Force Prediction for Incremental Forming of Polymer Sheets




Abstract
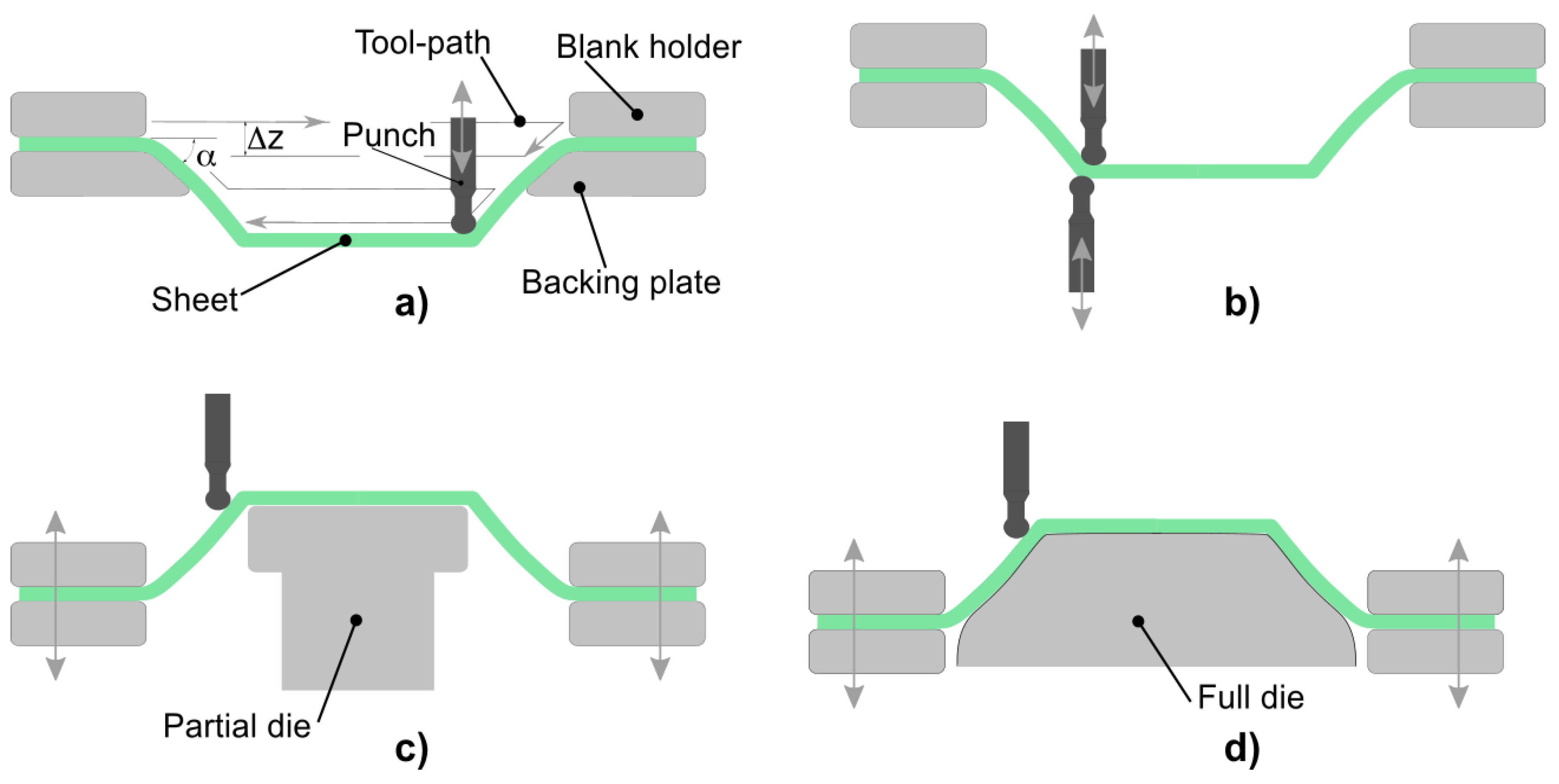
1. Introduction
2. Forming Force Models
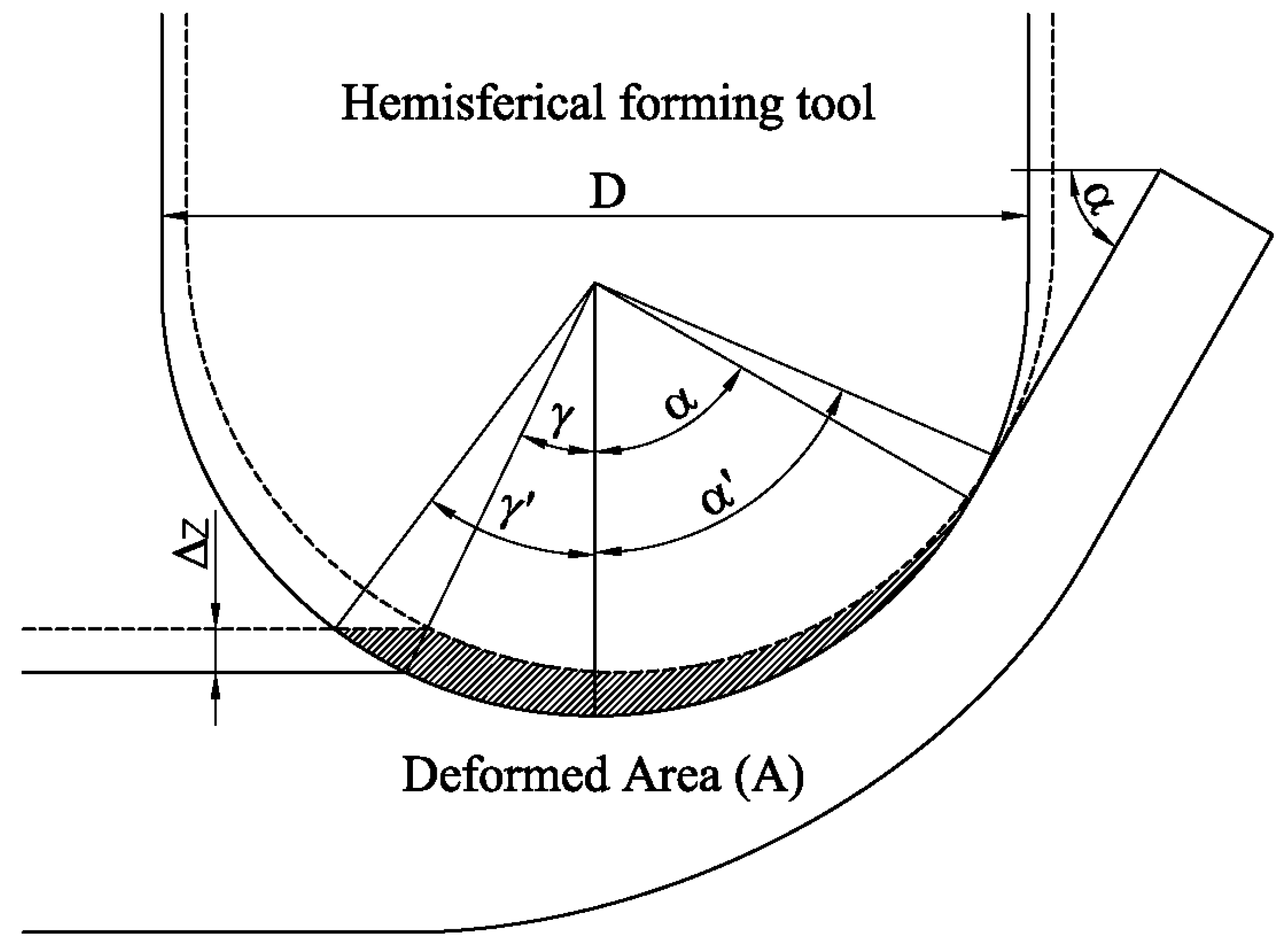
2.1. Semi-Analytical Force Model
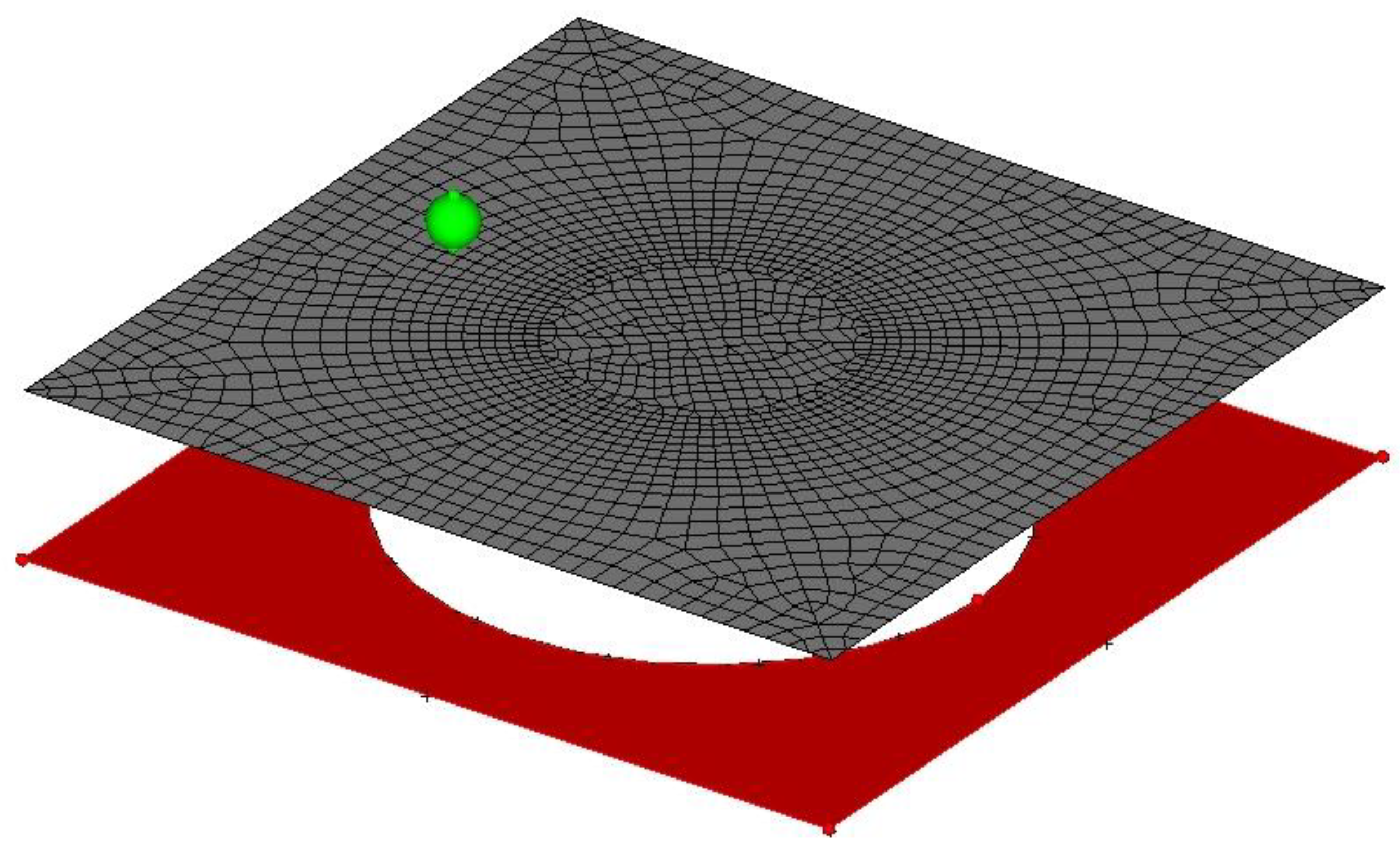
2.2. Numerical Estimation of the Forming Force for Polymer Sheets
3. Materials and Methods
3.1. Experimental Setup and Polymer Sheets
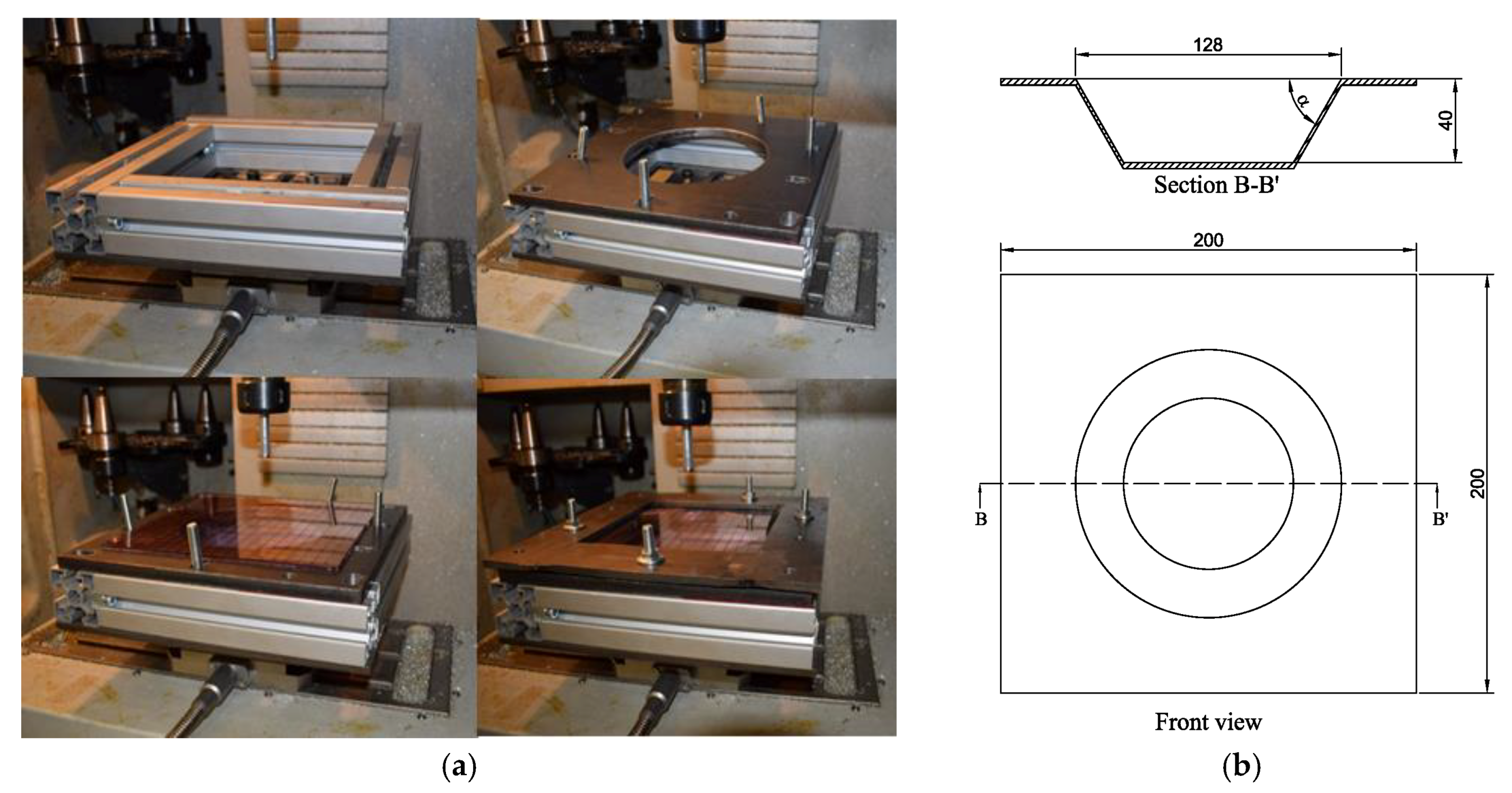
3.1.1. Setup
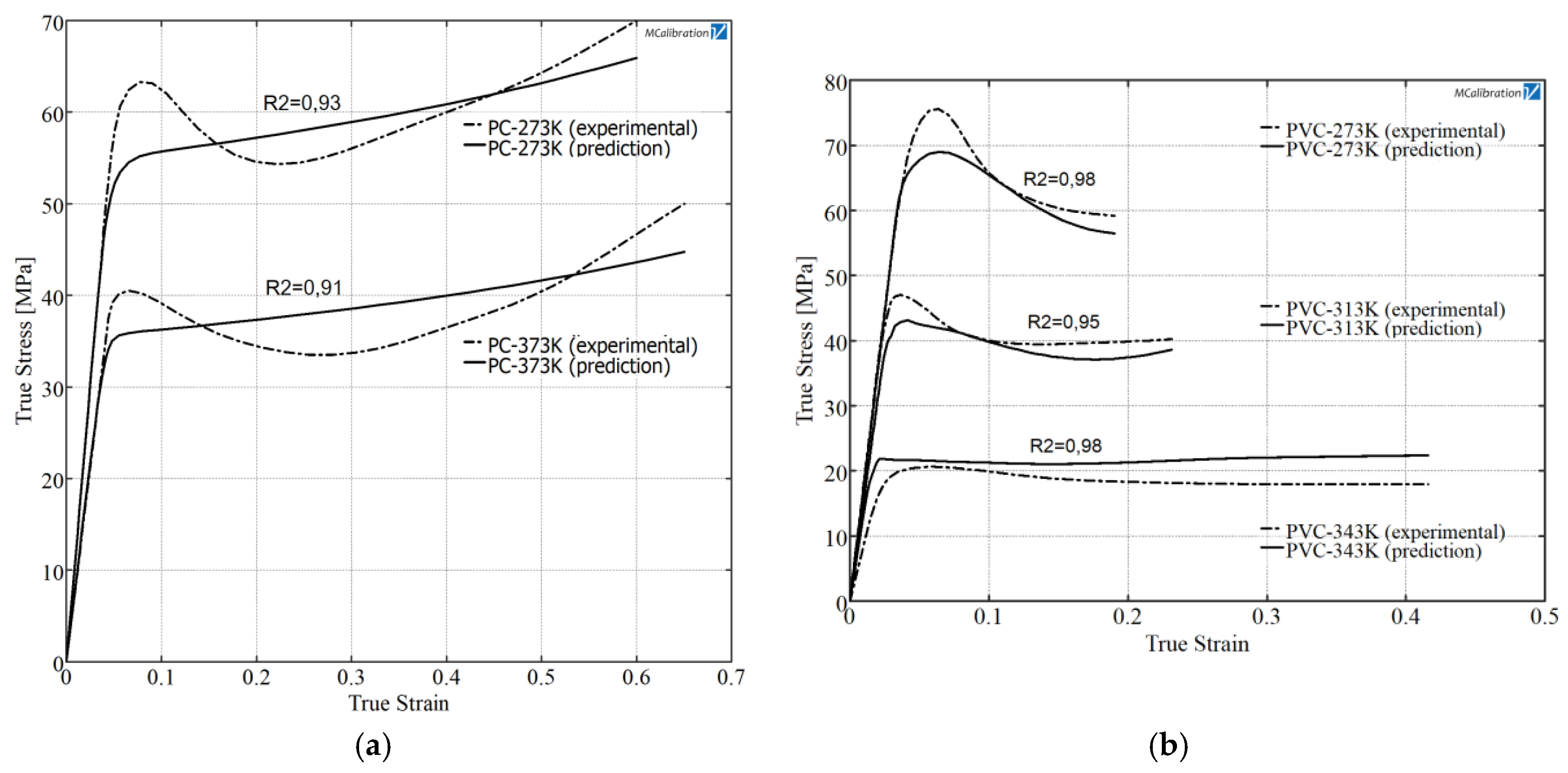
3.1.2. Material Properties
3.2. Experimental Procedures
4. Results and Discussion
4.1. Tuning Tests
4.2. Specific Energy Equations
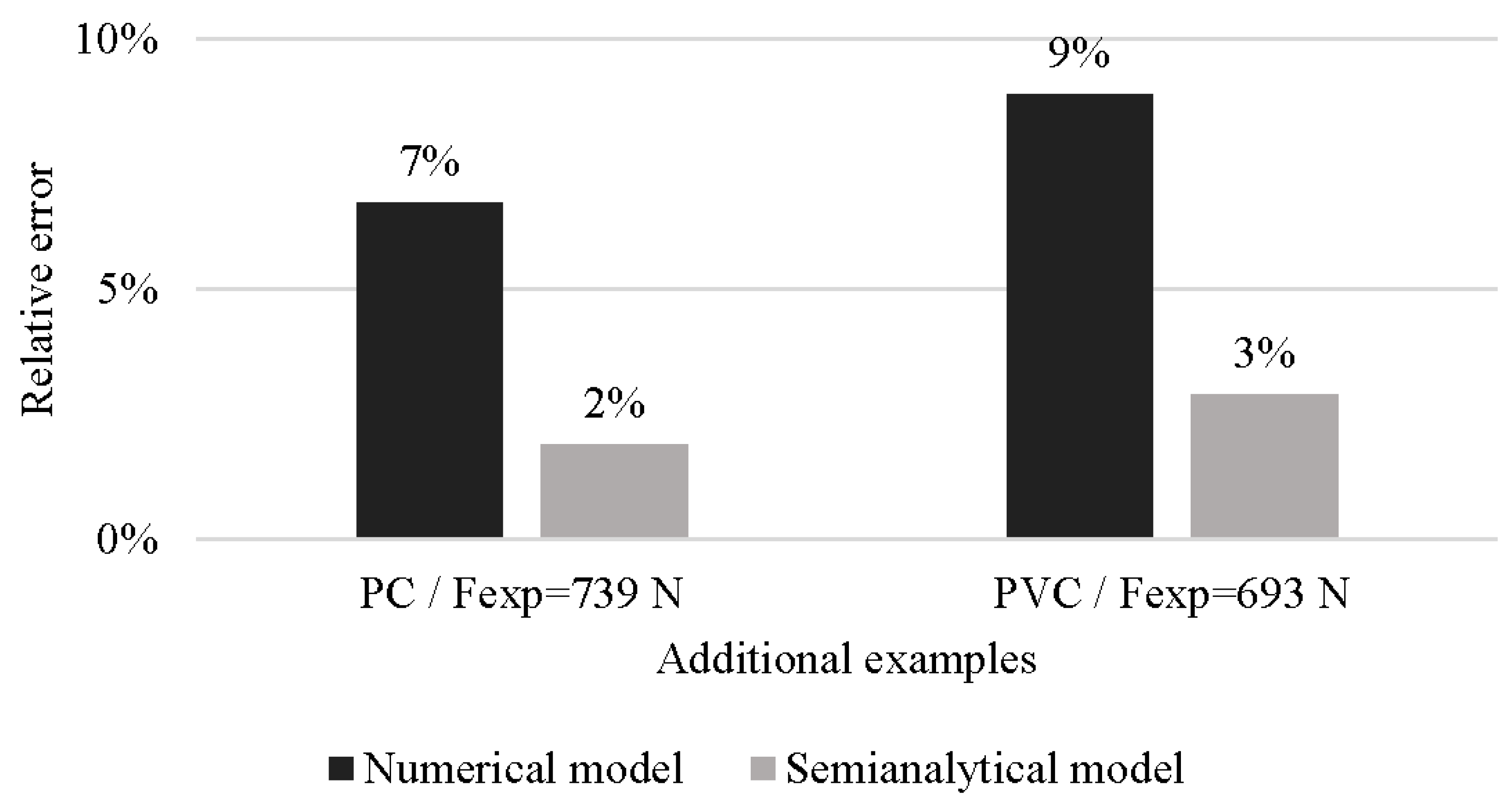
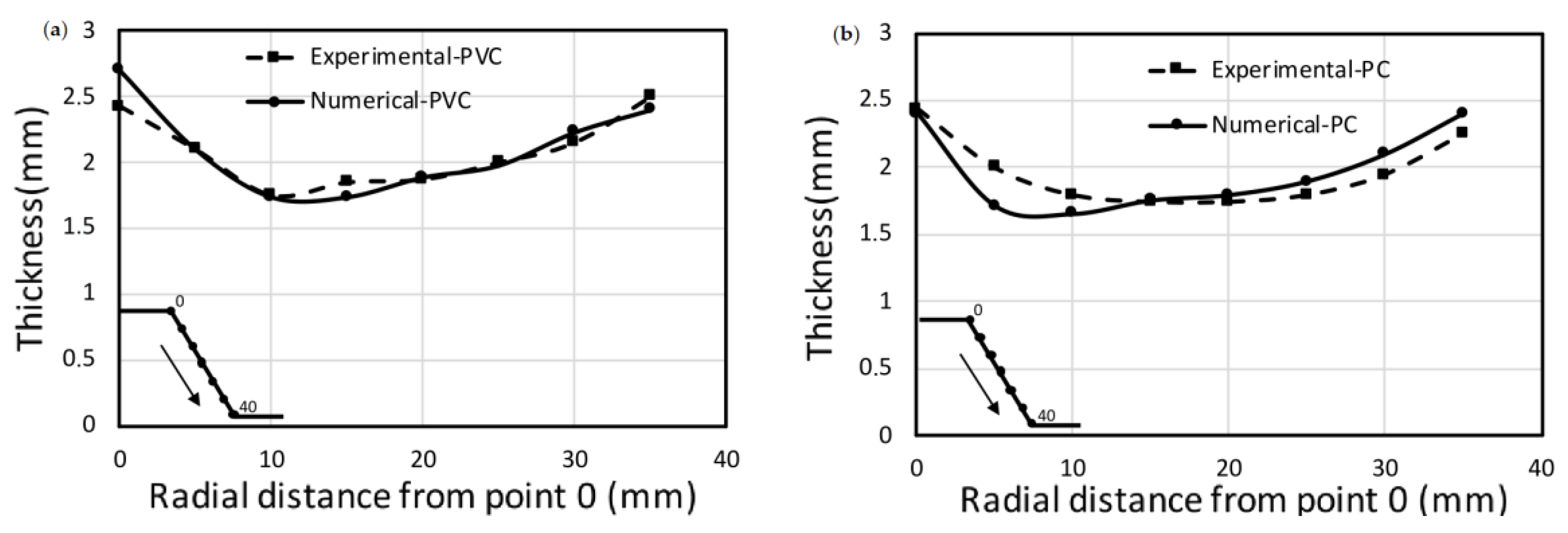
4.3. Additional Validation Tests
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Matsubara, M.; Tanaka, S.; Nakamura, T. Development of Incremental Sheet Metal Forming System Using Elastic Tools: Principle of Forming Process and Formation of Some Fundamentally Curved Shapes. JSME Int. J. Ser. C Dyn. Control Robot. Des. Manuf. 