Synthesis of Non-Stoichiometric (TiNb)C0.5 with High Hardness and Fracture Toughness under HTHP

 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zeng, W.; Gan, X.; Li, Z.; Zhou, K. Effect of TiC addition on the microstructure and mechanical properties of TiN-based cermets. Ceram. Int. 2017, 43, 1092–1097. [Google Scholar] [CrossRef]
- Fu, Z.; Koc, R. Sintering and mechanical properties of TiB2-TiC-Ni using submicron borides and carbides. Mater. Sci. Eng. A 2016, 676, 278–288. [Google Scholar] [CrossRef]
- Xiong, H.; Li, Z.; Zhou, K. TiC whisker reinforced ultra-fine TiC-based cermets: Microstructure and mechanical properties. Ceram. Int. 2016, 42, 6858–6867. [Google Scholar] [CrossRef]
- Souček, P.; Daniel, J.; Hnilica, J.; Bernátová, K.; Zábranský, L.; Buršíková, V.; Stupavská, M.; Vašina, P. Superhard nanocomposite nc-TiC/a-C:H coatings: The effect of HiPIMS on coating microstructure and mechanical properties. Surf. Coat. Technol. 2017, 311, 257–267. [Google Scholar] [CrossRef]
- Cai, X.L.; Xu, Y.H.; Zhao, N.N.; Zhong, L.S.; Zhao, Z.Y.; Wang, J. Research on Mechanical Characteristic of Micro-Nano Structure TaC Ceramic by Nanoindentation. Surf. Coat. Technol. 2016, 299, 135–142. [Google Scholar] [CrossRef]
- Pierson, H.O. Handbook of Refractory Carbides & Nitrides; Noyes Publications: Westwood, NJ, USA, 1996. [Google Scholar]
- Yue, X.Y.; Cai, Z.X.; Lü, X.H.; Wang, J.J.; Ru, H.Q. Effect of Ni content on microstructures and mechanical properties of hot-pressed TiC-TiB2-Ni composite. Mater. Sci. Eng. A 2016, 668, 208–214. [Google Scholar] [CrossRef]
- Acharya, S.; Debata, M.; Acharya, T.S.; Acharya, P.P.; Singh, S.K. Influence of nickel boride addition on sintering behaviour and mechanical properties of TiC-Ni based cermets. J. Alloys Compd. 2016, 685, 905–912. [Google Scholar] [CrossRef]
