Effect of Al Element on the Microstructure and Properties of Cu-Ni-Fe-Mn Alloys

Abstract
:1. Introduction
2. Experimental
2.1. Materials
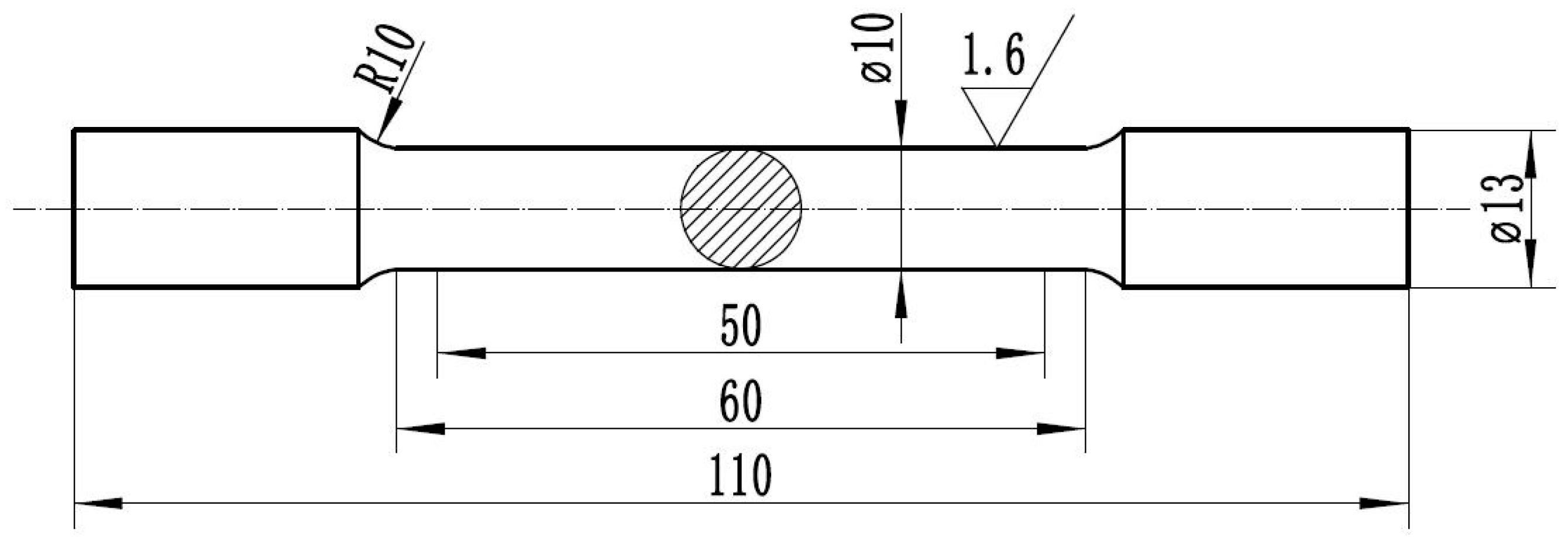
2.2. Experimental Method
3. Results and Discussion
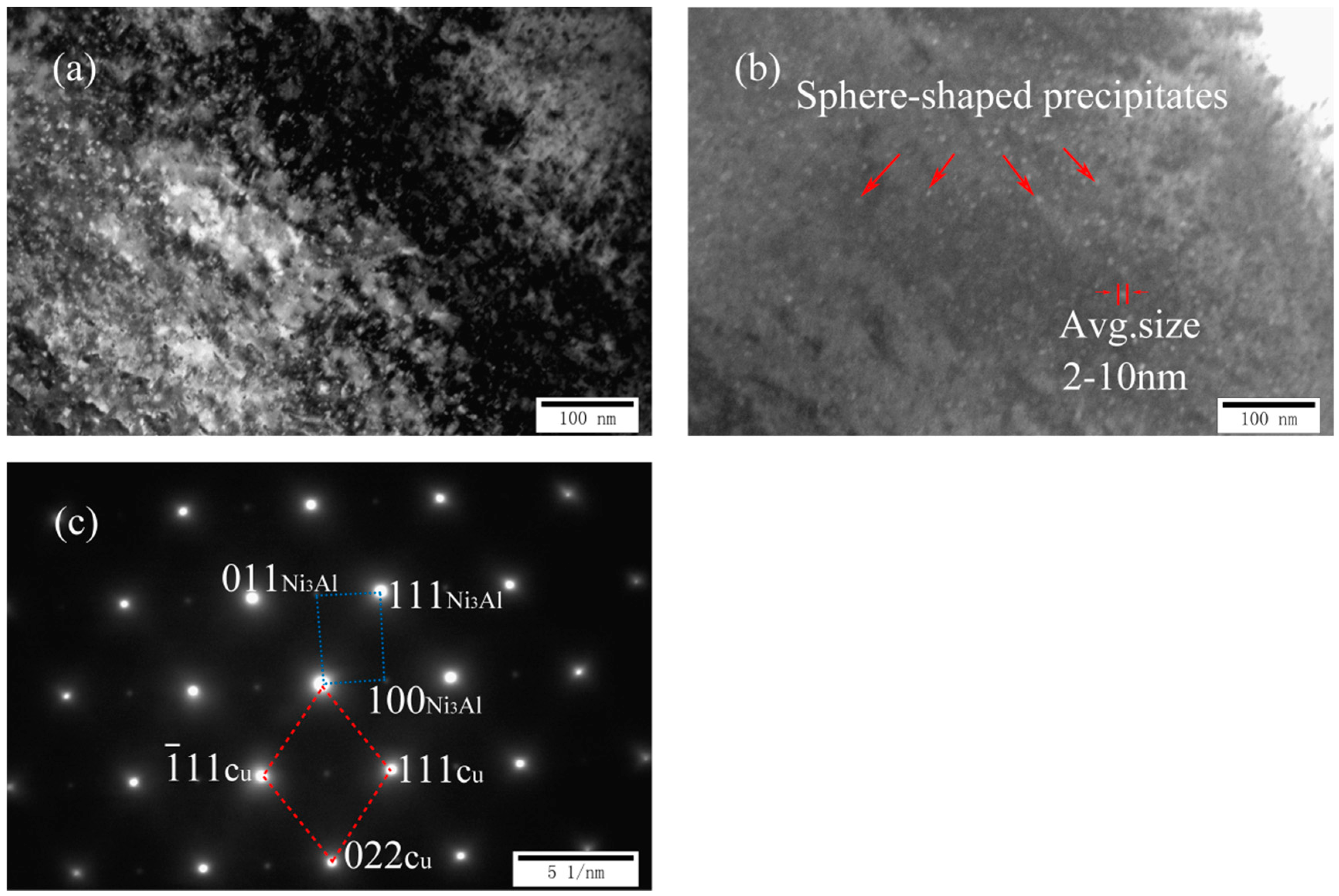
