Self-Healing Capacity of Asphalt Mixtures Including By-Products Both as Aggregates and Heating Inductors

 ,
,  ,
, 
Abstract
:1. Introduction
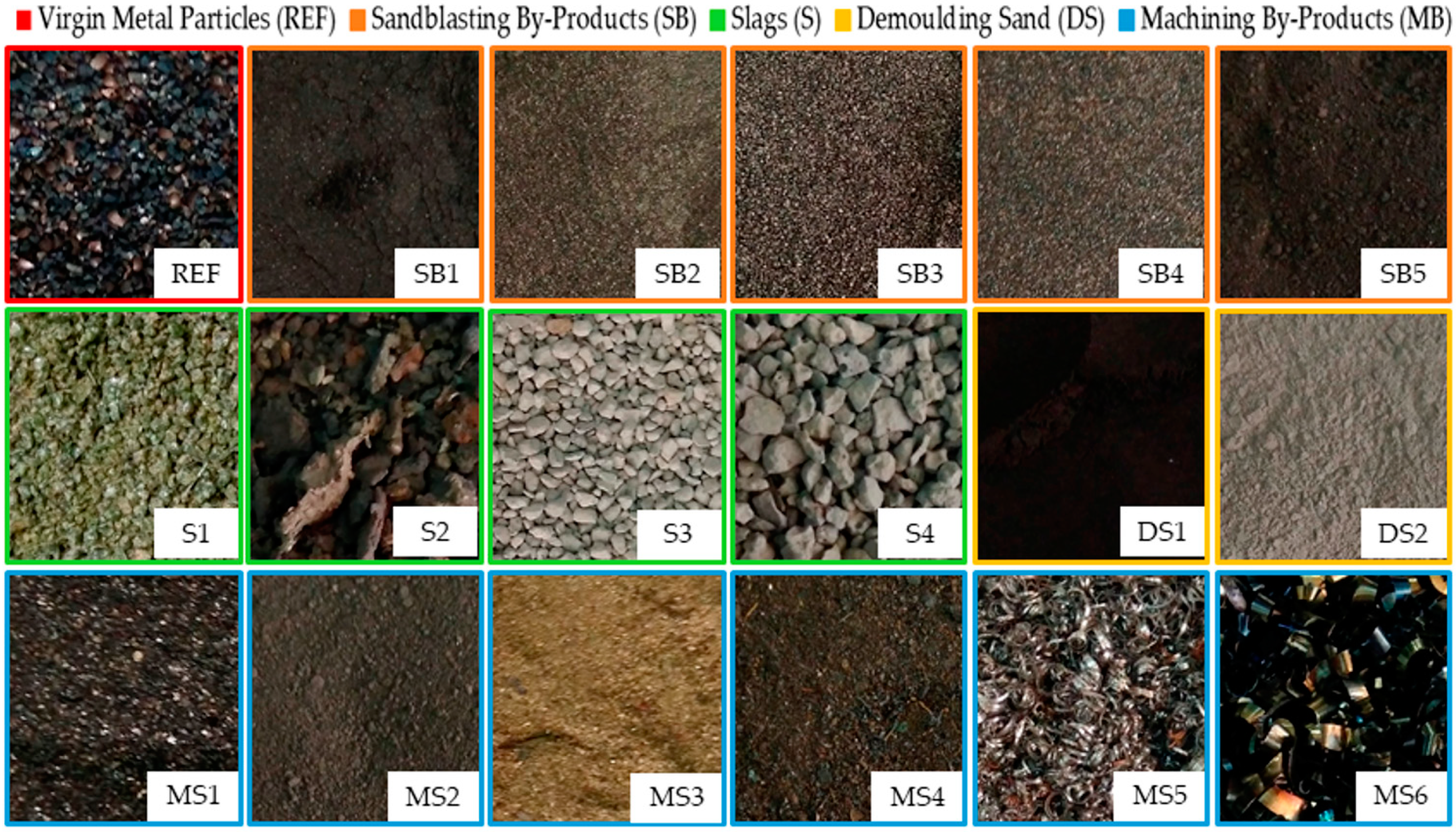
2. Materials and Methods
2.1. Laboratory Tests
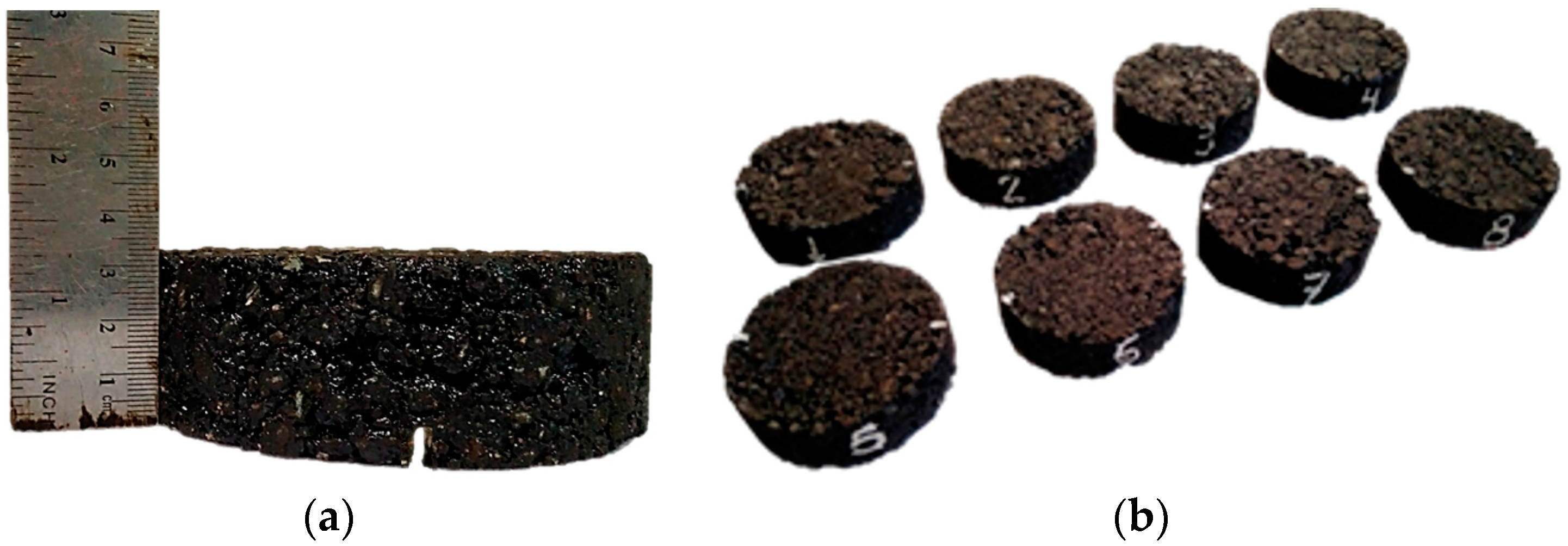
2.2. Mixture Dosage Design and Specimen Preparation
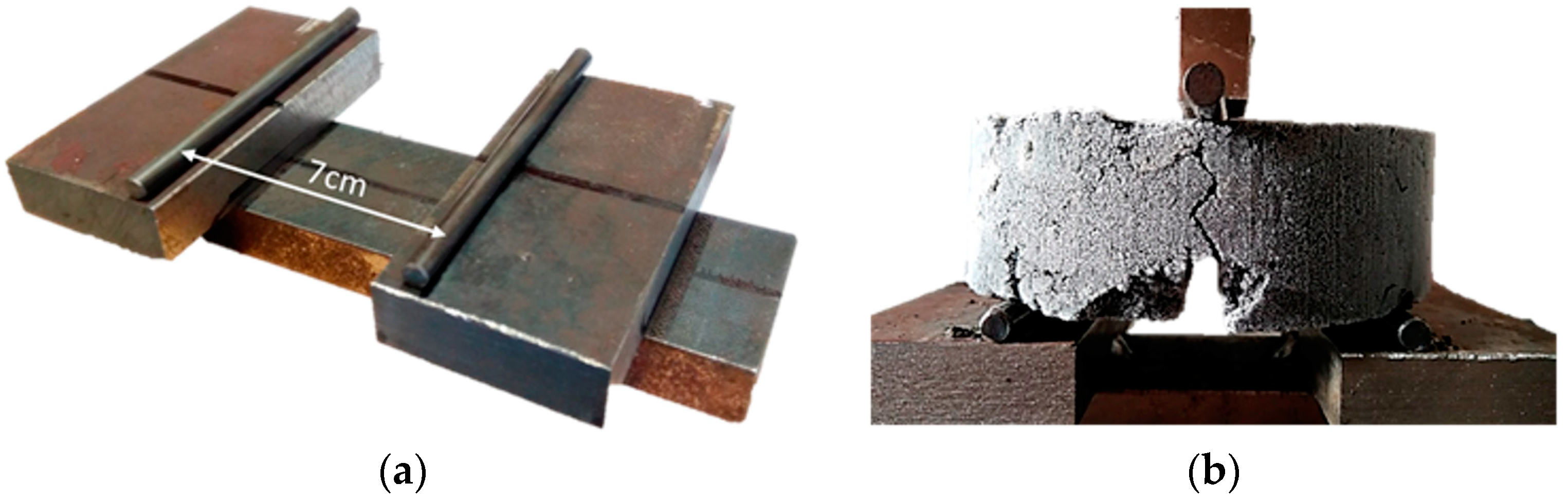
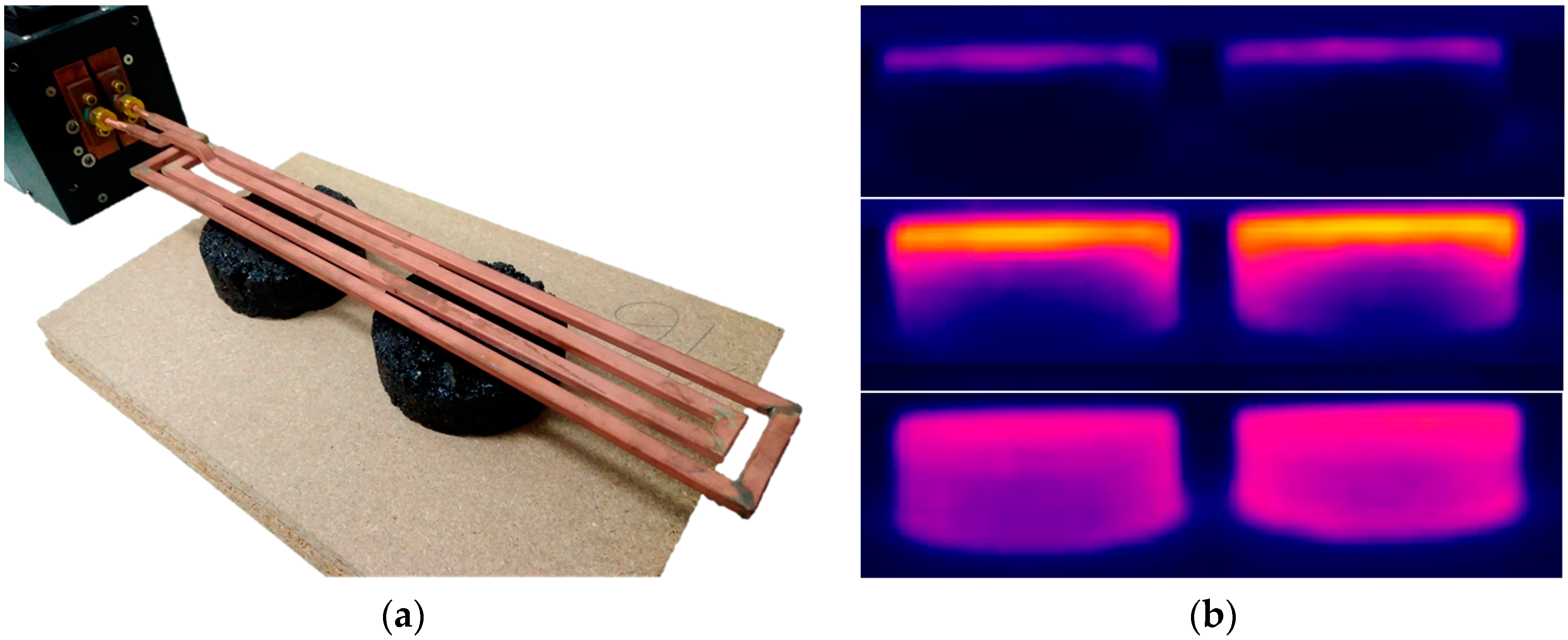
2.3. Healing Measurements Using a Break-Heal-Break Test
2.4. Statistical Analysis
3. Results and Discussion
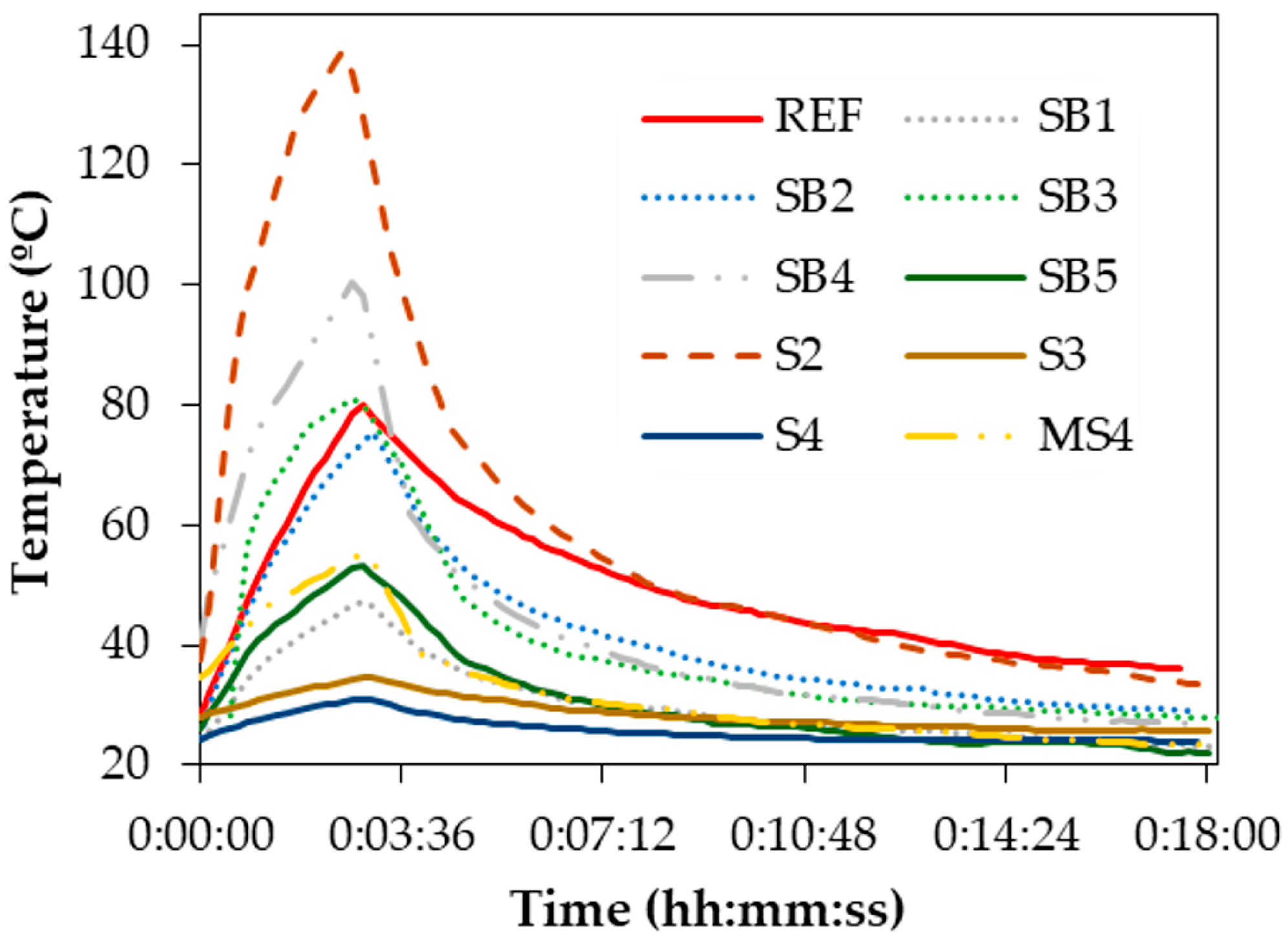
3.1. Laboratory Tests
3.2. Mixture Dosage Design and Specimen Preparation