1996, 39, 156–163. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. Revealing the Dominant Forming Mechanism of Single Point Incremental Forming (SPIF) by Splitting Plastic Energy Dissipation. Procedia Eng. 2017, 183, 188–193. [Google Scholar] [CrossRef]
- Jeswiet, J.; Hagan, E. Rapid Proto-Typing of a Headlight with Sheet Metal; Canadian Institute of Mining, Metallurgy and Petroleum: Westmount, QC, Canada, 2002. [Google Scholar]
- Hussain, G.; Al-Ghamdi, K.A. PEO coating as lubrication means for SPIF of titanium sheet: Characteristics and performance. Mater. Res. Innov. 2014, 18, S2-727–S2-733. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H.; Shi, S.Q.; Long, H.; Chen, J. Titanium based cranial reconstruction using incremental sheet forming. Int. J. Mater. Form. 2014, 9, 361–370. [Google Scholar] [CrossRef]
- Maqbool, F.; Bambach, M. Dominant deformation mechanisms in single point incremental forming (SPIF) and their effect on geometrical accuracy. Int. J. Mech. Sci. 2018, 136, 279–292. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G.; Butt, S.I. Force Variations with Defects and a Force-based Strategy to Control Defects in SPIF. Mater. Manuf. Process. 2014, 29, 1197–1204. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkayaa, A.E. Single point incremental forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Bansal, A.; Lingam, R.; Yadav, S.K.; Venkata Reddy, N. Prediction of forming forces in single point incremental forming. J. Manuf. Process. 2017, 28, 486–493. [Google Scholar] [CrossRef]
- Aerens, R.; Eyckens, P.; Van Bael, A.; Duflou, J.R. Force prediction for single point incremental forming deduced from experimental and FEM observations. Int. J. Adv. Manuf. Technol. 2010, 46, 969–982. [Google Scholar] [CrossRef]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single point incremental forming: An assessment of the progress and technology trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef]
