Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route


Abstract
1. Introduction
2. Experimental
3. Results
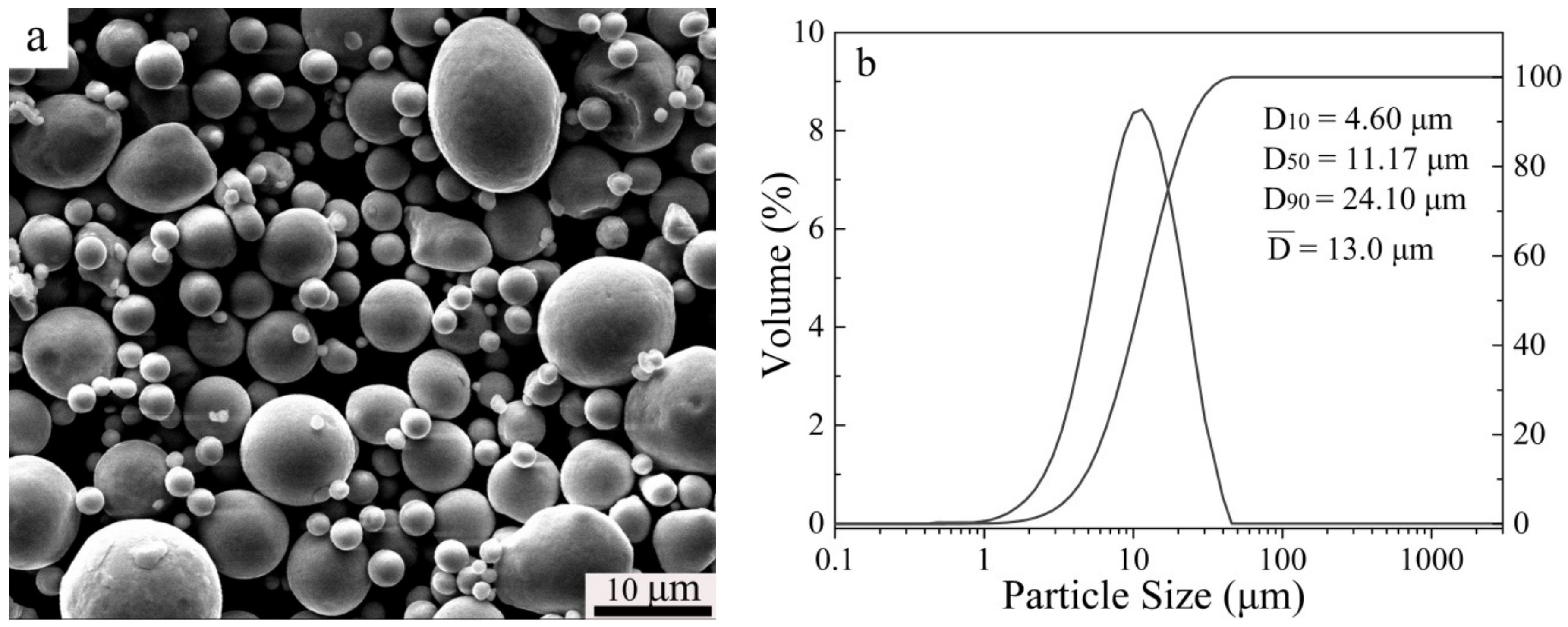
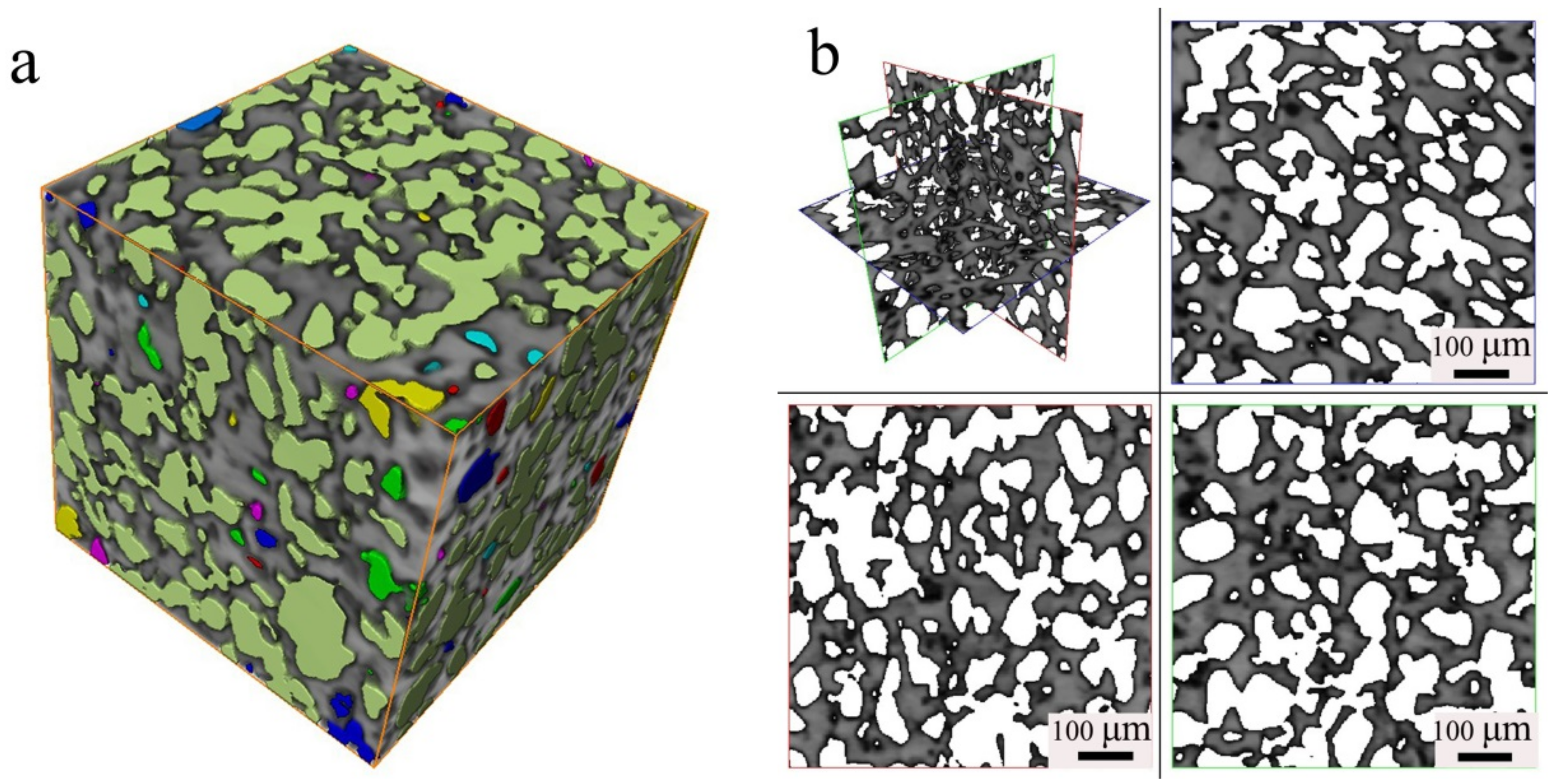
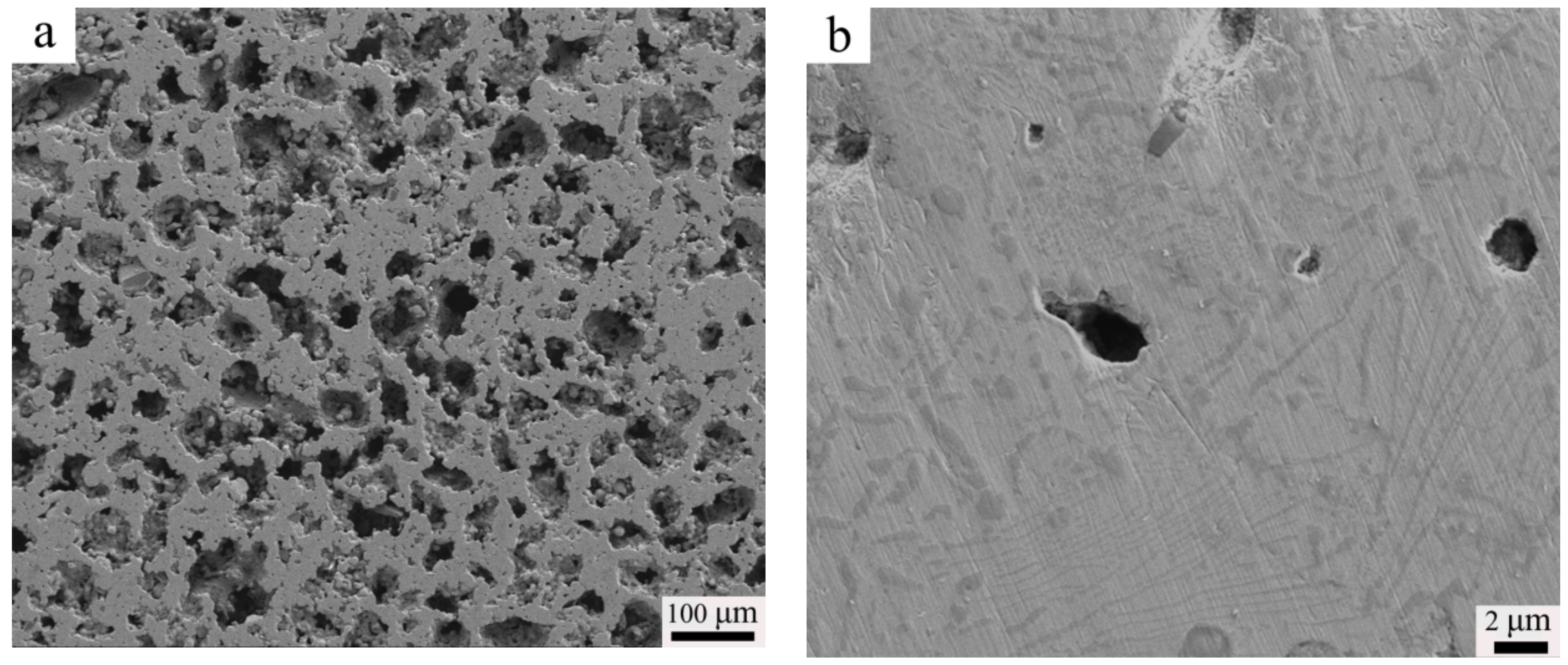
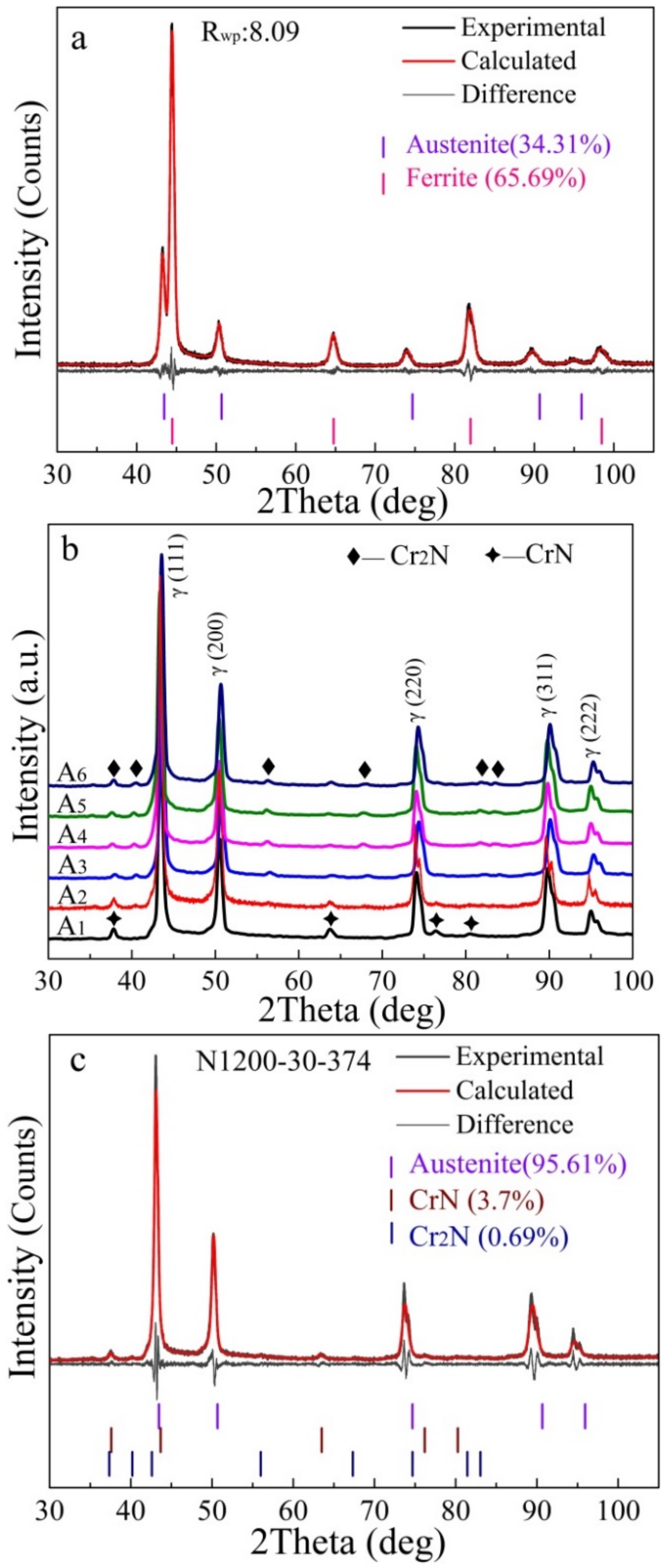
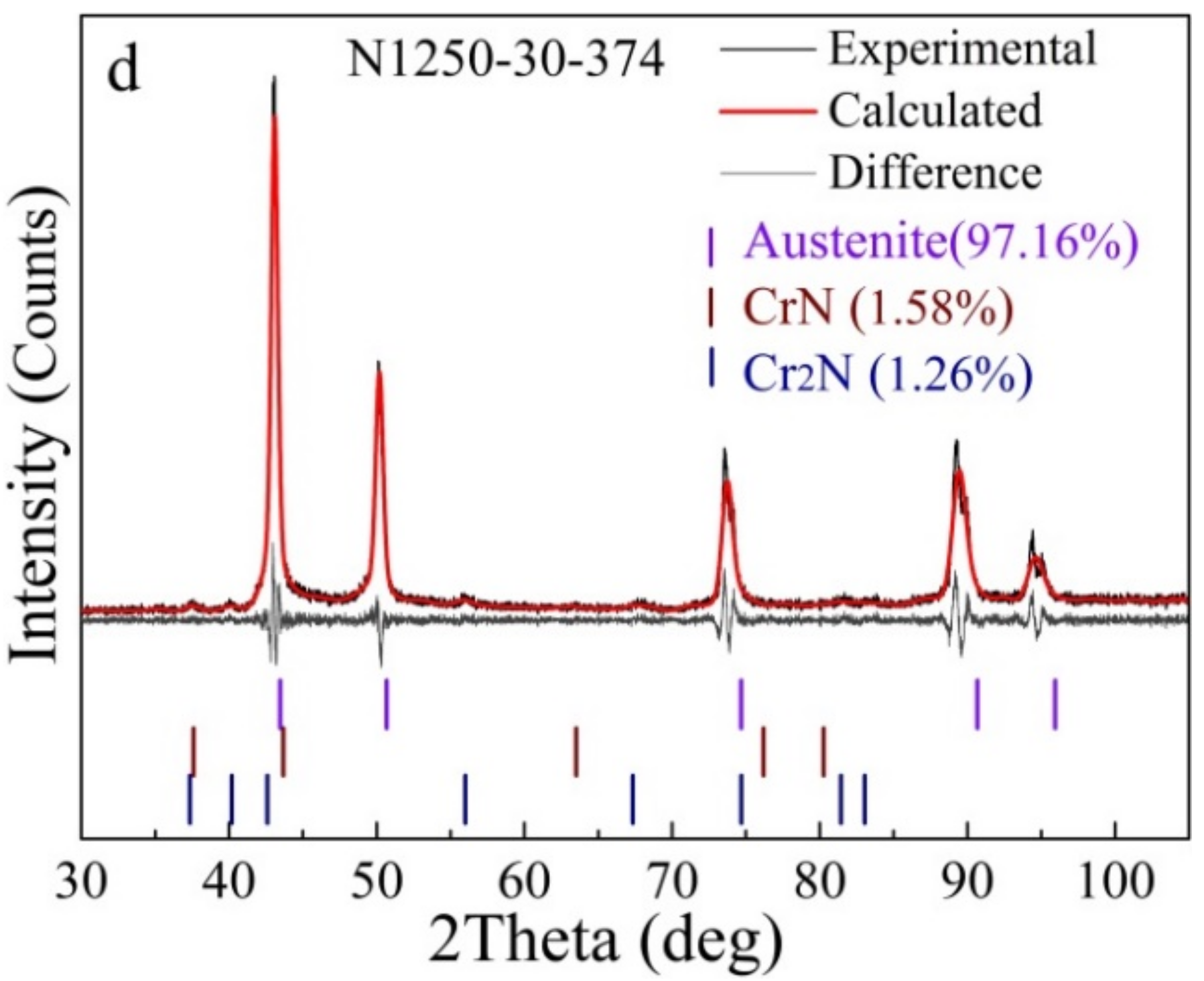
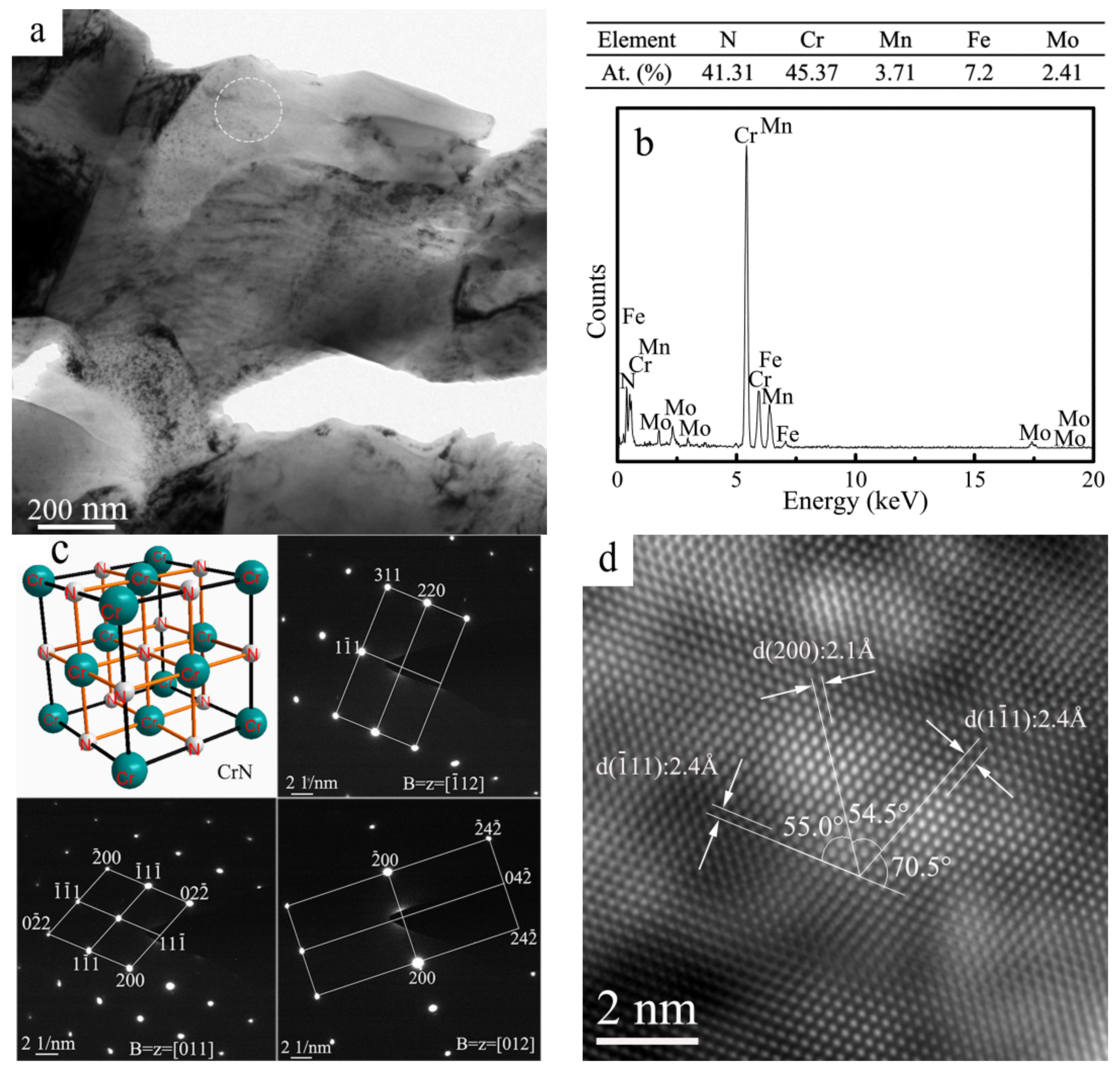
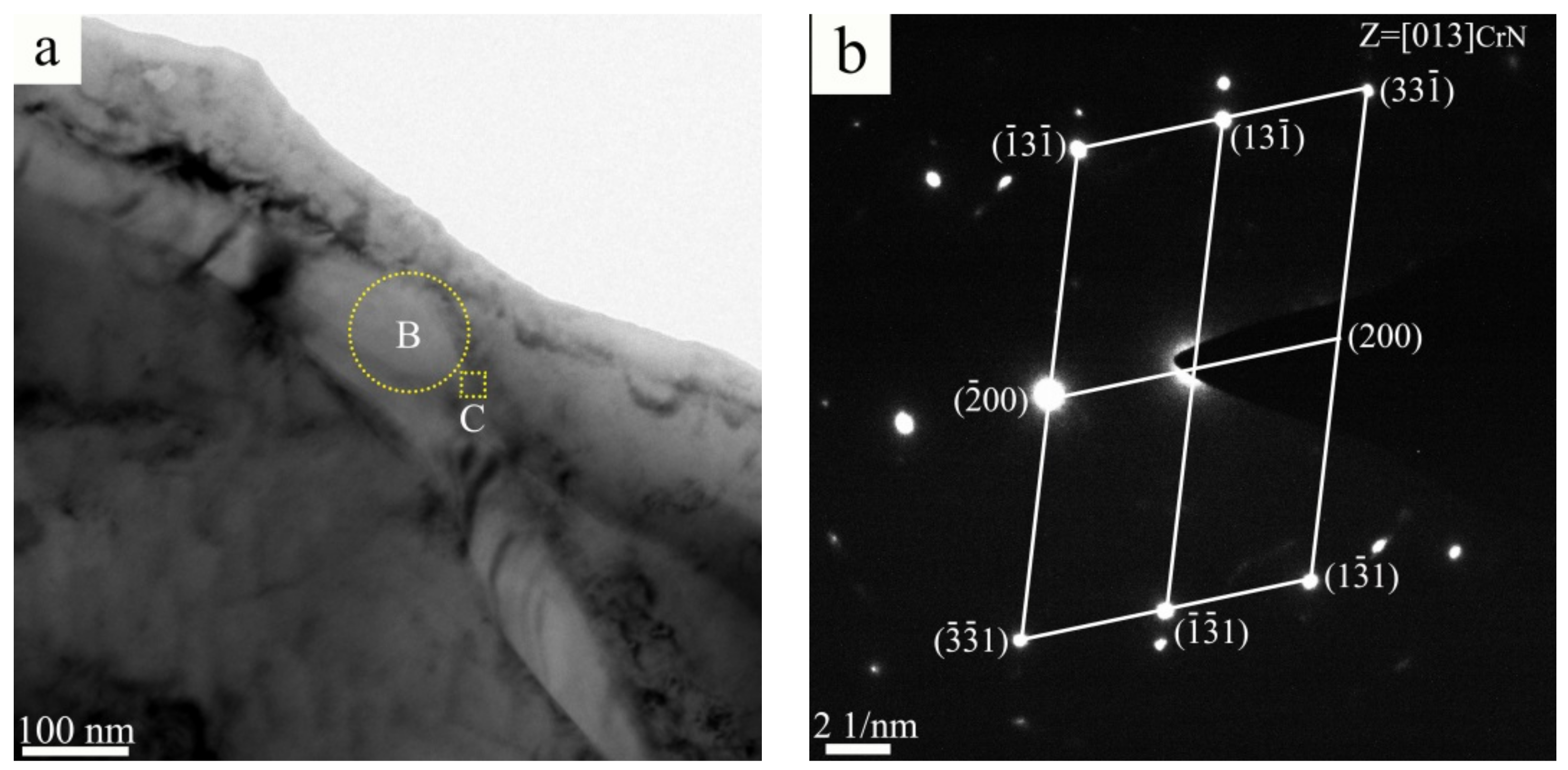
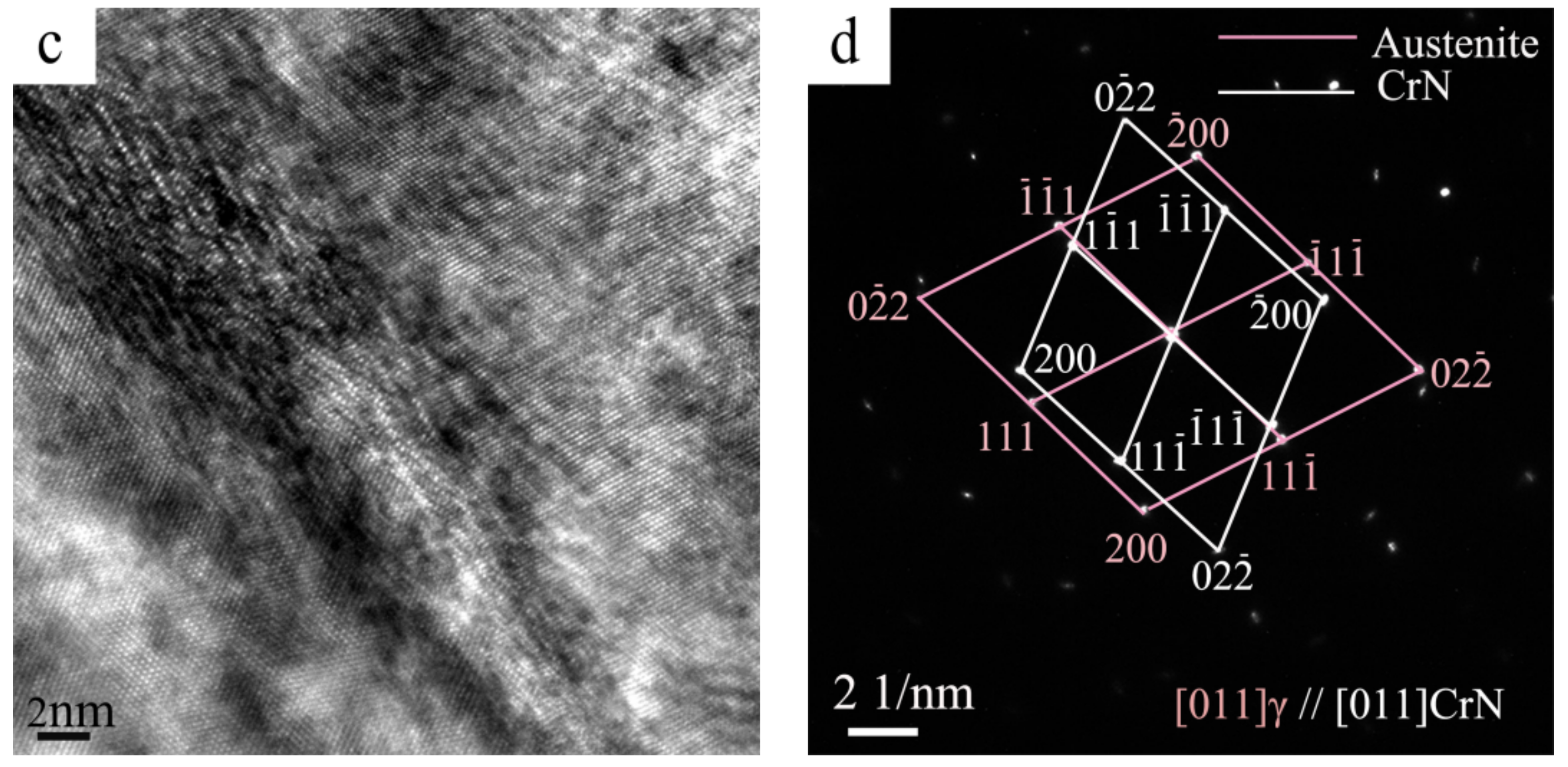
3.1. Microstructure Characterization
3.2. Microstructural Evolution
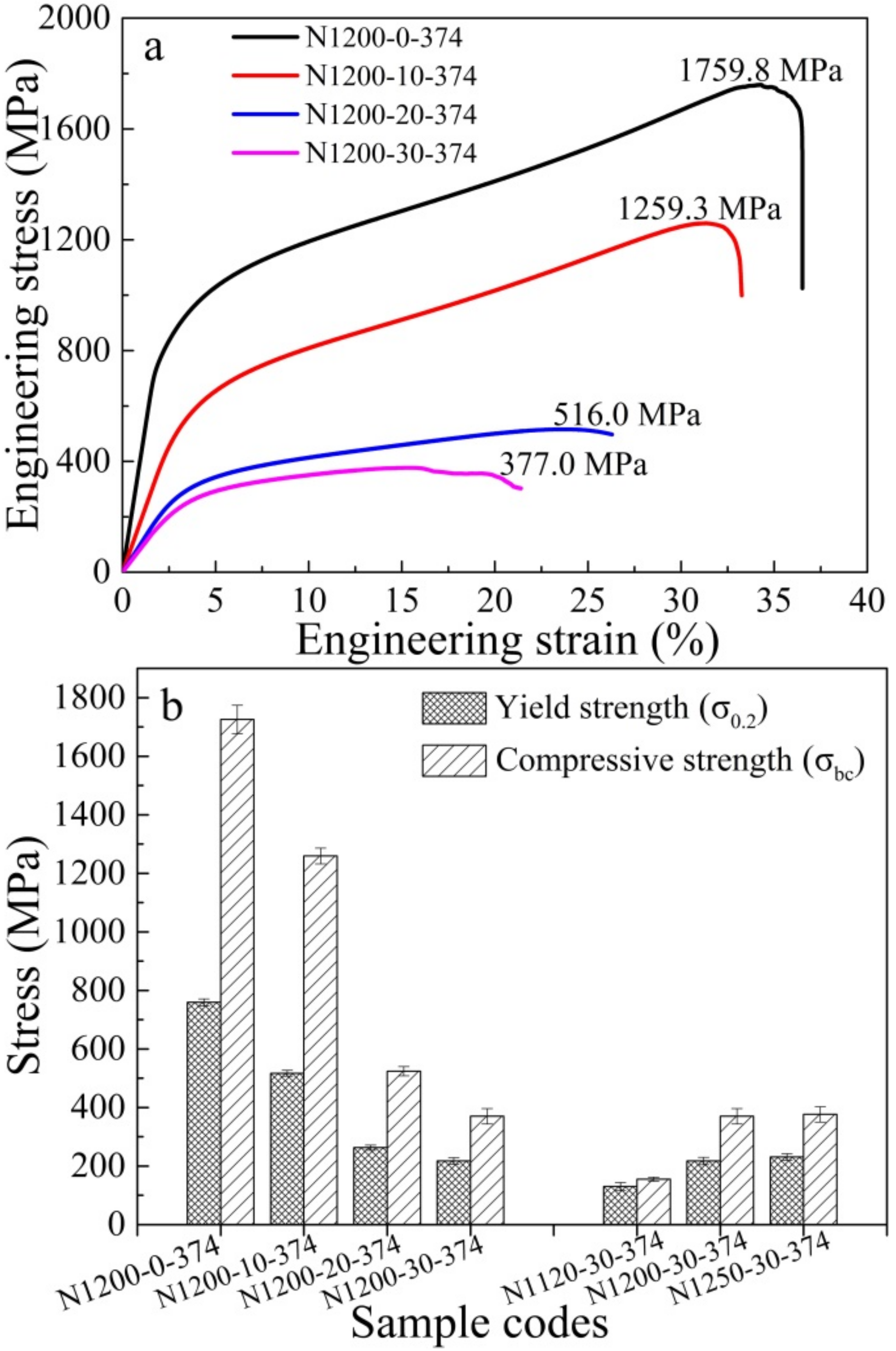
3.3. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mapelli, C.; Mombelli, D.; Gruttadauria, A.; Barella, S.; Castrodeza, E.M. Performance of stainless steel foams produced by infiltration casting techniques. J. Mater. Process. Technol. 2013, 213, 1846–1854. [Google Scholar] [CrossRef]
- DMondal, P.; Jain, H.; Das, S.; Jha, A.K. Stainless steel foams made through powder metallurgy route using NH4HCO3 as space holder. Mater. Des. 2015, 88, 430–437. [Google Scholar] [CrossRef]
- Zhou, C.L.; Ngai, T.W.L.; Lu, L.; Li, Y.Y. Fabrication and characterization of pure porous Ti3SiC2 with controlled porosity and pore features. Mater. Lett. 2014, 131, 280–283. [Google Scholar] [CrossRef]
- Li, Y.H.; Yang, C.; Kang, L.M.; Zhao, H.D.; Zhang, W.W.; Li, Y.Y. Biomedical porous TiNbZrFe alloys fabricated using NH4HCO3 as pore forming agent through powder metallurgy route. Powder Metall. 2015, 58, 228–234. [Google Scholar] [CrossRef]