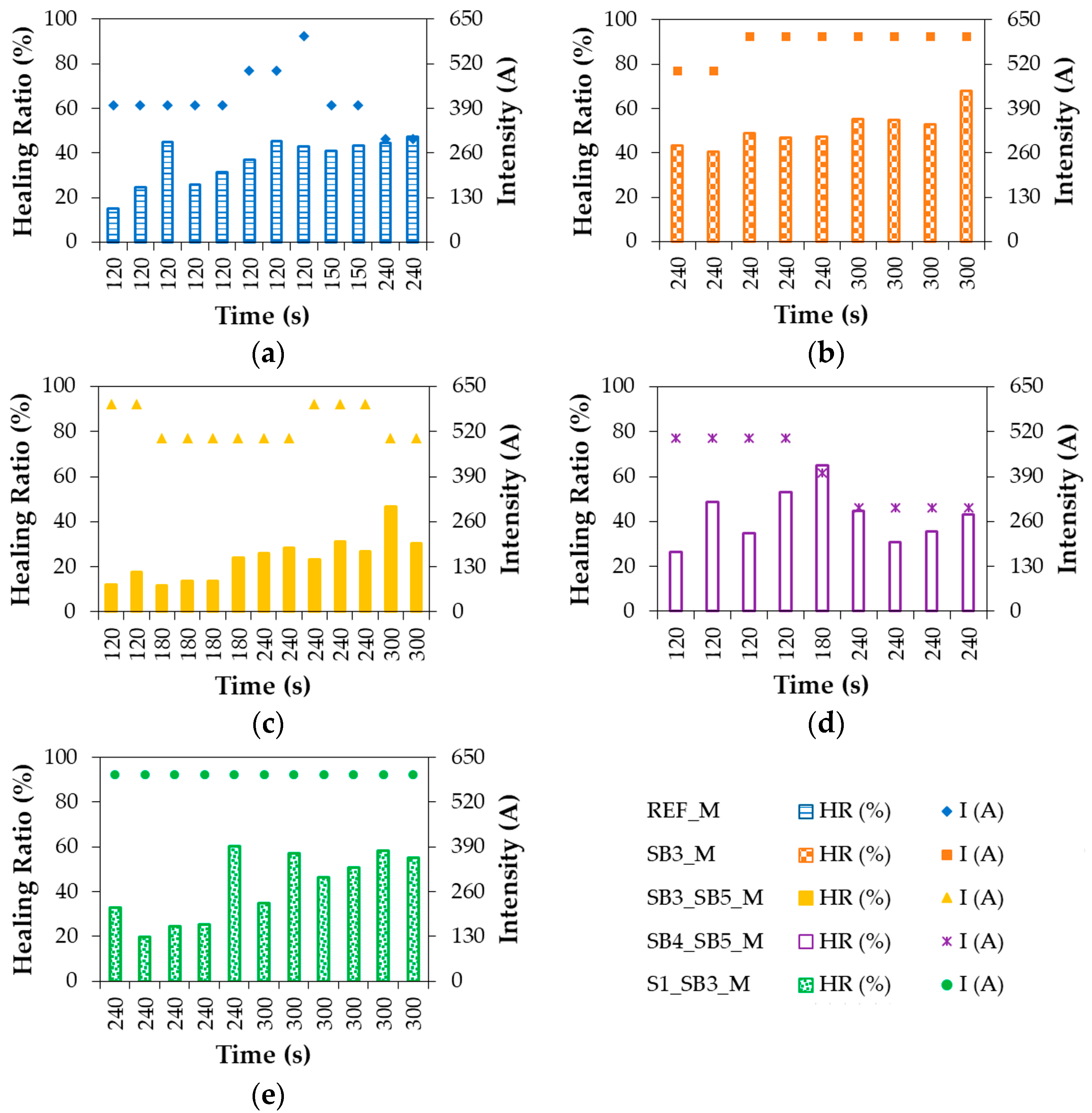
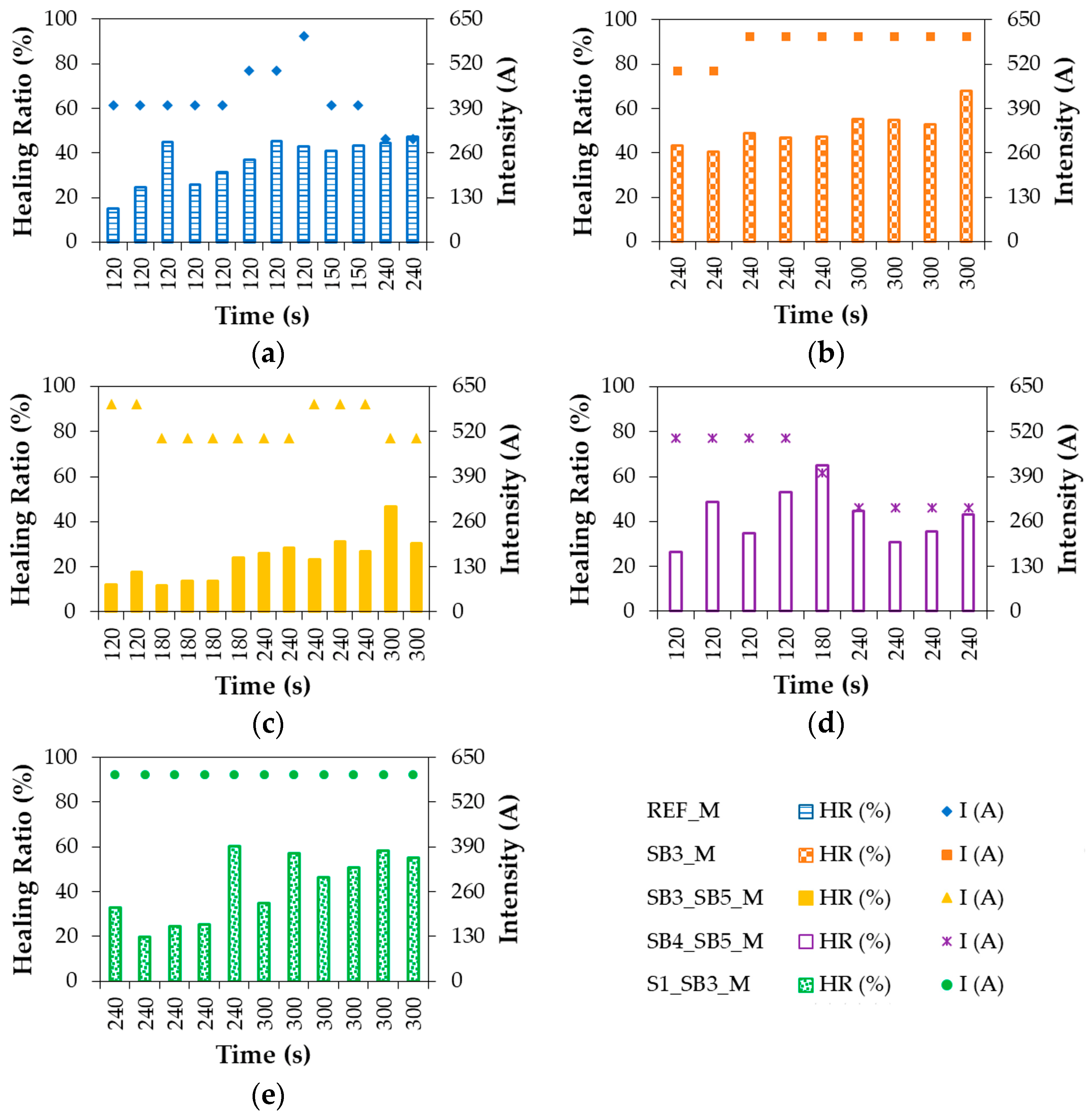
3.3. Healing Measurements Using a Break-Heal-Break Test
3.4. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, Q.; García, A.; Schlangen, E.; Ven, M.V.D. Induction healing of asphalt mastic and porous asphalt concrete. Constr. Build. Mater. 2011, 25, 3746–3752. [Google Scholar] [CrossRef]
- Barrasa, R.C.; López, V.B.; Montoliu, C.M.; Ibáñez, V.C.; Pedrajas, F.; Santarén, J. Addressing durability of asphalt concrete by self-healing mechanism. Procedia Soc. Behav. Sci. 2014, 162, 188–197. [Google Scholar] [CrossRef]
