A Study on Drilling High-Strength CFRP Laminates: Frictional Heat and Cutting Temperature





Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece Specimens
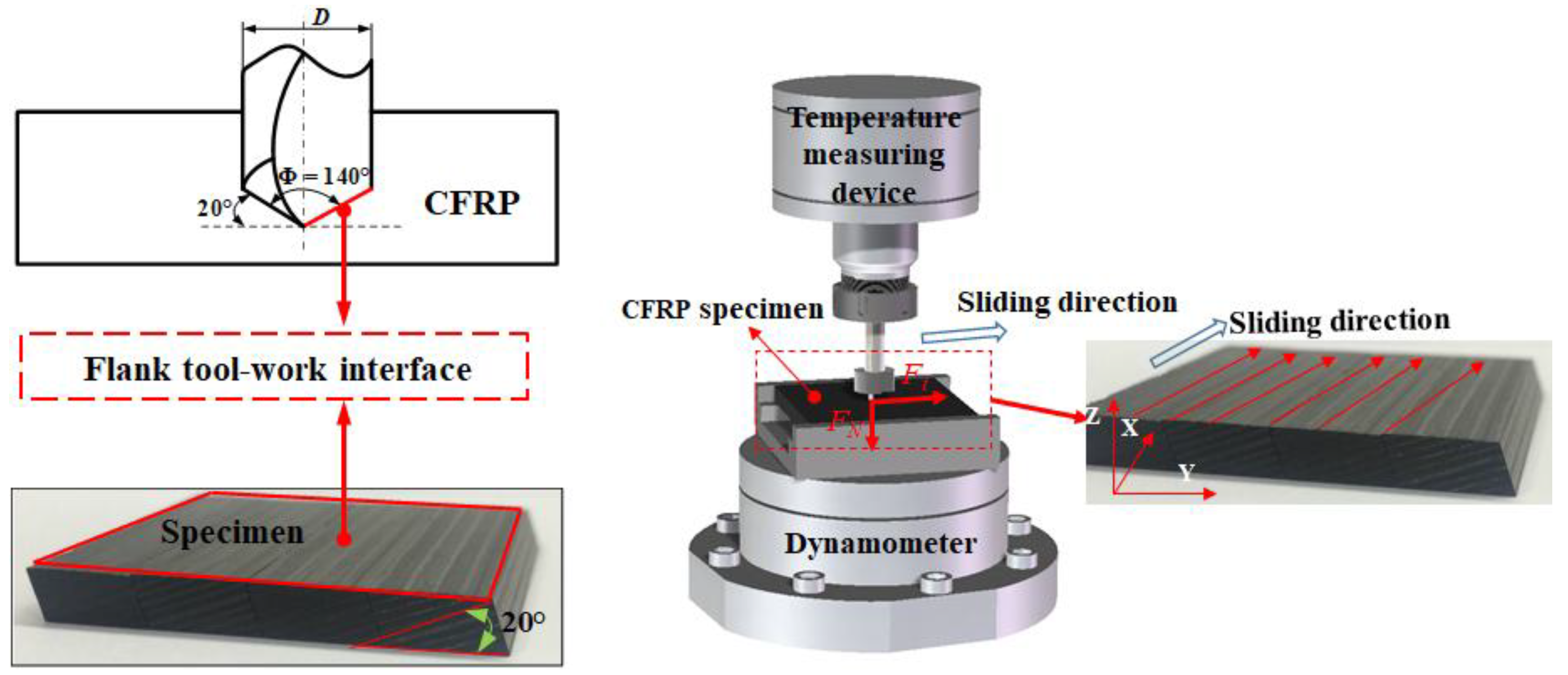