- Mutlu, I.; Oktay, E. Characterization of 17-4 PH stainless steel foam for biomedical applications in simulated body fluid and artificial saliva environments. Mater. Sci. Eng. C 2013, 33, 1125–1131. [Google Scholar] [CrossRef] [PubMed]
- Mutlu, I.; Oktay, E. Corrosion behaviour and microstructure evolution of 17-4 PH stainless steel foam. Corros. Rev. 2012, 30, 125–133. [Google Scholar] [CrossRef]
- Garcia-Cabezon, C.; Blanco, Y.; Rodriguez-Mendez, M.L.; Martin-Pedrosa, F. Characterization of porous nickel-free austenitic stainless steel prepared by mechanical alloying. J. Alloys Compd. 2017, 716, 46–55. [Google Scholar] [CrossRef]
- Wang, Z.H.; Xue, H.P.; Fu, W.T. Fracture behavior of high-nitrogen austenitic stainless steel under continuous cooling: Physical simulation of free-surface cracking of heavy forgings. Metall. Mater. Trans. A 2018, 49, 1470–1474. [Google Scholar] [CrossRef]
- Uggowitzer, P.J.; Magdowski, R.; Speidel, M.O. Nickel free high nitrogen austenitic steels. ISIJ Int. 1996, 36, 901–908. [Google Scholar] [CrossRef]
- Yang, K.; Ren, Y.B. Nickel-free stainless steel for medical applications. Sci. Technol. Adv. Mater. 2010, 11, 014105. [Google Scholar] [CrossRef] [PubMed]
- Yang, K.; Ren, Y.B.; Wan, P. High nitrogen nickel-free austenitic stainless steel: A promising coronary stent material. Sci. China Technol. Sci. 2012, 55, 329–340. [Google Scholar] [CrossRef]
