Microstructure and Mechanical Properties of Butt Joints between Stainless Steel SUS304L and Aluminum Alloy A6061-T6 by TIG Welding


Abstract
1. Introduction
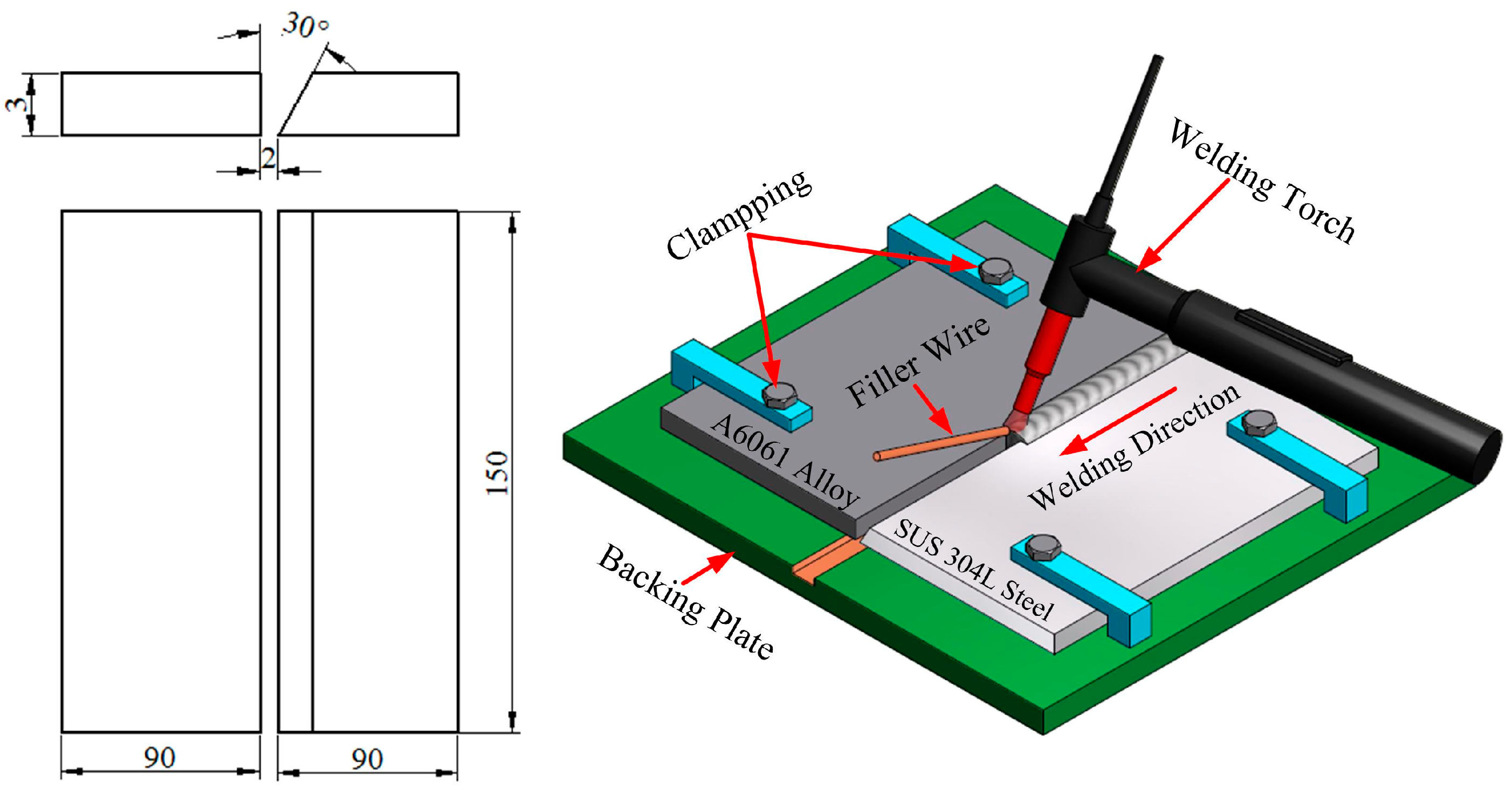
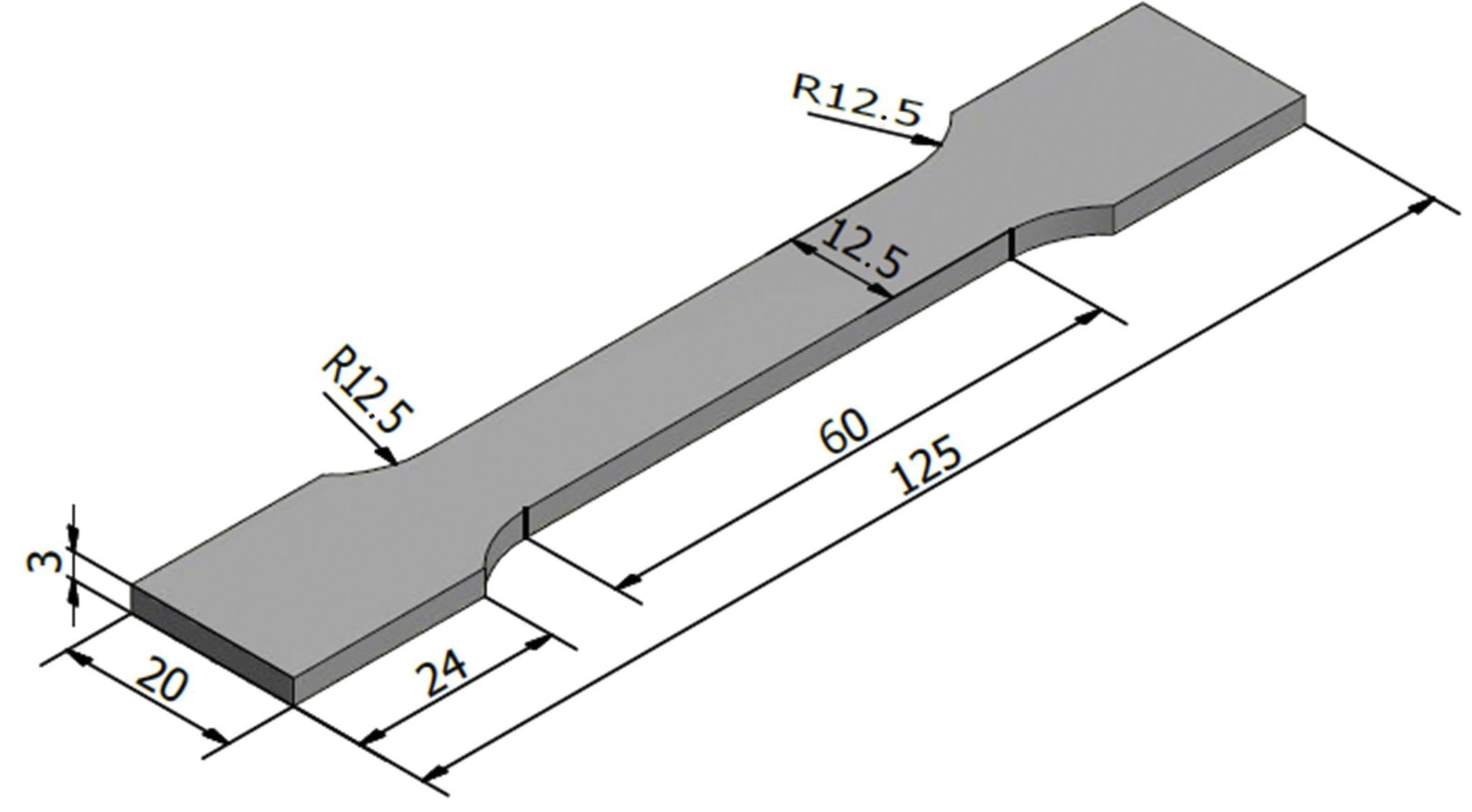
2. Experimental Details
3. Results and Discussion
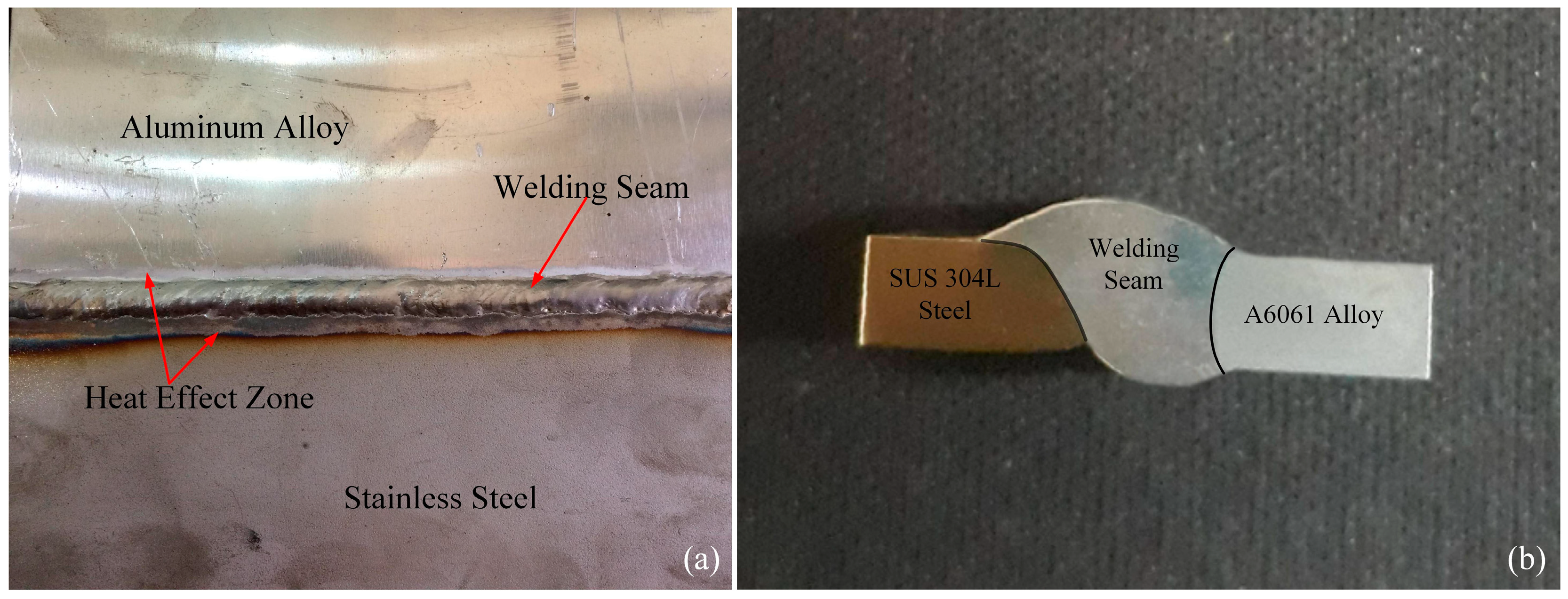
