Use of the Wilshire Equations to Correlate and Extrapolate Creep Data of HR6W and Sanicro 25


Abstract
1. Introduction
2. Wilshire and Larson-Miller Parameter Equations
2.1. Wilshire Equation
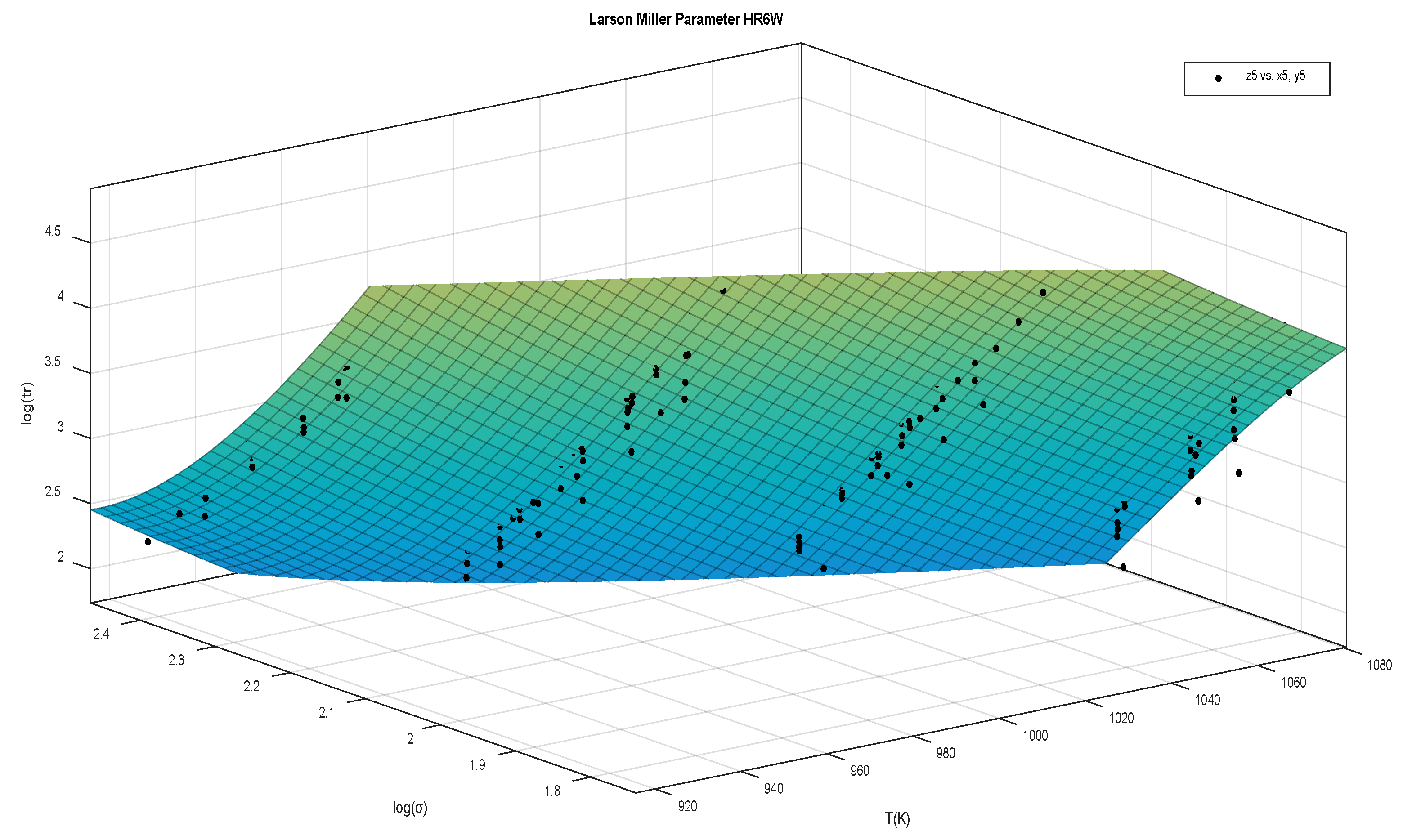
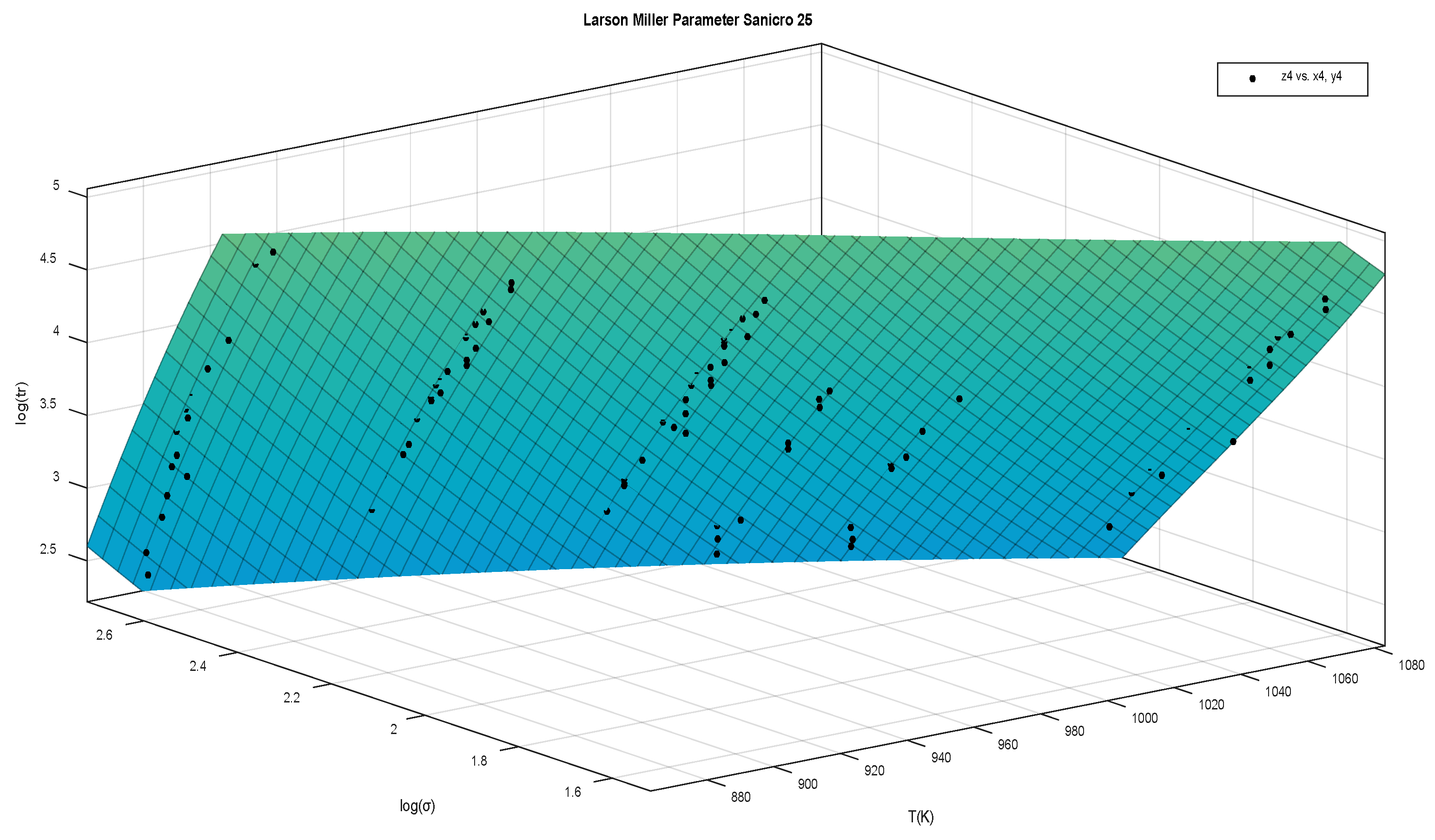
2.2. Larson-Miller Parameter Equation
3. Methods
3.1. Data
3.1.1. HR6W
3.1.2. Sanicro 25
3.2. Wilshire Equation
3.3. Larson-Miller Parameter Equation
4. Results and Discussion
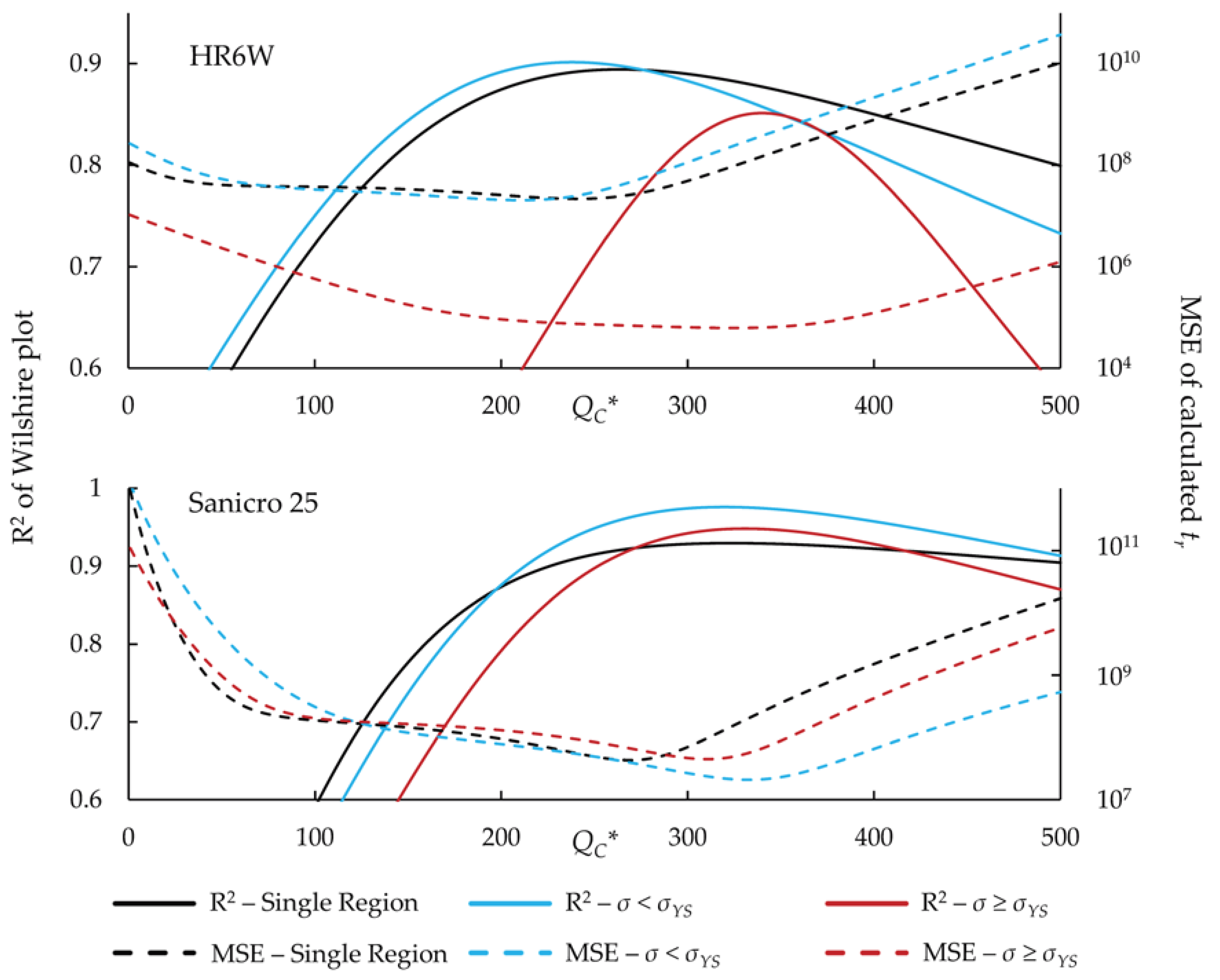
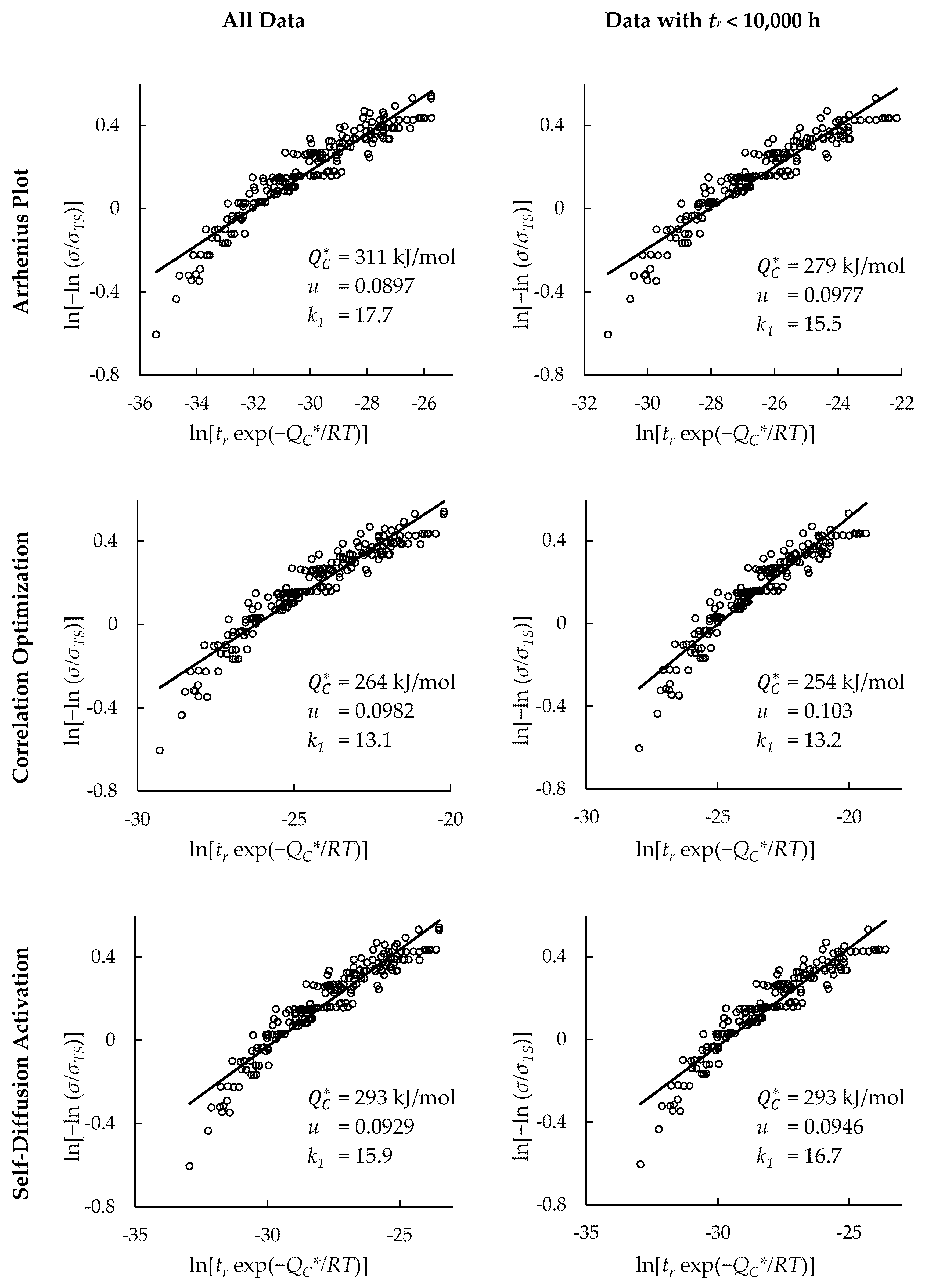
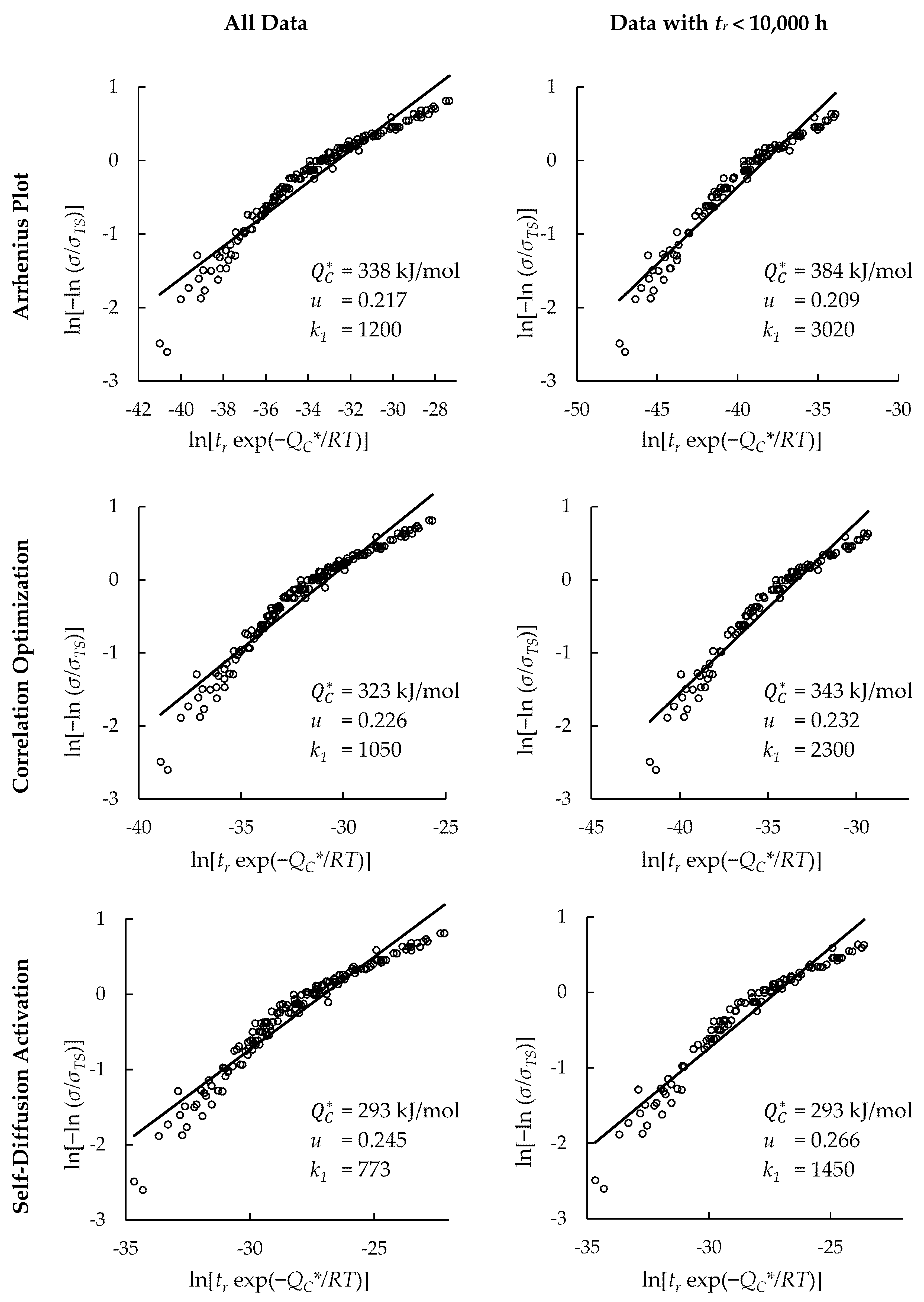
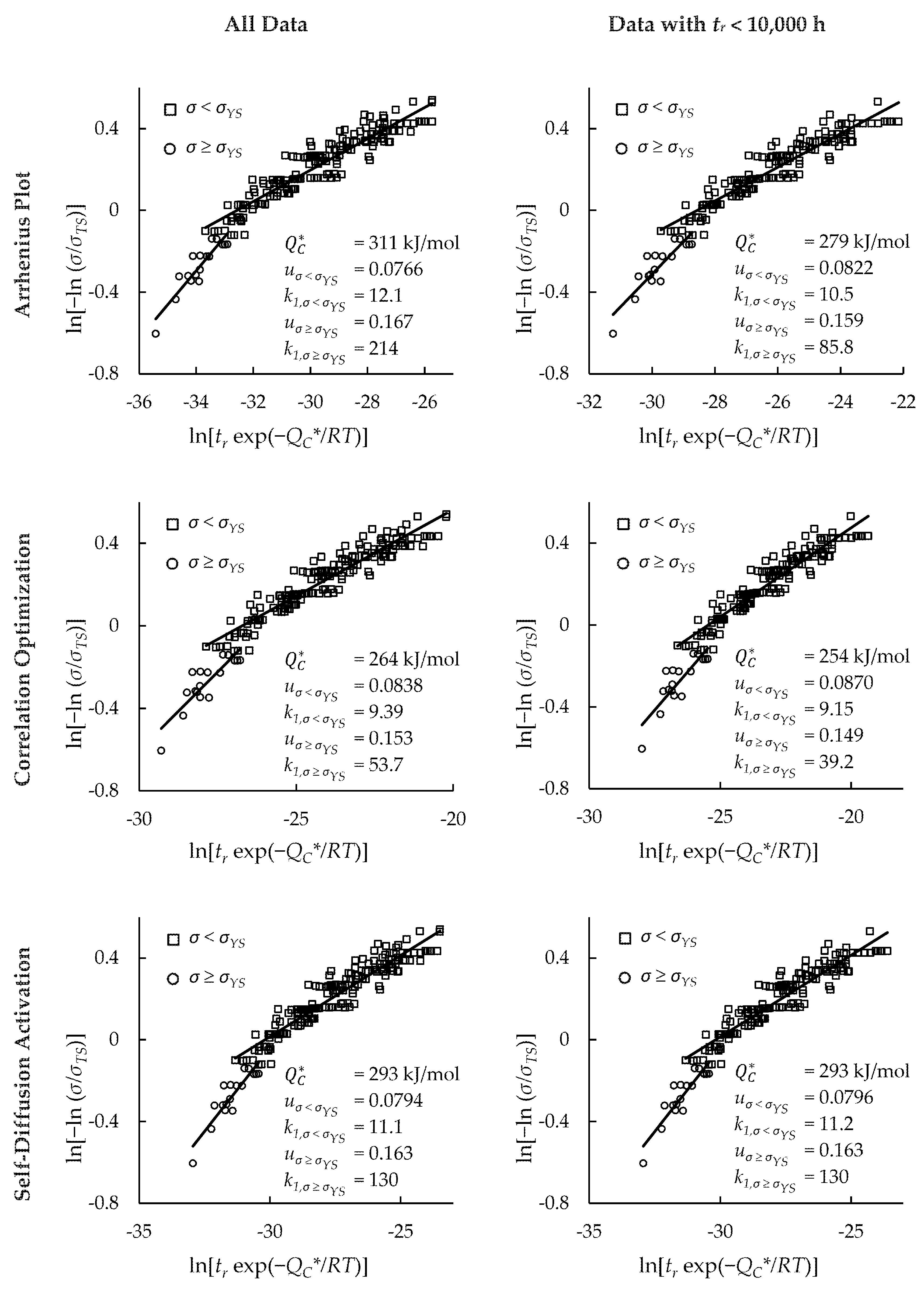
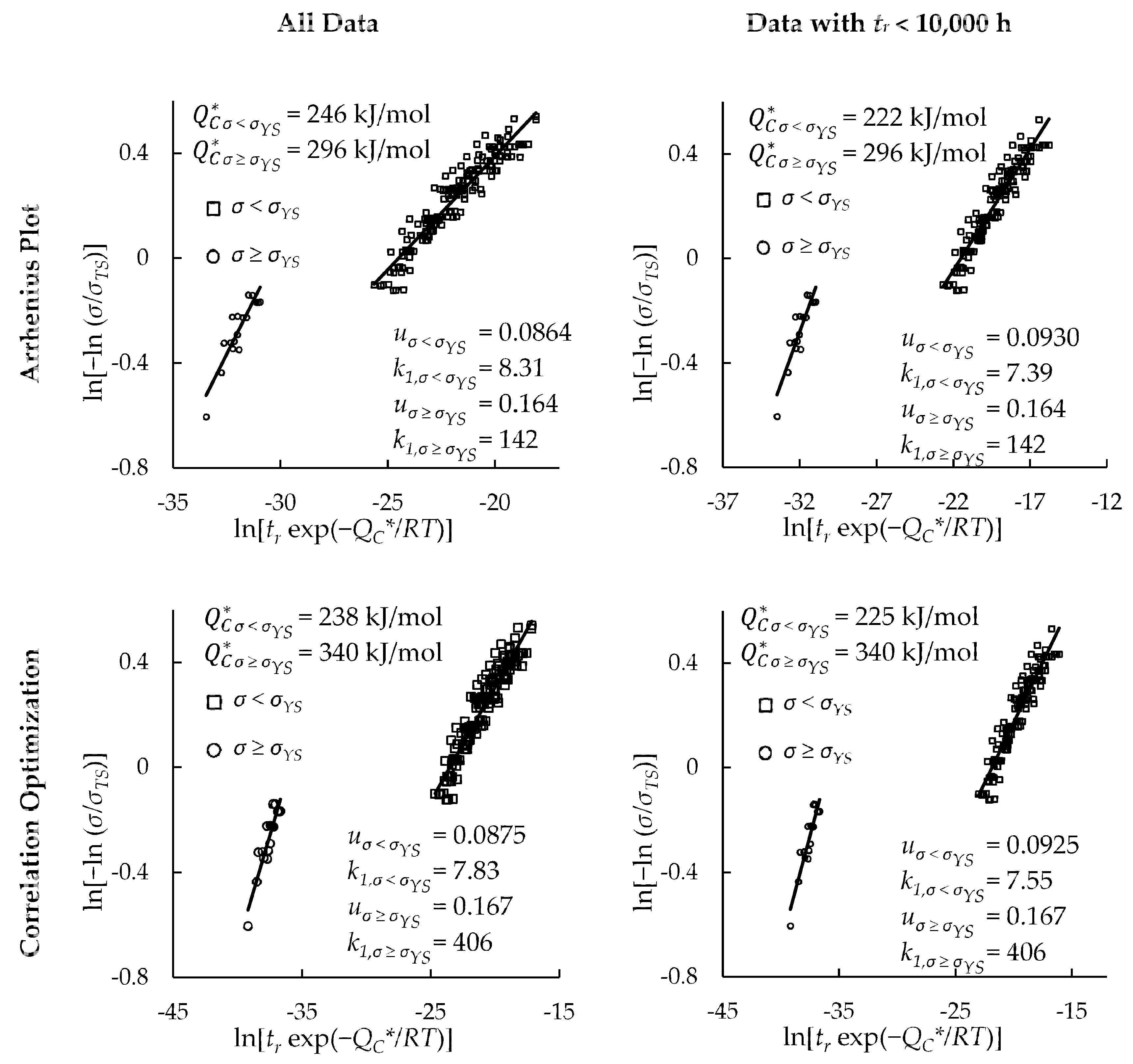
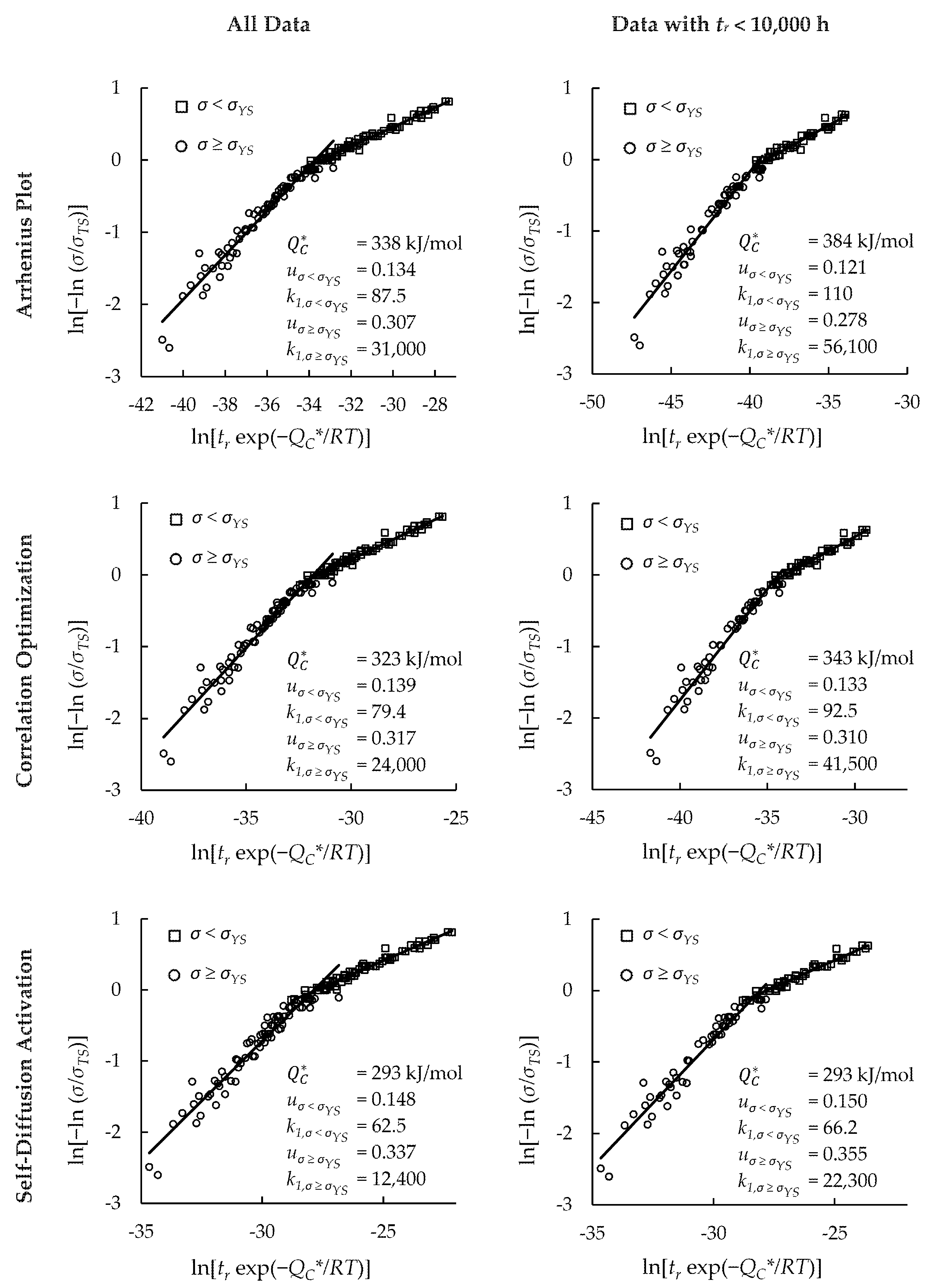
4.1. Investigation of Multiple Methods to Determine , Region-Splitting, and the Use of Short-Term Creep Rupture Data to Extrapolate Creep Life
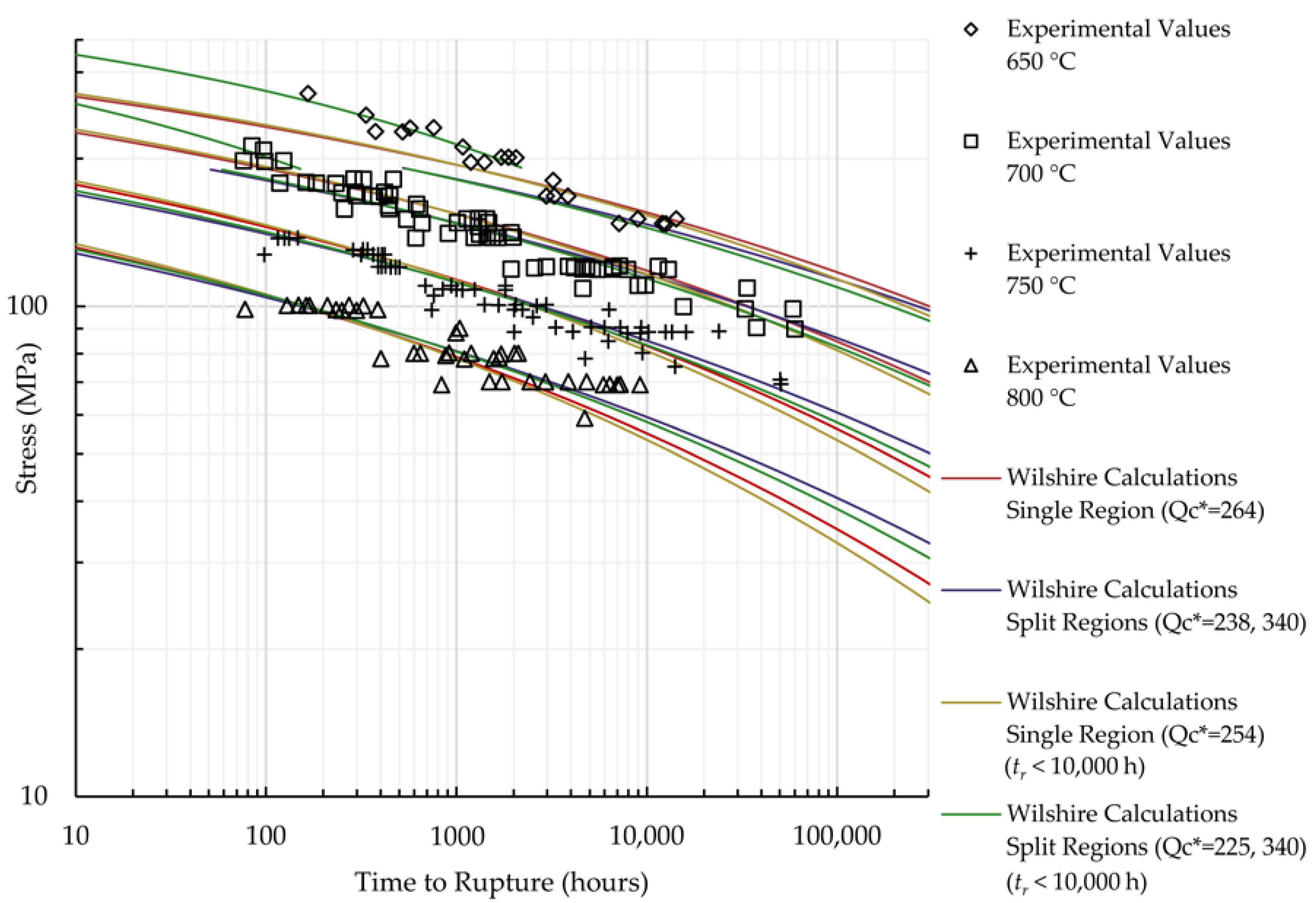