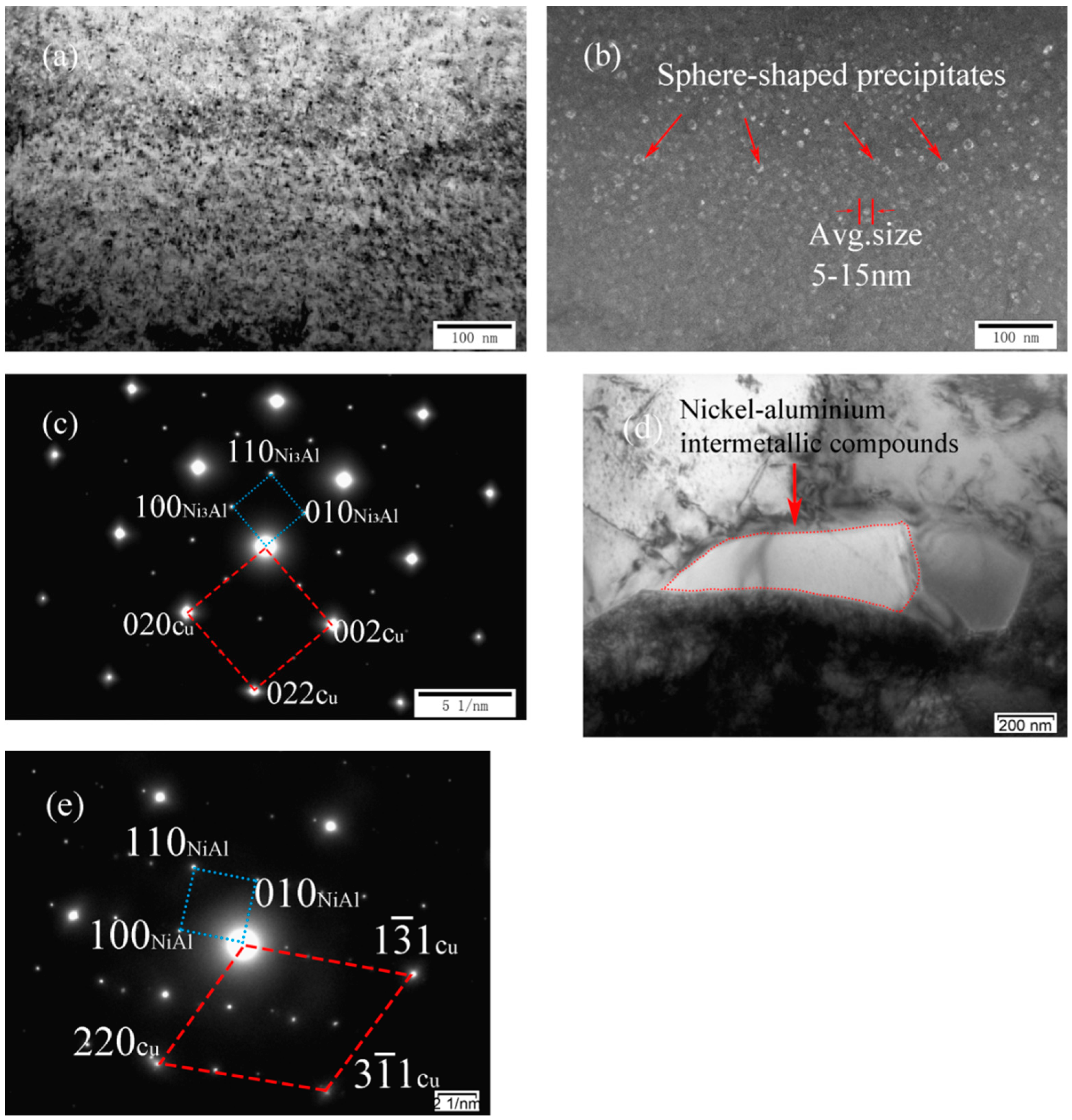
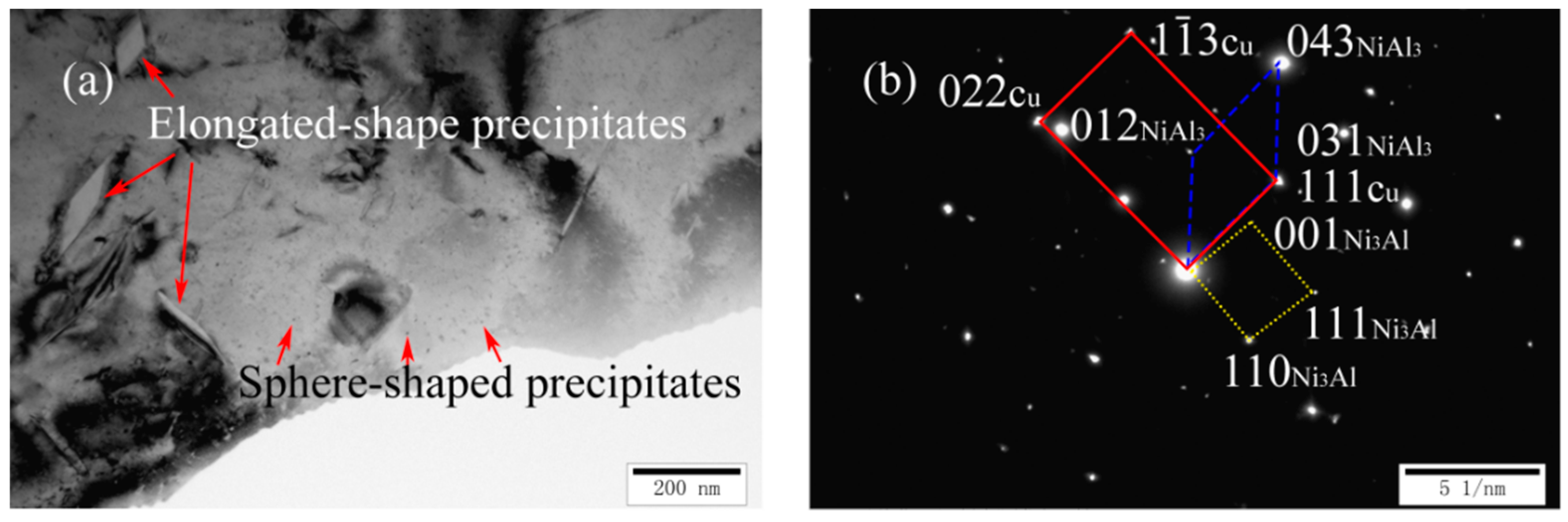
3.1. Microstructure of As-Cast Alloy
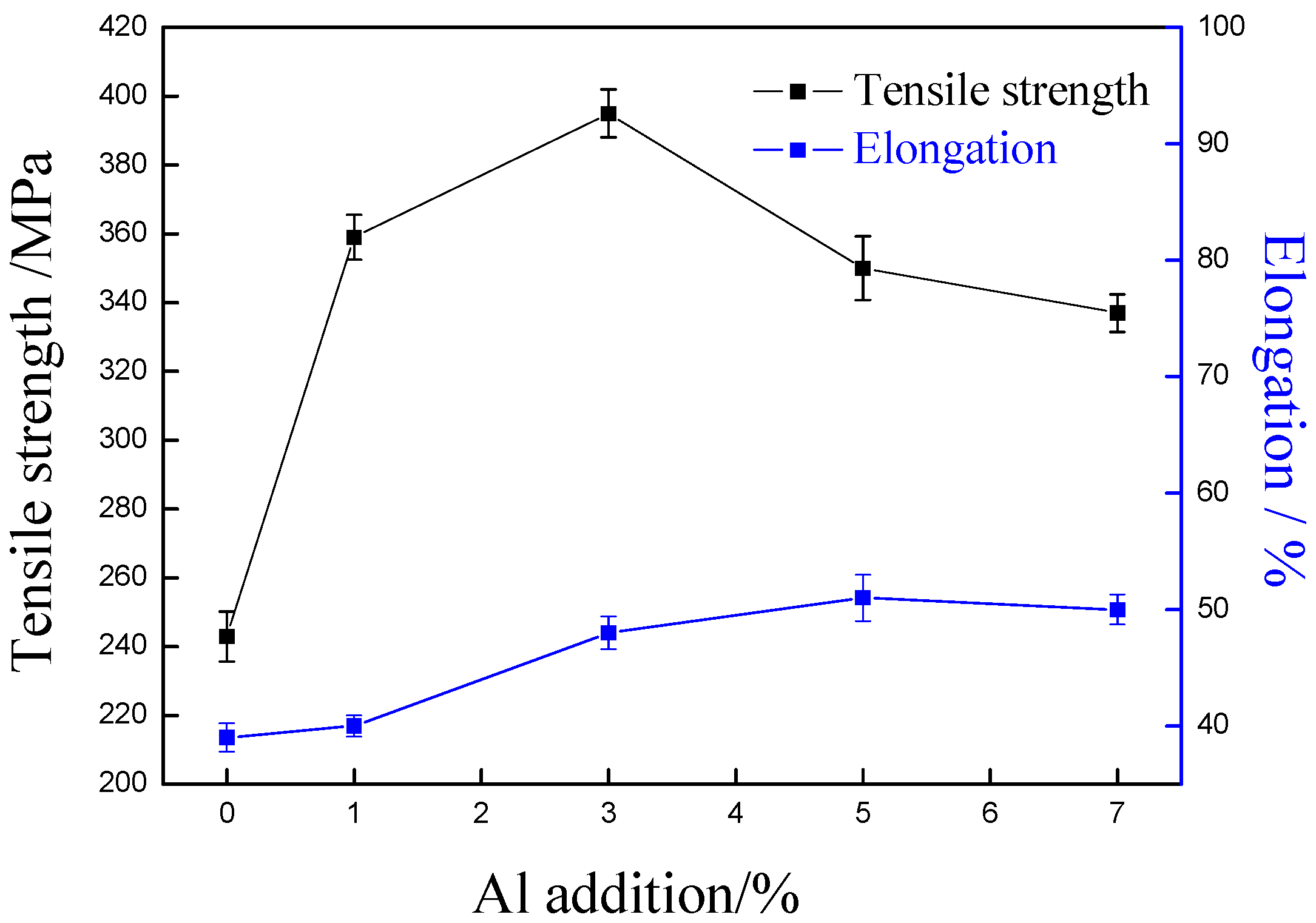
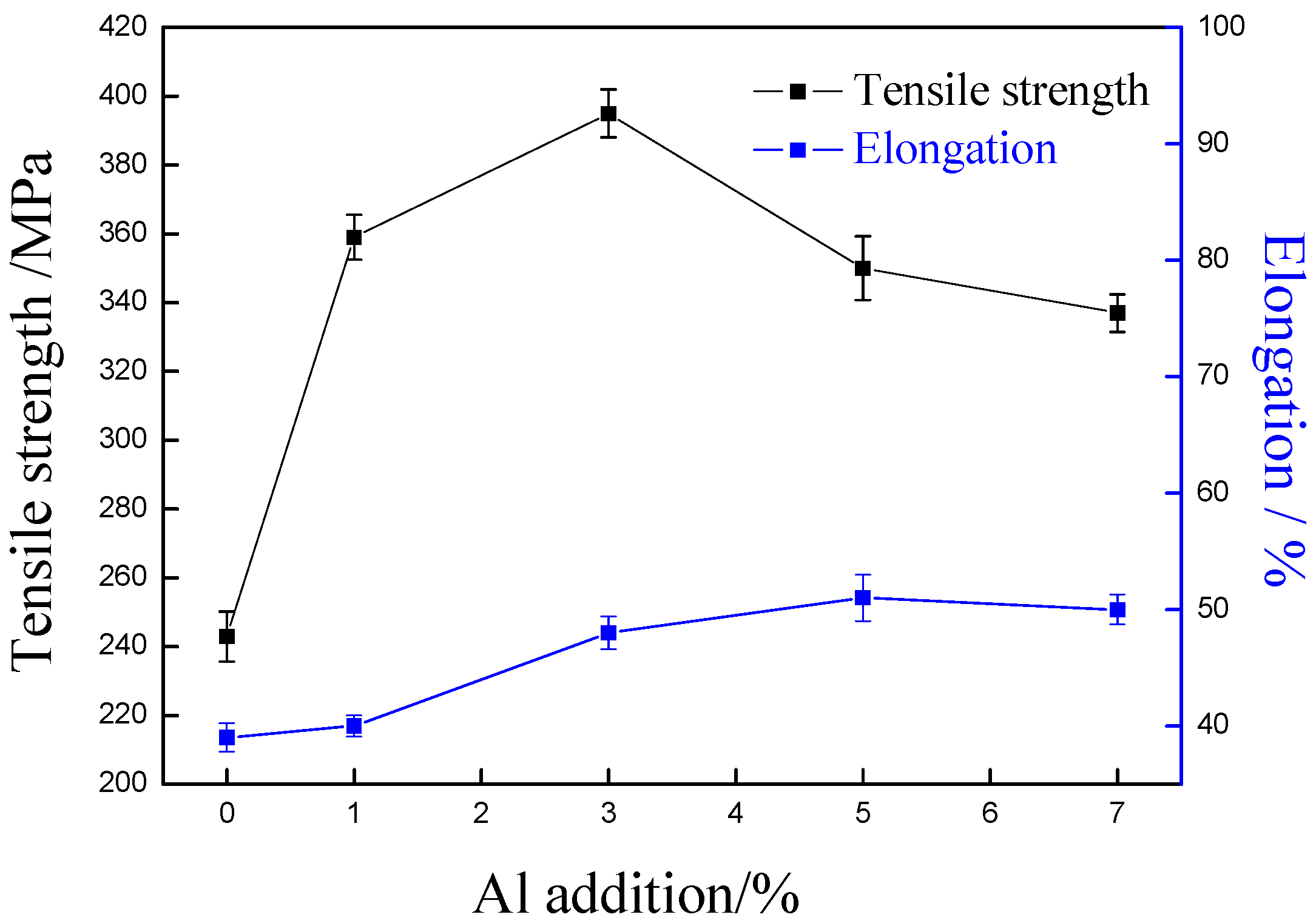
3.2. Effect of Aluminum Content on Mechanical Properties
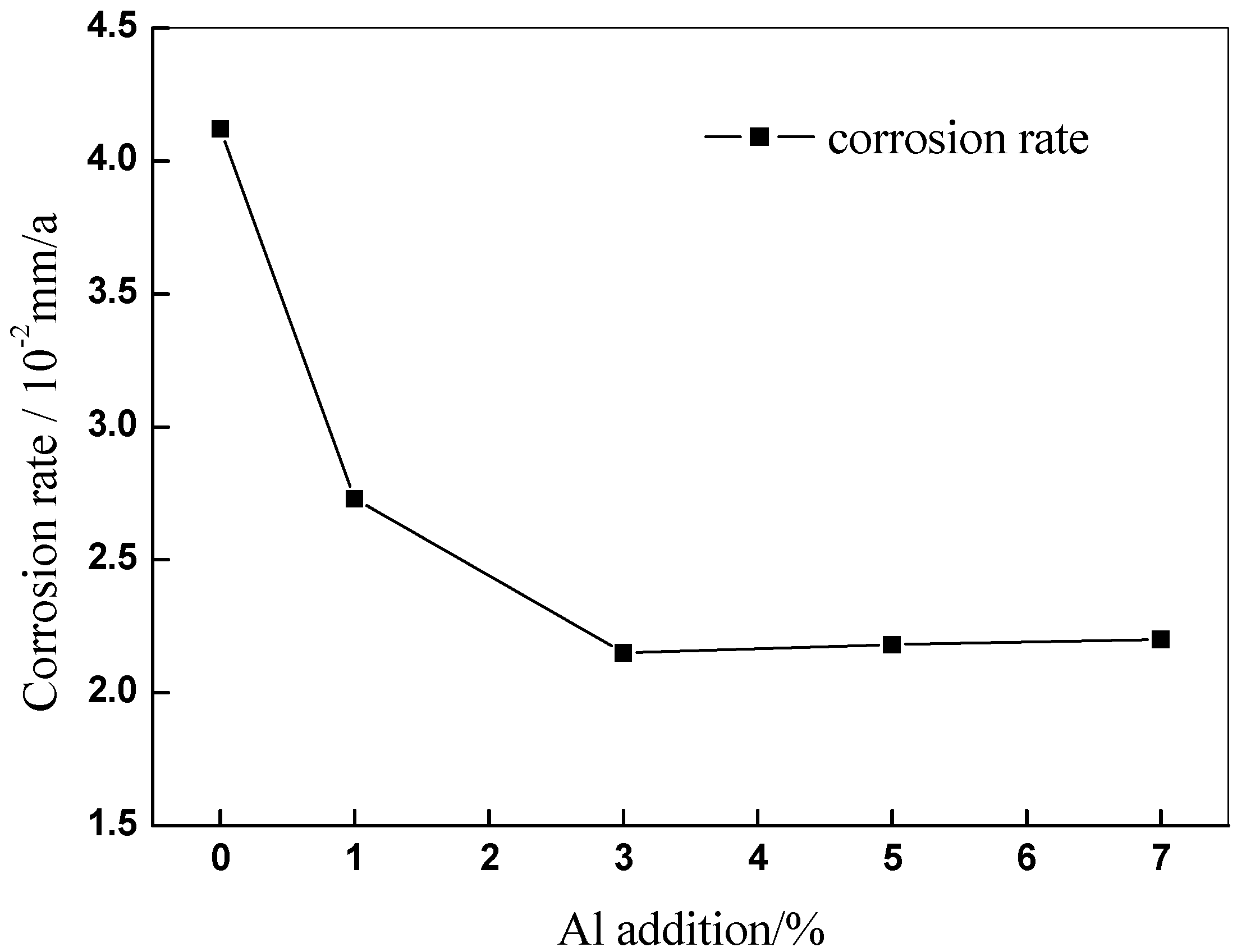