- Tabaković, A.; Schlangen, E. Self-healing technology for asphalt pavements. In Advances in Polymer Science; Hager, M., van der Zwaag, S., Schubert, U., Eds.; Springer: Cham, Switzerland, 2016; Volume 273, pp. 285–306. [Google Scholar]
- Ayar, P.; Moreno-Navarro, F.; Rubio-Gámez, M.C. The healing capability of asphalt pavements: A state of the art review. J. Clean. Prod. 2016, 113, 28–40. [Google Scholar] [CrossRef]
- García, A.; Schlangen, E.; van de Ven, M.; Liu, Q. A simple model to define induction heating in asphalt mastic. Constr. Build. Mater. 2012, 31, 38–46. [Google Scholar] [CrossRef]
- Liu, Q.; Schlangen, E.; García, A.; van de Ven, M. Induction heating of electrically conductive porous asphalt concrete. Constr. Build. Mater. 2010, 24, 1207–1213. [Google Scholar] [CrossRef]
- García, A.; Norambuena-Contreras, J.; Partl, M.N. Experimental evaluation of dense asphalt concrete properties for induction heating purposes. Constr. Build. Mater. 2013, 46, 48–54. [Google Scholar] [CrossRef]
- García, A.; Norambuena-Contreras, J.; Bueno, M.; Partl, M.N. Single and multiple healing of porous and dense asphalt concrete. J. Intell. Mater. Syst. Struct. 2015, 26, 425–433. [Google Scholar] [CrossRef]
