Co-Production of Cellulose Nanocrystals and Fermentable Sugars Assisted by Endoglucanase Treatment of Wood Pulp


Abstract
1. Introduction
2. Materials and Methods
2.1. Feedstock
2.2. Enzymes and Specific Activity
2.3. Enzymatic Hydrolysis
2.4. High Performance Liquid Chromatography (HPLC)
2.5. Sample Preparation and Acid Hydrolysis
2.6. Characterization
2.6.1. X-ray Diffraction (XRD)
2.6.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.6.3. Dynamic Light Scattering (DLS) and Zeta Potential Analyzer
2.6.4. Transmission Electron Microscopy (TEM)
2.6.5. Differential Scanning Calorimetry (DSC)
2.7. Statistical Analysis
3. Results and Discussion
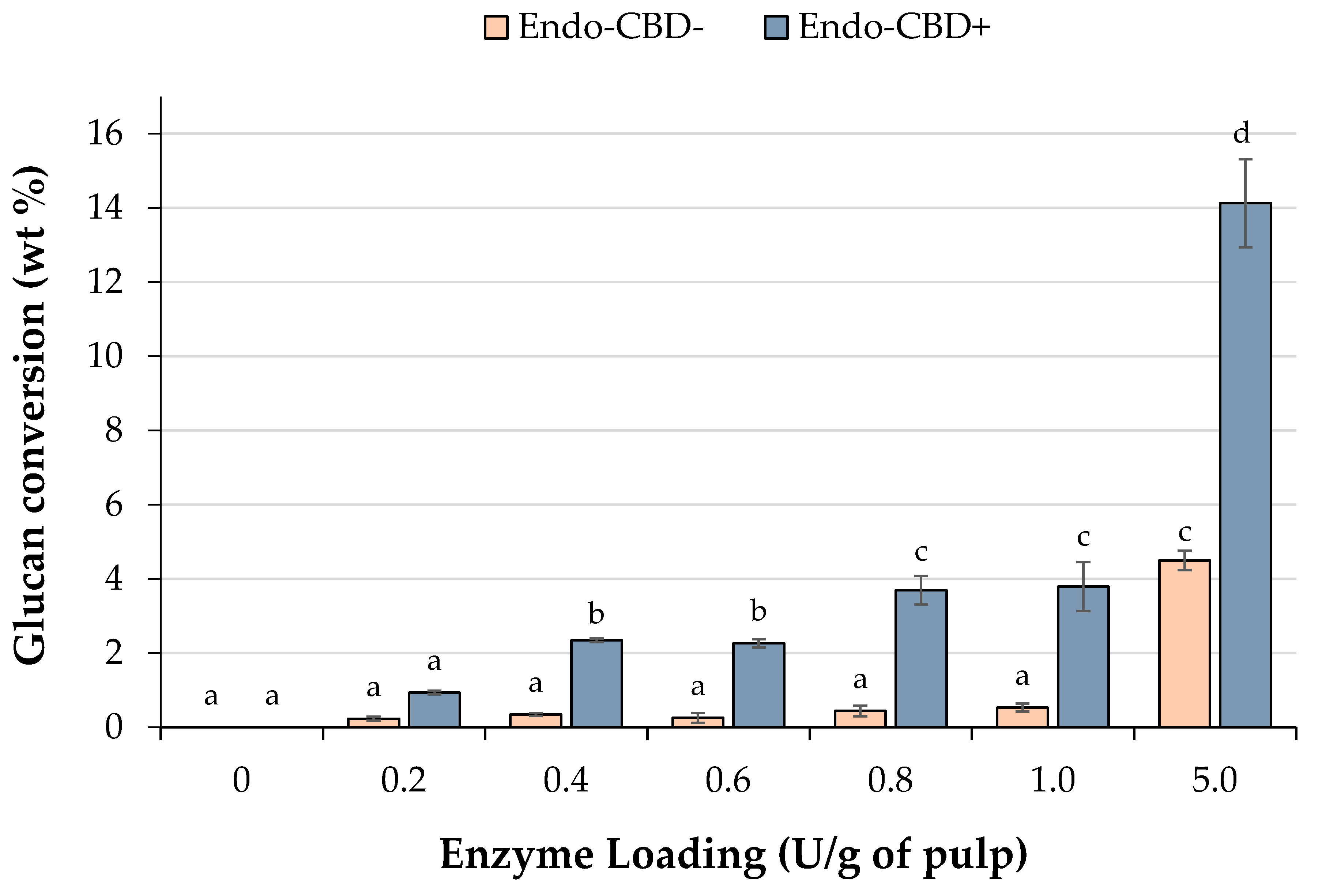