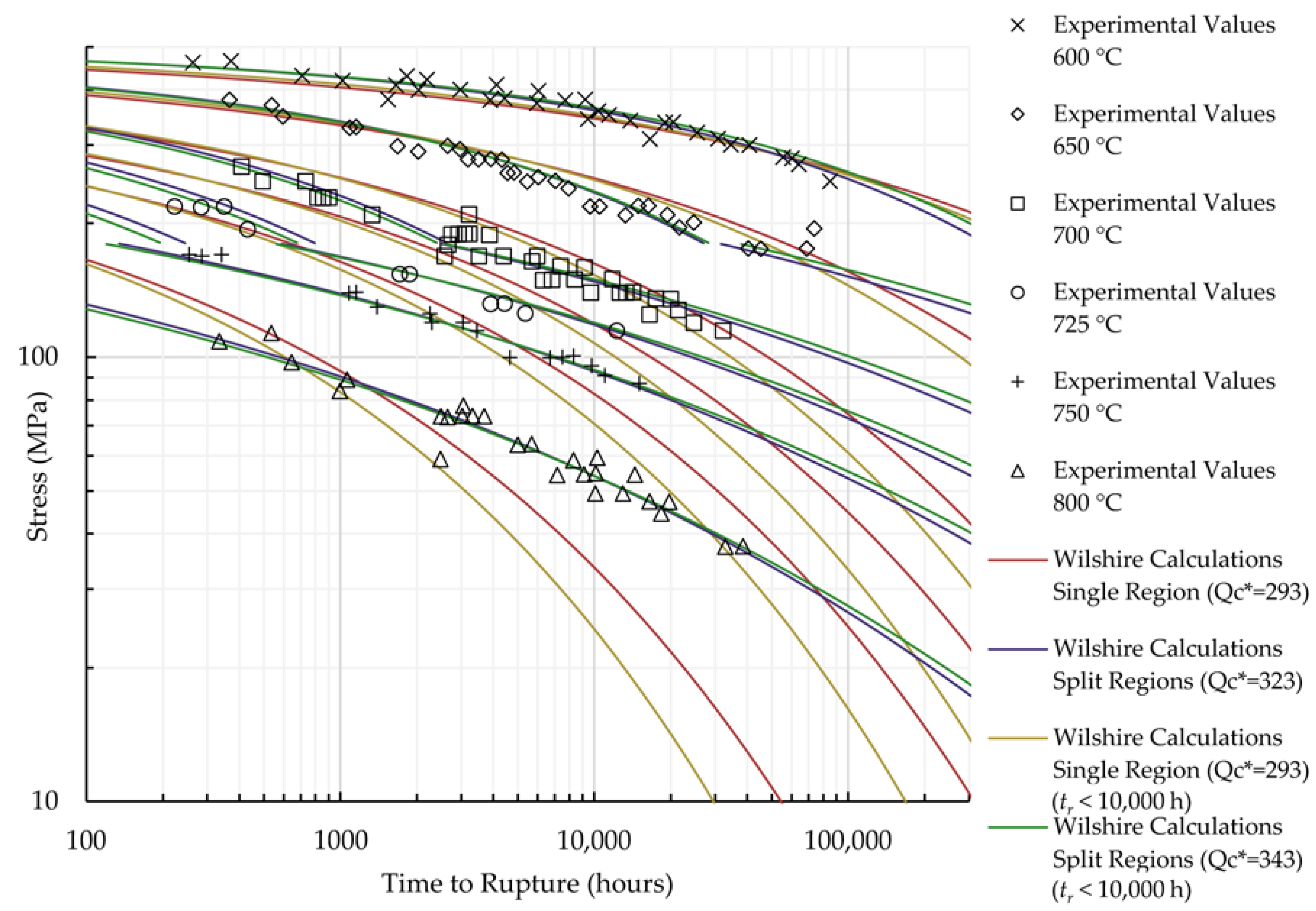
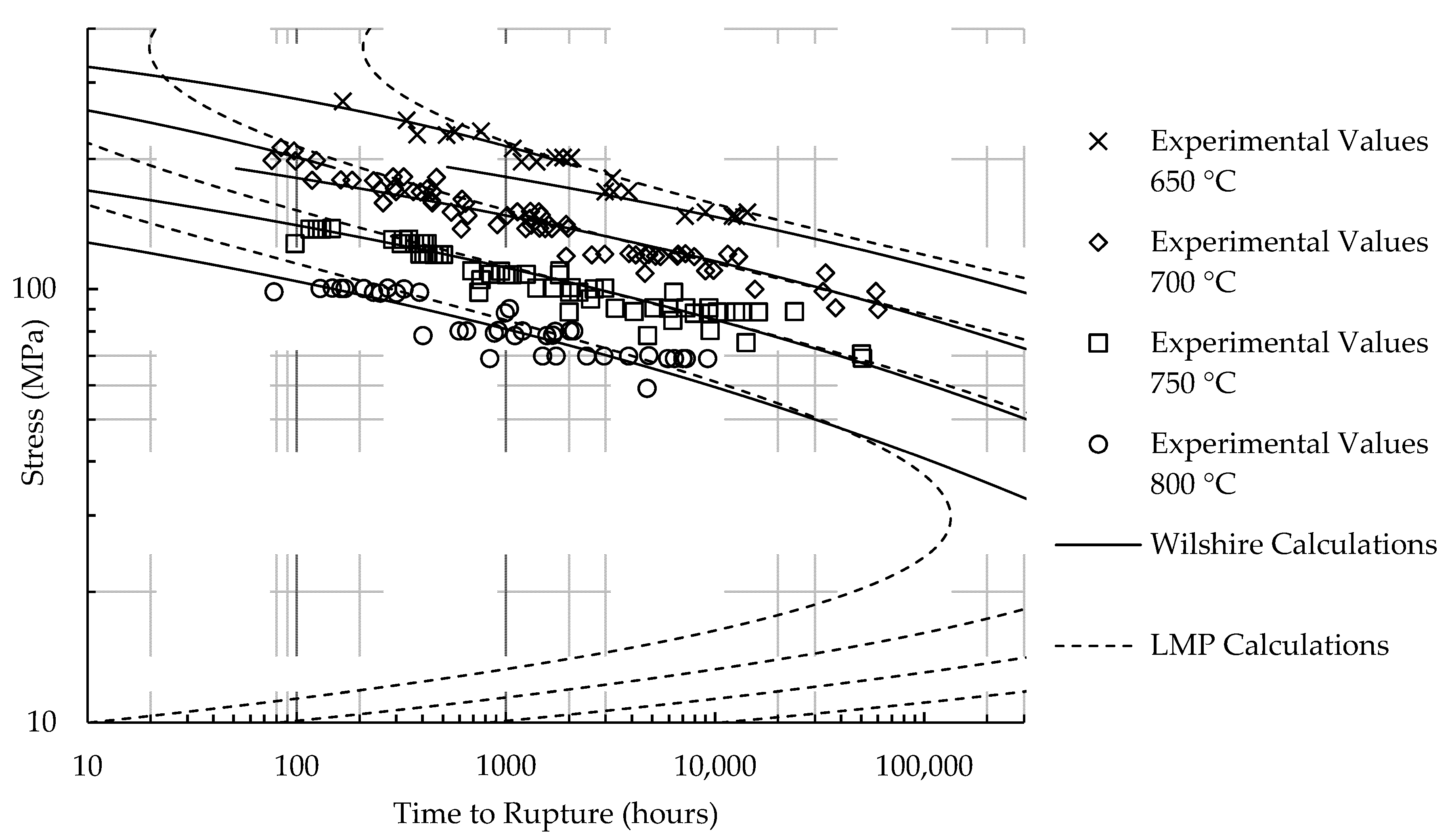
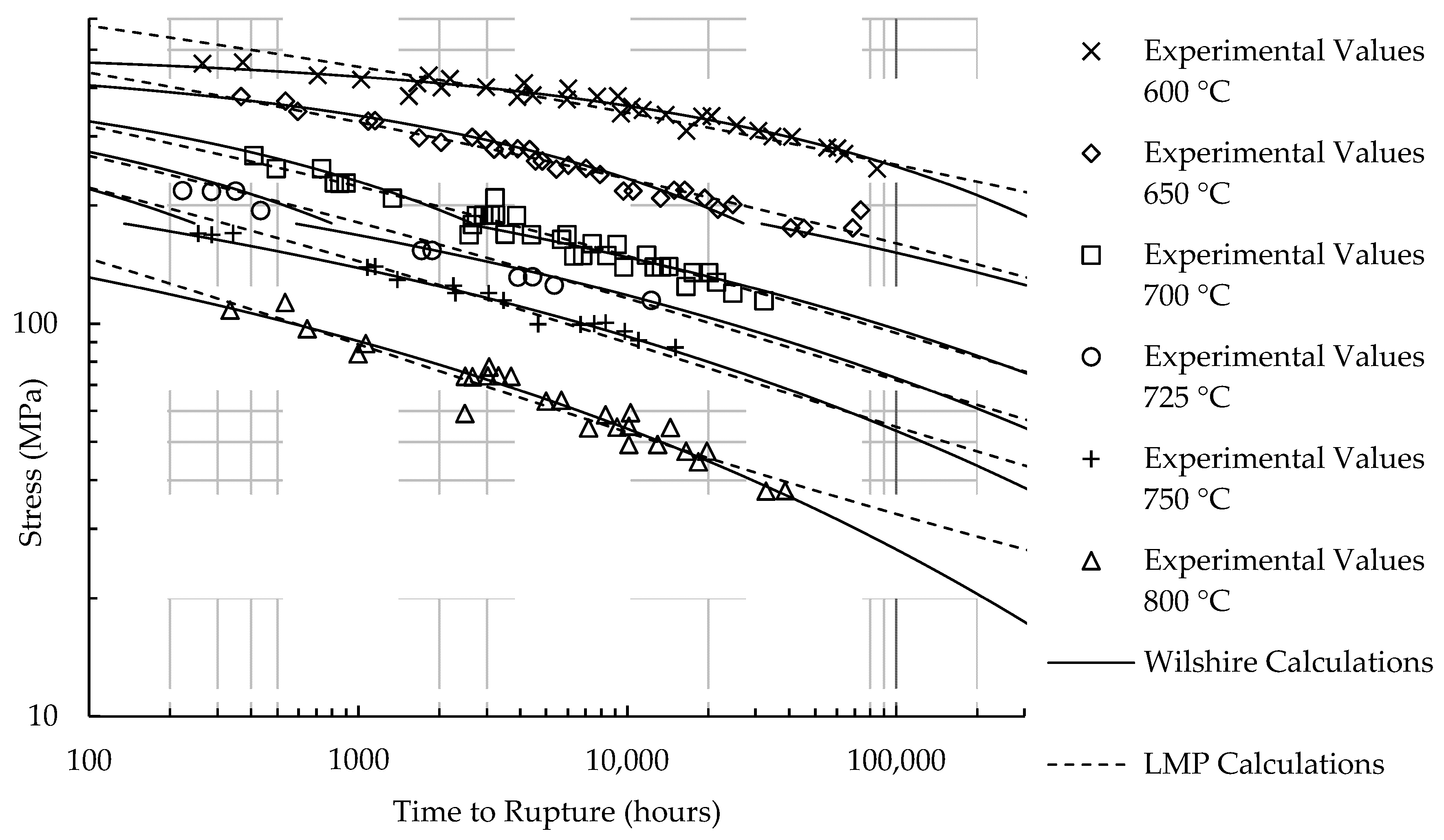
4.2. Comparison of Calculations of the Wilshire and Larson-Miller Parameter Equations
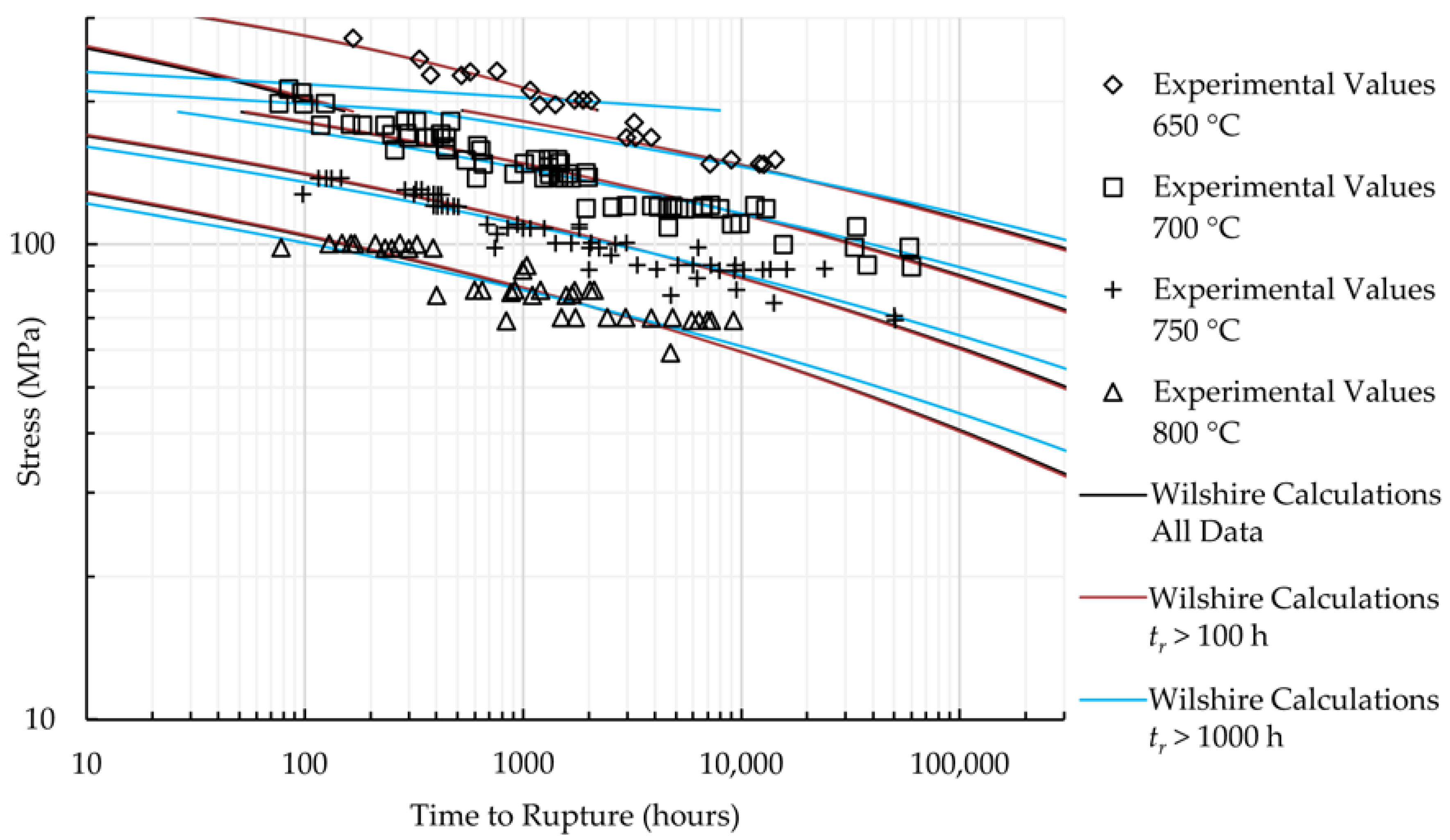
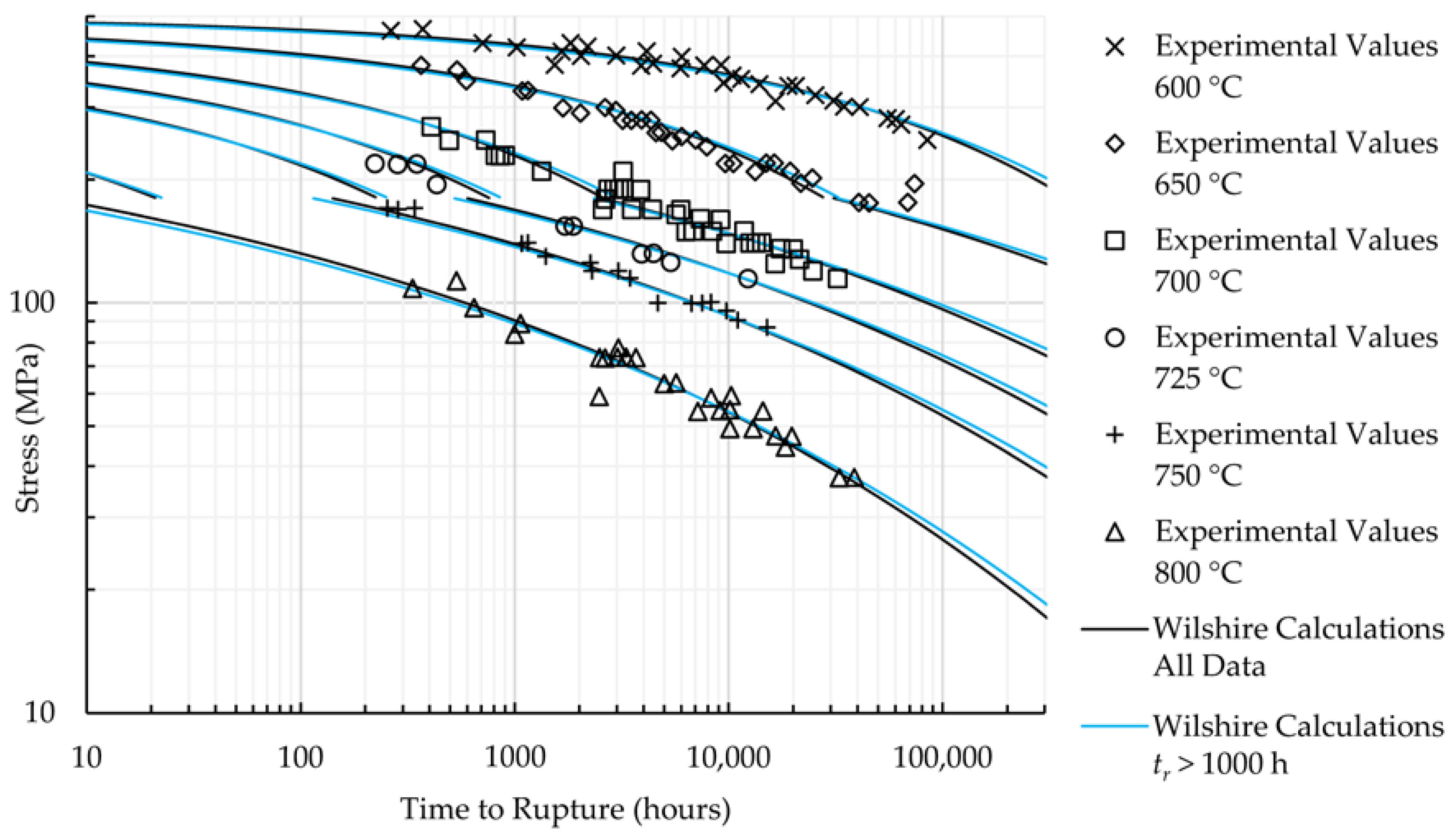
4.3. The Effect of Omitting Data with Rupture Times Less than 100 and 1000 h
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
















References
- Wilshire, B.; Battenbough, A.J. Creep and creep fracture of polycrystalline copper. Mater. Sci. Eng. A 2007, 443, 156–166. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. A new methodology for analysis of creep and creep fracture data for 9–12% chromium steels. Int. Mater. Rev. 2008, 53, 91–104. [Google Scholar] [CrossRef]