3.1. Macrostructure and Weld Appearance
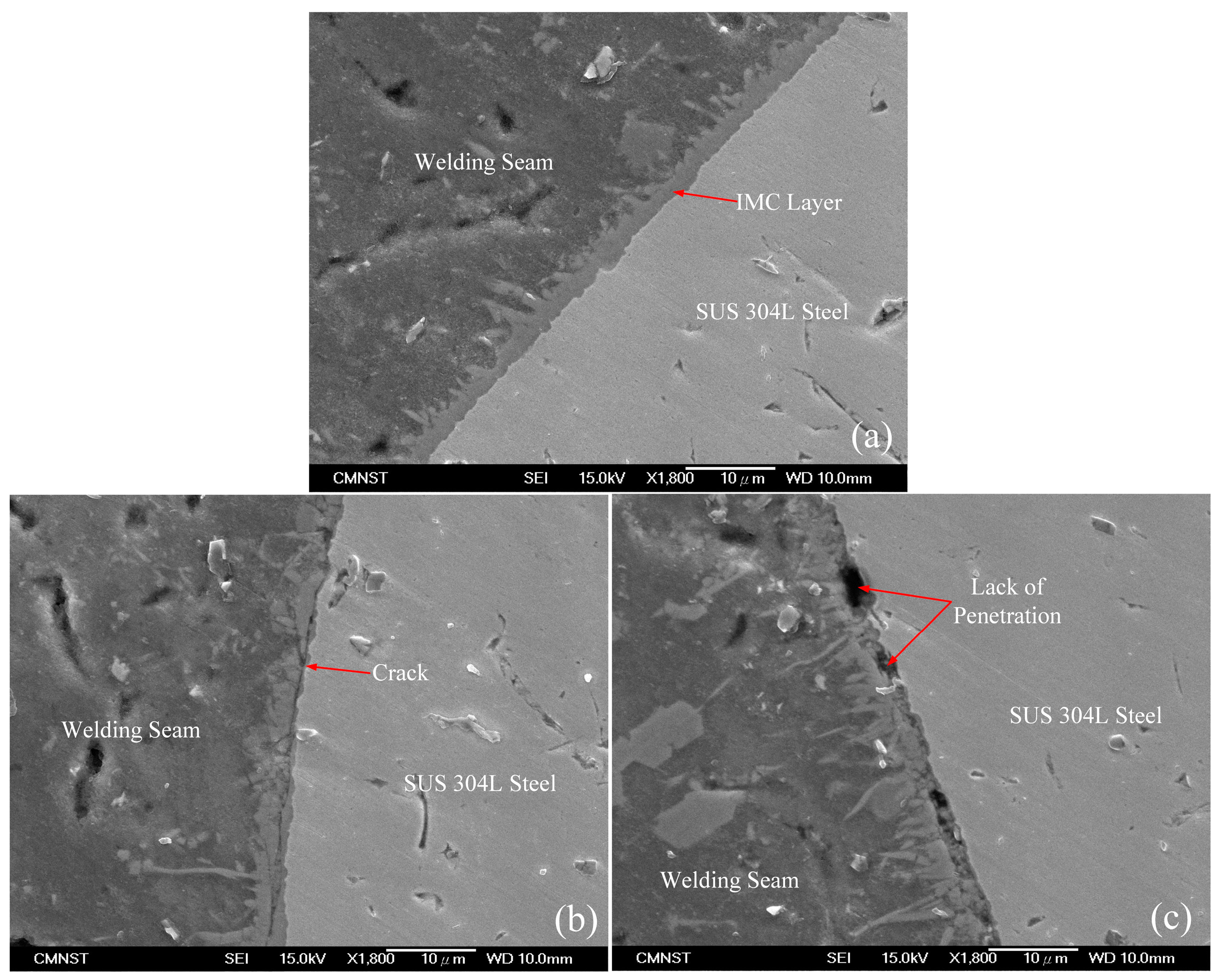
3.2. Microstructure
3.3. Mechanical Properties
4. Conclusions
- -
- Dissimilar metals weld between an A6061-T6 aluminum alloy and SUS304L stainless steel were done by tungsten inert gas welding–brazing with welding rod ER4047. The welding joint had a good formation with no defects such