3.1. Enzymatic Hydrolysis and Sugar Yield
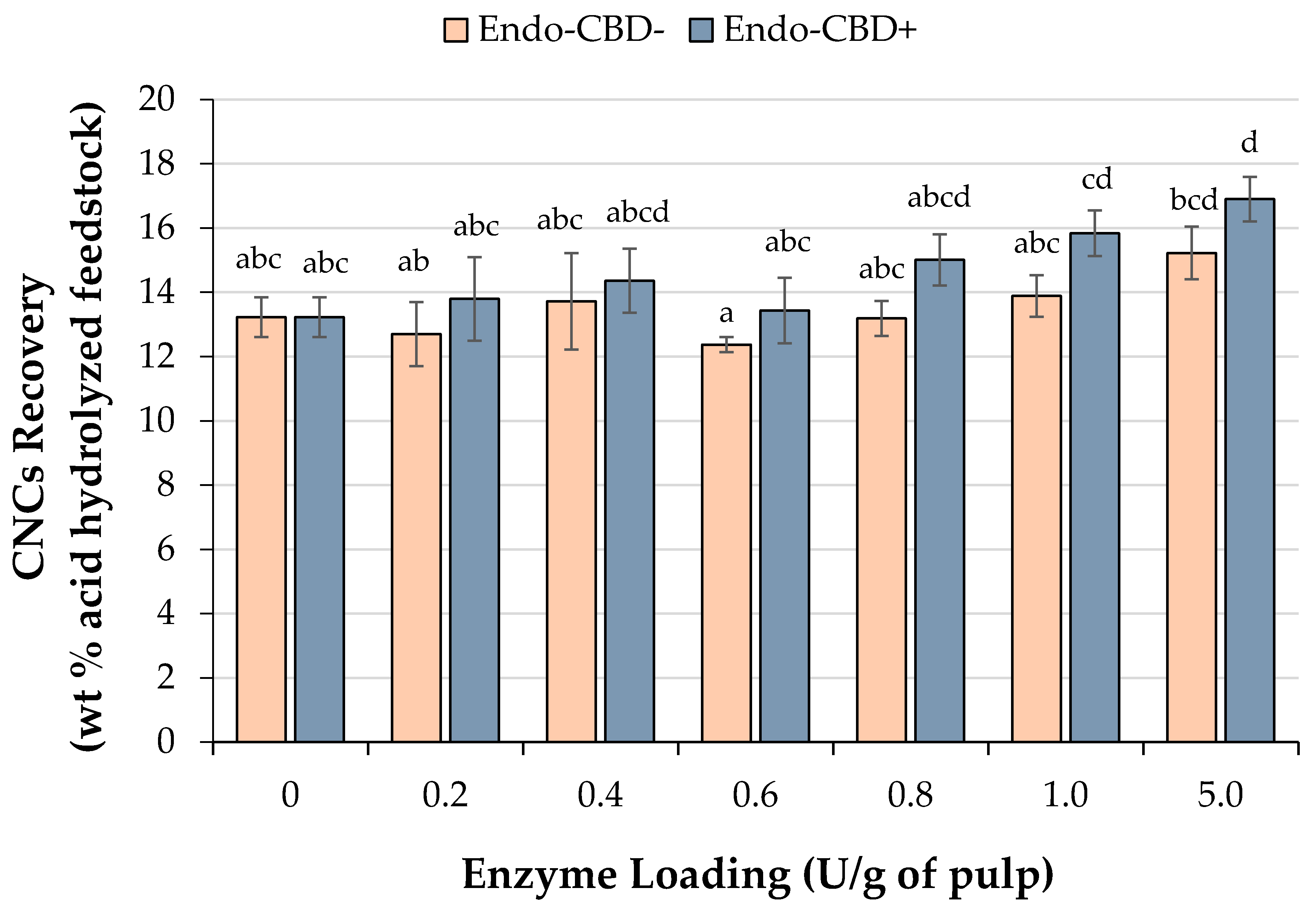
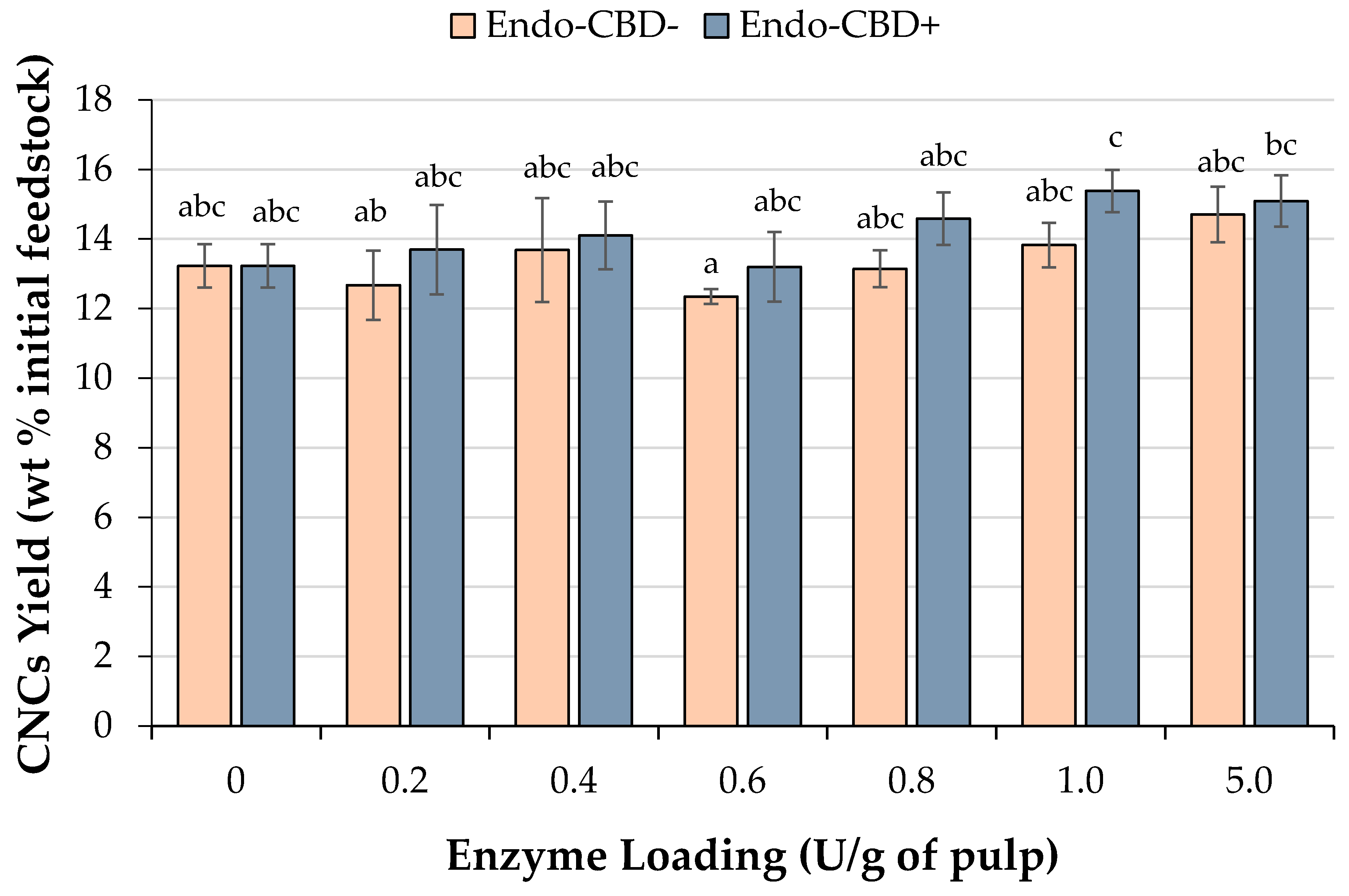
3.2. CNC Yields from Acid Hydrolysis
3.3. Characterization of Endoglucanase-Treated Wood Pulp and Resulting CNCs
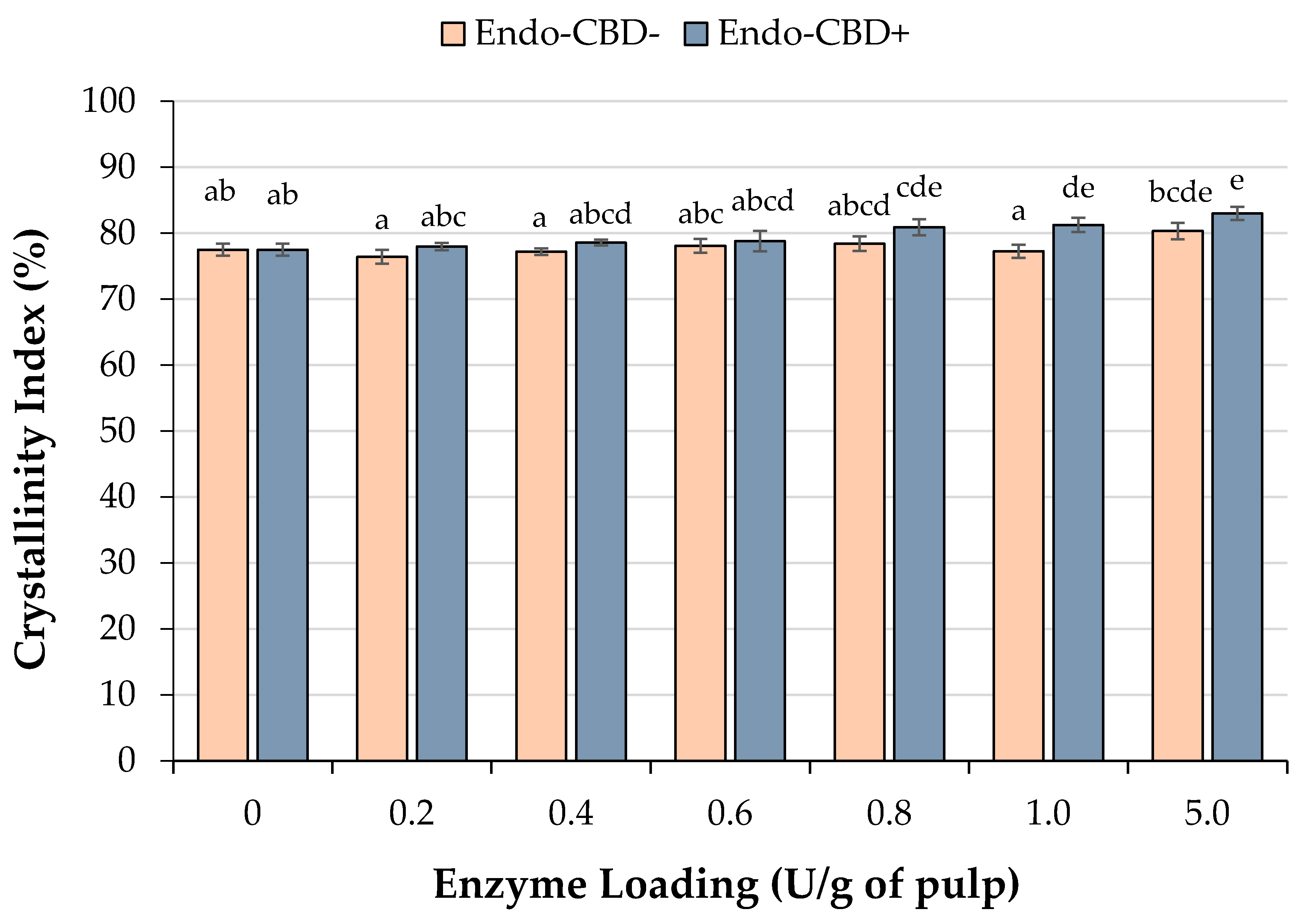
3.3.1. Crystallinity Index of Endoglucanase-Treated Wood Pulp