- Li, J.; Yang, Y.X.; Ren, Y.B.; Dong, J.H.; Yang, K. Effect of cold deformation on corrosion fatigue behavior of nickel-free high nitrogen austenitic stainless steel for coronary stent application. J. Mater. Sci. Technol. 2017, 34, 660–665. [Google Scholar] [CrossRef]
- Ha, H.Y.; Lee, C.H.; Lee, T.H.; Kim, S. Effects of nitrogen and tensile direction on stress corrosion cracking susceptibility of Ni-free FeCrMnC-based duplex stainless steels. Materials 2017, 10, 294. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Z.H.; Feng, H.; Li, H.B.; Zhu, H.C.; Zhang, S.C.; Zhang, B.B.; Han, Y.; Zhang, T.; Xu, D.K. Relationship between microstructure and corrosion behavior of martensitic high nitrogen stainless steel 30Cr15Mo1N at different austenitizing temperatures. Materials 2017, 10, 861. [Google Scholar] [CrossRef] [PubMed]
- Chan, K.W.; Tjong, S.C. Effect of secondary phase precipitation on the corrosion behavior of duplex stainless steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [PubMed]
- Alvarez, K.; Sato, K.; Hyun, S.K.; Nakajima, H. Fabrication and properties of Lotus-type porous nickel-free stainless steel for biomedical applications. Mater. Sci. Eng. C 2008, 28, 44–50. [Google Scholar] [CrossRef]
- Vanderschaeve, F.; Taillard, R.; Foct, J. Discontinuous precipitation of Cr2N in a high nitrogen, chromium-manganese austenitic stainless steel. J. Mater. Sci. 1995, 30, 6035–6046. [Google Scholar] [CrossRef]
