Mechanical Milling-Assisted Spark Plasma Sintering of Fine-Grained W-Ni-Mn Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
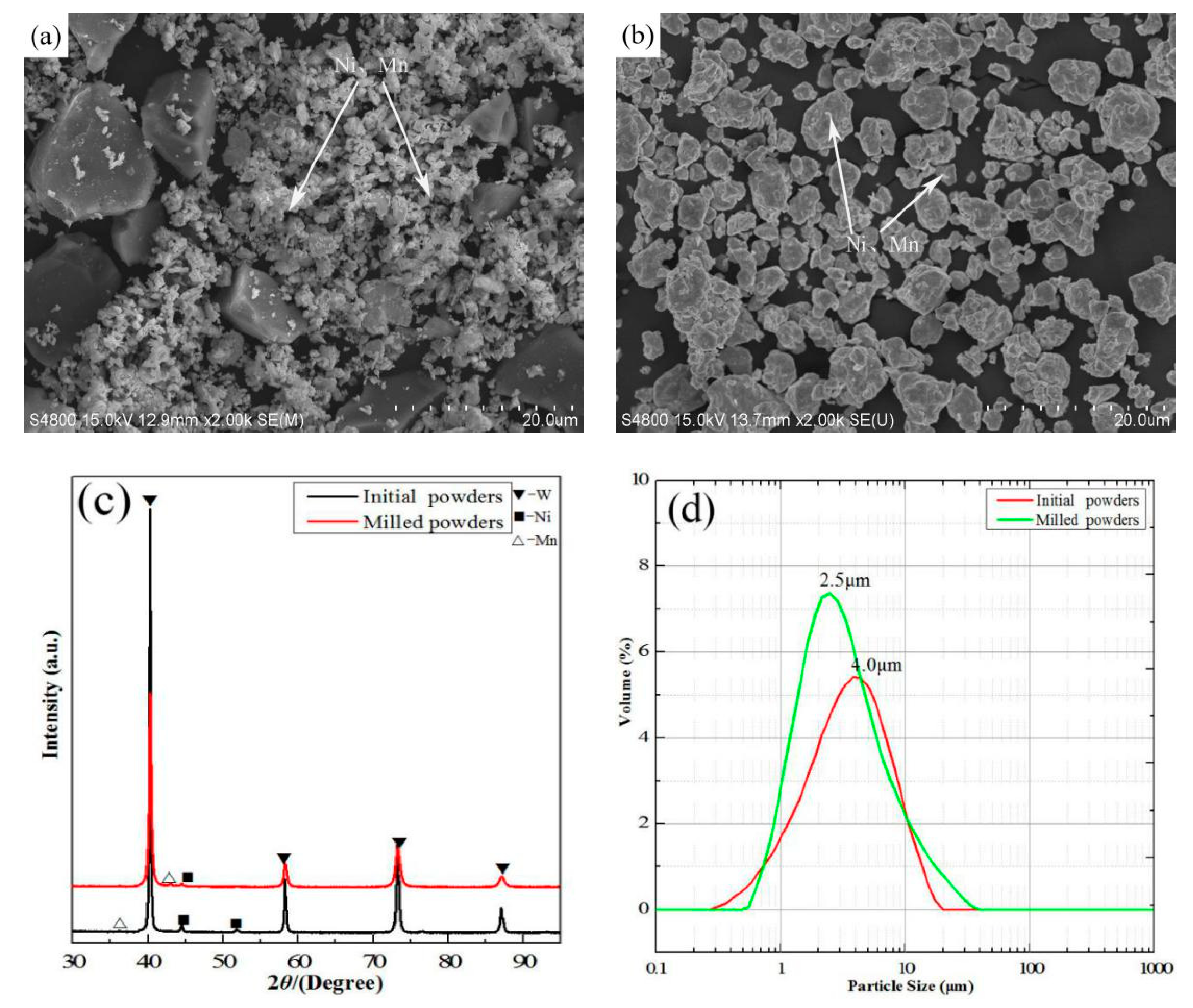
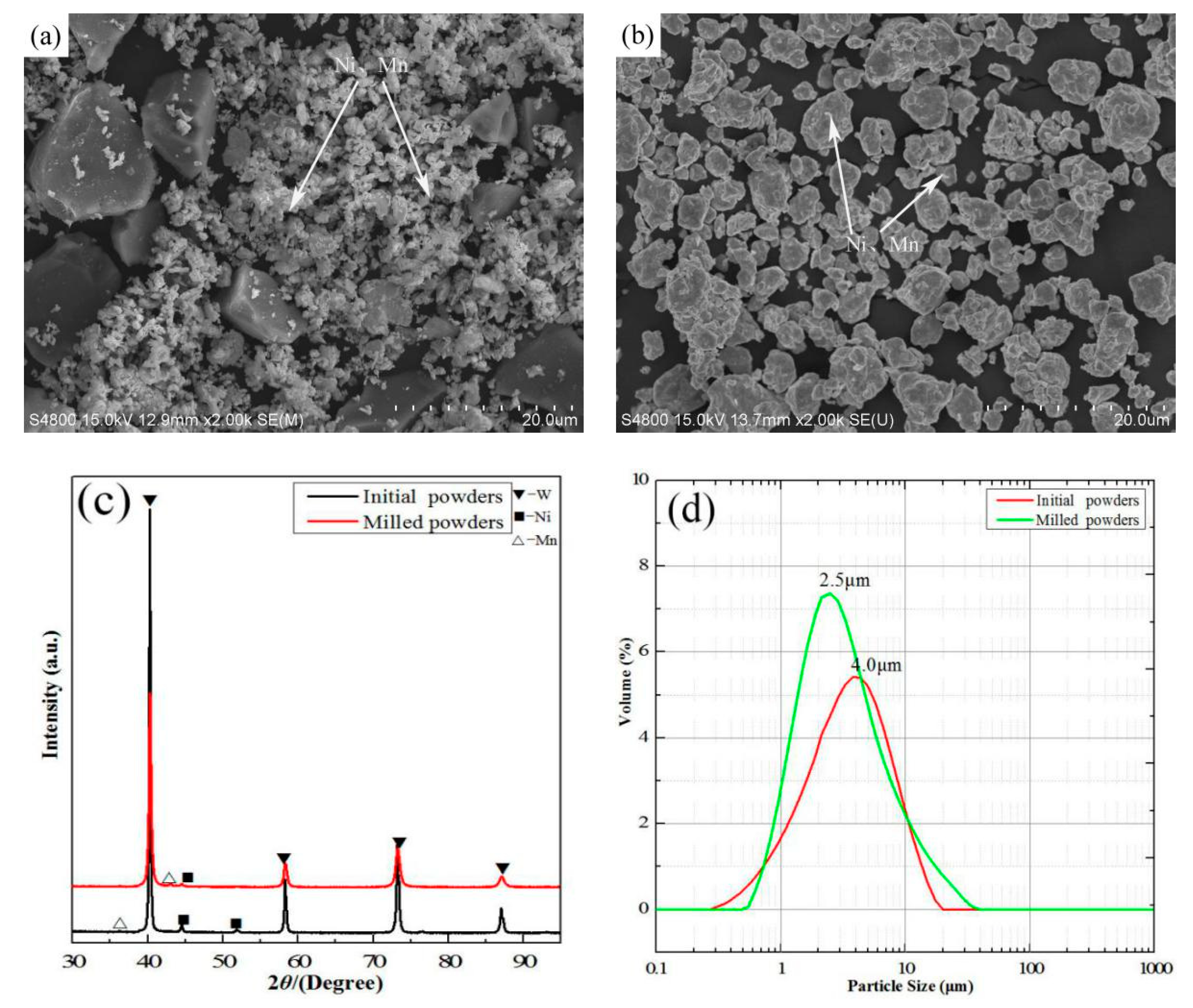
3.1. Characterization of W-6Ni-4Mn Composite Powders
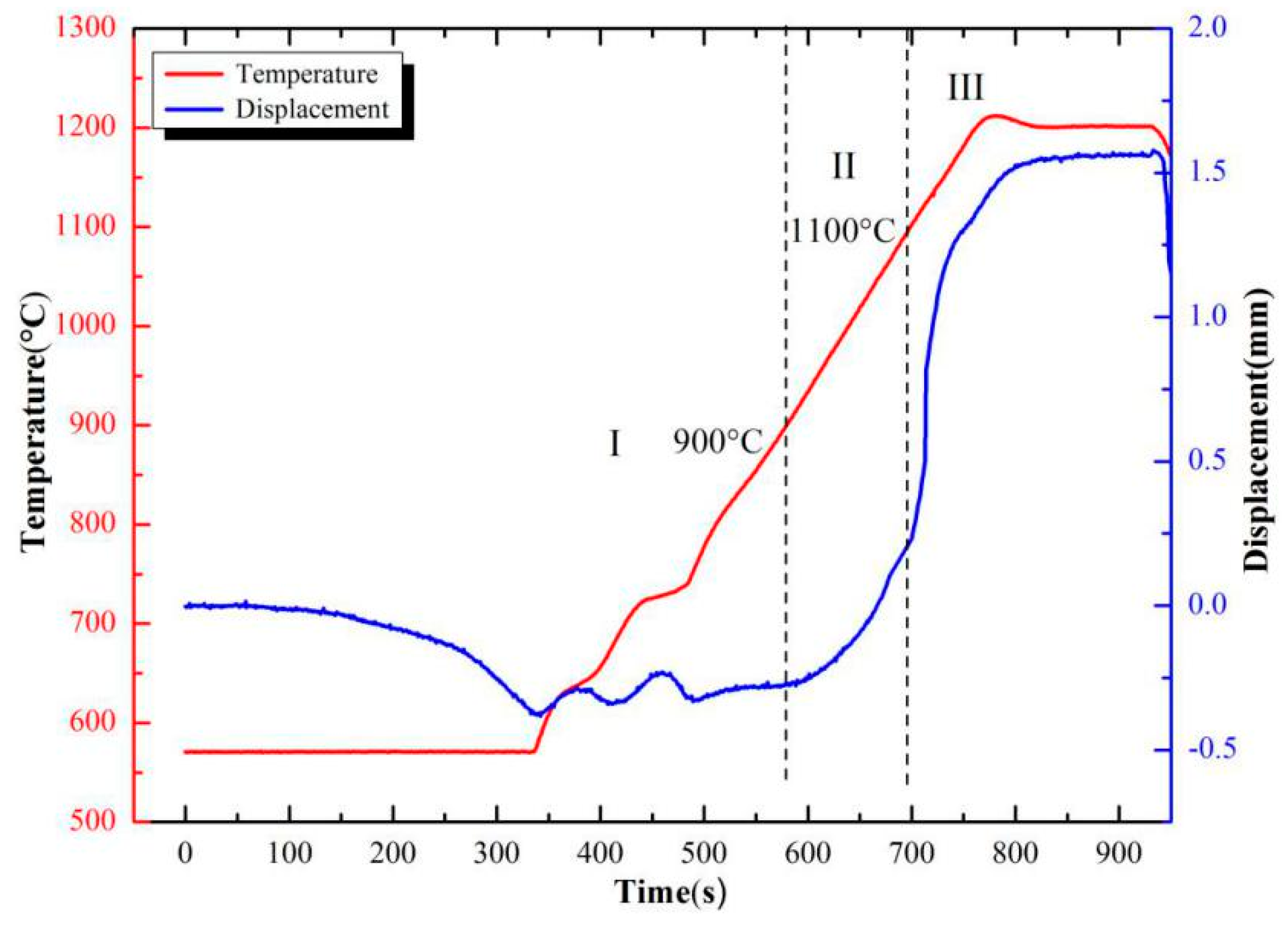
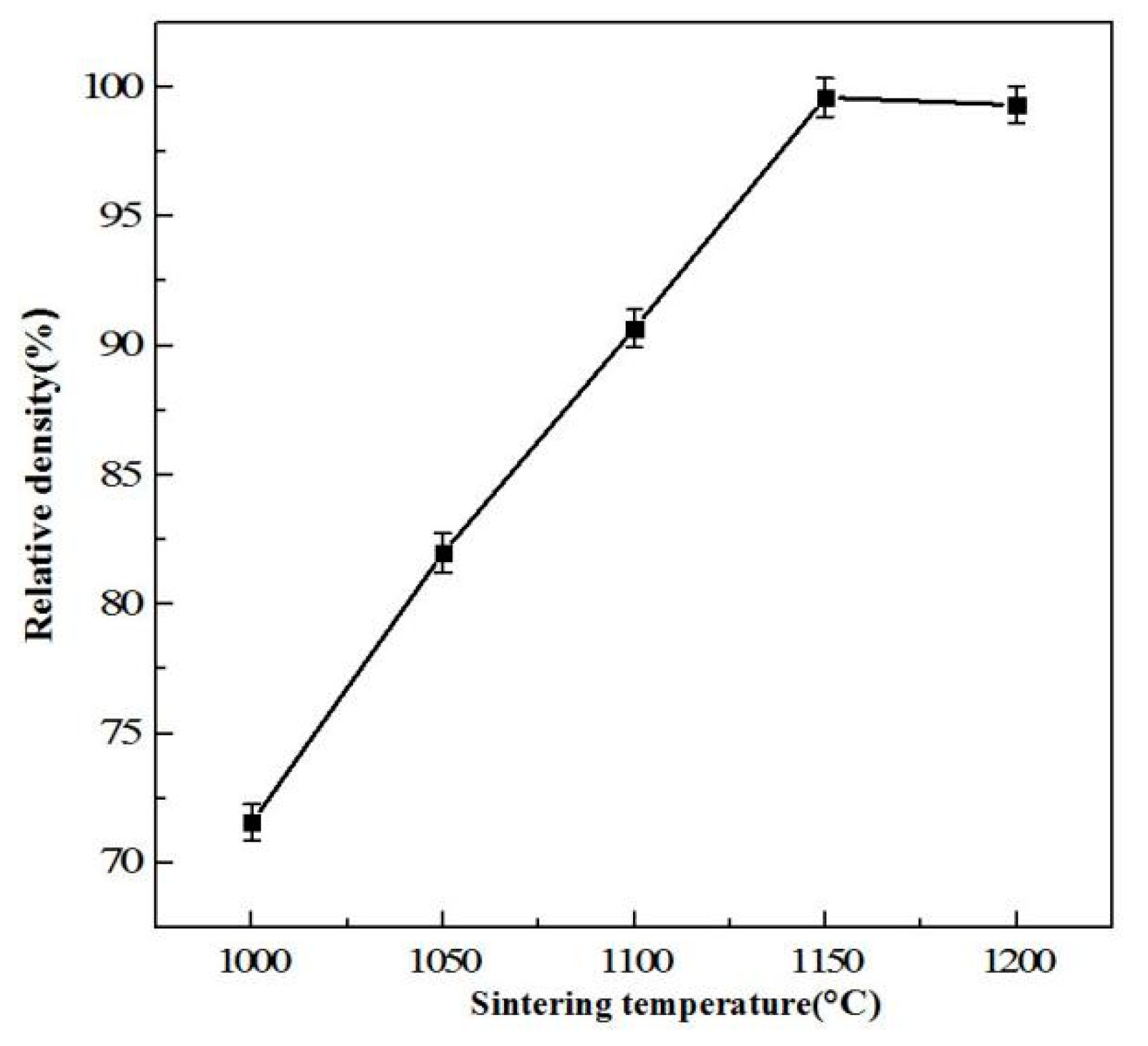
3.2. Densification Behavior of W-6Ni-4Mn Alloys
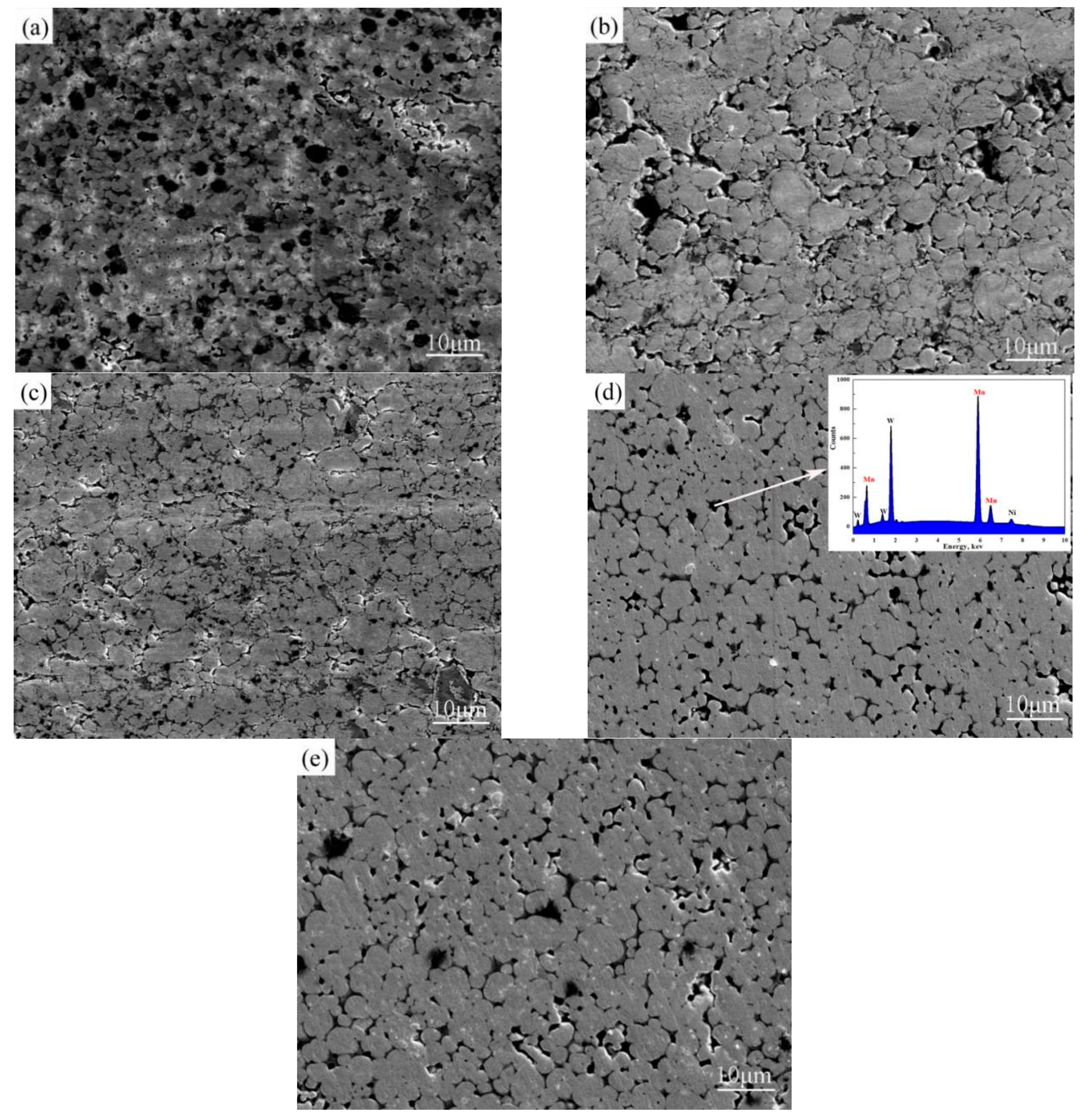
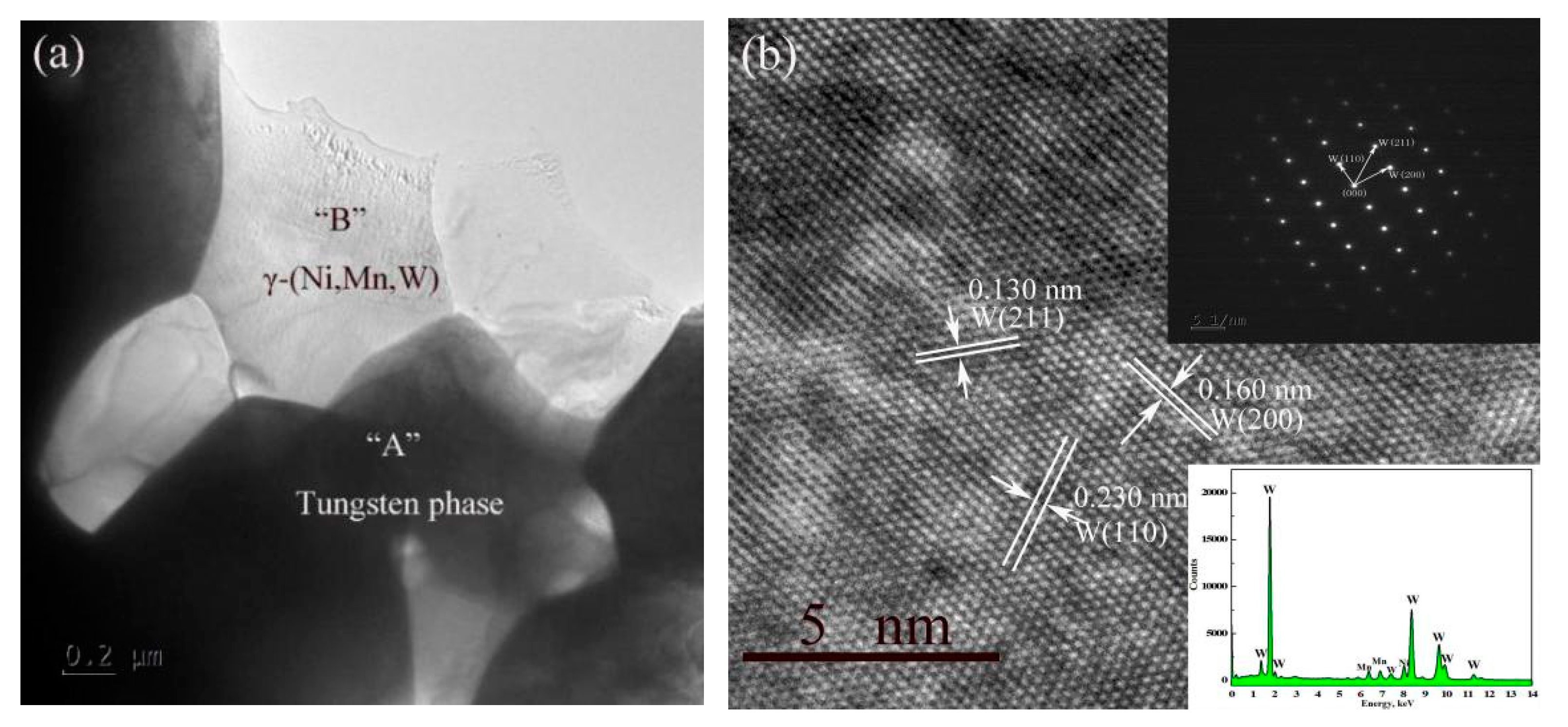
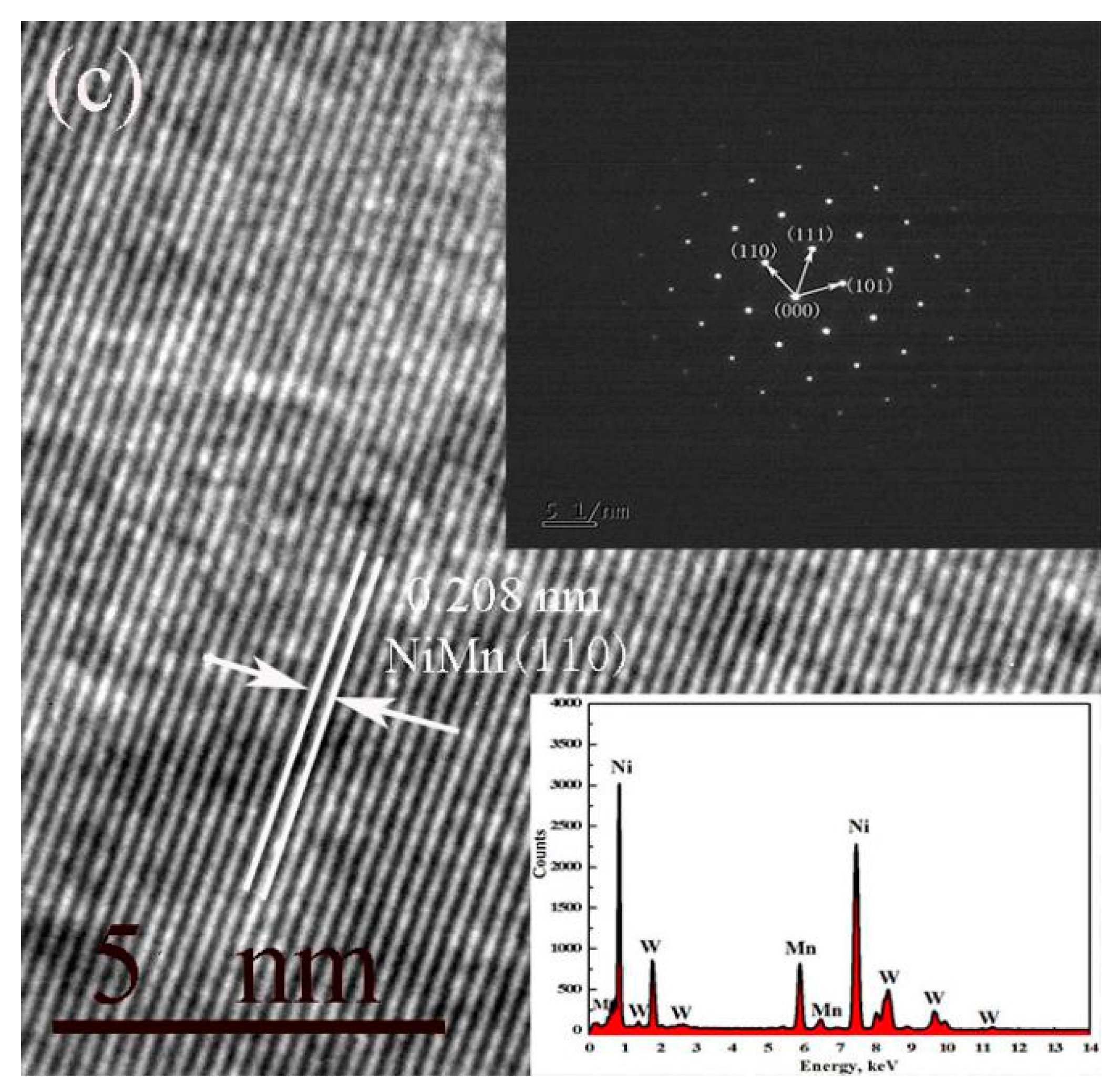
3.3. Microstructure of W-6Ni-4Mn Alloys
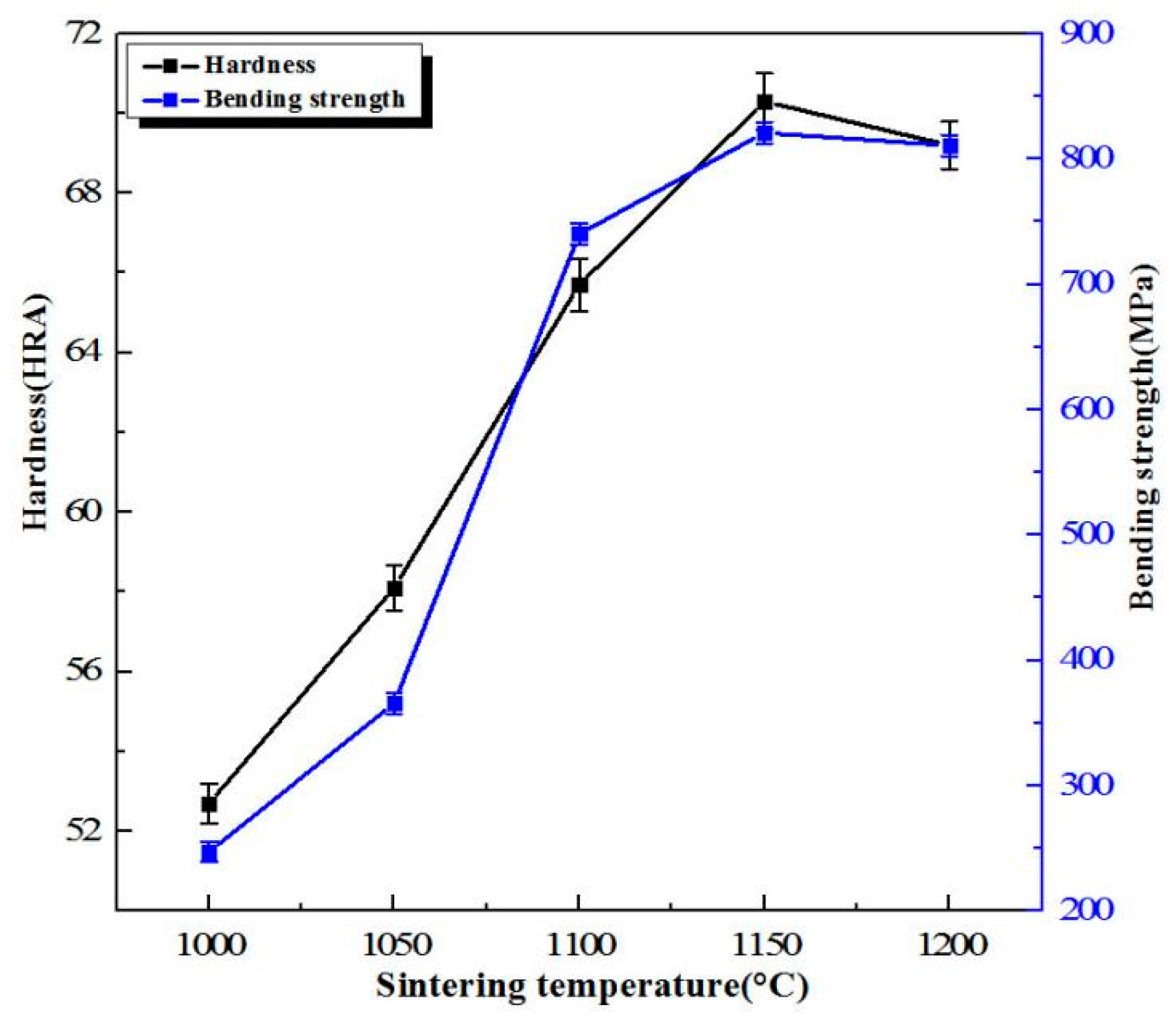
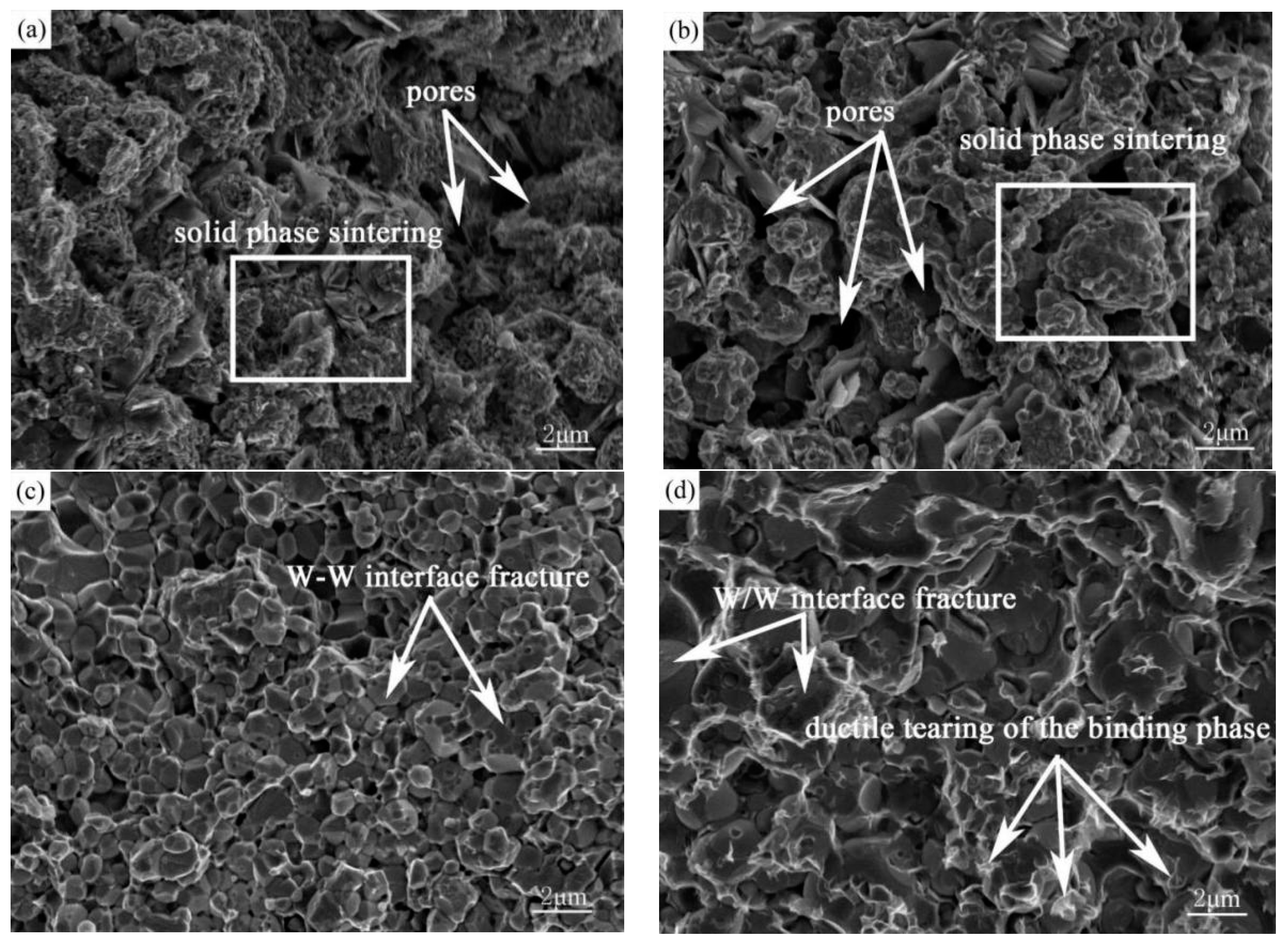
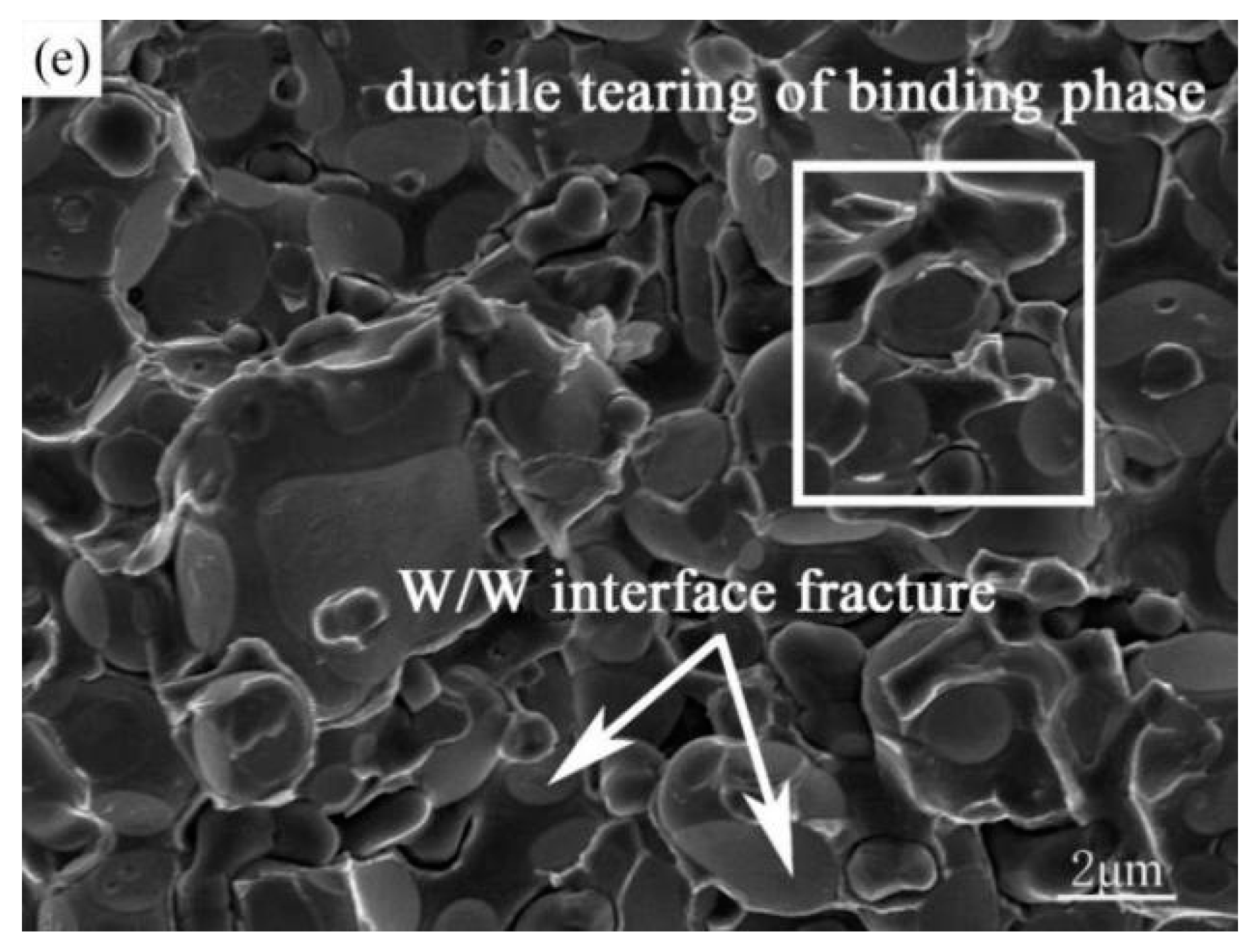