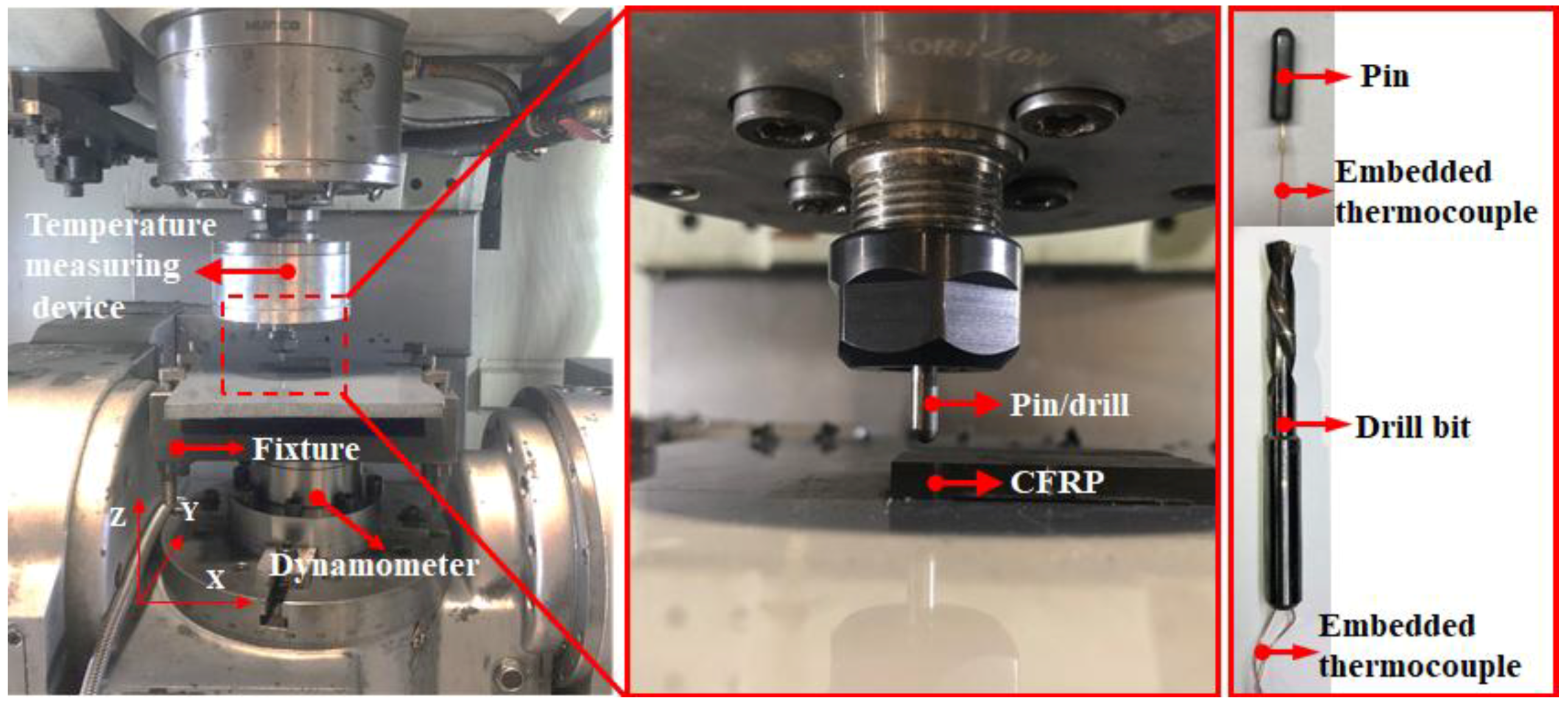
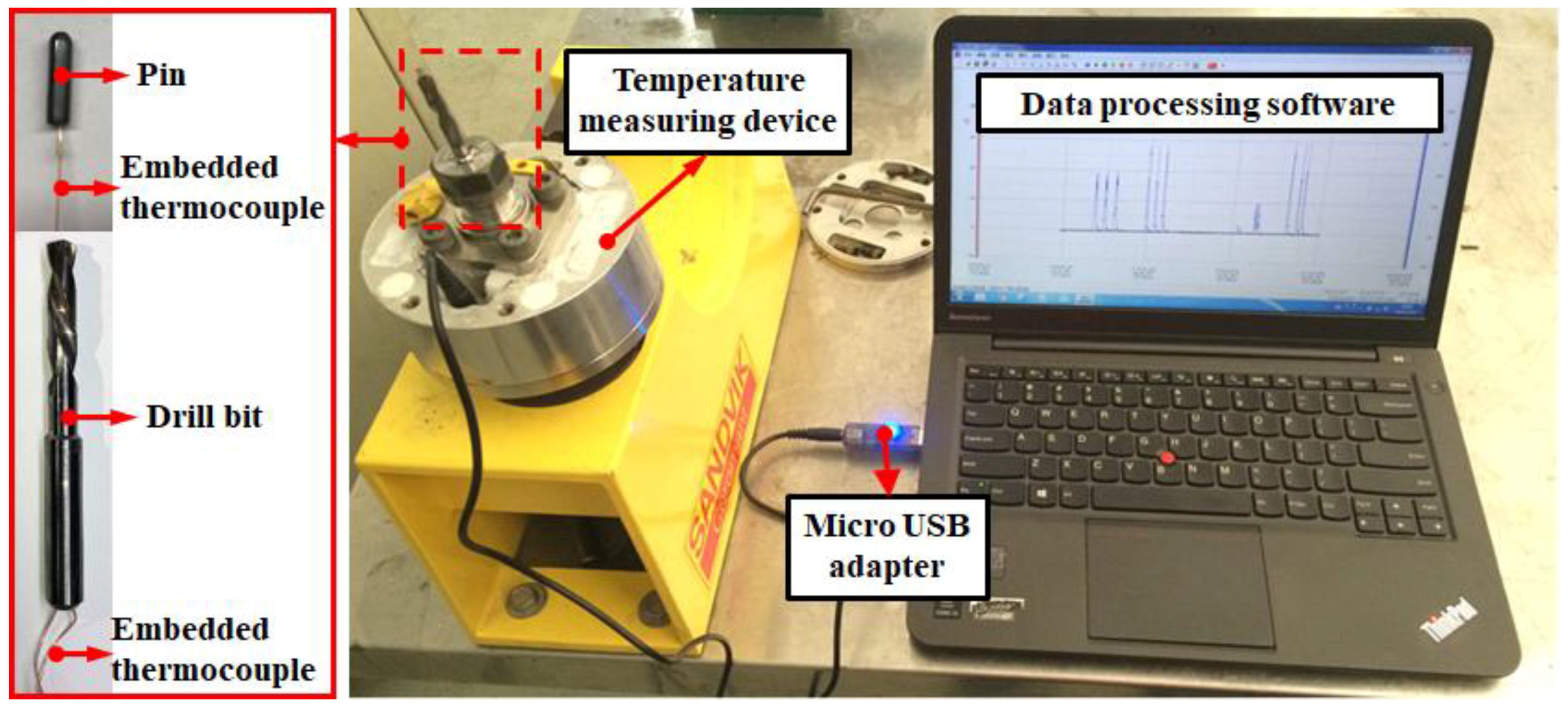
