bouchard, D. A Heat Transfer Model for the Production of Semi-Solid Billets with the SEED Process. Mater. Sci. Forum 2006, 519–521, 1525–1532. [Google Scholar] [CrossRef]
- Lienhard, J.H., IV; Lienhard, J.H., V. A Heat Transfer Textbook, 3rd ed.; Phlogiston Press: Cambridge, MA, USA, 2006; pp. 22–23. [Google Scholar]
- Qu, W.; Zhang, F.; Li, D.; Luo, M.; Yang, Z.; Zhang, Y. Application of CAFÉ Method on Microstructure Simulation of Semi-solid Al–7%Si Alloy, Proceedings of the Chinese Materials Conference 2017, Yinchuan Ningxia, 18 April 2018; Springer Singapore: Yinchuan, Ningxia, China, 2018; pp. 819–827. [Google Scholar]
- Sun, Z.; Hu, H.; Niu, X. Determination of heat transfer coefficients by extrapolation and numerical inverse methods in squeeze casting of magnesium alloy AM60. J. Mater. Process. Technol. 2011, 211, 1432–1440. [Google Scholar] [CrossRef]
- Lau, F.; Lee, W.B.; Xiong, S.M.; Liu, B.C. A study of the interfacial heat transfer between an iron casting and a metallic mould. J. Mater. Process. Technol. 1998, 79, 25–29. [Google Scholar] [CrossRef]
- Guo, Z.; Xiong, S.; Liu, B.; Mei, L.; Allison, J. Determination of the heat transfer coefficient at metal–die interface of high pressure die casting process of AM50 alloy. Int. J. Heat Mass Transf. 2008, 51, 6032–6038. [Google Scholar] [CrossRef]
- Zhu, M.F.; Kim, J.M.; Hong, C.P. Modeling of Globular and Dendritic Structure Evolution in Solidification of an Al–7mass%Si Alloy. ISIJ Int. 2001, 41, 992–998. [Google Scholar] [CrossRef]
- Uggowitzer, P.J.; Kaufmann, H. Evolution of Globular Microstructure in New Rheocasting and Super Rheocasting Semi-Solid Slurries. Steel Res. Int. 2004, 75, 525–530. [Google Scholar] [CrossRef]
- Xu, Y.; Casari, D.; Du, Q.; Mathiesen, R.H.; Arnberg, L.; Li, Y. Heterogeneous nucleation and grain growth of inoculated aluminium alloys: An integrated study by in-situ X-radiography and numerical modelling. Acta Mater. 2017, 140, 224–239. [Google Scholar] [CrossRef]
- Adachi, M.; Sasaki, H.; Harada, Y.; Sakamoto, T.; Sato, S. Method and Apparatus for Shaping Semisolid Metals. U.S. Patent 6,851,466 B2, 8 February 2005. [Google Scholar]
- Browne, D.J.; Hussey, M.J.; Carr, A.J.; Brabazon, D. Direct thermal method: New process for development of globular alloy microstructure. Int. J. Cast Met. Res. 2003, 16, 418–426. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Number | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Spray time (s) | 2 | 15 | 60 | 120 |
| Coating thickness (mm) | ~0.0 | ~0.1 | ~0.5 | ~1.0 |
| Parameter | ||||||
|---|---|---|---|---|---|---|
| Unit | kg·m−3 | J·kg−1·°C−1 | °C | W·m−2·K−1 | m | m |
| Value | 7850 | 600 | 30 | 60 a | 0.0413 | 0.0390 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, M.; Li, D.; Qu, W.; Hu, X.; Zhu, Q.; Fan, J. Mold–Slug Interfacial Heat Transfer Characteristics of Different Coating Thicknesses: Effects on Slug Temperature and Microstructure in Swirled Enthalpy Equilibration Device Process. Materials 2019, 12, 1836. https://doi.org/10.3390/ma12111836
Luo M, Li D, Qu W, Hu X, Zhu Q, Fan J. Mold–Slug Interfacial Heat Transfer Characteristics of Different Coating Thicknesses: Effects on Slug Temperature and Microstructure in Swirled Enthalpy Equilibration Device Process. Materials. 2019; 12(11):1836. https://doi.org/10.3390/ma12111836
Chicago/Turabian StyleLuo, Min, Daquan Li, Wenying Qu, Xiaogang Hu, Qiang Zhu, and Jianzhong Fan. 2019. "Mold–Slug Interfacial Heat Transfer Characteristics of Different Coating Thicknesses: Effects on Slug Temperature and Microstructure in Swirled Enthalpy Equilibration Device Process" Materials 12, no. 11: 1836. https://doi.org/10.3390/ma12111836
APA StyleLuo, M., Li, D., Qu, W., Hu, X., Zhu, Q., & Fan, J. (2019). Mold–Slug Interfacial Heat Transfer Characteristics of Different Coating Thicknesses: Effects on Slug Temperature and Microstructure in Swirled Enthalpy Equilibration Device Process. Materials, 12(11), 1836. https://doi.org/10.3390/ma12111836