- Arrhenius, S.A. Über die Dissociationswärme und den Einfluß der Temperatur auf den Dissociationsgrad der Elektrolyte. Z. Phys. Chem. 1889, 4, 96–116. [Google Scholar] [CrossRef]
- Norton, F.H. The Creep of Steels at High Temperatures; McGraw-Hill: New York, NY, USA, 1929. [Google Scholar]
- Monkman, F.C.; Grant, N.J. An empirical relationship between rupture life and minimum creep rate in creep-rupture tests. Proc. Am. Soc. Test Mater. 1956, 56, 593–620. [Google Scholar]
- Bonora, N.; Esposito, L. Mechanism based creep model incorporating damage. J. Eng. Mater. Technol. 2010, 132, 021013. [Google Scholar] [CrossRef]
- Esposito, L.; Bonora, N.; De Vita, G. Creep modelling of 316H stainless steel over a wide range of stress. Proc. Struct. Int. 2016, 2, 927–933. [Google Scholar] [CrossRef]
- Abdallah, Z.; Gray, V.; Whittaker, M.; Perkins, K. A critical analysis of the conventionally employed creep lifing methods. Materials 2014, 5, 3371–3398. [Google Scholar] [CrossRef] [PubMed]
- Larson, F.R.; Miller, J. A Time-Temperature Relationship for Rupture and Creep Stresses. Trans. ASME 1952, 74, 765–771. [Google Scholar]
- Dagra Data Digitizer. Available online: http://www.datadigitization.com/ (accessed on 2 May 2018).
- Evans, M. A Re-Evaluation of the Causes of Deformation in 1Cr-1Mo-0.25 V Steel for Turbine Rotors and Shafts Based on iso-Thermal Plots of the Wilshire Equation and the Modelling of Batch to Batch Variation. Materials 2017, 10, 575. [Google Scholar] [CrossRef] [PubMed]
- Tokairin, T.; Dahl, K.V.; Danielsen, H.K.; Grumsen, F.B.; Sato, T.; Hald, J. Investigation on long-term creep rupture properties and microstructure stability of Fe–Ni based alloy Ni-23Cr-7W at 700 °C. Mater. Sci. Eng. A 2013, 565, 285–291. [Google Scholar] [CrossRef]
- Saito, N.; Komai, N.; Hashimoto, K.; Kitamura, M. Long-Term Creep Rupture Properties and Microstructures in HR6W (44Ni-23Cr-7W) for A-USC Boilers. In Proceedings of the 8th International Conference on Advances in Materials Technology for Fossil Power Plants, Pine Cliffs Algarve, Portugal, 11–14 October 2016; pp. 419–429. [Google Scholar]
- HR6W Material Data Sheet. Available online: www.tubular.nssmc.com/product-services/specialty-tube/product/hr6w (accessed on 27 April 2018).
- Noguchi, Y.; Okada, H.; Semba, H.; Yoshizawa, M. Isothermal, thermo-mechanical and bithermal fatigue life of Ni base alloy HR6W for piping in 700 C USC power plants. Procedia Eng. 2011, 10, 1127–1132. [Google Scholar] [CrossRef]
- Case 2684, Ni-23Cr-7W, UNS N06674, Alloy Seamless Pipe and Tube. In Cases of ASME Boiler and Pressure Vessel Code; American Society of Mechanical Engineers: New York, NY, USA, 2011.