3.3.2. Dynamic Light Scattering (DLS) and Zeta Potential (ZP) Analysis of CNCs Suspensions
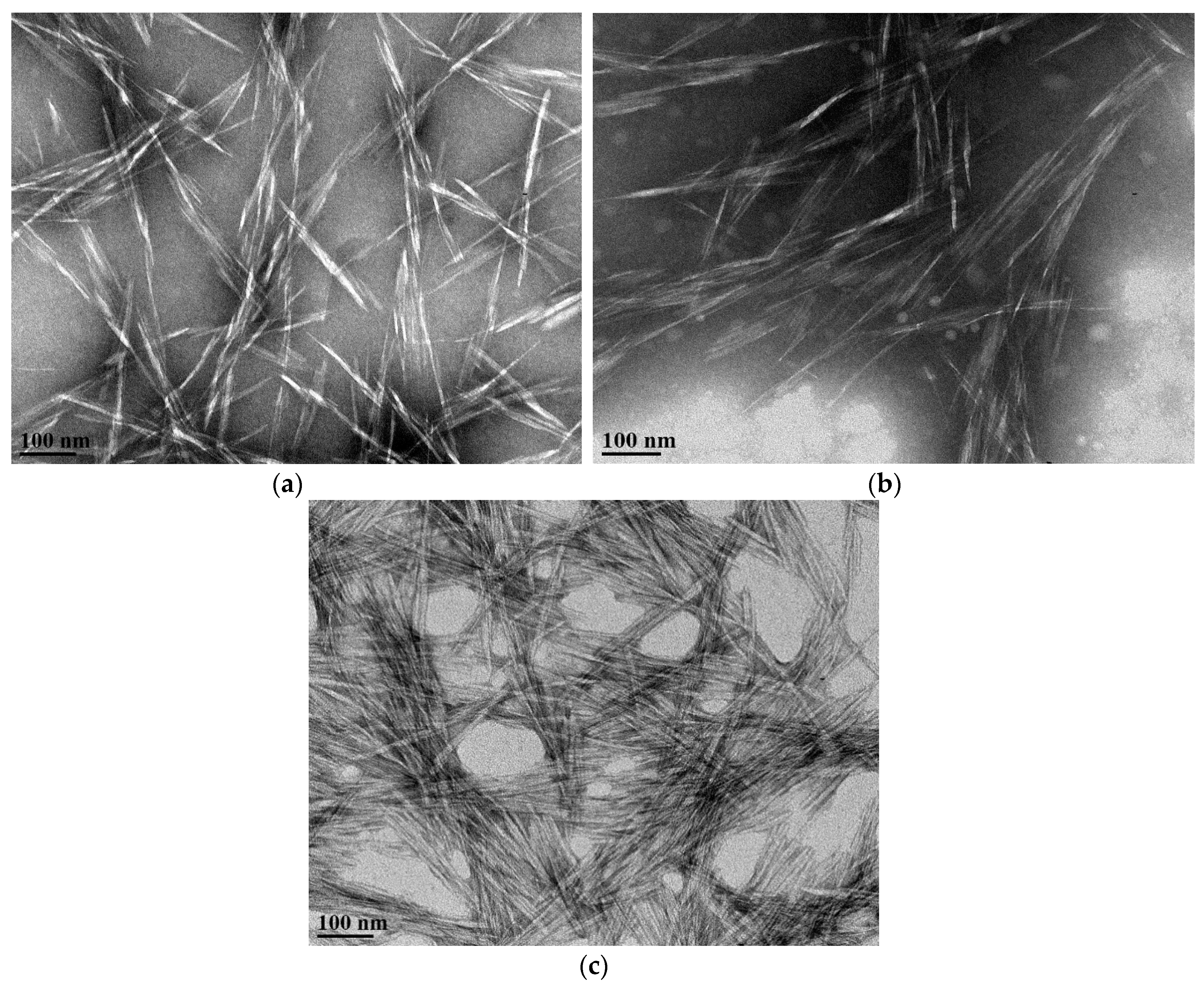
3.3.3. Transmission Electron Microscopy (TEM) Images of CNCs
3.3.4. Differential Scanning Calorimetry (DSC)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Resolute Forest Products. Building the Resolute of the Future: 2015 Annual Report. Available online: http://www.resolutefp.com/uploadedFiles/Media/Publications/Resolute_2015_Annual_Report.pdf (accessed on 28 August 2018).
- Natural Resources Canada. Nanotechnology Applications in the Forest Sector. Available online: http://www.cfs.nrcan.gc.ca/pubwarehouse/pdfs/29382.pdf (accessed on 29 August 2018).