as cracks, porosity, and undercut, which appeared on the weld surface. In addition, the size of the heat-affected zone was very small.
- -
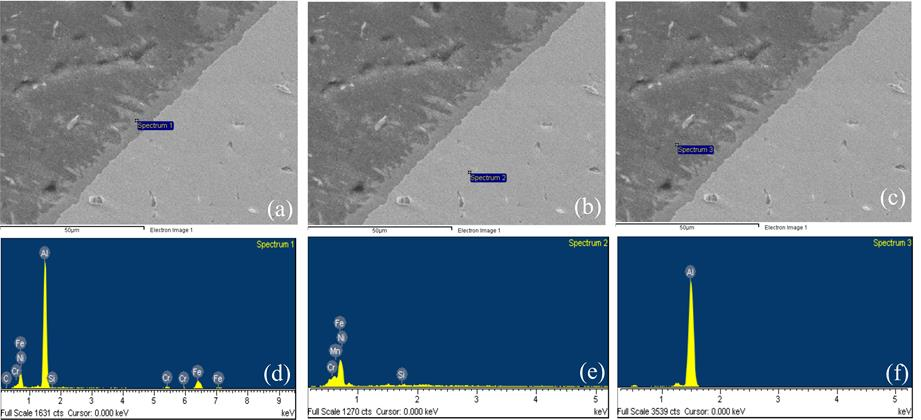
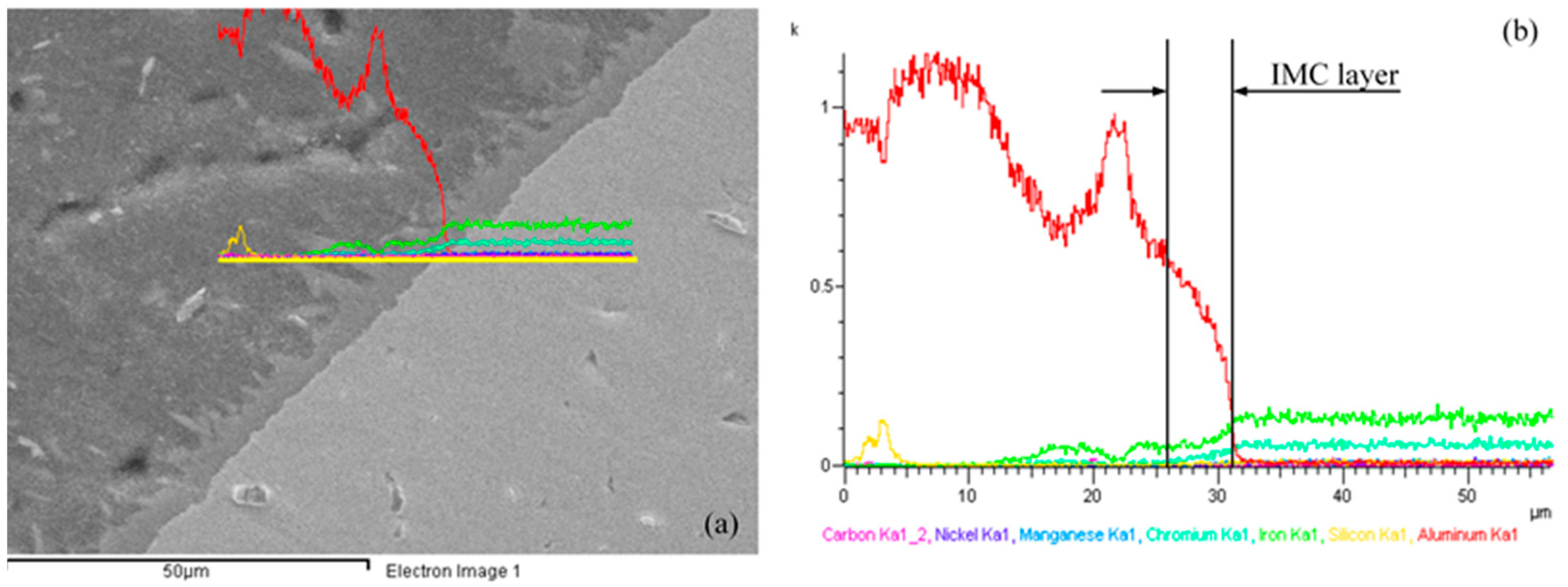
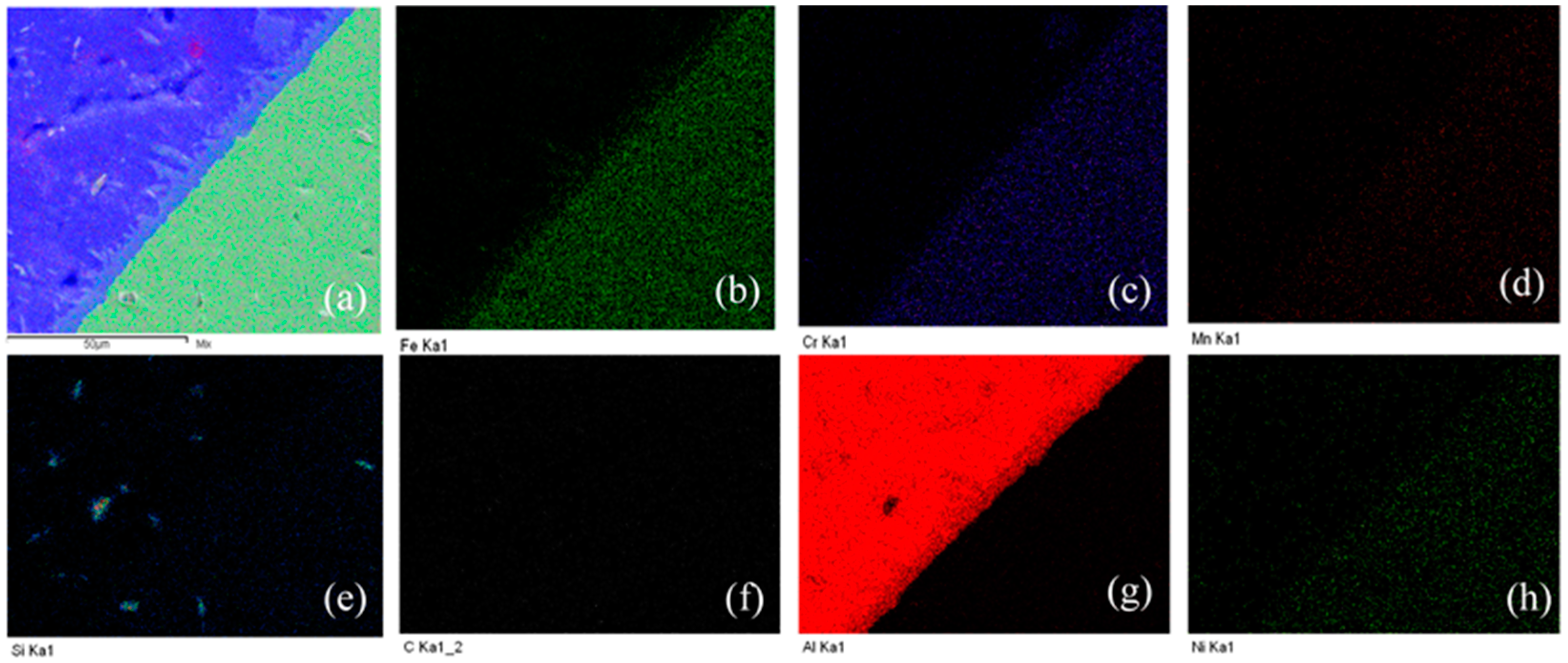
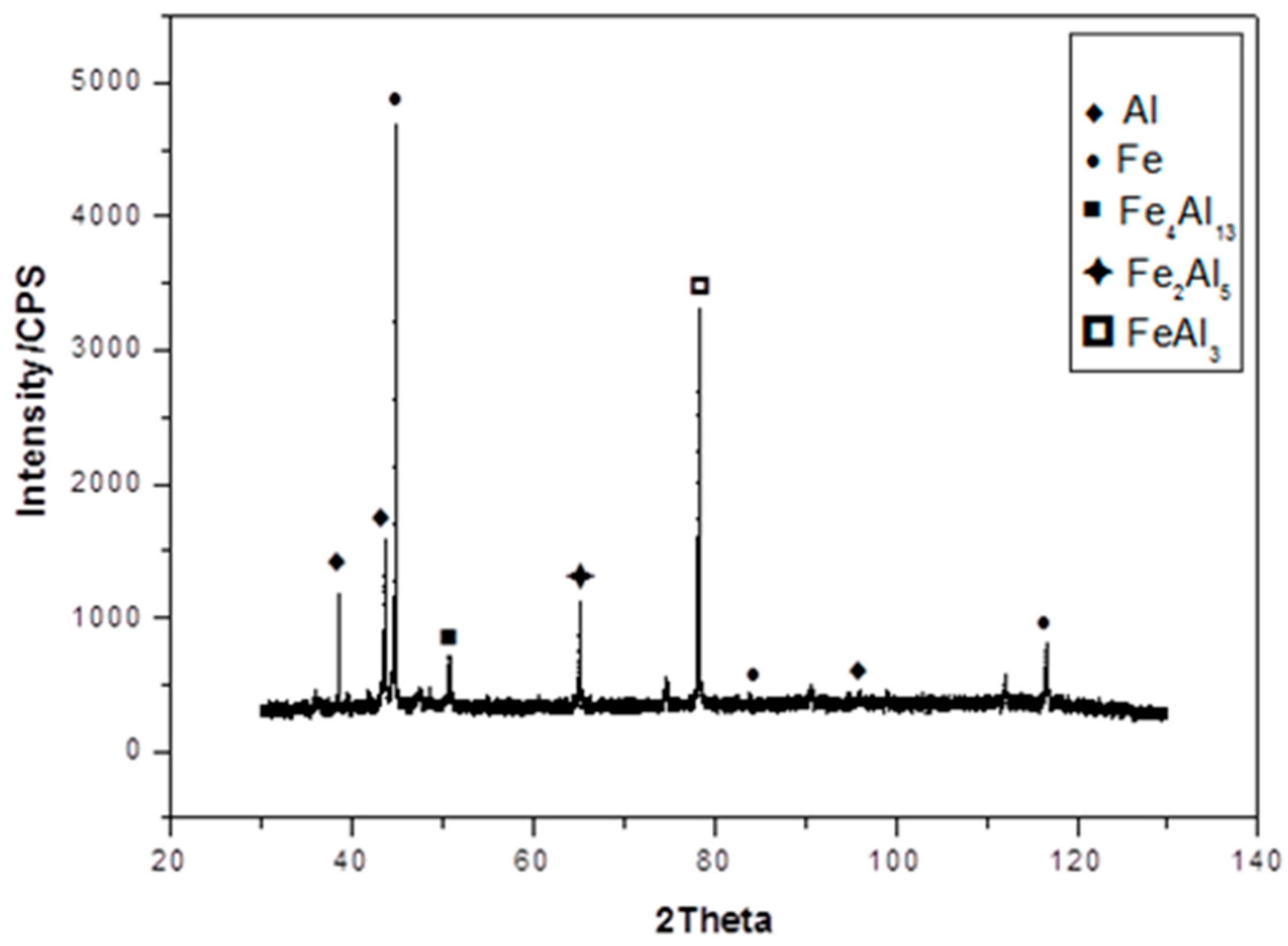
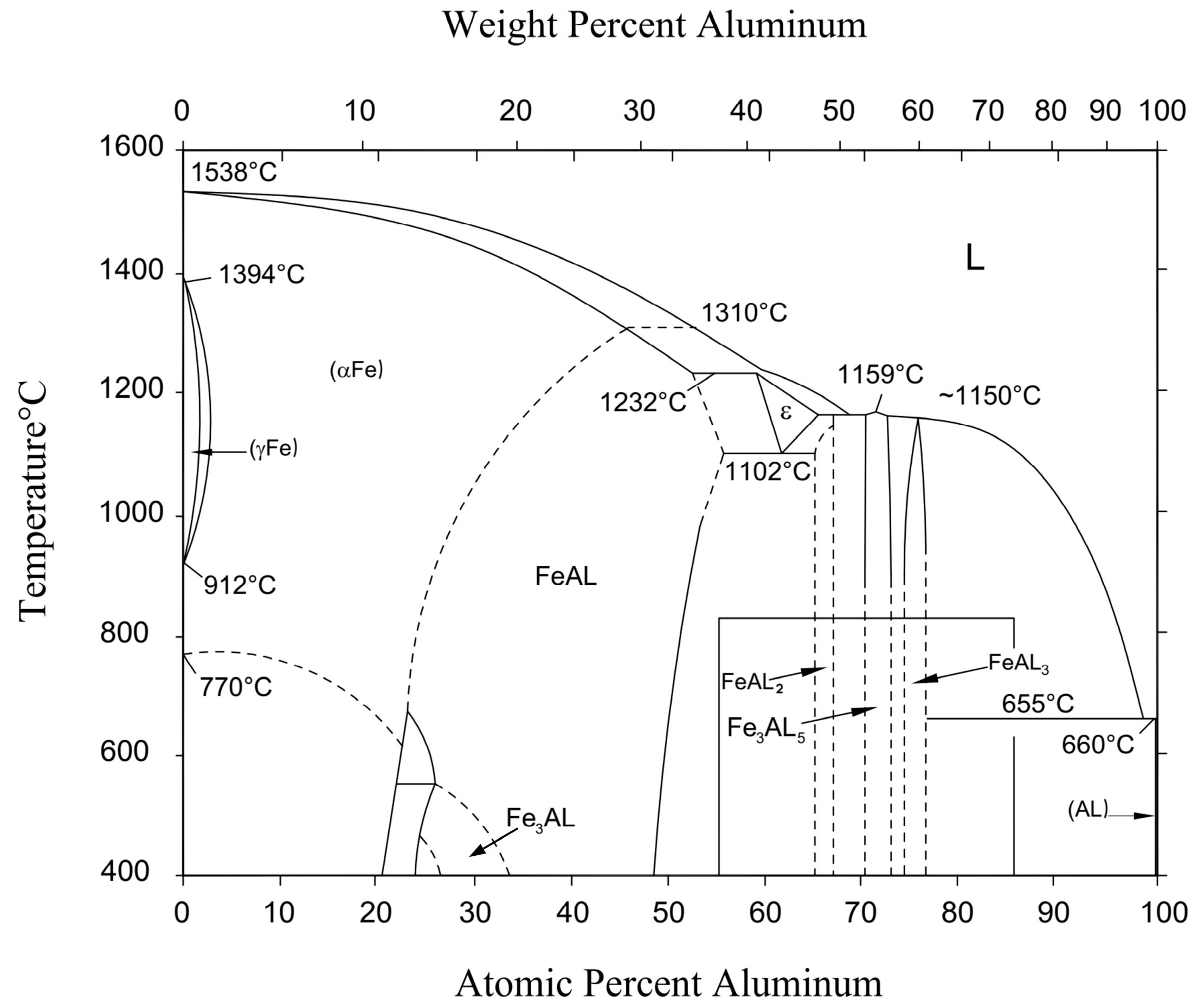
- The Si element prevented the diffusion of Fe into the weld pool, and limited the formation and growth of the interlayer. As a result, a thin intermetallic compound layer was formed along the interface between the welded joint and the stainless steel with a thickness of 2 µm, and it was smaller than the thickness limit. Phase compositions found in the interlayer contained Fe4Al13, Fe2Al5, and FeAl3 phases.
- -
- The mechanical properties of the welded joint depend on the thickness of the brittle intermetallic compound layer and the formation of microscopic cracks inside the welding seam. The quality of the weld joints was improved when the thickness of the intermetallic compound layer was minimum.