- Chai, G.; Hernblom, J.; Hottle, K.; Forsberg, U.; Peltola, T. Long term performance of newly developed austenitic heat resistant stainless steel grade UNS S31035. In Proceedings of the ASME 2014 Symposium on Elevated Temperature Application of Materials for Fossil, Nuclear, and Petrochemical Industries, Seattle, WA, USA, 25–27 March 2014; pp. 37–43. [Google Scholar]
- Sanicro 25 Material Data Sheet. Available online: http://smt.sandvik.com/en/materials-center/material-datasheets/tube-and-pipe-seamless/sanicro-25/ (accessed on 7 July 2017).
- Wilshire, B.; Scharning, P.J.; Hurst, R. New methodology for long term creep data generation for power plant components. Energy Mater. 2007, 2, 84–88. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Theoretical and practical approaches to creep of Waspaloy. Mater. Sci. Technol. 2009, 25, 242–248. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Prediction of long term creep data for forged 1Cr–1Mo–0.25V steel. Mater. Sci. Technol. 2008, 24, 1–9. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Long-term creep life prediction for a high chromium steel. Scr. Mater. 2007, 56, 701–704. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Extrapolation of creep life data for 1Cr–0.5 Mo steel. Int. J. Pres. Ves. Pip. 2008, 85, 739–743. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Creep and creep fracture of commercial aluminum alloys. J. Mater. Sci. 2008, 43, 3992–4000. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J.; Hurst, R. A new approach to creep data assessment. Mater. Sci. Eng. A 2009, 510, 3–6. [Google Scholar] [CrossRef]
- Wilshire, B.; Whittaker, M.T. The role of grain boundaries in creep strain accumulation. Acta Mater. 2009, 57, 4115–4124. [Google Scholar] [CrossRef]
- Wilshire, B.; Scharning, P.J. Creep ductilities of 9–12% chromium steels. Scr. Mater. 2007, 56, 1023–1026. [Google Scholar] [CrossRef]
- Whittaker, M.T.; Harrison, W.J. Evolution of Wilshire equations for creep life prediction. Mater. High Temp. 2014, 31, 233–238. [Google Scholar] [CrossRef]
- Whittaker, M.T.; Evans, M.; Wilshire, B. Long-term creep data prediction for type 316H stainless steel. Mater. Sci. Eng. A 2012, 552, 145–150. [Google Scholar] [CrossRef]
- Whittaker, M.T.; Harrison, W.J.; Lancaster, R.J.; Williams, S. An analysis of modern creep lifing methodologies in the titanium alloy Ti6-4. Mater. Sci. Eng. A 2013, 577, 114–119. [Google Scholar] [CrossRef]
- Jeffs, S.P.; Lancaster, R.J.; Garcia, T.E. Creep lifing methodologies applied to a single crystal superalloy by use of small scale test techniques. Mater. Sci. Eng. A 2015, 636, 529–535. [Google Scholar] [CrossRef]
- Whittaker, M.T.; Wilshire, B. Long term creep life prediction for Grade 22 (2·25Crâ1Mo) steels. Mater. Sci. Technol. 2011, 27, 642–647. [Google Scholar] [CrossRef]
- Gray, V.; Whittaker, M. The changing constants of creep: A letter on region splitting in creep lifing. Mater. Sci. Eng. A 2015, 632, 96–102. [Google Scholar] [CrossRef]
- Whittaker, M.; Wilshire, B. Creep and creep fracture of 2.25 Cr–1.6 W steels (Grade 23). Mater. Sci. Eng. A 2010, 527, 4932–4938. [Google Scholar] [CrossRef]
- Whittaker, M.; Wilshire, B. Advanced procedures for long-term creep data prediction for 2.25 chromium steels. Metall. Mater. Trans. A 2013, 44, 136–153. [Google Scholar] [CrossRef]
- Whittaker, M.; Harrison, W.; Deen, C.; Rae, C.; Williams, S. Creep deformation by dislocation movement in Waspaloy. Materials 2017, 10, 61. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.W.; Cheng, H.H.; Shen, M.H.; Pan, J.P. Determination of C Parameter of Larson-miller Equation for 15CrMo steel. Adv. Mater. Res. 2013, 791, 374–377. [Google Scholar] [CrossRef]
- He, J.; Sandström, R. Basic modelling of creep rupture in austenitic stainless steels. Theor. Appl. Fract. Mech. 2017, 89, 139–146. [Google Scholar] [CrossRef]
- Evans, M. A Statistical Test for Identifying the Number of Creep Regimes When Using the Wilshire Equations for Creep Property Predictions. Metall. Mater. Trans. A 2016, 47, 6593–6607. [Google Scholar] [CrossRef]
- Evans, M. Incorporating specific batch characteristics such as chemistry, heat treatment, hardness and grain size into the Wilshire equations for safe life prediction in high temperature applications: An application to 12Cr stainless steel bars for turbine blades. Appl. Math. Model. 2016, 40, 10342–10359. [Google Scholar] [CrossRef]
- Evans, M. Formalisation of Wilshire–Scharning methodology to creep life prediction with application to 1Cr–1Mo–0·25V rotor steel. Mater. Sci. Technol. 2010, 26, 309–317. [Google Scholar] [CrossRef]
- Evans, M. Obtaining confidence limits for safe creep life in the presence of multi batch hierarchical databases: An application to 18Cr–12Ni–Mo steel. Appl. Math. Model. 2011, 35, 2838–2854. [Google Scholar] [CrossRef]
- Evans, M. The importance of creep strain in linking together the Wilshire equations for minimum creep rates and times to various strains (including the rupture strain): An illustration using 1CrMoV rotor steel. J. Mater. Sci. 2014, 49, 329–339. [Google Scholar] [CrossRef]