- Sabater, M.; Garcia-Romeu, M.L.; Vives-Mestres, M.; Ferrer, I.; Bagudanch, I. Process Parameter Effects on Biocompatible Thermoplastic Sheets Produced by Incremental Forming. Materials 2018, 11, 1377. [Google Scholar] [CrossRef] [PubMed]
- Alkas Yonan, S.; Silva, M.B.; Martins, P.A.F.; Tekkaya, A.E. Plastic flow and failure in single point incremental forming of PVC sheets. Express Polym. Lett. 2014, 5, 301–311. [Google Scholar] [CrossRef]
- Silva, M.B.; Alves, L.M.; Martins, P.A.F. Single point incremental forming of PVC: Experimental findings and theoretical interpretation. Eur. J. Mech. A Solids 2010, 29, 557–566. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Haupt, P.; Kwiatkowski, L.; Franzen, V.; Brosius, A.; Tekkaya, A.E. A Viscoplastic Material Model Based on Overstress for the Simulation of Incremental Sheet Forming of Thermoplastics. AIP Conf. Proc. 2011, 1353, 803. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Soyarslan, C.; Haupt, P.; Kwiatkowski, L.; Tekkaya, A.E. A simple finite strain non-linear visco-plastic model for thermoplastics and its application to the simulation of incremental cold forming of polyvinylchloride (PVC). Int. J. Mech. Sci. 2013, 66, 192–201. [Google Scholar] [CrossRef]