3.4. Mechanical Properties and Fracture Morphology of W-6Ni-4Mn Alloys
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hu, K.; Li, X.Q.; Ai, X.; Qu, S.G.; Li, Y.Y. Fabrication, characterization, and mechanical properties of 93W-4.9Ni-2.1Fe/95W-2.8Ni-1.2Fe-1Al2O3 heavy alloy composites. Mater. Sci. Eng. A 2015, 636, 452–458. [Google Scholar] [CrossRef]
- Walley, S.M. Shear Localization: A historical overview. Metall. Mater. Trans. A 2007, 38, 2629–2654. [Google Scholar] [CrossRef]
- Magness, L.S. High strain rate deformation behaviors of kinetic energy penetrator materials during ballistic impact. Mech. Mater. 1994, 17, 147–154. [Google Scholar] [CrossRef]
- Pink, E.; Kumar, S. Deformation mechanisms operating in a tungsten heavy alloy. Mater. Sci. Eng. A 1997, 234, 102–105. [Google Scholar] [CrossRef]
- Bose, A.; Yang, S.C.; German, R.M. Development of a new W-Ni-Mn heavy alloy. Adv. Powder Metall. 1991, 6, 425–437. [Google Scholar]
- Young, T.H. The Effects of Manganese on Tungsten Heavy Alloys. MSc Thesis, San Diego State University, San Diego, CA, USA, 17 January 2013. [Google Scholar]
- Belhadjihamida, A.; German, R.M. Effects of atmosphere temperature and composition on densification of nickel–tungsten–manganese alloys. Met. Powder Rep. 1992, 47, 54. [Google Scholar] [CrossRef]