- Simmons, J.W. Mechanical properties of isothermally aged high-nitrogen stainless steel. Metall. Mater. Trans. A 1995, 26, 2085–2101. [Google Scholar] [CrossRef]
- Lefor, K.; Walter, M.; Weddeling, A.; Hryha, E.; Huth, S.; Weber, S.; Nyborg, L.; Theisen, W. Influence of the PM-processing route and nitrogen content on the properties of Ni-free austenitic stainless steel. Metall. Mater. Trans. A 2015, 46, 1154–1167. [Google Scholar] [CrossRef]
- Weddeling, A.; Lefor, K.; Hryha, E.; Huth, S.; Nyborg, L.; Weber, S.; Theisen, W. Nitrogen uptake of nickel free austenitic stainless steel powder during heat treatment—An XPS study. Surf. Interface Anal. 2015, 47, 413–422. [Google Scholar] [CrossRef]
- Krasokha, N.; Weber, S.; Huth, S.; Zumsande, K.; Theisen, W. Gas–solid interactions during nonisothermal heat treatment of a high-strength CrMnCN austenitic steel powder: Influence of atmospheric conditions and heating rate on the densification behavior. Metall. Mater. Trans. A 2012, 43, 4237–4246. [Google Scholar] [CrossRef]
- Zumsande, K.; Krasokha, N.; Huth, S.; Weber, S.; Theisen, W. In situ investigation of the gas-solid interaction between high-alloyed steel powder and nitrogen by energy dispersive diffraction. J. Mater. Sci. 2012, 47, 3214–3226. [Google Scholar] [CrossRef]
- Nakamura, N.; Takaki, S. Structural control of stainless steel by nitrogen absorption in solid state. ISIJ Int. 1996, 36, 922–926. [Google Scholar] [CrossRef]