- Le, V.S.; Nguyen, T.N. A Numerical Simulation of Incremental Forming Process for Polymer Sheets. Int. J. Model. Simul. 2012, 32, 265–272. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing, Binder Ready Version: Materials, Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2015; ISBN 9781119128694. [Google Scholar]
- Hibbitt, Karlsson & Sorensen, Inc. ABAQUS/Explicit User’s Manual: Version 6.3; Hibbitt, Karlsson & Sorensen, Inc.: Providence, RI, USA, 2002. [Google Scholar]
- Marotta, E.; Fletcher, L.S. Thermal contact conductance of selected polymeric materials. J. Thermophys. Heat Transf. 1996, 10, 334–342. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming force and temperature effects on single point incremental forming of polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Langella, A.; Memola Capece Minutolo, F. The influence of tool rotation on an incremental forming process. J. Mater. Process. Technol. 2009, 209, 4621–4626. [Google Scholar] [CrossRef]
- Clavijo-Chaparro, S.L.; Iturbe-Ek, J.; Lozano-Sánchez, L.M.; Sustaita, A.O.; Elías-Zúñiga, A. Plasticized and reinforced poly(methyl methacrylate) obtained by a dissolution-dispersion process for single point incremental forming: Enhanced formability towards the fabrication of cranial implants. Polym. Test. 2018, 68, 39–45. [Google Scholar] [CrossRef]
- Medina-Sánchez, G.; Torres-Jimenez, E.; Lopez-Garcia, R.; Dorado-Vicente, R.; Cazalla-Moral, R. Temperature influence on Single Point Incremental Forming of PVC parts. Procedia Manuf. 2017, 13, 335–342. [Google Scholar] [CrossRef]
- Ward, I.M.; Sweeney, J. Mechanical Properties of Solid Polymers, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Ludema, K.C.; Bayer, R.G. Tribological Modeling for Mechanical Designers; ASTM International: West Conshohocken, PA, USA, 1991; ISBN 9780803114128. [Google Scholar]
- Bergstrom, J.S. Mechanics of Solid Polymers: Theory and Computational Modeling; William Andrew: Norwich, NY, USA, 2015; ISBN 9780323322966. [Google Scholar]