- Hong, M.H.; Noh, J.W.; Kim, E.P.; Song, H.S.; Lee, S.; Baek, W.H. A study on the improvement of the sintered density of W-Ni-Mn heavy alloy. Metall. Mater. Trans. B 1997, 5, 835–839. [Google Scholar] [CrossRef]
- Feng, X.; Li, Y.; Li, S.; Wang, F. Influence of alloying elements Al, Si, Sn, Zn on density of W-Ni-Mn alloy. Rare Met. Mater. Eng. 2007, 36, 28–31. [Google Scholar]
- Zahraee, S.M.; Arabi, H.; Salehi, M.T.; Tamizifar, M. Effect of Mn/Ni ratio variation on microstructure of W-Ni-Mn alloy. Powder Metall. 2008, 51, 303–309. [Google Scholar] [CrossRef]
- Liu, H.; Cao, S.; Zhu, J.; Jin, Y.; Chen, B. Densification, microstructure and mechanical properties of 90W-4Ni-6Mn heavy alloy. Inter. J. Ref. Met. Hard Mater. 2013, 37, 121–126. [Google Scholar] [CrossRef]
- Chen, B.; Cao, S.; Xu, H.; Jin, Y.; Li, S.; Xiao, B. Effect of processing parameters on microstructure and mechanical properties of 90W-6Ni-4Mn heavy alloy. Inter. J. Ref. Met. Hard Mater. 2015, 48, 293–300. [Google Scholar] [CrossRef]
- Pan, Y.L.; Ding, L.; Xiang, D.P. Microstructure evolution and mechanical properties of spark plasma sintered W-Ni-Mn alloy. Trans. Nonferr. Met. Soc. China 2017, 27, 1588–1593. [Google Scholar] [CrossRef]
- Li, Y.Y.; Hu, K.; Li, X.Q.; Ai, X.; Qu, S.G. Fine-grained 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]
- Xiang, D.P.; Ding, L.; Li, Y.Y.; Chen, X.Y.; Zhang, T.M. Fabricating fine-grained tungsten heavy alloy by