- Sennour, M.; Jouneau, P.H.; Esnouf, C. TEM and EBSD investigation of continuous and discontinuous precipitation of CrN in nitrided pure Fe-Cr alloys. J. Mater. Sci. 2004, 39, 4521–4531. [Google Scholar] [CrossRef]
- Feng, S.H.; Wang, L.J.; Cui, W.F.; Liu, C.M. Precipitation kinetics of Cr,N in high nitrogen austenitic stainless steel. J. Iron Steel Res. Int. 2008, 15, 72–77. [Google Scholar]
- Pettersson, N.; Pettersson, R.F.A.; Wessman, S. Precipitation of chromium nitrides in the super duplex stainless steel 2507. Metall. Mater. Trans. A 2015, 46, 1062–1072. [Google Scholar] [CrossRef]
- Bettini, E.; Kivisäkk, U.; Leygraf, C.; Pan, J.S. Study of corrosion behavior of a 22% Cr duplex stainless steel: Influence of nano-sized chromium nitrides and exposure temperature. Electrochim. Acta 2013, 113, 280–289. [Google Scholar] [CrossRef]
- Liang, X.Z.; Dodge, M.F.; Liang, W.; Dong, H.B. Precipitation of chromium nitride nano-rods on lamellar carbides along austenite-ferrite boundaries in super duplex stainless steel. Scr. Mater. 2017, 127, 45–48. [Google Scholar] [CrossRef]
- Sathirachinda, N.; Pettersson, R.; Wessman, S.; Pan, J.S. Study of nobility of chromium nitrides in isothermally aged duplex stainless steels by using SKPFM and SEM/EDS. Corros. Sci. 2010, 52, 179–186. [Google Scholar] [CrossRef]