- Arruda, E.M.; Boyce, M.C. A three-dimensional constitutive model for the large stretch behavior of rubber elastic materials. J. Mech. Phys. Solids 1993, 41, 389–412. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PC | PVC |
|---|---|---|
| Dynamic friction coefficient, μk | 0.08 | 0.12 |
| Thermal contact conductance (W/mK), Ψ | 0.183 | 0.183 |
| Specific heat (kJ/kgK), Cp | 1.25 | 1.18 |
| Thermal conductance (W/mK), kt | 0.2 | 0.175 |
| Thermal expansion coefficient (m/mK), Β | 6.5 × 10−5 | 7 × 10−5 |
| Material | Temperature | Eight Chain Model Components | Isotropic Hardening | ||||
|---|---|---|---|---|---|---|---|
| (K) | μ (MPa) | K | λ (MPa)−1 | σys (MPa) | σult (MPa) | εult | |
| PC | 273 | 805.3 | 0.0085 | 2.06 | 50.2 | 65.7 | 0.61 |
| 373 | 5398.3 | 0.02 | 2.36 | 34.4 | 42.1 | 0.66 | |
| PVC | 273 | 630.6 | 0.006 | 6.65 | 64.2 | 58.1 | 0.18 |
| 313 | 1040.5 | 0.0065 | 4.18 | 38.1 | 39.2 | 0.24 | |
| 343 | 1480 | 0.0345 | 8.2 | 18.2 | 22.6 | 0.42 | |
| Test | Material | α | Δz | D |