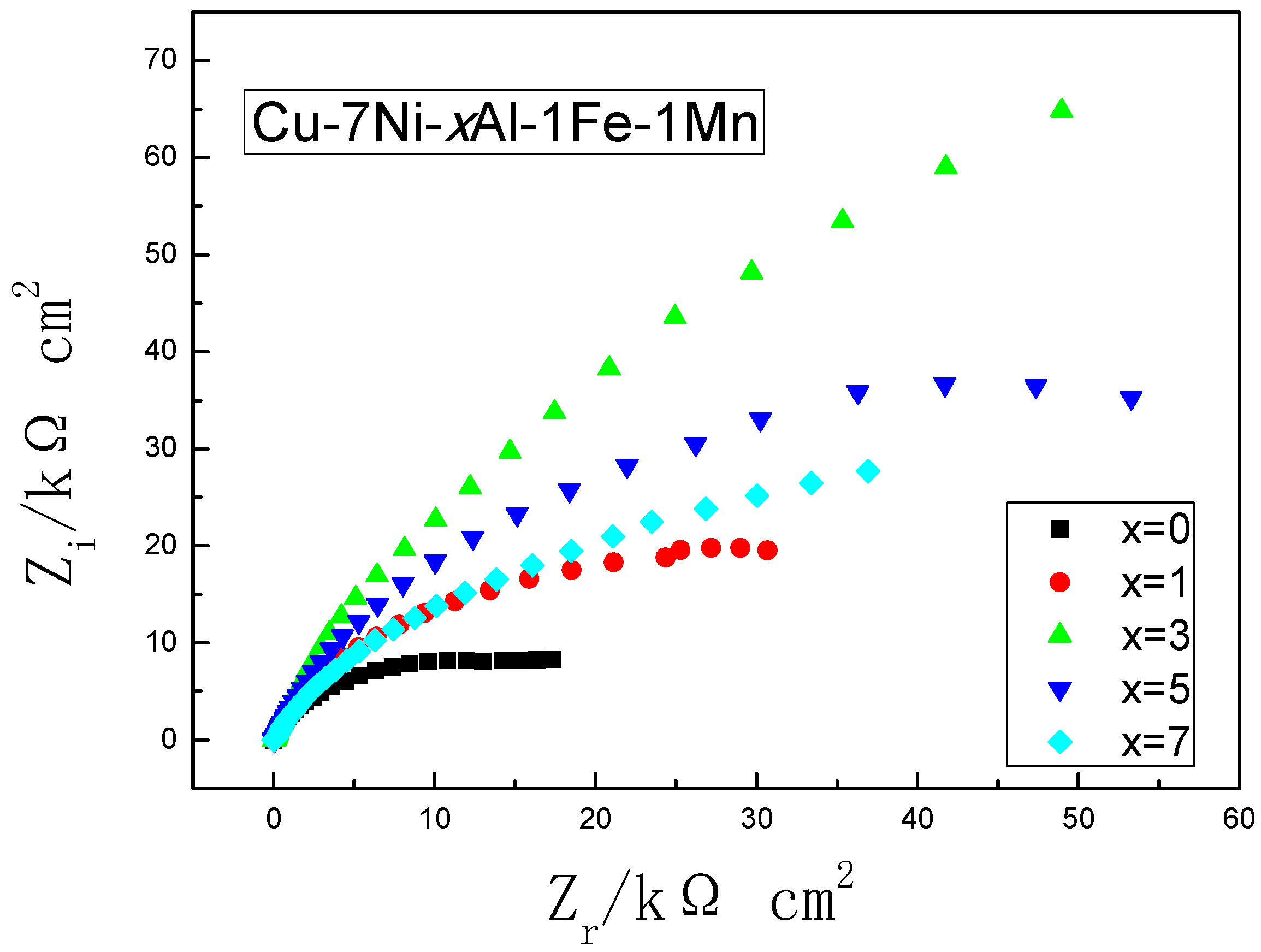
3.3. Effect of Aluminum Content on Corrosion Resistance
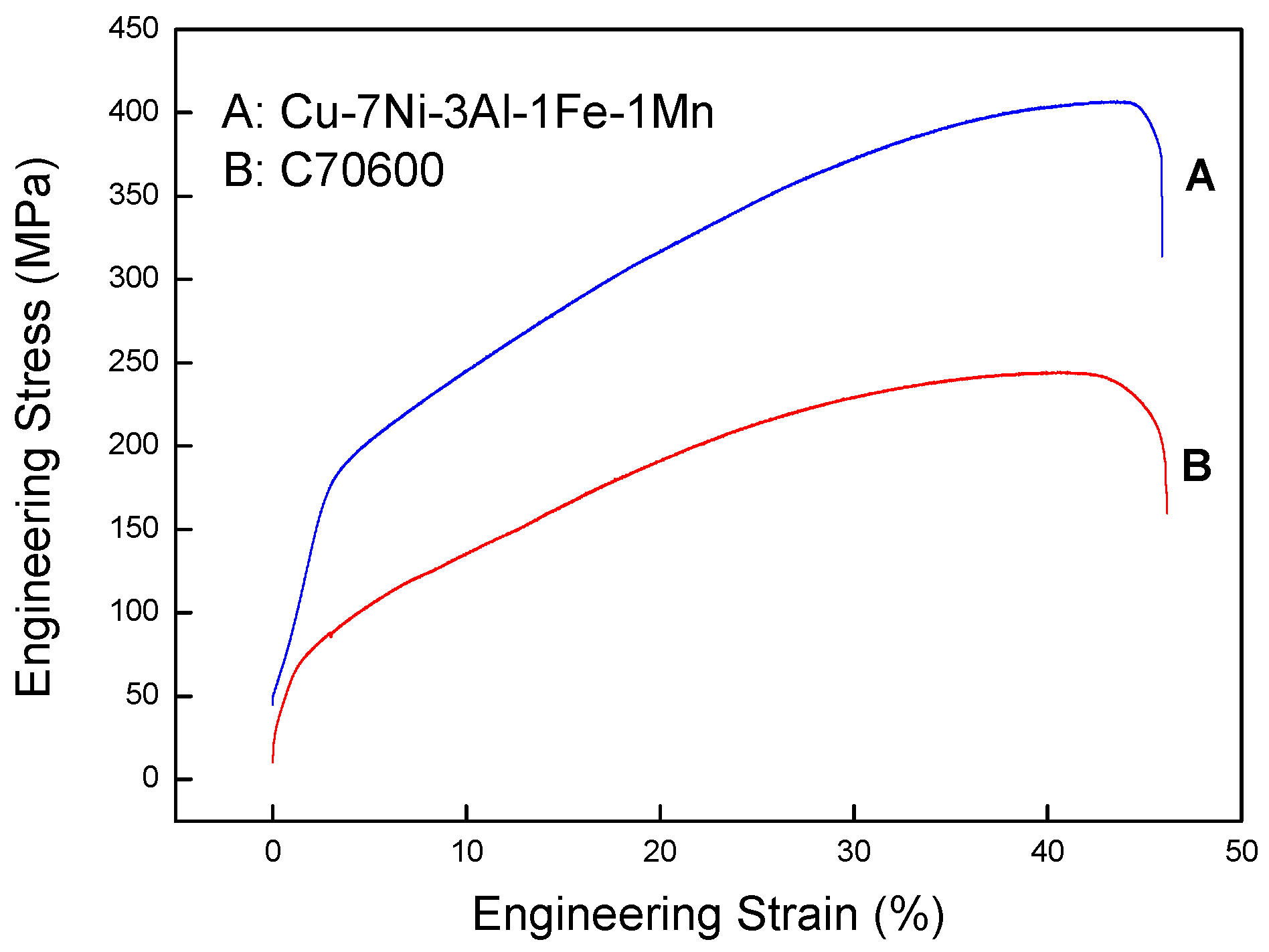
3.4. Mechanical Properties and Corrosion Resistance of Different Cupronickel
4. Conclusions
- (1)
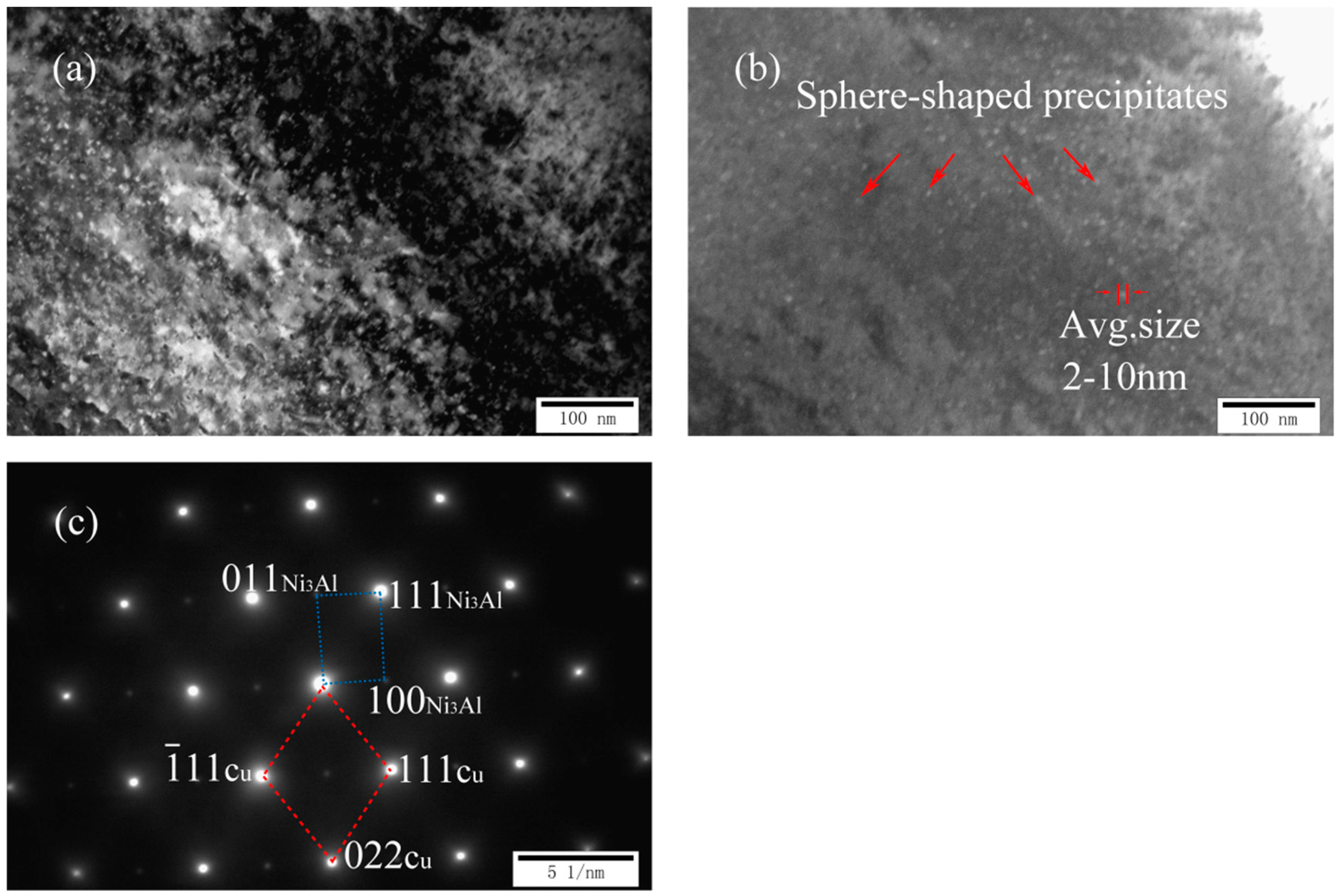