- Huang, S.G.; Vleugels, J.; Mohrbacher, H.; Woydt, M. Microstructure and tribological performance of NbC-Ni cermets modified by VC and Mo2C. Int. J. Refract. Met. H Mater. 2017, 66, 188–197. [Google Scholar] [CrossRef]
- Huang, S.G.; Li, L.; Biest, O.V.D.; Vleugels, J. Influence of WC addition on the microstructure and mechanical properties of NbC-Co cermets. J. Alloys Compd. 2007, 430, 158–164. [Google Scholar] [CrossRef]
- Bellosi, A.; Monteverde, F.; Fabbriche, D.D.; Melandri, C. Microstructure and Properties of ZrB2-Based Ceramics. J. Mater. Proc. Manuf. Sci. 2000, 9, 156–170. [Google Scholar] [CrossRef]
- Monteverde, F.; Guicciardi, S.; Bellosi, A. Advances in microstructure and mechanical properties of zirconium diboride based ceramics. Mater. Sci. Eng. A 2003, 346, 310–319. [Google Scholar] [CrossRef]
- Tian, Y.J.; Xu, B.; Yu, D.L.; Ma, Y.M.; Wang, Y.B.; Jiang, Y.B.; Hu, W.T.; Tang, C.C.; Gao, Y.F.; Luo, K.; et al. Ultrahard nanotwinned cubic boron nitride. Nature 2013, 493, 385. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Wang, M.Z.; Qiao, L.N.; Bing, J.L.; Zou, Q.; Zhao, Y.C. Enhancing the sintering ability of TiNx by introduction of nitrogen vacancy defects. Ceram. Int. 2005, 41, 9514–9520. [Google Scholar] [CrossRef]
- Xu, S.; Wang, M.; Qiao, L.; Ye, Y.; Jia, G.; Zhao, Y. Influence of nitrogen vacancy defects incorporation on densification behaviour of spark plasma sintered non-stoichiometric TiN1−x. Adv. Appl. Ceram. 2015, 114, 256–260. [Google Scholar] [CrossRef]
- Toby, B.H. EXPGUI, a graphical user interface for GSAS. J. Appl. Crystallogr. 2001, 34, 210–213. [Google Scholar] [CrossRef]
- Culity, B.; Stock, S. Elements of X-ray Diffraction; Addition-Wesley: Reading, MA, USA, 1978. [Google Scholar]
- Zak, A.K.; Majid, W.H.A.; Abrishami, M.E.; Yousefi, R. X-ray analysis of ZnO nanoparticles by Williamson—Hall and size—Strain plot methods. Solid State Sci. 2011, 13, 251–256. [Google Scholar]