|---|---|---|---|---|
| Tuning tests | PC | 60 | 0.8 | 12 |
| PVC | 60 | 0.6 | 10 | |
| Semi-analytical tests | PC & PVC | 60 | 0.5 | 10 |
| 45 | 0.5 | 10 | ||
| 60 | 0.8 | 12 | ||
| Validation tests | PC & PVC | 60 | 0.8 | 10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force Prediction for Incremental Forming of Polymer Sheets. Materials 2018, 11, 1597. https://doi.org/10.3390/ma11091597
Medina-Sanchez G, Garcia-Collado A, Carou D, Dorado-Vicente R. Force Prediction for Incremental Forming of Polymer Sheets. Materials. 2018; 11(9):1597. https://doi.org/10.3390/ma11091597
Chicago/Turabian StyleMedina-Sanchez, Gustavo, Alberto Garcia-Collado, Diego Carou, and Rubén Dorado-Vicente. 2018. "Force Prediction for Incremental Forming of Polymer Sheets" Materials 11, no. 9: 1597. https://doi.org/10.3390/ma11091597
APA StyleMedina-Sanchez, G., Garcia-Collado, A., Carou, D., & Dorado-Vicente, R. (2018). Force Prediction for Incremental Forming of Polymer Sheets. Materials, 11(9), 1597. https://doi.org/10.3390/ma11091597