- Menozzi, A.; Garcia, A.; Partl, M.N.; Tebaldi, G.; Schuetz, P. Induction healing of fatigue damage in asphalt test samples. Constr. Build. Mater. 2015, 74, 162–168. [Google Scholar] [CrossRef]
- Bueno, M.; Arraigada, M.; Partl, M.N. Damage detection and artificial healing of asphalt concrete after trafficking with a load simulator. Mech. Time-Dependent Mater. 2016, 20, 265–279. [Google Scholar] [CrossRef]
- Norambuena-Contreras, J.; Garcia, A. Self-healing of asphalt mixture by microwave and induction heating. Mater. Des. 2016, 106, 404–414. [Google Scholar] [CrossRef]
- Zhu, X.; Cai, Y.; Zhong, S.; Zhu, J.; Zhao, H. Self-healing efficiency of ferrite-filled asphalt mixture after microwave irradiation. Constr. Build. Mater. 2017, 141, 12–22. [Google Scholar] [CrossRef]
- Franesqui, M.A.; Yepes, J.; García-González, C. Top-down cracking self-healing of asphalt pavements with steel filler from industrial waste applying microwaves. Constr. Build. Mater. 2017, 149, 612–620. [Google Scholar] [CrossRef]
- AENOR Norma UNE-EN 933-1:2012. Ensayos Para Determinar Las Propiedades Geométricas de los Áridos. Parte 1: Determinación de la Granulometría de Las Partículas. Método del Tamizado. Available online: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0049638#.Wsd1i4hubcs (accessed on 6 April 2018).