- Yokoyama, R. Stress-Strain Relationship and XRD Line Broadening in [0001] Textured Hexagonal Polycrystalline Materials. J. Soc. Mater. Sci. 2011, 60, 642–647. [Google Scholar] [CrossRef][Green Version]
- Cardinal, S.; Malchère, A.; Garnier, V.; Fantozzi, G. Microstructure and mechanical properties of TiC-TiN based cermets for tools application. Int. J. Refract. Met. Hard Mater. 2009, 27, 521–527. [Google Scholar] [CrossRef]
- Ahuja, R.; Eriksson, O.; Wills, J.M.; Johansson, B. Structural, elastic, and high-pressure properties of cubic TiC, TiN, and TiO. Phys. Rev. B 1996, 53, 3072. [Google Scholar] [CrossRef]
- Hong, S.M.; Akaishi, M.; Yamaoka, S. High-Pressure Synthesis of Heat-Resistant Diamond Composite Using a Diamond-TiC0.6 Powder Mixture. J. Am. Ceram. Soc. 1999, 82, 2497–2501. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S. Structure and properties of nanocrystalline TiC full-density bulk alloy consolidated from mechanically reacted powders. J. Alloys Compd. 2000, 305, 225–238. [Google Scholar] [CrossRef]
- Abderrazak, H.; Schoenstein, F.; Abdellaoui, M.; Jouini, N. Spark plasma sintering consolidation of nanostructured TiC prepared by mechanical alloying. Int. J. Refract. Met. Hard Mater. 2011, 29, 170–176. [Google Scholar] [CrossRef]
- Solozhenko, V.L.; Kurakevych, O.O.; Godec, Y.L. Creation of nanostuctures by extreme conditions: High-pressure synthesis of ultrahard nanocrystalline cubic boron nitride. Adv. Mater. 2012, 24, 1540–1544. [Google Scholar] [CrossRef] [PubMed]
- Irifune, T.; Kawakami, K.; Arimoto, T.; Ohfuji, H.; Kunimoto, T.; Shinmei, T. Pressure-induced nano-crystallization of silicate garnets from glass. Nat. Commun. 2016, 7, 13753. [Google Scholar] [CrossRef] [PubMed]