- -
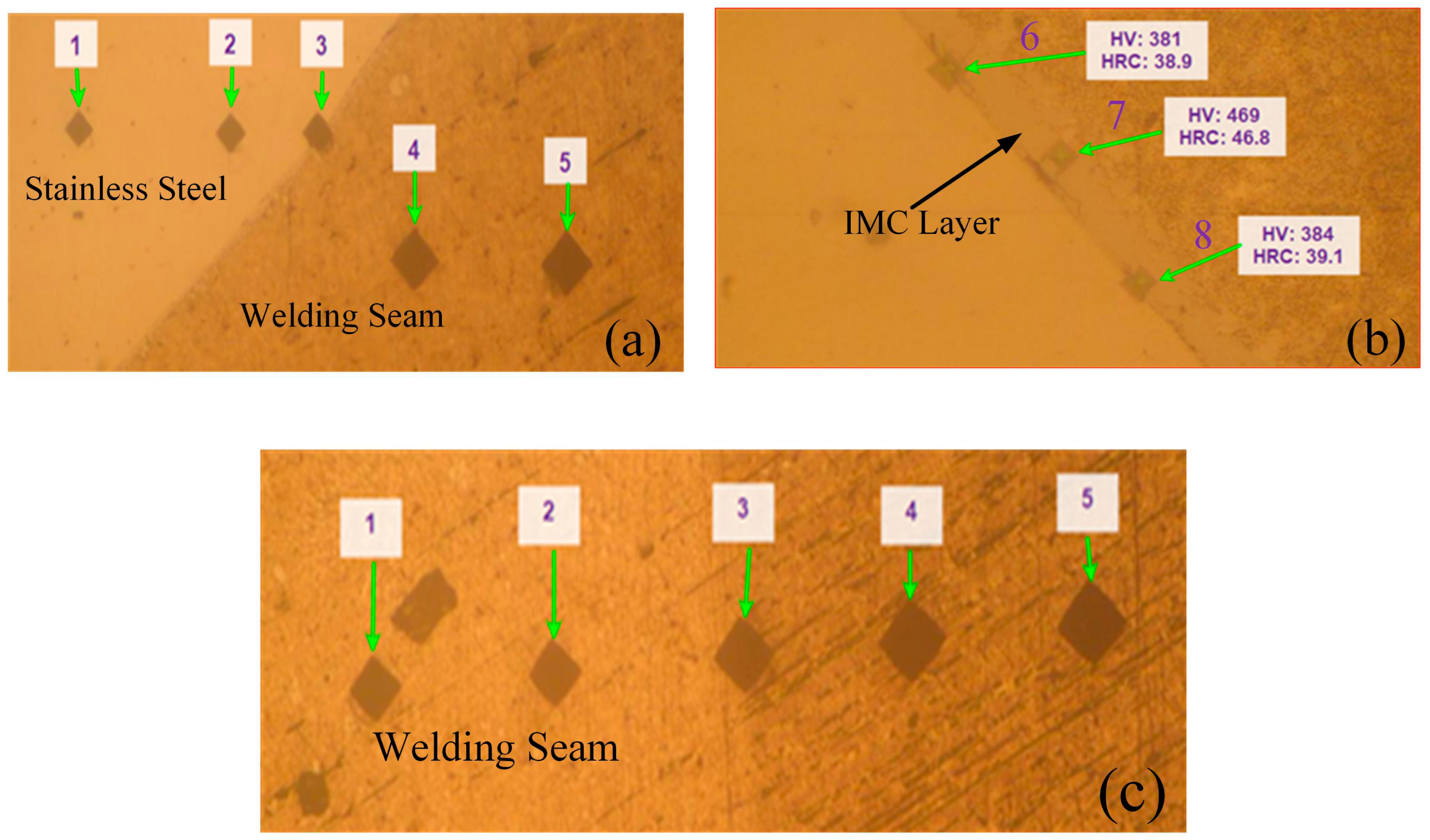
- The micro-hardness value gradually decreased from the stainless steel to the welding seam, and the average hardness value of the SUS304L steel was found to be 218 HV, the welding seam was 88.3 HV, the aluminum alloys side was 63.3 HV, and the intermetallic compound layer was 411 HV.
- -
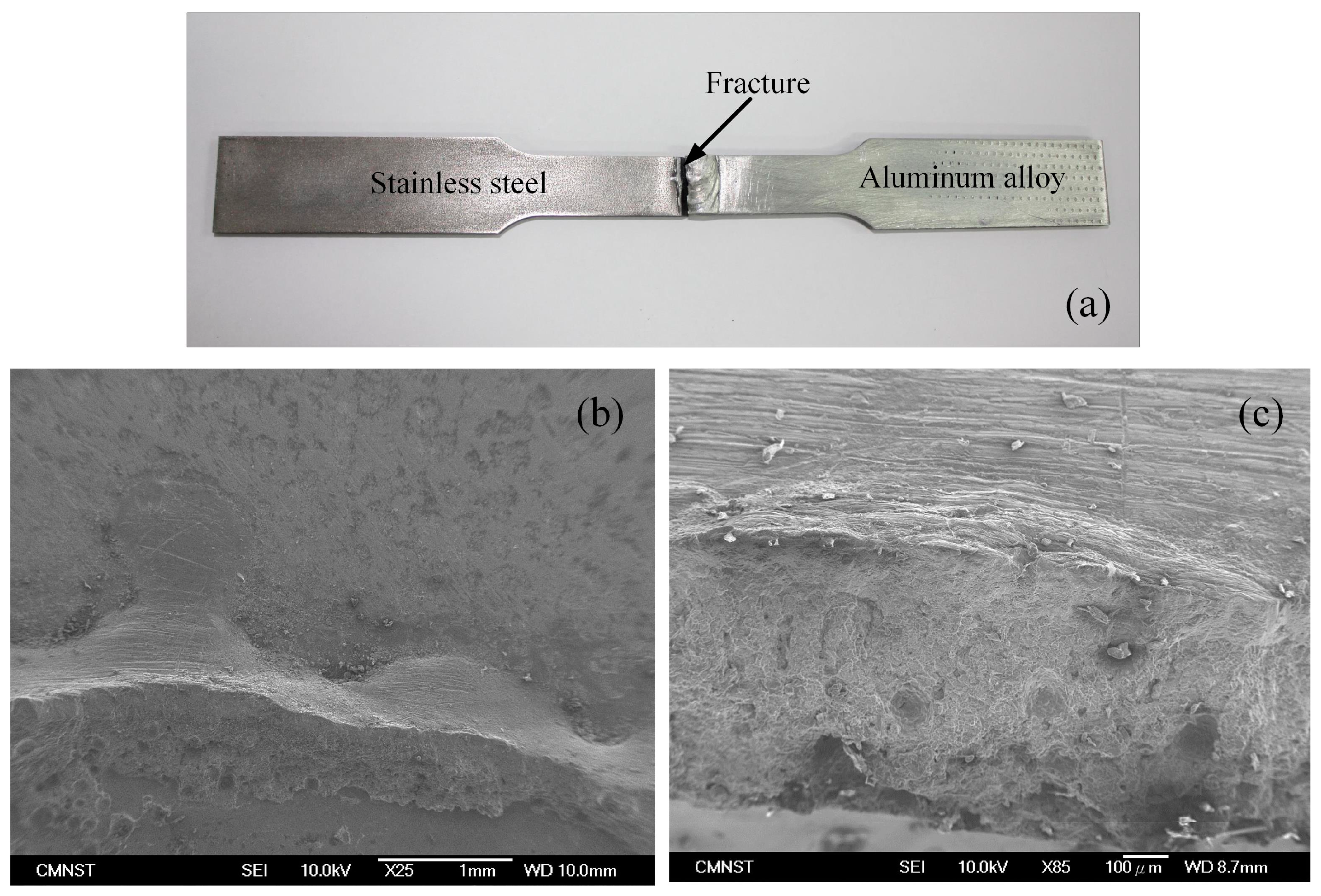
- The ultimate tensile strength of the test specimens obtained was higher than the tensile strength of the filler metal ER 4047, and it was approximately 79% compared tensile strength of the A6061-T6 aluminum alloy. The fault locations occurred at the interface between the welding seam and the steel. The fracture process of the tensile specimen started from the micro-cracks located on the Fe2Al5 brittle phase. Here, the material’s cleavage occurred and created a fracture. The fracture model of welding joint was a combination of the brittle fracture and the cleavage fracture.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Liu, F.; Zhu, M. Study on Mg/Al weld seam based on Zn–Mg–Al ternary alloy. Materials 2014, 7, 1173–1187. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Zhang, G.; Shi, Y.; Zhu, M.; Yang, F. Microstructures and mechanical behavior of aluminum-copper lap joints. Mater. Sci. Eng. A 2017, 705, 105–113. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Gu, Y.; Zeng, X. Microstructure and tensile behavior of laser arc hybrid welded dissimilar Al and Ti alloys. Materials 2014, 7, 1590–1602. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Lan, S.; Ni, J. Analysis of process parameters effects on friction stir welding of dissimilar aluminum alloy to advanced high strength steel. Mater. Des. 2014, 59, 50–62. [Google Scholar] [CrossRef]
- Tu, J.; Paleocrassas, A. Fatigue crack fusion in thin-sheet aluminum alloys AA7075-T6 using low-speed fiber laser welding. J. Mater. Process. Technol. 2011, 211, 95–102. [Google Scholar] [CrossRef]
- Basile, G.; Baudana, G.; Marchese, G.; Lorusso, M.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Characterization of an Additive Manufactured TiAl Alloy—Steel Joint Produced by Electron Beam Welding. Materials 2018, 11, 149. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.-Y.; Sun, D.-Q.; Yin, S.-Q.; Liu, D.-Y. Microstructures and mechanical properties of metal inert-gas arc welded Mg–steel dissimilar joints. Trans. Nonferrous Met. Soc. China 2015, 25, 2533–2542. [Google Scholar] [CrossRef]
- Liu, L.; Ren, D.; Liu, F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, Q.M.; Huang, S.-C. An investigation of the microstructure of an intermetallic layer in welding aluminum alloys to steel by MIG process. Materials 2015, 8, 8246–8254. [Google Scholar] [CrossRef] [PubMed]
- Sadmai, K.; Kaewwichit, J.; Roybang, W.; Keawsakul, N.; Kimapong, K. Microstructure and Tensile Strength of Butt Joint between AA6063 Aluminum Alloy and AISI304 Stainless Steel by Friction Stir Welding. Int. J. Adv. Cult. Technol. 2015, 3, 179–187. [Google Scholar] [CrossRef]
- Taban, E.; Gould, J.E.; Lippold, J.C. Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: Properties and microstructural characterization. Mater. Des. 2010, 31, 2305–2311. [Google Scholar] [CrossRef]
- Dehghani, M.; Amadeh, A.; Mousavi, S.A. Investigations on the effects of friction stir welding parameters on intermetallic and defect formation in joining aluminum alloy to mild steel. Mater. Des. 2013, 49, 433–441. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Wei, H.; Gao, Y. Effect of torch position and angle on welding quality and welding process stability in Pulse on Pulse MIG welding–brazing of aluminum alloy to stainless steel. Int. J. Adv. Manuf. Technol. 2016, 84, 705–716. [Google Scholar] [CrossRef]