- Brinchi, L.; Cotana, F.; Fortunati, E.; Kenny, J.M. Production of nanocrystalline cellulose from lignocellulosic biomass: Technology and applications. Carbohydr. Polym. 2013, 94, 154–169. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Sain, M.; Oksman, K. Study of Structural Morphology of Hemp Fiber from the Micro to the Nanoscale. Appl. Compos. Mater. 2007, 14, 89–103. [Google Scholar] [CrossRef]
- Lamaming, J.; Hashim, R.; Sulaiman, O.; Leh, C.P.; Sugimoto, T.; Nordin, N.A. Cellulose nanocrystals isolated from oil palm trunk. Carbohydr. Polym. 2015, 127, 202–208. [Google Scholar] [CrossRef] [PubMed]
- Kümmerer, K.; Menz, J.; Schubert, T.; Thielemans, W. Biodegradability of organic nanoparticles in the aqueous environment. Chemosphere 2011, 82, 1387–1392. [Google Scholar] [CrossRef] [PubMed]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 4, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Dufresne, A. Polysaccharide nanocrystal reinforced nanocomposites. Can. J. Chem. 2008, 86, 484–494. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose Nanocrystals: Chemistry, Self-Assembly, and Applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef] [PubMed]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic Bionanocomposites: A Review of Preparation, Properties and Applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef]
- Visakh, P.; Thomas, S. Preparation of Bionanomaterials and their Polymer Nanocomposites from Waste and Biomass. Waste Biomass Valoriz. 2010, 1, 121–134. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Bhat, A.H.; Ireana Yusra, A.F. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Bettaieb, F.; Khiari, R.; Hassan, M.L.; Belgacem, M.N.; Bras, J.; Dufresne, A.; Mhenni, M.F. Preparation and characterization of new cellulose nanocrystals from marine biomass Posidonia oceanica. Ind. Crops Prod. 2015, 72, 175–182. [Google Scholar] [CrossRef]
- Peng, B.L.; Dhar, N.; Liu, H.L.; Tam, K.C. Chemistry and applications of nanocrystalline cellulose and its derivatives: A nanotechnology perspective. Can. J. Chem. Eng. 2011, 89, 1191–1206. [Google Scholar] [CrossRef]
- Teixeira, E.D.M.; Bondancia, T.J.; Teodoro, K.B.R.; Corrêa, A.C.; Marconcini, J.M.; Mattoso, L.H.C. Sugarcane bagasse whiskers: Extraction and characterizations. Ind. Crops Prod. 2011, 33, 63–66. [Google Scholar] [CrossRef]
- Kilpeläinen, I.; Xie, H.; King, A.; Granstrom, M.; Heikkinen, S.; Argyropoulos, D.S. Dissolution of wood in ionic liquids. J. Agric. Food Chem. 2007, 55, 9142–9148. [Google Scholar] [CrossRef] [PubMed]
- Qin, Z.Y.; Tong, G.L.; Chin, Y.C.F.; Zhou, J.C. Ultrasonic assisted synthesis of two new coordination polymers and their applications as precursors for preparation of nano-materials. BioResources 2011, 6, 1136–1146. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Welton, T. Room-temperature ionic liquids. Solvents for synthesis and catalysis. Chem. Rev. 1999, 99, 2071–2084. [Google Scholar] [CrossRef] [PubMed]
- Duran, N.; Lemes, A.P.; Duran, M.; Freer, J.; Baeza, J. A minireview of cellulose nanocrystals and its potential integration as co-product in bioethanol production. J. Chil. Chem. Soc. 2011, 56, 672–677. [Google Scholar] [CrossRef]
- Henriksson, G.; Henriksson, M.; Berglund, L.A.; Lindström, T. An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur. Polym. J. 2007, 43, 3434–3441. [Google Scholar] [CrossRef]