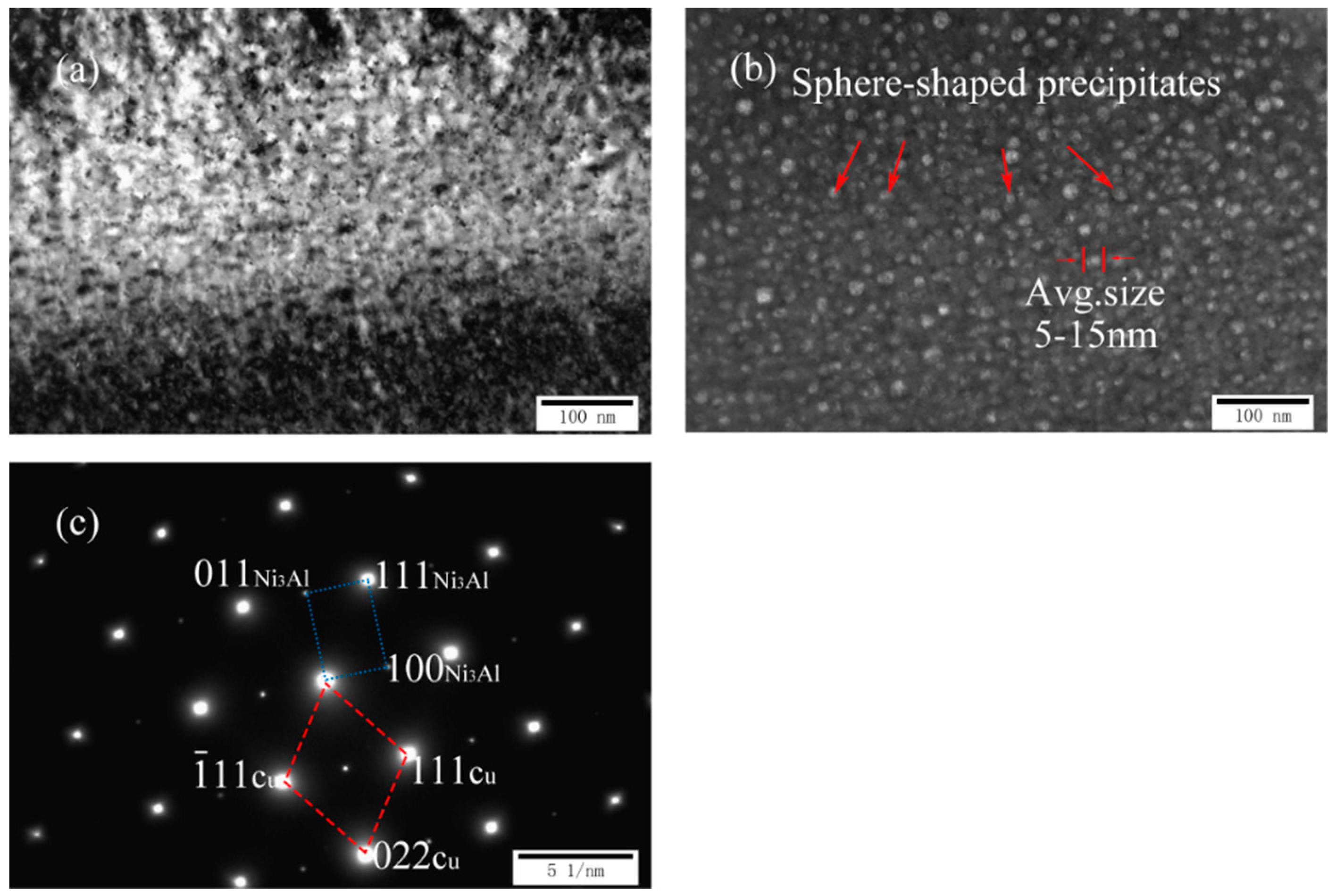
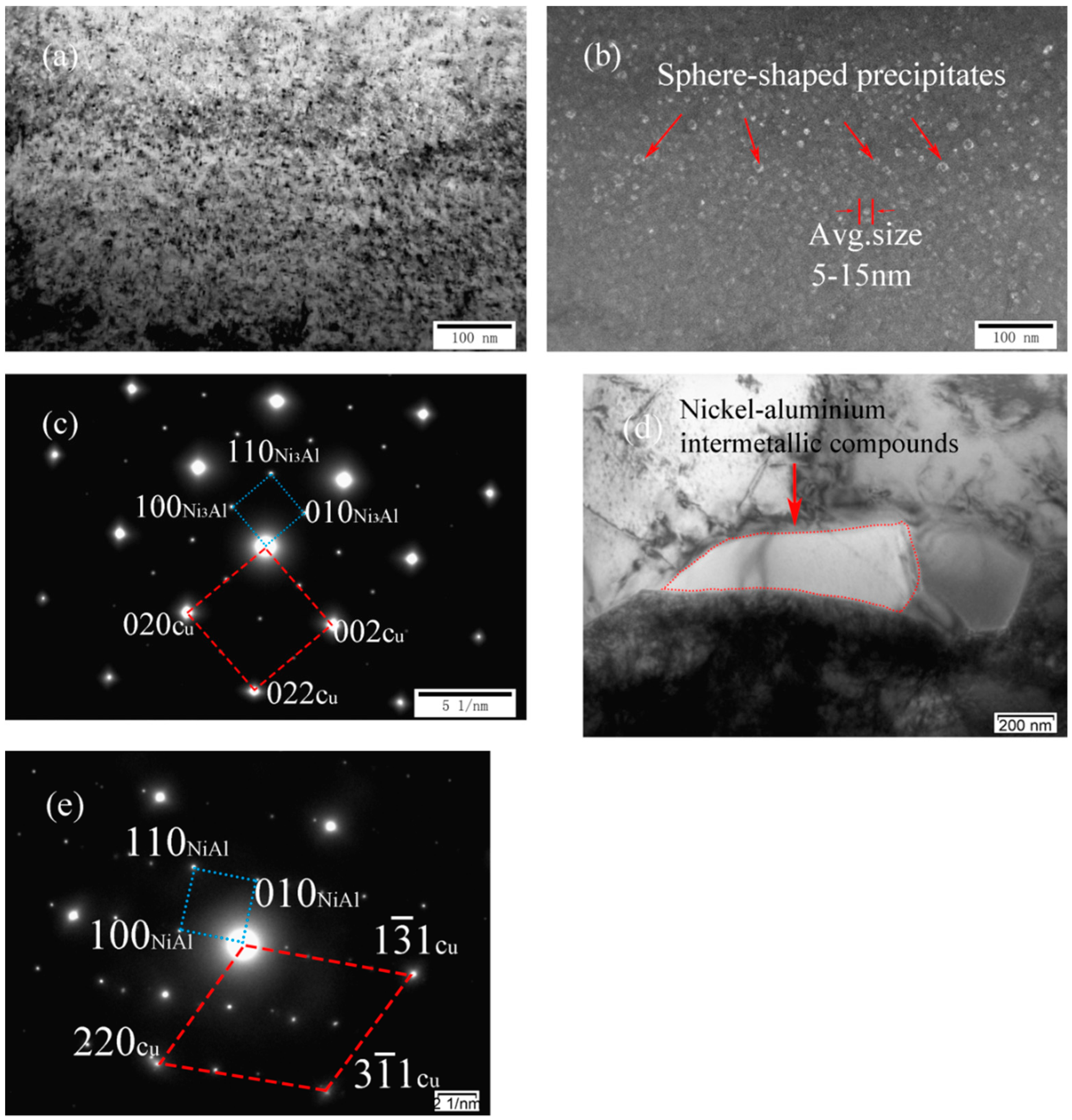
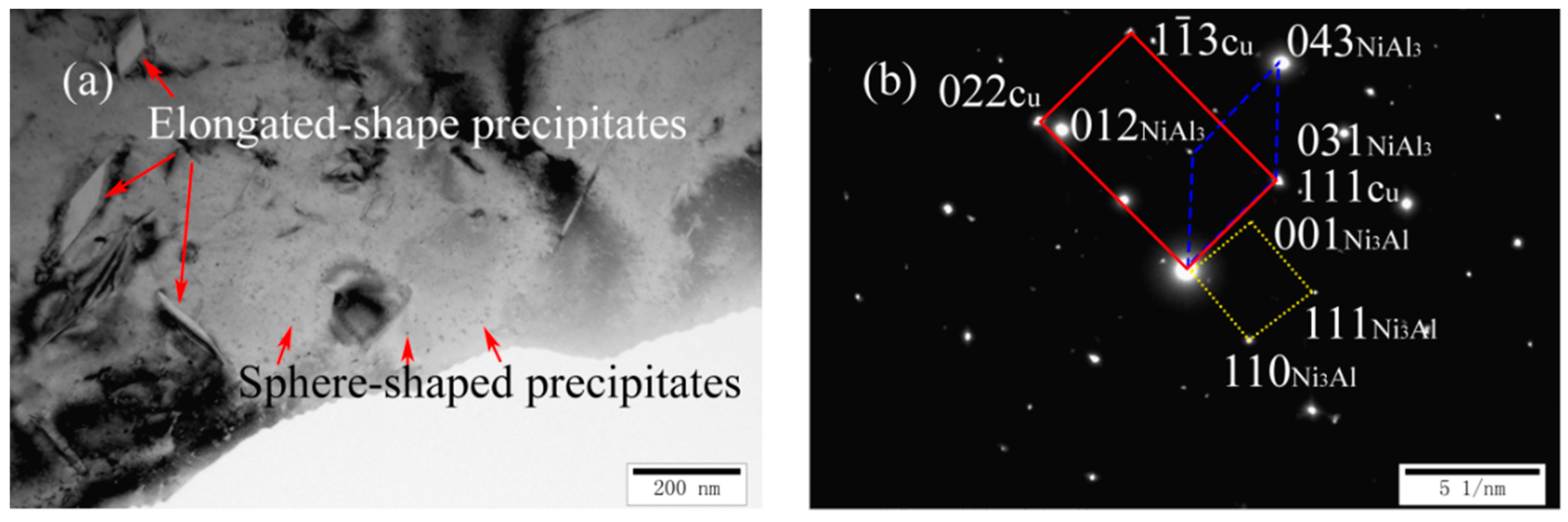
- The precipitation behavior of Cu-7Ni-xAl-1Fe-1Mn alloy with the change of aluminum content has a series of phase transformations. It is confirmed