- Evans, M. Constraints Imposed by the Wilshire Methodology on Creep Rupture Data and Procedures for Testing the Validity of Such Constraints: Illustration Using 1Cr-1Mo-0.25 V Steel. Metall. Mater. Trans. A 2015, 46, 937–947. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average | ||||
|---|---|---|---|---|
| 0.3 | 0.4 | 0.5 | 0.6 | |
| 276 | 205 | 260 | 315 | 323 |
| Alloy | Data Set | Region | Average | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | ||||
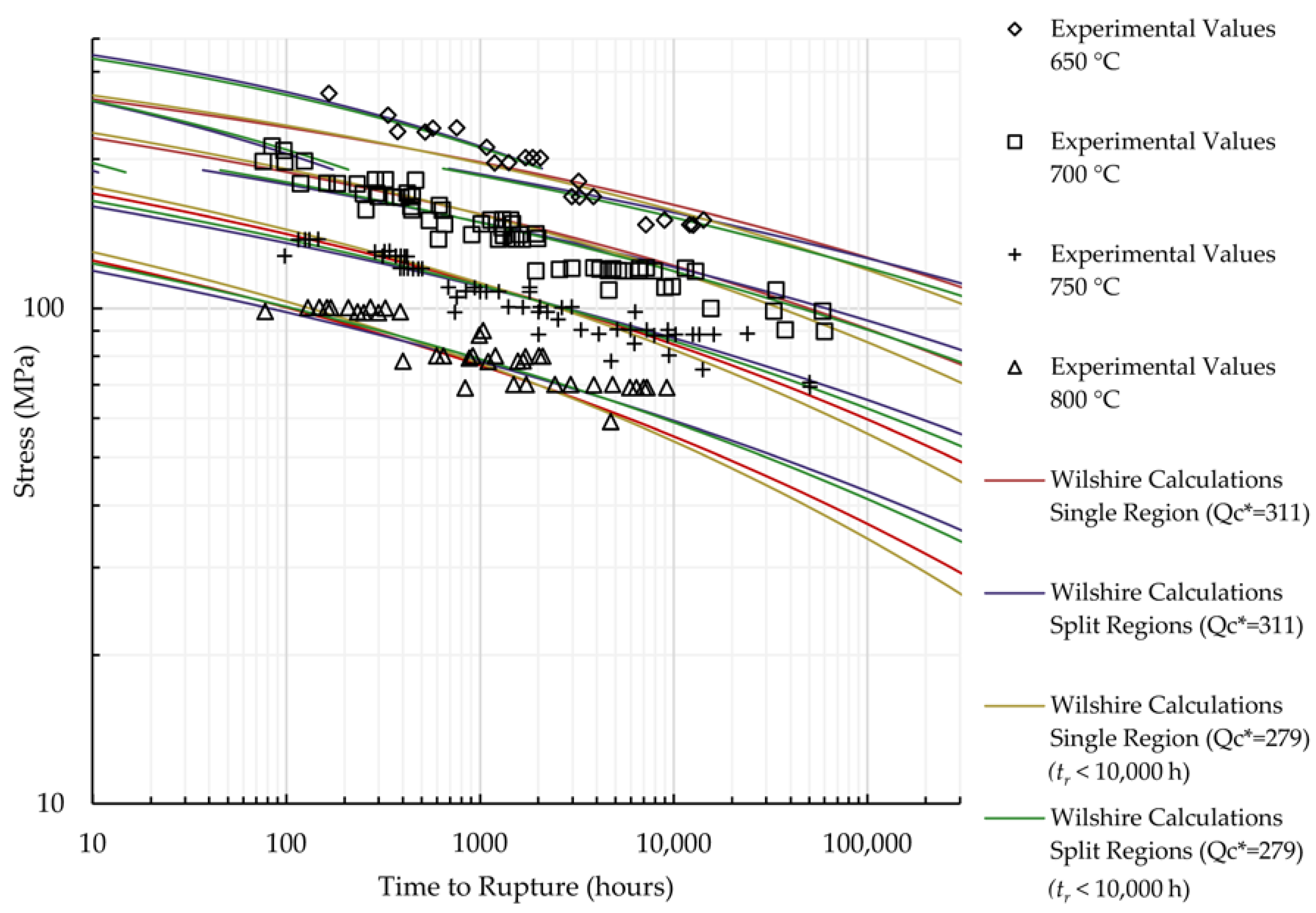
| HR6W | All Data | All σ | 311 | 148 | 235 | 361 | 501 | - | - |
| σ < σYS | 246 | 165 | 252 | 320 | - | - | - | ||
| σ ≥ σYS | 296 | - | - | 100 | 491 | - | - | ||
| tr < 10,000 h | All σ | 279 | 121 | 221 | 330 | 444 | - | - | |
| σ < σYS | 222 | 122 | 228 | 317 | - | - | - | ||
| σ ≥ σYS | 296 | - | - | 100 | 491 | - | - | ||
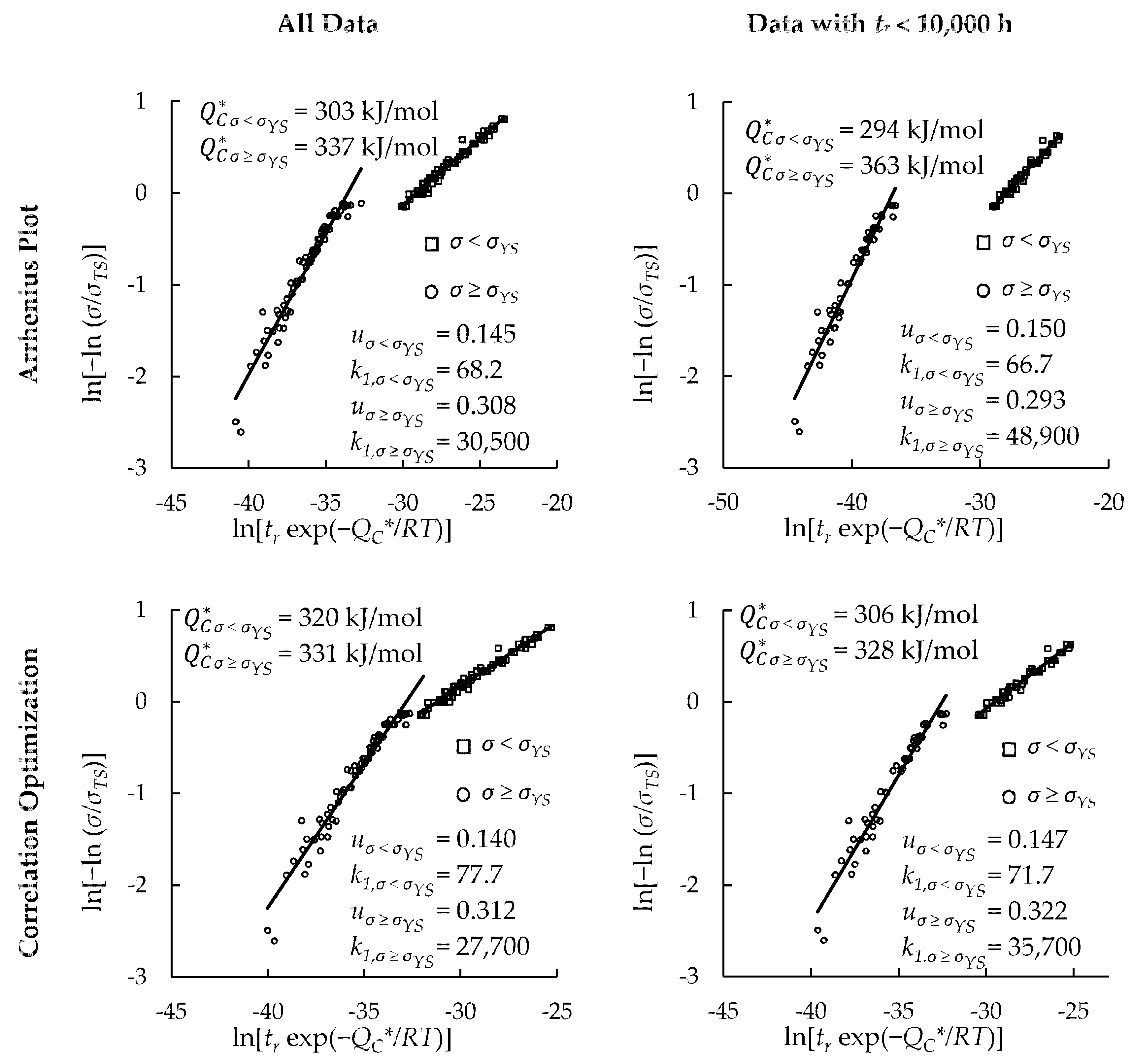
| Sanicro 25 | All Data | All σ | 338 | 293 | 319 | 344 | 373 | 367 | 332 |
| σ < σYS | 303 | 293 | 324 | 292 | - | - | - | ||
| σ ≥ σYS | 337 | - | - | 294 | 366 | 361 | 329 | ||
| tr < 10,000 h | All σ | 384 | 270 | 475 | 357 | 432 | - | - | |
| σ < σYS | 294 | 297 | 322 | 262 | - | - | - | ||
| σ ≥ σYS | 363 | - | - | - | 335 | 358 | 397 | ||
| Alloy | Data Set | Region | |
|---|---|---|---|
| HR6W | All Data | All σ | 264 |
| σ < σYS | 238 | ||
| σ ≥ σYS | 340 | ||
| tr < 10,000 h | All σ | 254 | |
| σ < σYS | 225 | ||
| σ ≥ σYS | 340 | ||
| Sanicro 25 | All Data | All σ | 323 |
| σ < σYS | 320 | ||
| σ ≥ σYS | 331 | ||
| tr < 10,000 h | All σ | 343 | |
| σ < σYS | 306 | ||
| σ ≥ σYS | 328 |
| Alloy | Data Set | Split Regions | Determination Method | All σ | σ < σYS | σ ≥ σYS | R2 All σ | R2 σ < σYS | R2 σ ≥ σYS | MSE |
|---|---|---|---|---|---|---|---|---|---|---|
| HR6W | All Data | No | Arrhenius Plot | 311 | - | - | 0.887 | - | - | |
| Correlation Optimization | 264 | - | - | 0.894 | - | - | ||||
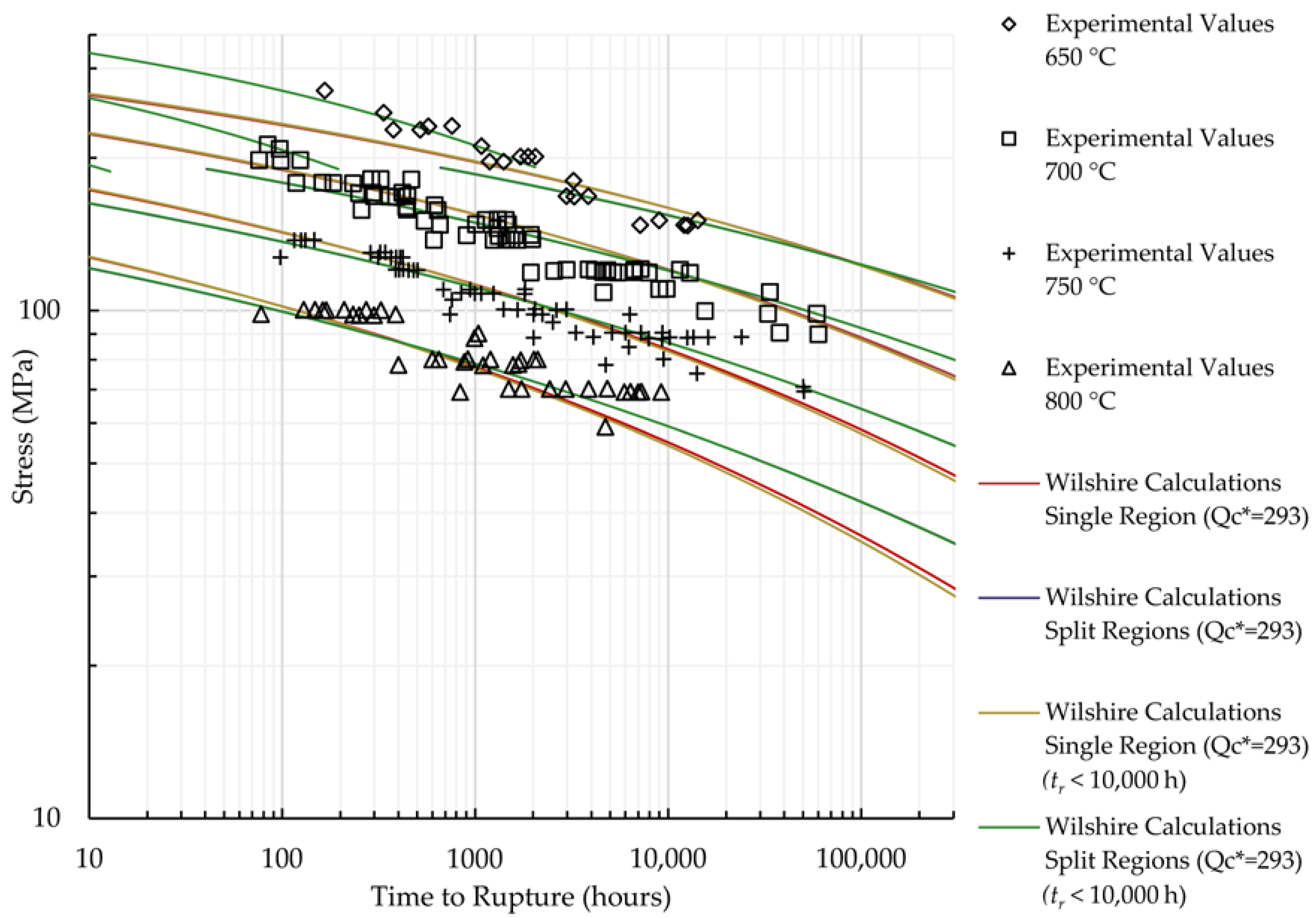
| Self-Diffusion Activation | 293 | - | - | 0.891 | - | - | ||||
| Yes | Arrhenius Plot | 311 | - | - | - | 0.877 | 0.835 | |||
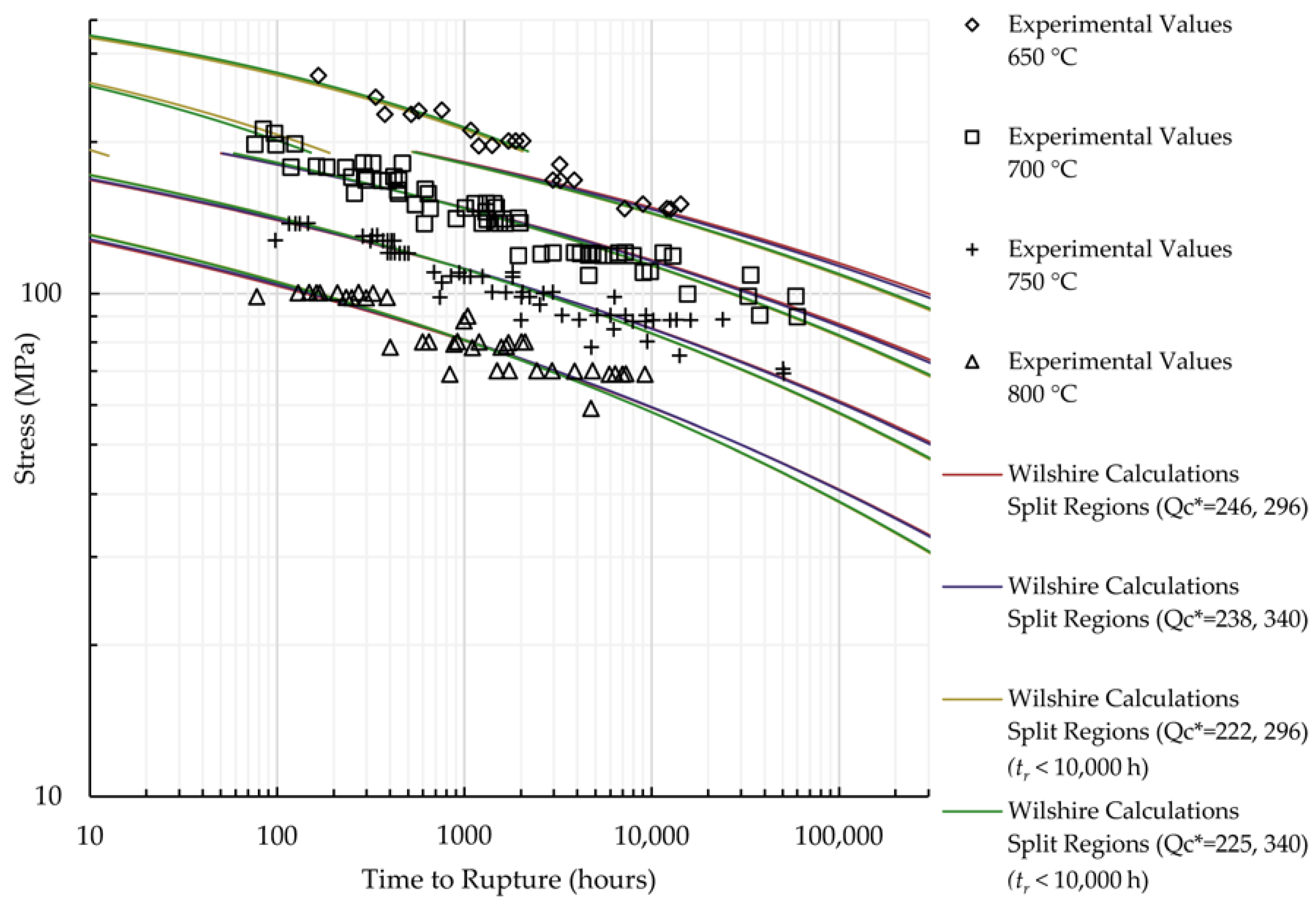
| Arrhenius Plot | - | 246 | 296 | - | 0.901 | 0.815 | ||||
| Correlation Optimization | 264 | - | - | - | 0.898 | 0.748 | ||||
| Correlation Optimization | - | 238 | 340 | - | 0.902 | 0.851 | ||||
| Self-Diffusion Activation | 293 | - | - | - | 0.887 | 0.810 | ||||
| tr < 10,000 h | No | Arrhenius Plot | 279 | - | - | 0.887 | - | - | ||
| Correlation Optimization | 254 | - | - | 0.889 | - | - | ||||
| Self-Diffusion Activation | 293 | - | - | 0.885 | - | - | ||||
| Yes | Arrhenius Plot | 279 | - | - | - | 0.883 | 0.783 | |||
| Arrhenius Plot | - | 222 | 296 | - | 0.897 | 0.815 | ||||
| Correlation Optimization | 254 | - | - | - | 0.892 | 0.722 | ||||
| Correlation Optimization | - | 225 | 340 | - | 0.897 | 0.851 | ||||
| Self-Diffusion Activation | 293 | - | - | - | 0.876 | 0.810 | ||||
| Sanicro 25 | All Data | No | Arrhenius Plot | 338 | - | - | 0.929 | - | - | |
| Correlation Optimization | 323 | - | - | 0.930 | - | - | ||||
| Self-Diffusion Activation | 293 | - | - | 0.928 | - | - | ||||
| Yes | Arrhenius Plot | 338 | - | - | - | 0.975 | 0.948 | |||
| Arrhenius Plot | - | 303 | 337 | - | 0.975 | 0.948 | ||||
| Correlation Optimization | 323 | - | - | - | 0.976 | 0.948 | ||||
| Correlation Optimization | - | 320 | 331 | - | 0.976 | 0.949 | ||||
| Self-Diffusion Activation | 293 | - | - | - | 0.973 | 0.939 | ||||
| tr < 10,000 h | No | Arrhenius Plot | 384 | - | - | 0.934 | - | - | ||
| Correlation Optimization | 343 | - | - | 0.935 | - | - | ||||
| Self-Diffusion Activation | 293 | - | - | 0.932 | - | - | ||||
| Yes | Arrhenius Plot | 384 | - | - | - | 0.949 | 0.945 | |||
| Arrhenius Plot | - | 294 | 363 | - | 0.966 | 0.948 | ||||
| Correlation Optimization | 343 | - | - | - | 0.962 | 0.951 | ||||
| Correlation Optimization | - | 306 | 328 | - | 0.966 | 0.951 | ||||
| Self-Diffusion Activation | 293 | - | - | - | 0.965 | 0.947 |
| Alloy | Data Set | Split Regions | Determination Method | All σ | σ < σYS | σ ≥ σYS | 600 (°C) | 650 (°C) | 700 (°C) | 725 (°C) | 750 (°C) | 800 (°C) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HR6W | All Data | No | Arrhenius Plot | 311 | - | - | - | 7% | 83% | - | 26% | −29% |
| Correlation Optimization | 264 | - | - | - | −24% | 56% | - | 29% | −11% | |||
| Self-Diffusion Activation | 293 | - | - | - | -6% | 72% | - | 26% | −23% | |||
| Yes | Arrhenius Plot | 311 | - | - | - | 17% | 62% | - | 28% | −21% | ||
| Arrhenius Plot | - | 246 | 296 | - | −10% | 27% | - | 27% | 4% | |||
| Correlation Optimization | 264 | - | - | - | −7% | 38% | - | 26% | −4% | |||
| Correlation Optimization | - | 238 | 340 | - | −8% | 22% | - | 27% | 8% | |||
| Self-Diffusion Activation | 293 | - | - | - | 7% | 52% | - | 26% | −15% | |||
| tr < 10,000 h | No | Arrhenius Plot | 279 | - | - | - | −14% | 61% | - | 22% | −22% | |
| Correlation Optimization | 254 | - | - | - | −28% | 47% | - | 22% | −14% | |||