- Teixeira, R.S.S.; Silva, A.S.A.D.; Jang, J.H.; Kim, H.W.; Ishikawa, K.; Endo, T.; Lee, S.H.; Bon, E.P.S. Combining biomass wet disk milling and endoglucanase/β-glucosidase hydrolysis for the production of cellulose nanocrystals. Carbohydr. Polym. 2015, 128, 75–81. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Salmi, J.; Kloser, E.; Perrin, F.; Grosse, S.; Denault, J.; Lau, P.C.K. Feasibility of nanocrystalline cellulose production by endoglucanase treatment of natural bast fibers. Ind. Crops Prod. 2013, 51, 381–384. [Google Scholar] [CrossRef]
- Béguin, P.; Aubert, J.P. The biological degradation of cellulose. FEMS Microbiol. Rev. 1994, 13, 25–58. [Google Scholar] [CrossRef] [PubMed]
- Gan, Q.; Allen, S.J.; Taylor, G. Kinetic dynamics in heterogeneous enzymatic hydrolysis of cellulose: An overview, an experimental study and mathematical modelling. Process Biochem. 2003, 38, 1003–1018. [Google Scholar] [CrossRef]
- Zhang, Y.H.P.; Lynd, L.R. Toward an aggregated understanding of enzymatic hydrolysis of cellulose: Noncomplexed cellulase systems. Biotechnol. Bioeng. 2004, 88, 797–824. [Google Scholar] [CrossRef] [PubMed]
- Lynd, L.R.; Weimer, P.J.; van Zyl, W.H.; Pretorius, I.S. Microbial cellulose utilization: Fundamentals and biotechnology. Microbiol. Mol. Biol. Rev. 2002, 66, 506–577. [Google Scholar] [CrossRef] [PubMed]
- Boraston, A.B.; Bolam, D.N.; Gilbert, H.J.; Davies, G.J. Carbohydrate-binding modules: Fine-tuning polysaccharide recognition. Biochem. J. 2004, 382, 769–781. [Google Scholar] [CrossRef] [PubMed]
- Karita, S.; Sakka, K.; Ohmiya, K. Cellulose-binding domains confer an enhanced activity against insoluble cellulose to Ruminococcus albus endoglucanase IV. J. Ferment. Bioeng. 1996, 81, 553–556. [Google Scholar] [CrossRef]
- Shoseyov, O.; Shani, Z.; Levy, I. Carbohydrate Binding Modules: Biochemical Properties and Novel Applications. Microbiol. Mol. Biol. Rev. 2006, 70, 283–295. [Google Scholar] [CrossRef] [PubMed]
- Sandgren, M.; Shaw, A.; Ropp, T.H.; Wu, S.; Bott, R.; Cameron, A.D.; Stahlberg, J.; Mitchinson, C.; Jones, T.A. The X-ray crystal structure of the Trichoderma reesei family 12 endoglucanase 3, Cel12A, at 1.9 A resolution. J. Mol. Biol. 2001, 308, 295–310. [Google Scholar] [CrossRef] [PubMed]
- Beyene, D.; Chae, M.; Dai, J.; Danumah, C.; Tosto, F.; Demesa, A.G.; Bressler, D.C. Enzymatically-Mediated Co-Production of Cellulose Nanocrystals and Fermentable Sugars. Catalysts 2017, 7, 322. [Google Scholar] [CrossRef]
- Jain, T.; Van Gerpen, J.; McDonald, A. Production of Fuel Ethanol from Woody Biomass. J. Biofuels 2010, 1, 109–114. [Google Scholar] [CrossRef]
- Ghose, T.K. Measurement of Cellulase Activites. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, J.A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Song, Y.; Zhang, J.; Zhang, X.; Tan, T. The correlation between cellulose allomorphs (I and II) and conversion after removal of hemicellulose and lignin of lignocellulose. Bioresour. Technol. 2015, 193, 164–170. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Sabo, R.; Clemons, C. Methods for Integrated Conversion of Lignocellulosic Material to Sugars or Biofuels and Nano-Cellulose. U.S. Patent 8,835,141 B2, 16 August 2014. [Google Scholar]
- Rouvinen, J.; Bergfors, T.; Teeri, T.; Knowles, J.K.; Jones, T.A. Three-dimensional structure of cellobiohydrolase II from Trichoderma reesei. Science 1990, 249, 380–386. [Google Scholar] [CrossRef] [PubMed]