that the second-phase transformation of Cu-7Ni-xAl-1Fe-1Mn alloy follows the sequence of: α solid solution → Ni3Al → Ni3Al + NiAl → Ni3Al + NiAl3.
- (2)
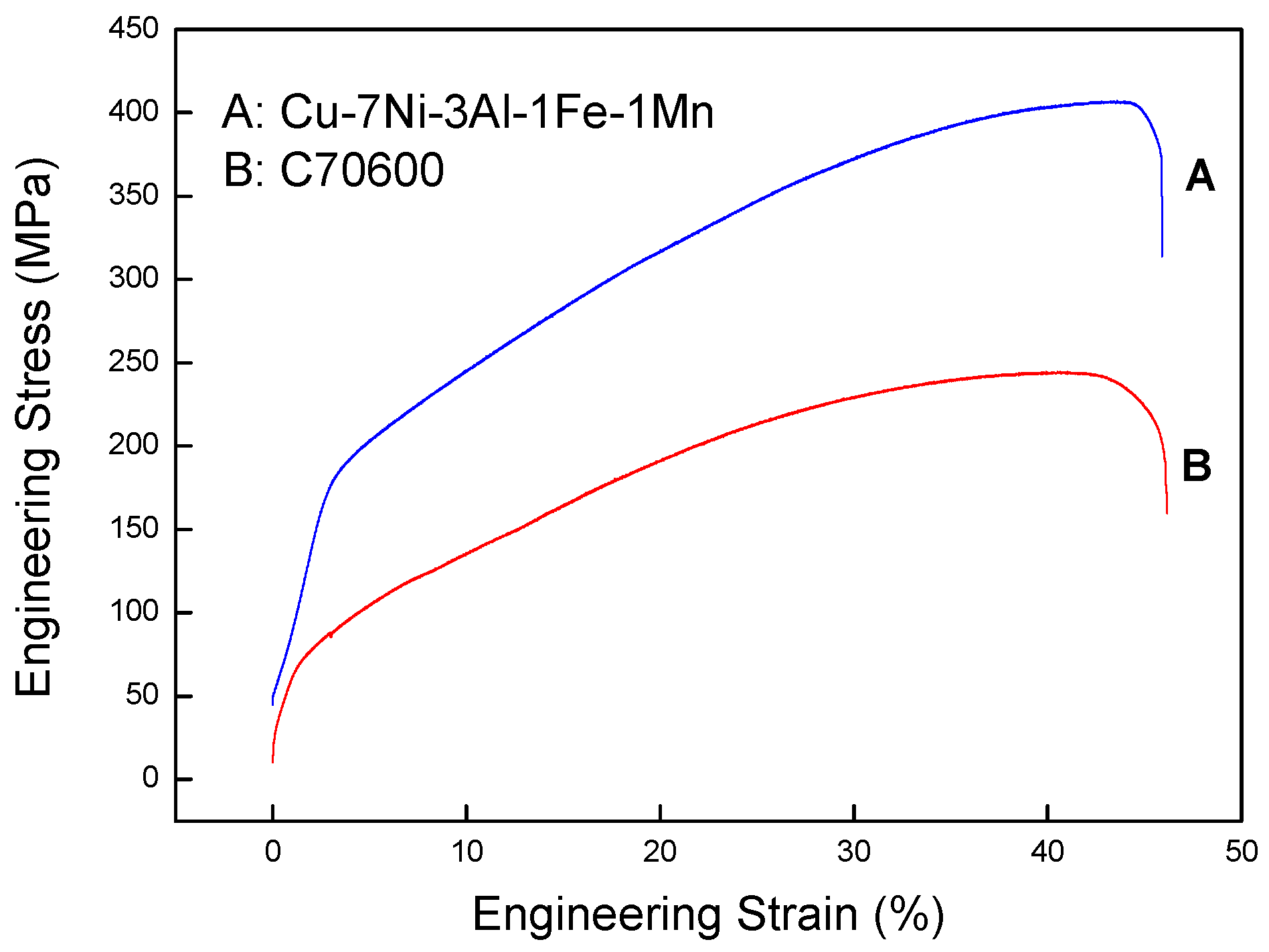
- The tensile strength of Cu-7Ni-xAl-1Fe-1Mn alloy first increased and then decreased but all of them were higher than that of the copper alloy without aluminum content. The Cu-7Ni-xAl-1Fe-1Mn alloy with 3wt % aluminum has the highest tensile strength with 395 MPa. Moreover, the addition of aluminum element did not cause a severe impairment of tensile ductility.