| Self-Diffusion Activation | 293 | - | - | - | −4% | 70% | - | 23% | −26% | |||
| Yes | Arrhenius Plot | 279 | - | - | - | −45% | 35% | - | 24% | −12% | ||
| Arrhenius Plot | - | 222 | 296 | - | −64% | 6% | - | 19% | 7% | |||
| Correlation Optimization | 254 | - | - | - | −54% | 21% | - | 21% | −5% | |||
| Correlation Optimization | - | 225 | 340 | - | −63% | 7% | - | 19% | 6% | |||
| Self-Diffusion Activation | 293 | - | - | - | −39% | 45% | - | 27% | −15% | |||
| Sanicro 25 | All Data | No | Arrhenius Plot | 338 | - | - | −13% | 67% | 77% | 91% | 26% | −48% |
| Correlation Optimization | 323 | - | - | −19% | 59% | 74% | 99% | 32% | −45% | |||
| Self-Diffusion Activation | 293 | - | - | −30% | 44% | 70% | 116% | 46% | −36% | |||
| Yes | Arrhenius Plot | 338 | - | - | 14% | 8% | 6% | 18% | −9% | 2% | ||
| Arrhenius Plot | - | 303 | 337 | 14% | 6% | −1% | 18% | −3% | 9% | |||
| Correlation Optimization | 323 | - | - | 8% | 7% | 5% | 24% | −6% | 5% | |||
| Correlation Optimization | - | 320 | 331 | 11% | 7% | 3% | 20% | −6% | 5% | |||
| Self-Diffusion Activation | 293 | - | - | −3% | 6% | 5% | 39% | −1% | 11% | |||
| tr < 10,000 h | No | Arrhenius Plot | 384 | - | - | 48% | 120% | 82% | 69% | 0% | −66% | |
| Correlation Optimization | 343 | - | - | 10% | 76% | 62% | 74% | 6% | −62% | |||
| Self-Diffusion Activation | 293 | - | - | −21% | 37% | 43% | 85% | 16% | −55% | |||
| Yes | Arrhenius Plot | 384 | - | - | −94% | -58% | 5% | −11% | −7% | 7% | ||
| Arrhenius Plot | - | 294 | 363 | −96% | -73% | −24% | −12% | −6% | 2% | |||
| Correlation Optimization | 343 | - | - | −95% | -65% | −10% | −12% | −7% | 2% | |||
| Correlation Optimization | - | 306 | 328 | −96% | −71% | −21% | −12% | −6% | 2% | |||
| Self-Diffusion Activation | 293 | - | - | −96% | −73% | −24% | −13% | −6% | 2% |
| Alloy | C | R2 | ||||
|---|---|---|---|---|---|---|
| HR6W | 9390 | 17.6 | 0.904 | |||
| Sanicro 25 | −1800 | 17.8 | 0.940 |
| Alloy | Equation | R2 | MSE |
|---|---|---|---|
| HR6W | LMP eq. | 0.904 | |
| Wilshire eq. 1 | 0.902 3, 0.851 4 | ||
| Sanicro 25 | LMP eq. | 0.940 | |
| Wilshire eq. 2 | 0.976 3, 0.948 4 |
| Alloy | Calculation Method | 600 °C | 650 °C | 700 °C | 725 °C | 750 °C | 800 °C |
|---|---|---|---|---|---|---|---|
| HR6W | LMP eq. | - | 46.5% | 48.5% | - | 40.1% | 59.4% |
| Wilshire eq. 1 | - | −7.7% | 21.7% | - | 27.0% | 8.3% | |
| Sanicro 25 | LMP eq. | 13.6% | 3.7% | 7.1% | 27.6% | 3.7% | −0.2% |
| Wilshire eq. 2 | 8.2% | 6.9% | 5.1% | 23.8% | −6.2% | 4.5% |
| Alloy | Calculation Method | Percentage Difference |
|---|---|---|
| HR6W | LMP eq. | 34.2% |
| Wilshire eq. 1 | 23.2% | |
| Sanicro 25 | LMP eq. | 37.2% |
| Wilshire eq. 2 | 23.7% |
| Alloy | Calculation Method | 600 °C | 650 °C | 700 °C | 725 °C | 750 °C | 800 °C |
|---|---|---|---|---|---|---|---|
| HR6W | LMP eq. solution #1 | - | 836 | 977 | - | 1110 | 1240 |
| LMP eq. solution #2 | - | 120 | 87.5 | - | 62.2 | 37.2 | |
| LMP eq. solution #3 | - | 11.1 | 13.0 | - | 16.1 | 24.1 | |
| Wilshire eq. 1 | - | 113 | 86.0 | - | 60.6 | 40.6 | |
| Sanicro 25 | LMP eq. | 254 | 160 | 94.7 | 71.8 | 54.6 | 32.8 |
| Wilshire eq. 2 | 252 | 152 | 96.9 | 72.7 | 53.3 | 26.6 |
| Alloy | Data set | # of Data Points | σ < σYS | σ ≥ σYS | R2 σ < σYS | R2 σ ≥ σYS | MSE |
|---|---|---|---|---|---|---|---|
| HR6W | All Data | 184 | 238 | 340 | 0.902 | 0.851 | |
| tr > 100 h | 177 | 234 | 326 | 0.905 | 0.886 | ||
| tr > 1000 h | 106 | 252 | 177 | 0.867 | 0.084 | ||
| Sanicro 25 | All Data | 152 | 320 | 331 | 0.976 | 0.949 | |
| tr > 1000 h | 129 | 334 | 331 | 0.978 | 0.943 |
| Alloy | Data set | Percentage Difference |
|---|---|---|
| HR6W | All Data | 23.2% |
| tr > 100 h | 17.9% | |
| tr > 1000 h | 37.9% | |
| Sanicro 25 | All Data | 32.8% |
| tr > 1000 h | 43.7% |
| Alloy | Data set | 600 °C | 650 °C | 700 °C | 725 °C | 750 °C | 800 °C |
|---|---|---|---|---|---|---|---|
| HR6W | All Data | - | 113 | 86.0 | - | 60.6 | 40.6 |
| tr > 100 h | - | 113 | 85.4 | - | 60.2 | 40.3 | |
| tr > 1000 h | - | 116 | 89.5 | - | 64.3 | 44.1 | |
| Sanicro 25 | All Data | 255 | 151 | 96.4 | 72.3 | 53.0 | 26.5 |
| tr > 1000 h | 259 | 153 | 98.5 | 74.3 | 54.8 | 27.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cedro, V., III; Garcia, C.; Render, M. Use of the Wilshire Equations to Correlate and Extrapolate Creep Data of HR6W and Sanicro 25. Materials 2018, 11, 1585. https://doi.org/10.3390/ma11091585
Cedro V III, Garcia C, Render M. Use of the Wilshire Equations to Correlate and Extrapolate Creep Data of HR6W and Sanicro 25. Materials. 2018; 11(9):1585. https://doi.org/10.3390/ma11091585
Chicago/Turabian StyleCedro, Vito, III, Christian Garcia, and Mark Render. 2018. "Use of the Wilshire Equations to Correlate and Extrapolate Creep Data of HR6W and Sanicro 25" Materials 11, no. 9: 1585. https://doi.org/10.3390/ma11091585
APA StyleCedro, V., III, Garcia, C., & Render, M. (2018). Use of the Wilshire Equations to Correlate and Extrapolate Creep Data of HR6W and Sanicro 25. Materials, 11(9), 1585. https://doi.org/10.3390/ma11091585