- Xu, Z.W.; Jia, C.C.; Kuang, C.J.; Qu, X.H. Fabrication and sintering behavior of high-nitrogen nickel-free stainless steels by metal injection molding. Int. J. Miner. Metall. Mater. 2010, 17, 423–428. [Google Scholar] [CrossRef]
- Yuan, Z.Z.; Dai, Q.X.; Cheng, X.N.; Chen, K.M. Microstructural thermostability of high nitrogen austenitic stainless steel. Mater. Charact. 2007, 58, 87–91. [Google Scholar] [CrossRef]
- Lee, T.H.; Kim, S.J.; Takaki, S. Time-temperature-precipitation characteristics of high-nitrogen austenitic Fe-18Cr-18Mn-2Mo-0.9N steel. Metall. Mater. Trans. A 2006, 37, 3445–3454. [Google Scholar] [CrossRef]
- De Lorgeril, E.; Wyss, F.; Orbulov, I.N. Modelling of metal matrix syntactic foams—Description of the compressive stress-strain curves. Periodica Polytech. Mech. Eng. 2011, 55, 29–37. [Google Scholar] [CrossRef]
- Fiedler, T.; Öchsner, A.; Grácio, J. The uniaxial strain test—A simple method for the characterisation of porous materials. Struct. Eng. Mech. 2006, 22, 17–32. [Google Scholar] [CrossRef]
- Linul, E.; Movahedi, N.; Marsavina, L. The temperature and anisotropy effect on compressive behavior of cylindrical closed-cell aluminum-alloy foams. J. Alloys Compd. 2018, 740, 1172–1179. [Google Scholar] [CrossRef]
- Szlancsik, A.; Katona, B.; Majlinger, K.; Orbulov, I.N. Compressive behavior and microstructural characteristics of iron hollow sphere filled aluminum matrix syntactic foams. Materials 2015, 8, 7926–7937. [Google Scholar] [CrossRef] [PubMed]