- Tang, H.; Wang, M.Z.; He, D.W.; Zou, Q.; Ke, Y.J.; Zhao, Y.C. Synthesis of nano-polycrystalline diamond in proximity to industrial conditions. Carbon 2016, 108, 1–6. [Google Scholar] [CrossRef]
- Han, J.C.; Zhang, X.H.; Wood, J.V. In-situ combustion synthesis and densification of TiC–xNi cermets. Mater. Sci. Eng. A 2000, 280, 328–333. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
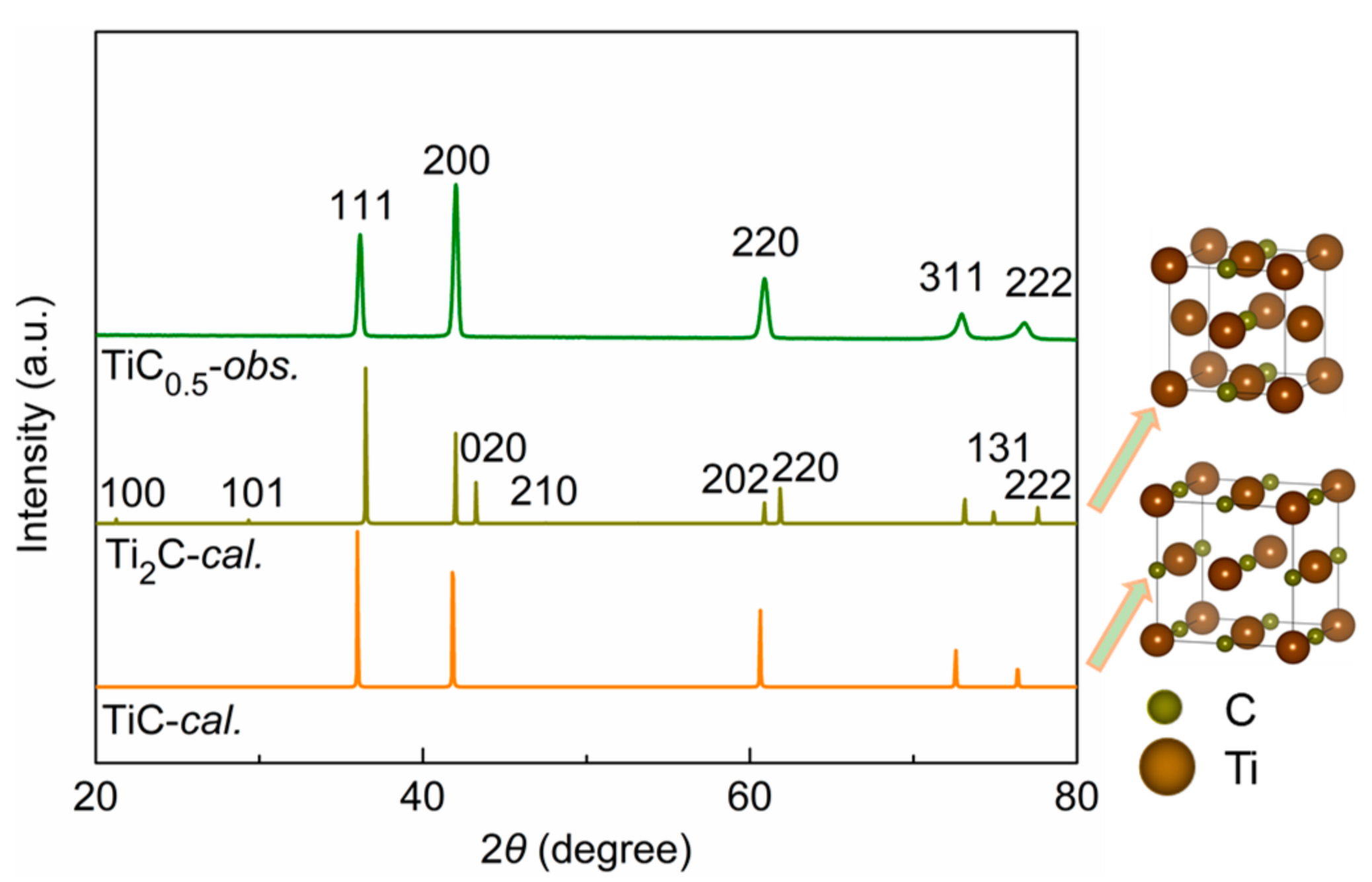
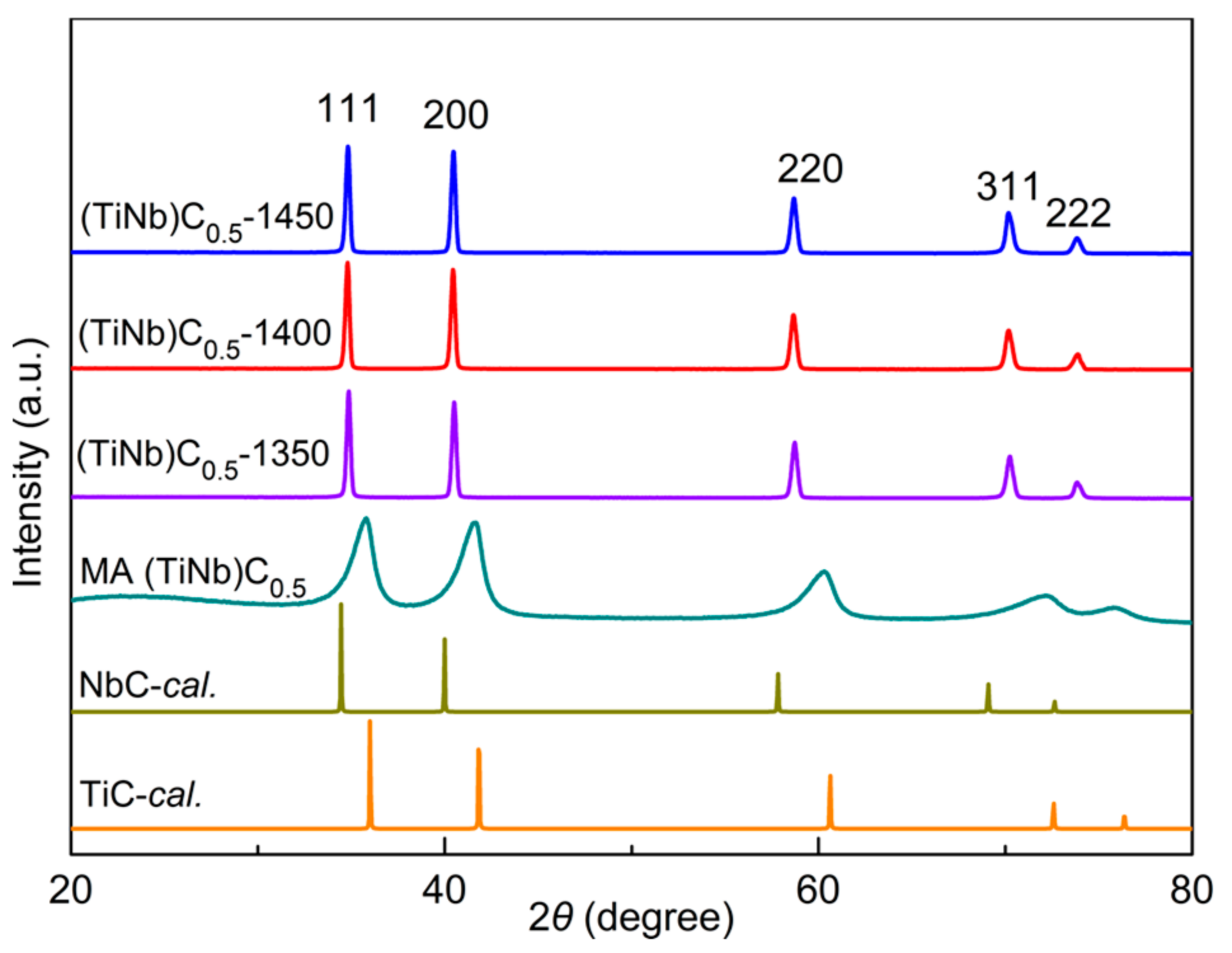
| Compound | Space Group | Lattice Constant (Å) | ||
|---|---|---|---|---|
| A | b | c | ||
| TiC-cal. | FM-3M | 4.3161 | 4.3161 | 4.3161 |
| Ti2C-cal. | P4/MMM | 4.2997 | 4.1792 | 4.2997 |
| TiC0.5-obs. (TiC0.4982) | FM-3M | 4.3193 | 4.3193 | 4.3193 |
| NbC-cal. | FM-3M | 4.5019 | 4.5019 | 4.5019 |
| (TiNb)C0.5-obs. | FM-3M | 4.4403 | 4.4403 | 4.4403 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Tang, H.; Ke, Y.; Li, Y.; Jiao, X.; Geng, C.; Zhao, Y.; Wang, M. Synthesis of Non-Stoichiometric (TiNb)C0.5 with High Hardness and Fracture Toughness under HTHP. Materials 2018, 11, 1219. https://doi.org/10.3390/ma11071219
Zhang Z, Tang H, Ke Y, Li Y, Jiao X, Geng C, Zhao Y, Wang M. Synthesis of Non-Stoichiometric (TiNb)C0.5 with High Hardness and Fracture Toughness under HTHP. Materials. 2018; 11(7):1219. https://doi.org/10.3390/ma11071219
Chicago/Turabian StyleZhang, Zhichao, Hu Tang, Yujiao Ke, Yu Li, Xiaochen Jiao, Changjian Geng, Yucheng Zhao, and Mingzhi Wang. 2018. "Synthesis of Non-Stoichiometric (TiNb)C0.5 with High Hardness and Fracture Toughness under HTHP" Materials 11, no. 7: 1219. https://doi.org/10.3390/ma11071219
APA StyleZhang, Z., Tang, H., Ke, Y., Li, Y., Jiao, X., Geng, C., Zhao, Y., & Wang, M. (2018). Synthesis of Non-Stoichiometric (TiNb)C0.5 with High Hardness and Fracture Toughness under HTHP. Materials, 11(7), 1219. https://doi.org/10.3390/ma11071219