- Niu, S.; Chen, S.; Dong, H.; Zhao, D.; Zhang, X.; Guo, X.; Wang, G. Microstructure and Properties of Lap Joint Between Aluminum Alloy and Galvanized Steel by CMT. J. Mater. Eng. Perform. 2016, 25, 1839–1847. [Google Scholar] [CrossRef]
- Su, Y.; Hua, X.; Wu, Y. Influence of alloy elements on microstructure and mechanical property of aluminum–steel lap joint made by gas metal arc welding. J. Mater. Process. Technol. 2014, 214, 750–755. [Google Scholar] [CrossRef]
- Jácome, L.A.; Weber, S.; Leitner, A.; Arenholz, E.; Bruckner, J.; Hackl, H.; Pyzalla, A.R. Influence of filler composition on the microstructure and mechanical properties of steel—Aluminum joints produced by metal arc joining. Adv. Eng. Mater. 2009, 11, 350–358. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J. Microstructure characteristics and mechanical property of aluminum alloy/stainless steel lap joints fabricated by MIG welding–brazing process. Mater. Sci. Eng. A 2011, 528, 6179–6185. [Google Scholar] [CrossRef]
- Torkamany, M.; Tahamtan, S.; Sabbaghzadeh, J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd: YAG pulsed laser. Mater. Des. 2010, 31, 458–465. [Google Scholar] [CrossRef]
- Jin, Y.; Li, Y.-L.; Zhang, H. Microstructure and mechanical properties of pulsed laser welded Al/steel dissimilar joint. Trans. Nonferrous Met. Soc. China 2016, 26, 994–1002. [Google Scholar]
- Sun, J.; Yan, Q.; Li, Z.; Huang, J. Effect of bevel angle on microstructure and mechanical property of Al/steel butt joint using laser welding-brazing method. Mater. Des. 2016, 90, 468–477. [Google Scholar] [CrossRef]
- Cui, L.; Chen, B.; Qian, W.; He, D.; Chen, L. Microstructures and Mechanical Properties of Dissimilar Al/Steel Butt Joints Produced by Autogenous Laser Keyhole Welding. Metals 2017, 7, 492. [Google Scholar] [CrossRef]
- Zhang, W.; Sun, D.; Han, L.; Liu, D. Interfacial microstructure and mechanical property of resistance spot welded joint of high strength steel and aluminium alloy with 4047 AlSi12 interlayer. Mater. Des. 2014, 57, 186–194. [Google Scholar] [CrossRef]
- Mirza, F.; Macwan, A.; Bhole, S.; Chen, D.; Chen, X.-G. Effect of welding energy on microstructure and strength of ultrasonic spot welded dissimilar joints of aluminum to steel sheets. Mater. Sci. Eng. A 2016, 668, 73–85. [Google Scholar] [CrossRef]
- Peng, H.; Jiang, X.; Bai, X.; Li, D.; Chen, D. Microstructure and Mechanical Properties of Ultrasonic Spot Welded Mg/Al Alloy Dissimilar Joints. Metals 2018, 8, 229. [Google Scholar] [CrossRef]
- Song, J.; Lin, S.; Yang, C.; Fan, C. Effects of Si additions on intermetallic compound layer of aluminum–steel TIG welding–brazing joint. J. Alloys Compd. 2009, 488, 217–222. [Google Scholar] [CrossRef]
- Lin, S.; Song, J.; Yang, C.; Fan, C.; Zhang, D. Brazability of dissimilar metals tungsten inert gas butt welding–brazing between aluminum alloy and stainless steel with Al–Cu filler metal. Mater. Des. 2010, 31, 2637–2642. [Google Scholar] [CrossRef]
- Lin, S.; Song, J.; Yang, C.; Ma, G. Metallurgical and mechanical investigations of aluminium-steel butt joint made by tungsten inert gas welding–brazing. Sci. Technol. Weld. Join. 2009, 14, 636–639. [Google Scholar] [CrossRef]
- Ye, Z.; Huang, J.; Gao, W.; Zhang, Y.; Cheng, Z.; Chen, S.; Yang, J. Microstructure and mechanical properties of 5052 aluminum alloy/mild steel butt joint achieved by MIG-TIG double-sided arc welding-brazing. Mater. Des. 2017, 123, 69–79. [Google Scholar] [CrossRef]
- Shao, L.; Shi, Y.; Huang, J.; Wu, S. Effect of joining parameters on microstructure of dissimilar metal joints between aluminum and galvanized steel. Mater. Des. 2015, 66, 453–458. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Anand, D.; Chen, D.; Bhole, S.; Andreychuk, P.; Boudreau, G. Fatigue behavior of tailor (laser)-welded blanks for automotive applications. Mater. Sci. Eng. A 2006, 420, 199–207. [Google Scholar] [CrossRef]