- Ambrell Solutions EASYHEAT® 4.2 to 10 kW Induction Heating Systems. Available online: https://www.ambrell.com/hubfs/Ambrell_PDFs/411-0075-10.pdf?t=1522932055039 (accessed on 6 April 2018).
- OPTRIS Software. Optris PI Connect. Available online: https://www.optris.es/optris-pi-connect (accessed on 6 April 2018).
- Pasetto, M.; Baldo, N. Resistance to permanent deformation of road and airport high performance asphalt concrete base courses. In Advanced Materials Research; Chang, J.-R., Yang, S.-R., Eds.; Scitec Publications: Uetikon am See, Switzerland, 2013; Volume 723, pp. 494–502. [Google Scholar]
- Pasetto, M.; Baldo, N. Influence of the aggregate skeleton design method on the permanent deformation resistance of stone mastic asphalt. Mater. Res. Innov. 2014, 18, S3. [Google Scholar] [CrossRef]
- AENOR Norma UNE-EN 13108-1:2008. Mezclas Bituminosas. Especificaciones de Materiales. Parte 1: Hormigón Bituminoso. Available online: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0042341#.WurjWIiFPct (accessed on 3 May 2018).
- Fisher, R.A. Statistical Methods for Research Workers; Oliver & Boyd: Edinburgh, Scotland, 1925. [Google Scholar]
- Shapiro, S.S.; Wilk, M.B.; Chen, H.J. A comparative study of various tests for normality. J. Am. Stat. Assoc. 1968, 63, 1343–1372. [Google Scholar] [CrossRef]
- Brown, M.B.; Forsythe, A.B. Robust tests for the equality of variances. J. Am. Stat. Assoc. 1974, 69, 364–367. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size (mm) | 22 | 16 | 8.0 | 4.0 | 2.0 | 1.0 | 0.5 | 0.25 | 0.13 | 0.063 |
| Spindle Center | 100.0 | 95.0 | 67.5 | 42.5 | 31.0 | 23.5 | 16.0 | 11.0 | 8.0 | 5.0 |
| Top Limit | 100.0 | 100.0 | 75.0 | 50.0 | 38.0 | 39.5 | 21.0 | 15.0 | 11.0 | 7.0 |
| Bottom Limit | 100.0 | 90.0 | 60.0 | 35.0 | 24.0 | 17.5 | 11.0 | 7.0 | 5.0 | 3.0 |
| Statistics | Type | Test |
|---|---|---|
| inferential | parametric | student’s t test (2 groups) |
| one-way Analysis of Variance (ANOVA) (>2 groups) | ||
| nonparametric | Mann–Whitney U test (2 groups) | |
| Kruskal-Wallis test (>2 groups) | ||
| descriptive | dependence | Pearson correlation coefficient |
| By-Product | Sieve Size (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 16 | 8 | 4 | 2 | 1 | 0.5 | 0.25 | 0.13 | 0.063 | |
| REF | 100.0 | 100.0 | 100.0 | 100.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| SB1 | 100.0 | 100.0 | 100.0 | 100.0 | 100 | 99.8 | 94.2 | 70.9 | 43.8 |
| SB2 | 100.0 | 100.0 | 100.0 | 100.0 | 99.9 | 99.5 | 57.8 | 31.1 | 15.1 |
| SB3 | 100.0 | 100.0 | 100.0 | 100.0 | 92.5 | 71.3 | 37.15 | 12.3 | 1.2 |
| SB4 | 100.0 | 100.0 | 99.8 | 37.1 | 5.3 | 3.0 | 1.4 | 0.8 | 0.0 |
| SB5 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 95.2 | 82.8 | 58.0 |
| S1 | 100.0 | 100.0 | 98.2 | 71.7 | 28.6 | 6.7 | 1.8 | 0.7 | 0.0 |
| S2 | 96.2 | 89.0 | 75.8 | 53.0 | 36.2 | 5.9 | 2.5 | 0.9 | 0.0 |
| S3 | 100.0 | 100.0 | 100.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| S4 | 100.0 | 100.0 | 100.0 | 100.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| DS1 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 99.5 | 90.9 | 67.2 |