spark plasma sintering of low-energy ball-milled W-2Mo-7Ni-3Fe powders. Mater. Sci. Eng. A 2013, 578, 18–23. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.Q.; Mo, G.; Qu, S.G.; Yang, X.Y.; Zhang, J.X. Dynamic deformation behavior of 93W-5.6Ni-1.4Fe heavy alloy prepared by spark plasma sintering. Inter. J. Ref. Met. Hard Mater. 2016, 58, 117–124. [Google Scholar] [CrossRef]
- Chen, C.L.; Huang, C.L. The effects of alloying and milling on the formation of intermetallics in ODS tungsten heavy alloys. Intermetallics 2013, 41, 10–15. [Google Scholar] [CrossRef]
- German, R.M. Liquid phase sintering. J. Mater. Sci. 2009, 44, 1–39. [Google Scholar] [CrossRef]
- Massalski, T.B.; Murray, J.L.; Bennett, L.H.; Baker, H. Binary Alloy Phase Diagrams; American Society for Metals: Materials Park, OH, USA, 1986; p. 1573. [Google Scholar]
- Xiang, D.P.; Ding, L.; Li, Y.Y.; Li, J.B.; Li, X.Q.; Li, C. Microstructure and mechanical properties of fine-grained W-7Ni-3Fe heavy alloy by spark plasma sintering. Mater. Sci. Eng. A 2012, 551, 95–99. [Google Scholar] [CrossRef]
- Edmonds, D.V. Structure/property relationships in sintered heavy alloys. Inter. J. Ref. Met. Hard Mater. 1991, 10, 15–26. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Y.; Xiang, D.; Wang, N.; Li, H.; Fan, Z. Mechanical Milling-Assisted Spark Plasma Sintering of Fine-Grained W-Ni-Mn Alloy. Materials 2018, 11, 1323. https://doi.org/10.3390/ma11081323
Pan Y, Xiang D, Wang N, Li H, Fan Z. Mechanical Milling-Assisted Spark Plasma Sintering of Fine-Grained W-Ni-Mn Alloy. Materials. 2018; 11(8):1323. https://doi.org/10.3390/ma11081323
Chicago/Turabian StylePan, Yanlin, Daoping Xiang, Ning Wang, Hui Li, and Zhishuai Fan. 2018. "Mechanical Milling-Assisted Spark Plasma Sintering of Fine-Grained W-Ni-Mn Alloy" Materials 11, no. 8: 1323. https://doi.org/10.3390/ma11081323
APA StylePan, Y., Xiang, D., Wang, N., Li, H., & Fan, Z. (2018). Mechanical Milling-Assisted Spark Plasma Sintering of Fine-Grained W-Ni-Mn Alloy. Materials, 11(8), 1323. https://doi.org/10.3390/ma11081323