- (3)
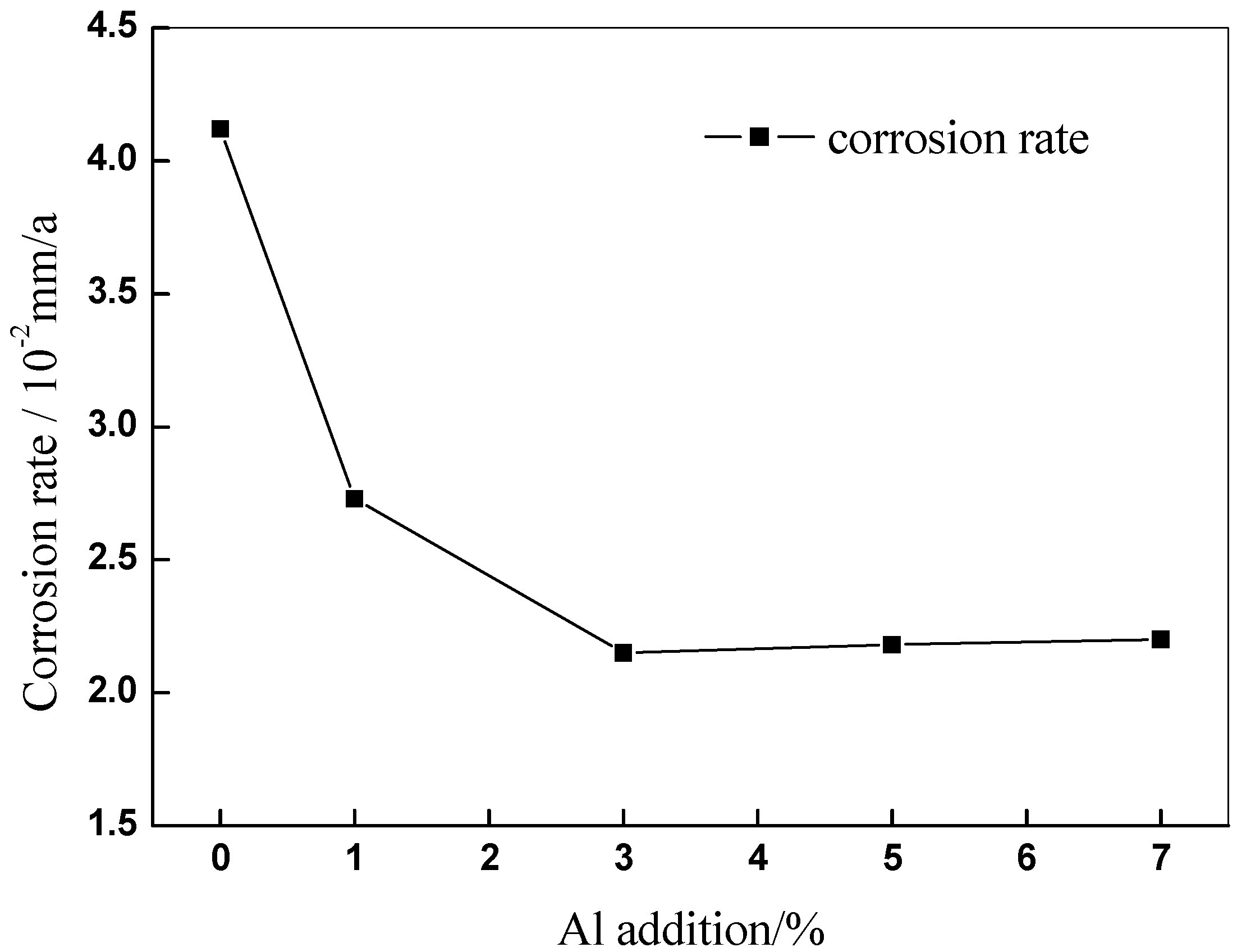
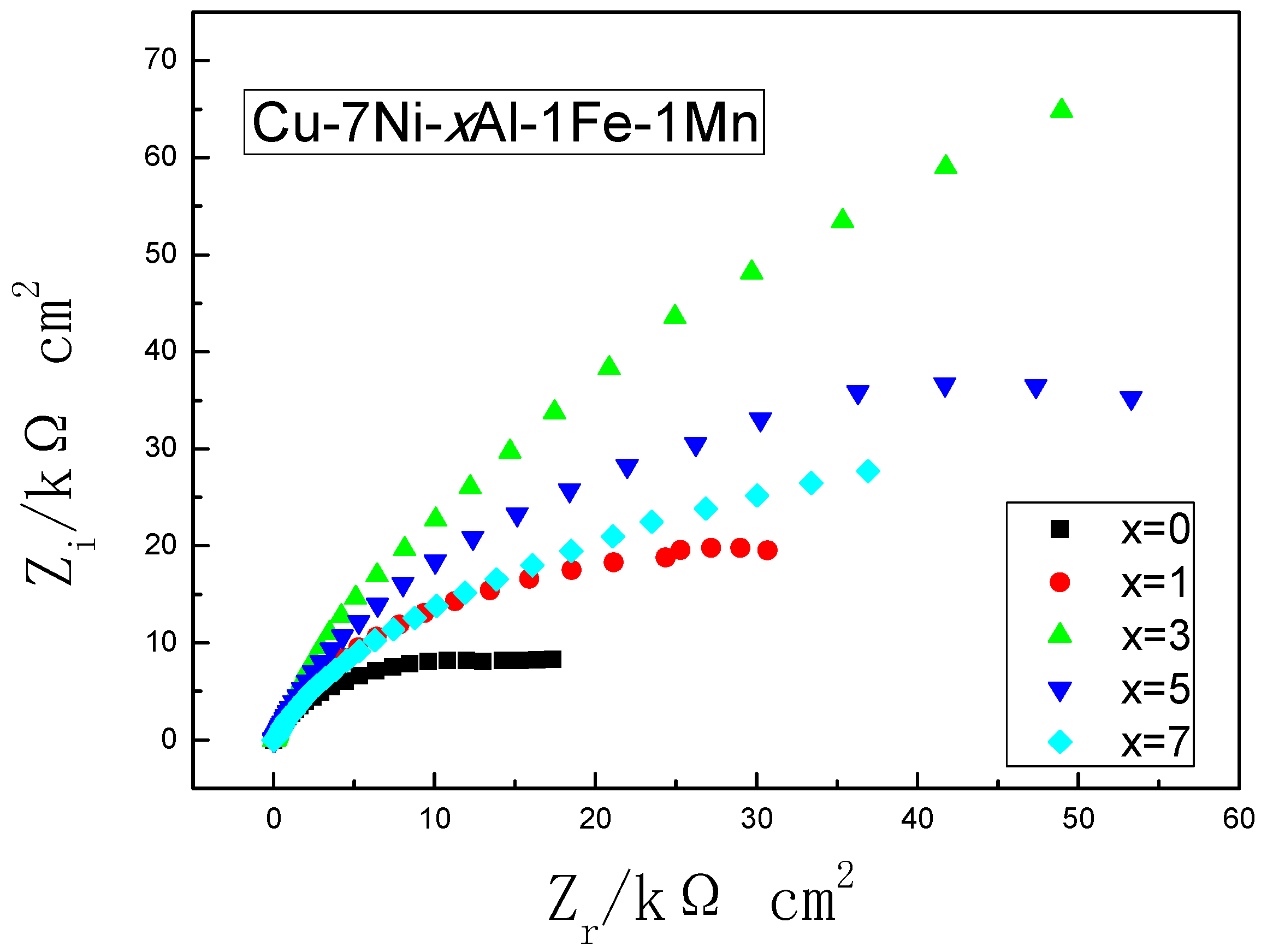
- Due to the formation of the stable Al2O3 in the barrier film, the aluminum can improve the stability of Cu-7Ni-xAl-1Fe-1Mn alloy. The corrosion resistance of the Cu-7Ni-xAl-1Fe-1Mn alloy in artificial seawater first decreased and then increased with the increase of aluminum content, but all of them were lower than that of the alloy without aluminum content.