- Peng, H.L.; Hu, L.; Ngai, T.W.L.; Li, L.J.; Zhang, X.L.; Xie, H.; Gong, W.P. Effects of austenitizing temperature on microstructure and mechanical property of a 4-GPa-grade PM high-speed steel. Mater. Sci. Eng. A 2018, 719, 21–26. [Google Scholar] [CrossRef]
- Chawla, N.; Deng, X. Microstructure and mechanical behavior of porous sintered steels. Mater. Sci. Eng. A 2005, 390, 98–112. [Google Scholar] [CrossRef]
- Ramakrishnan, N.; Arunachalam, V.S. Effective elastic moduli of porous ceramic materials. J. Am. Ceram. Soc. 2010, 76, 2745–2752. [Google Scholar] [CrossRef]
- Kim, K.S.; Kang, J.H.; Kim, S.J. Effects of carbon and nitrogen on precipitation and tensile behavior in 15Cr-15Mn-4Ni austenitic stainless steels. Mater. Sci. Eng. A 2018, 712, 114–121. [Google Scholar] [CrossRef]
- Irvine, K.J.; Gladman, T.; Pickering, F.B. The strength of austenitic stainless steels. J. Iron Steel Res. Int. 1969, 119, 1017–1028. [Google Scholar]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | Detailed Processing Parameters | |||
|---|---|---|---|---|
| Sintering Temperature (°C) | Space Holder (wt. %) | Compressive Pressure (MPa) | ||
| A1 | N1120-30-374 | 1120 | 30 | 374 |
| A2 | N1200-30-374 | 1200 | 30 | 374 |
| A3 | N1250-30-374 | 1250 | 30 | 374 |
| A4 | N1200-0-374 | 1200 | 0 | 374 |
| A5 | N1200-10-374 | 1200 | 10 | 374 |
| A6 | N1200-20-374 | 1200 | 20 | 374 |