| DS2 | 100.0 | 100.0 | 100.0 | 96.0 | 95.6 | 86.7 | 9.7 | 1.4 | 0.0 |
| MB1 | 100.0 | 100.0 | 100.0 | 100.0 | 99.3 | 88.5 | 42.1 | 8.4 | 0.9 |
| MB2 | 100.0 | 100.0 | 100.0 | 99.7 | 98.1 | 89.3 | 78.5 | 62.3 | 44.0 |
| MB3 | 100.0 | 100.0 | 100.0 | 100.0 | 99.5 | 96.0 | 84.3 | 62.6 | 34.3 |
| MB4 | 94.63 | 88.2 | 81.5 | 67.7 | 53.3 | 43.1 | 19.6 | 10.3 | 5.7 |
| Mixture | Bitumen in Mixture (%) | Sieve Mize (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 16 | 8 | 4 | 2 | 1 | 0.5 | 0.25 | 0.13 | 0.063 | ||
| REF_M | 3.8 | 100.0 | 70.3 | 44.3 | 34.1 | 21.6 | 14.3 | 10.4 | 8.5 | 6.6 |
| SB3_M | 3.9 | 100.0 | 70.4 | 44.4 | 32.3 | 24.8 | 16.7 | 11.3 | 8.4 | 6.0 |
| SB3_SB5_M | 3.9 | 100.0 | 69.9 | 44.0 | 32.1 | 24.6 | 16.6 | 11.3 | 8.3 | 5.5 |
| SB4_SB5_M | 3.8 | 100.0 | 69.2 | 43.6 | 31.0 | 22.3 | 15.0 | 11.3 | 8.7 | 6.1 |
| S1_SB3_M | 3.8 | 100.0 | 70.9 | 44.6 | 32.3 | 24.9 | 16.8 | 10.6 | 8.4 | 6.9 |
| Comparison | p-Value | ||||
|---|---|---|---|---|---|
| REF vs. SB3 vs. SB3_SB5 vs. SB4_SB5 vs. S1_SB3 | 0.000 | 0.000 | 0.000 | 0.011 | 0.000 |
| REF vs. SB3 | 0.000 | 0.000 | 0.000 | 0.129 | 0.002 |
| REF vs. SB3_SB5 | 0.007 | 0.001 | 0.000 | 0.011 | 0.007 |
| REF vs. SB4_SB5 | 0.277 | 0.754 | 0.058 | 0.464 | 0.422 |
| REF vs. S1_SB3 | 0.000 | 0.000 | 0.000 | 0.740 | 0.316 |
| SB3 vs. SB3_SB5 | 0.030 | 0.126 | 0.014 | 0.647 | 0.000 |
| SB3 vs. SB4_SB5 | 0.006 | 0.000 | 0.000 | 0.040 | 0.113 |
| SB3 vs. S1_SB3 | 0.710 | 0.412 | 0.456 | 0.175 | 0.412 |
| SB3_SB5 vs. SB4_SB5 | 0.292 | 0.003 | 0.000 | 0.007 | 0.001 |
| SB3_SB5 vs. S1_SB3 | 0.011 | 0.009 | 0.001 | 0.011 | 0.004 |
| SB4_SB5 vs. S1_SB3 | 0.002 | 0.000 | 0.000 | 0.131 | 1.000 |
| Interaction | Group | ||
|---|---|---|---|
| REF + SB4_SB5_M | SB3_M + S1_SB3_M | SB3_SB5_M | |
| −0.264 | 0.521 * | 0.825 * | |
| 0.244 | 0.567 * | 0.826 * | |
| 0.504 * | 0.585 * | −0.750 * | |
| 0.032 | 0.109 | −0.105 | |
| 0.104 | 0.632 * | 0.597 * | |
| 0.531 * | 0.512 * | 0.800 * | |
| 0.006 | 0.109 | 0.628 * | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vila-Cortavitarte, M.; Jato-Espino, D.; Castro-Fresno, D.; Calzada-Pérez, M.Á. Self-Healing Capacity of Asphalt Mixtures Including By-Products Both as Aggregates and Heating Inductors. Materials 2018, 11, 800. https://doi.org/10.3390/ma11050800
Vila-Cortavitarte M, Jato-Espino D, Castro-Fresno D, Calzada-Pérez MÁ. Self-Healing Capacity of Asphalt Mixtures Including By-Products Both as Aggregates and Heating Inductors. Materials. 2018; 11(5):800. https://doi.org/10.3390/ma11050800
Chicago/Turabian StyleVila-Cortavitarte, Marta, Daniel Jato-Espino, Daniel Castro-Fresno, and Miguel Á. Calzada-Pérez. 2018. "Self-Healing Capacity of Asphalt Mixtures Including By-Products Both as Aggregates and Heating Inductors" Materials 11, no. 5: 800. https://doi.org/10.3390/ma11050800
APA StyleVila-Cortavitarte, M., Jato-Espino, D., Castro-Fresno, D., & Calzada-Pérez, M. Á. (2018). Self-Healing Capacity of Asphalt Mixtures Including By-Products Both as Aggregates and Heating Inductors. Materials, 11(5), 800. https://doi.org/10.3390/ma11050800