- (4)
- Among the Cu-7Ni-xAl-1Fe-1Mn alloys with aluminum content from 0% to 7 wt %, the alloy Cu-7Ni-3Al-1Fe-1Mn has the best mechanical properties and corrosion resistance in artificial seawater. Compared with commercial alloy UNS C70600, the tensile strength of Cu-7Ni-3Al-1Fe-1Mn alloy increased from 245 MPa to 395 MPa, and the corrosion rate decreased from 0.0359 mm/a to 0.0215 mm/a.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Y.Z.; Beccaria, A.M.; Poggi, G. The effect of temperature on the corrosion behaviour of a 70/30 Cu-Ni commercial alloy in seawater. Corros. Sci. 1994, 36, 1277–1288. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, G.; Song, K.; Zhang, K. Effect of Ni addition on the wettability and microstructure of Sn2.5Ag0.7Cu0.1RE solder alloy. Mater. Des. 2017, 119, 219–224. [Google Scholar] [CrossRef]
- Ismail, K.M.; Fathi, A.M.; Badawy, W.A. The Influence of Ni Content on the Stability of Copper—Nickel Alloys in Alkaline Sulphate Solutions. J. Appl. Electrochem. 2004, 34, 823–831. [Google Scholar] [CrossRef]
- Nady, H.; Helal, N.H.; El-Rabiee, M.M.; Badawy, W.A. The role of Ni content on the stability of Cu–Al–Ni ternary alloy in neutral chloride solutions. Mater. Chem. Phys. 2012, 134, 945–950. [Google Scholar] [CrossRef]
- Traverso, P.; Beccaria, A.M.; Poggi, G. Effect of sulphides on corrosion of Cu–Ni–Fe–Mn alloy in sea water. Br. Corros. J. 1994, 29, 110–114. [Google Scholar] [CrossRef]
- Taher, A.; Jarjoura, G.; Kipouros, G.J. Electrochemical behaviour of synthetic 90/10 Cu–Ni alloy containing alloying additions in marine environment. Corros. Eng. Sci. Technol. 2013, 48, 71–80. [Google Scholar] [CrossRef]
- Popplewell, J.M.; Hart, R.J.; Ford, J.A. The effect of iron on the corrosion characteristics of 90-10 cupro nickel in quiescent 3.4%NaCl solution. Corros. Sci. 1973, 13, 295–309. [Google Scholar] [CrossRef]
- Badawy, W.A.; El-Rabiee, M.; Helal, N.H.; Nady, H. The role of Ni in the surface stability of Cu–Al–Ni ternary alloys in sulfate–chloride solutions. Electrochimica Acta 2012, 71, 50–57. [Google Scholar] [CrossRef]
- Liberto, R.C.N.; Magnabosco, R.; Alonso-Falleiros, N. Selective corrosion of 550 °C aged Cu10Ni–3Al–1.3Fe alloy in NaCl aqueous solution. Corros. Sci. 2011, 53, 1976–1982. [Google Scholar] [CrossRef]
- Zhao, C.; Zhang, W.; Wang, Z.; Li, D.; Luo, Z.; Yang, C.; Zhang, D. Improving the Mechanical Properties of Cu-15Ni-8Sn Alloys by Addition of Titanium. Materials 2017, 10, 1038. [Google Scholar] [CrossRef] [PubMed]
- Schüssler, A.; Exner, H.E. The corrosion of nickel-aluminium bronzes in seawater—I. Protective layer formation and the passivation mechanism. Corros. Sci. 1993, 34, 1793–1802. [Google Scholar] [CrossRef]
- Zhang, X.; Wallinder, I.O.; Leygraf, C. Mechanistic studies of corrosion product flaking on copper and copper-based alloys in marine environments. Corros. Sci. 2014, 85, 15–25. [Google Scholar] [CrossRef]
- Odnevall, W.I.; Zhang, X.; Goidanich, S.; Le Bozec, N.; Herting, G.; Leygraf, C. Corrosion and runoff rates of Cu and three Cu-alloys in marine environments with increasing chloride deposition rate. Sci. Total Environ. 2014, 472, 681–694. [Google Scholar] [CrossRef] [PubMed]
- Alfantazi, A.M.; Ahmed, T.M.; Tromans, D. Corrosion behavior of copper alloys in chloride media. Mater. Des. 2009, 30, 2425–2430. [Google Scholar] [CrossRef]
- Santos, C.I.S.; Mendonça, M.H.; Fonseca, I.T.E. Corrosion of brass in natural and artificial seawater. J. Appl. Electrochem. 2006, 36, 1353–1359. [Google Scholar] [CrossRef]
- Rhu, J.C.; Kim, S.S.; Han, S.Z.; Kim, C.J. Mechanical properties of Cu-6Ni-2Mn-2Sn-xAl alloys. Scr. Mater. 1999, 42, 83–89. [Google Scholar] [CrossRef]
- Akbari-Fakhrabadi, A.; Mahmudi, R.; Geranmayeh, A.R.; Jamshidijam, M. Impression creep behavior of a Cu–6Ni–2Mn–2Sn–2Al alloy. Mater. Sci. Eng. A 2012, 535, 202–208. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Song, K.X.; Xing, J.D.; Zhang, Y.M. Precipitation behavior and properties of aged Cu-0.23Be-0.84Co alloy. J. Alloys Compd. 2016, 658, 920–930. [Google Scholar] [CrossRef]
- Ekerenam, O.O.; Ma, A.; Zheng, Y.; Emori, W. Electrochemical Behavior of Three 90Cu-10Ni Tubes from Different Manufacturers After Immersion in 3.5% NaCl Solution. J. Mater. Eng. Perform. 2017, 26, 1701–1716. [Google Scholar] [CrossRef]
- Wharton, J.A.; Barik, R.C.; Kear, G.; Wood, R.J.K.; Stokes, K.R.; Walsh, F.C. The corrosion of nickel–aluminium bronze in seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Saricimen, H.; Quddus, A.; Ahmad, A.; Aksakal, A.; Siddique, T.A.; Ul-Hamid, A. Performance of Cu and Cu-Zn alloy in the Arabian Gulf environment. Mater. Corros. 2010, 61, 22–29. [Google Scholar] [CrossRef]
- Chang, T.; Wallinder, I.O.; Jin, Y.; Leygraf, C. The golden alloy Cu-5Zn-5Al-1Sn: A multi-analytical surface characterization. Corros. Sci. 2018, 131, 94–103. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Cu | Ni | Fe | Mn | Al |
|---|---|---|---|---|---|
| 1 | Bal | 7.0 | 1.0 | 1.0 | 0 |
| 2 | Bal | 7.0 | 1.0 | 1.0 | 1.0 |
| 3 | Bal | 7.0 | 1.0 | 1.0 | 3.0 |
| 4 | Bal | 7.0 | 1.0 | 1.0 | 5.0 |
| 5 | Bal | 7.0 | 1.0 | 1.0 | 7.0 |
| Chemical Compound | Concentration, g/L | Chemical Compound | Concentration, g/L |
|---|---|---|---|
| NaCl | 24.53 | MgCl2 | 5.20 |
| NaHCO3 | 0.201 | CaCl2 | 1.16 |
| KBr | 0.101 | KCl | 0.695 |
| H3BO3 | 0.027 | Na2SO4 | 4.09 |
| SrCl2 | 0.025 | NaF | 0.003 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, R.; Wen, J.; Zhou, Y.; Song, K.; Song, Z. Effect of Al Element on the Microstructure and Properties of Cu-Ni-Fe-Mn Alloys. Materials 2018, 11, 1777. https://doi.org/10.3390/ma11091777
Yang R, Wen J, Zhou Y, Song K, Song Z. Effect of Al Element on the Microstructure and Properties of Cu-Ni-Fe-Mn Alloys. Materials. 2018; 11(9):1777. https://doi.org/10.3390/ma11091777
Chicago/Turabian StyleYang, Ran, Jiuba Wen, Yanjun Zhou, Kexing Song, and Zhengcheng Song. 2018. "Effect of Al Element on the Microstructure and Properties of Cu-Ni-Fe-Mn Alloys" Materials 11, no. 9: 1777. https://doi.org/10.3390/ma11091777
APA StyleYang, R., Wen, J., Zhou, Y., Song, K., & Song, Z. (2018). Effect of Al Element on the Microstructure and Properties of Cu-Ni-Fe-Mn Alloys. Materials, 11(9), 1777. https://doi.org/10.3390/ma11091777