| Sample Codes | Porosity (%) | Compressive Strength (MPa) | Yield Strength (MPa) | Elastic Modulus (GPa) | Caculated Elastic Modulus (GPa) | |
|---|---|---|---|---|---|---|
| A1 | N1120-30-374 | 51.8 | 151.1 | 129.9 | 39.1 ± 7.0 | 30.8 |
| A2 | N1200-30-374 | 45.0 | 377.0 | 220.4 | 44.1 ± 5.0 | 42.1 |
| A3 | N1250-30-374 | 42.6 | 383.2 | 224.8 | 58.9 ± 2.9 | 46.7 |
| A4 | N1200-0-374 | 14.3 | 1759.8 | 767.6 | 161.9 ± 9.1 | 131.8 |
| A5 | N1200-10-374 | 26.3 | 1259.3 | 516.7 | 126.5 ± 8.2 | 87.3 |
| A6 | N1200-20-374 | 37.8 | 516.0 | 249.7 | 76.2 ± 6.7 | 56.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, L.; Ngai, T.; Peng, H.; Li, L.; Zhou, F.; Peng, Z. Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route. Materials 2018, 11, 1058. https://doi.org/10.3390/ma11071058
Hu L, Ngai T, Peng H, Li L, Zhou F, Peng Z. Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route. Materials. 2018; 11(7):1058. https://doi.org/10.3390/ma11071058
Chicago/Turabian StyleHu, Ling, Tungwai Ngai, Hanlin Peng, Liejun Li, Feng Zhou, and Zhengwu Peng. 2018. "Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route" Materials 11, no. 7: 1058. https://doi.org/10.3390/ma11071058
APA StyleHu, L., Ngai, T., Peng, H., Li, L., Zhou, F., & Peng, Z. (2018). Microstructure and Properties of Porous High-N Ni-Free Austenitic Stainless Steel Fabricated by Powder Metallurgical Route. Materials, 11(7), 1058. https://doi.org/10.3390/ma11071058