- Kuo, C.H.; Lee, C.K. Enhancement of enzymatic saccharification of cellulose by cellulose dissolution pretreatments. Carbohydr. Polym. 2009, 77, 41–46. [Google Scholar] [CrossRef]
- Khatri, V.; Meddeb-Mouelhi, F.; Adjallé, K.; Barnabé, S.; Beauregard, M. Determination of optimal biomass pretreatment strategies for biofuel production: Investigation of relationships between surface-exposed polysaccharides and their enzymatic conversion using carbohydrate-binding modules. Biotechnol. Biofuels 2018, 11, 144–159. [Google Scholar] [CrossRef] [PubMed]
- Bondeson, D.; Mathew, A.; Oksman, K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose 2006, 13, 171–180. [Google Scholar] [CrossRef]
- Vasconcelos, N.F.; Feitosa, J.P.A.; da Gama, F.M.P.; Morais, J.P.S.; Andrade, F.K.; de Souza Filho, M.D.S.M.; Rosa, M.D.F. Bacterial cellulose nanocrystals produced under different hydrolysis conditions: Properties and morphological features. Carbohydr. Polym. 2017, 155, 425–431. [Google Scholar] [CrossRef] [PubMed]
- Tonoli, G.H.D.; Teixeira, E.M.; Corrêa, A.C.; Marconcini, J.M.; Caixeta, L.A.; Pereira-da-Silva, M.A.; Mattoso, L.H.C. Cellulose micro/nanofibres from Eucalyptus kraft pulp: Preparation and properties. Carbohydr. Polym. 2012, 89, 80–88. [Google Scholar] [CrossRef] [PubMed]
- Maiti, S.; Jayaramudu, J.; Das, K.; Reddy, S.M.; Sadiku, R.; Ray, S.S.; Liu, D. Preparation and characterization of nano-cellulose with new shape from different precursor. Carbohydr. Polym. 2013, 98, 562–567. [Google Scholar] [CrossRef] [PubMed]
- Mandal, A.; Chakrabarty, D. Isolation of nanocellulose from waste sugarcane bagasse (SCB) and its characterization. Carbohydr. Polym. 2011, 86, 1291–1299. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Crystalline Index (Absorbance Ratio: 1430 cm−1/900 cm−1) |
|---|---|
| Pulp: | |
| Mock-treated | 0.7 ± 0.0A |
| Endo-CBD+-treated | 1.1 ± 0.1B |
| Endo-CBD−-treated | 1.0 ± 0.1B |
| CNCs: | |
| Mock-treated | 1.6 ± 0.1a |
| Endo-CBD+-treated | 1.4 ± 0.1ab |
| Endo-CBD−-treated | 1.3 ± 0.1b |
| CNC Sample | Average Hydrodynamic Diameter (nm) | Intensity (%) | Polydispersity Index * | Zeta Potential (mV) |
|---|---|---|---|---|
| Mock-treated | 144.6 ± 2.3 | 92.9 ± 5.5 | 0.3 ± 0.1 | −40.1 ± 1.8 |
| Endo-CBD+-treated | 125.2 ± 7.4 | 92.5 ± 6.7 | 0.3 ± 0.0 | −43.6 ± 1.0 |
| Endo-CBD−-treated | 147.7 ± 7.8 | 93.7 ± 2.9 | 0.3 ± 0.0 | −40.3 ± 0.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, J.; Chae, M.; Beyene, D.; Danumah, C.; Tosto, F.; Bressler, D.C. Co-Production of Cellulose Nanocrystals and Fermentable Sugars Assisted by Endoglucanase Treatment of Wood Pulp. Materials 2018, 11, 1645. https://doi.org/10.3390/ma11091645
Dai J, Chae M, Beyene D, Danumah C, Tosto F, Bressler DC. Co-Production of Cellulose Nanocrystals and Fermentable Sugars Assisted by Endoglucanase Treatment of Wood Pulp. Materials. 2018; 11(9):1645. https://doi.org/10.3390/ma11091645
Chicago/Turabian StyleDai, Jing, Michael Chae, Dawit Beyene, Christophe Danumah, Frank Tosto, and David C. Bressler. 2018. "Co-Production of Cellulose Nanocrystals and Fermentable Sugars Assisted by Endoglucanase Treatment of Wood Pulp" Materials 11, no. 9: 1645. https://doi.org/10.3390/ma11091645
APA StyleDai, J., Chae, M., Beyene, D., Danumah, C., Tosto, F., & Bressler, D. C. (2018). Co-Production of Cellulose Nanocrystals and Fermentable Sugars Assisted by Endoglucanase Treatment of Wood Pulp. Materials, 11(9), 1645. https://doi.org/10.3390/ma11091645