- Jurczak, W. Study of the corrosion resistance of ship aluminium alloys. Sci. J. Pol. Nav. Acad. 2016, 206, 37–65. [Google Scholar] [CrossRef]
- Bond, S. Corrosion of Welded Components in Marine Environments. In Proceedings of the Prevention and Management of Marine Corrosion, London, UK, 2–3 April 2003. [Google Scholar]
- Rager, D. AWS D1.6/D1.6M: 2007. Structural Welding Code—Stainless Steel; American Welding Society: Miami, FL, USA, 2007; No. 6. [Google Scholar]
- Liu, H.; Hou, J.; Guo, H. Effect of welding speed on microstructure and mechanical properties of self-reacting friction stir welded 6061-T6 aluminum alloy. Mater. Des. 2013, 50, 872–878. [Google Scholar] [CrossRef]
- ASTM. A240/A240M-17, Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Deutsches Institut für Normung. No. 18273, Welding Consumables–Wire Electrodes, Wires and Rods for Welding of Aluminium and Aluminium Alloys–Classification; Deutsches Institut für Normung: Berlin, Germany, 2004. [Google Scholar]
- Dong, H.; Hu, W.; Duan, Y.; Wang, X.; Dong, C. Dissimilar metal joining of aluminum alloy to galvanized steel with Al–Si, Al–Cu, Al–Si–Cu and Zn–Al filler wires. J. Mater. Process. Technol. 2012, 212, 458–464. [Google Scholar] [CrossRef]
- Yazdipour, A.; Heidarzadeh, A. Dissimilar butt friction stir welding of Al 5083-H321 and 316L stainless steel alloys. Int. J. Adv. Manuf. Technol. 2016, 87, 3105–3112. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nominal Compositions (wt %) | Mechanical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Fe | Si | Cr | Mg | Ti | Cu | Mn | Zn | Ultimate tensile strength (MPa) | Yield strength (MPa) | Elongation (%) |
| Bal. | <0.7 | 0.4–0.8 | 0.04–0.35 | 0.8–1.2 | <0.15 | 0.15–0.4 | <0.15 | <0.25 | 284 | 240 | 14 |
| Nominal Compositions (wt %) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | P | S | Cr | Ni | N | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
| 0.03 | 2.0 | 0.75 | 0.045 | 0.03 | 19.5 | 12.0 | 0.10 | 485 | 170 | 40 |
| Nominal Compositions (wt %) | Mechanical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Ultimate Tensile Strength (N/mm2) | Yield Strength (N/mm2) | Elongation (%) |
| Bal. | 11.0–13.0 | <0.60 | <0.30 | <0.15 | <0.1 | <0.20 | <0.15 | 0.0003 | 130 | 60 | 5 |
| Locations | Elements wt % | ||||||
|---|---|---|---|---|---|---|---|
| C | Al | Si | Ni | Cr | Fe | Mn | |
| Spectrum 1 | 1.86 | 62.88 | - | 1.33 | 3.87 | 30.06 | - |
| Spectrum 2 | - | - | 0.57 | 8.69 | 19.13 | 70.94 | 0.67 |
| Spectrum 3 | - | 99.70 | - | - | - | 0.30 | - |
| Samples | T-1 | T-2 | T-3 | T-4 | T-5 | Average | ER4047 | A6061-T6 |
|---|---|---|---|---|---|---|---|---|
| Values (MPa) | 218 | 192.5 | 208.5 | 225 | 196.2 | 208.4 | 130 | 284 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, V.N.; Nguyen, Q.M.; Huang, S.-C. Microstructure and Mechanical Properties of Butt Joints between Stainless Steel SUS304L and Aluminum Alloy A6061-T6 by TIG Welding. Materials 2018, 11, 1136. https://doi.org/10.3390/ma11071136
Nguyen VN, Nguyen QM, Huang S-C. Microstructure and Mechanical Properties of Butt Joints between Stainless Steel SUS304L and Aluminum Alloy A6061-T6 by TIG Welding. Materials. 2018; 11(7):1136. https://doi.org/10.3390/ma11071136
Chicago/Turabian StyleNguyen, Van Nhat, Quoc Manh Nguyen, and Shyh-Chour Huang. 2018. "Microstructure and Mechanical Properties of Butt Joints between Stainless Steel SUS304L and Aluminum Alloy A6061-T6 by TIG Welding" Materials 11, no. 7: 1136. https://doi.org/10.3390/ma11071136
APA StyleNguyen, V. N., Nguyen, Q. M., & Huang, S.-C. (2018). Microstructure and Mechanical Properties of Butt Joints between Stainless Steel SUS304L and Aluminum Alloy A6061-T6 by TIG Welding. Materials, 11(7), 1136. https://doi.org/10.3390/ma11071136