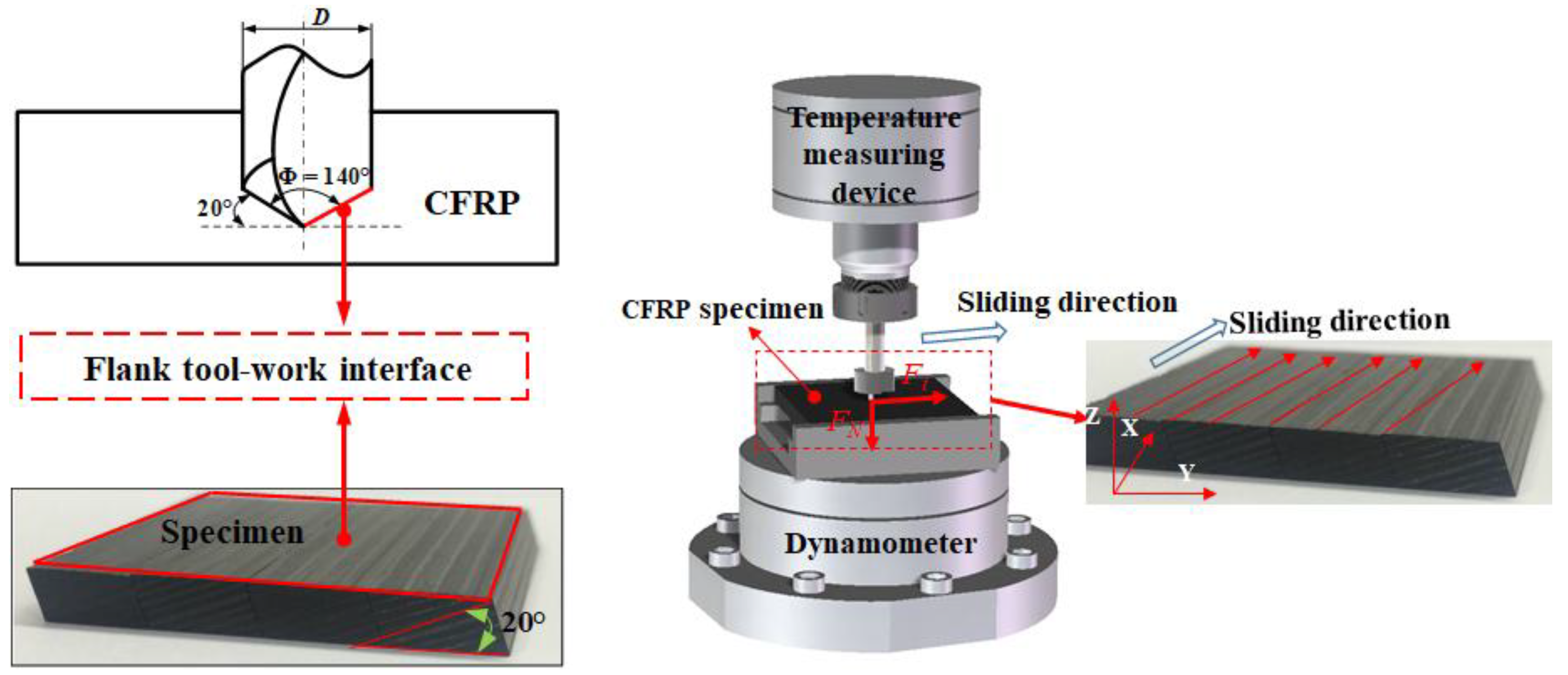
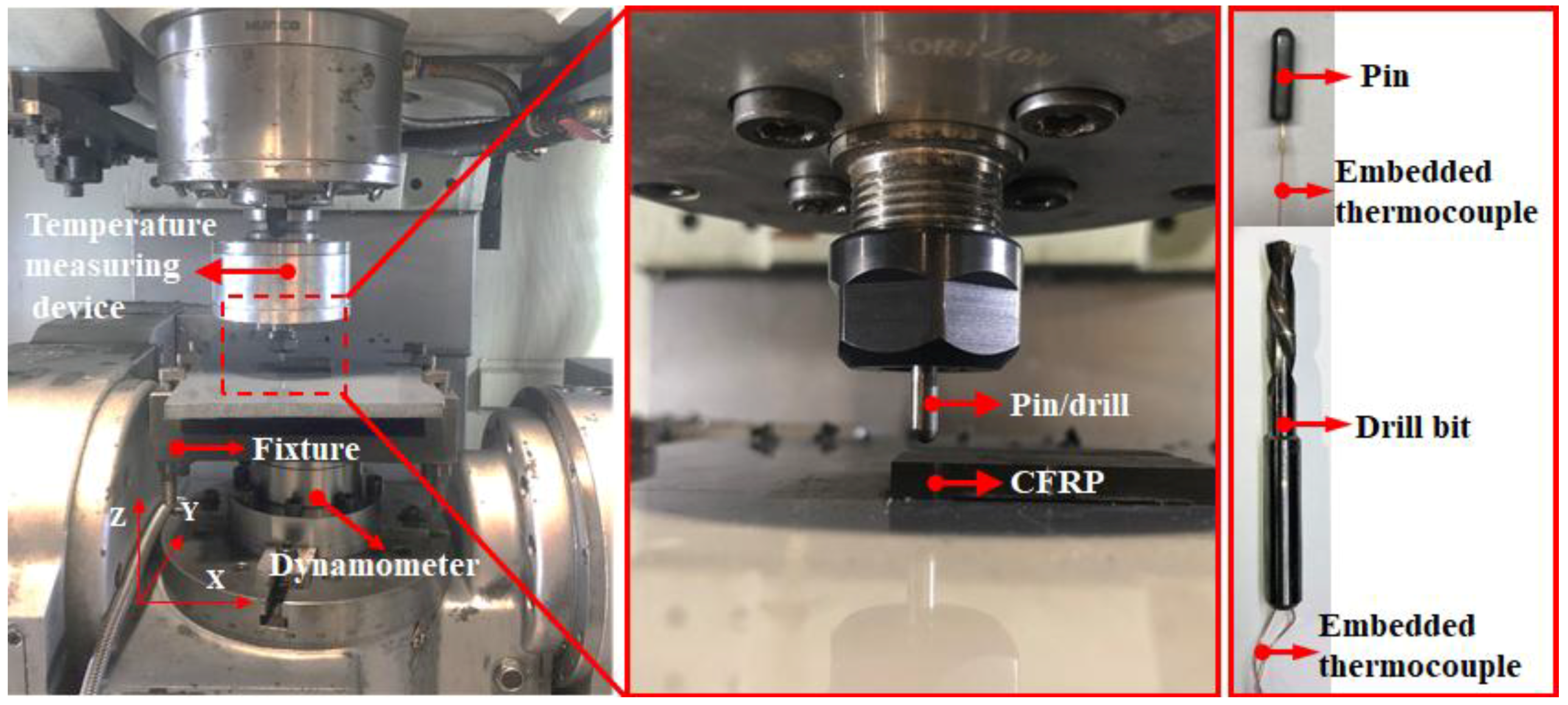
2.2. Experimental Setup
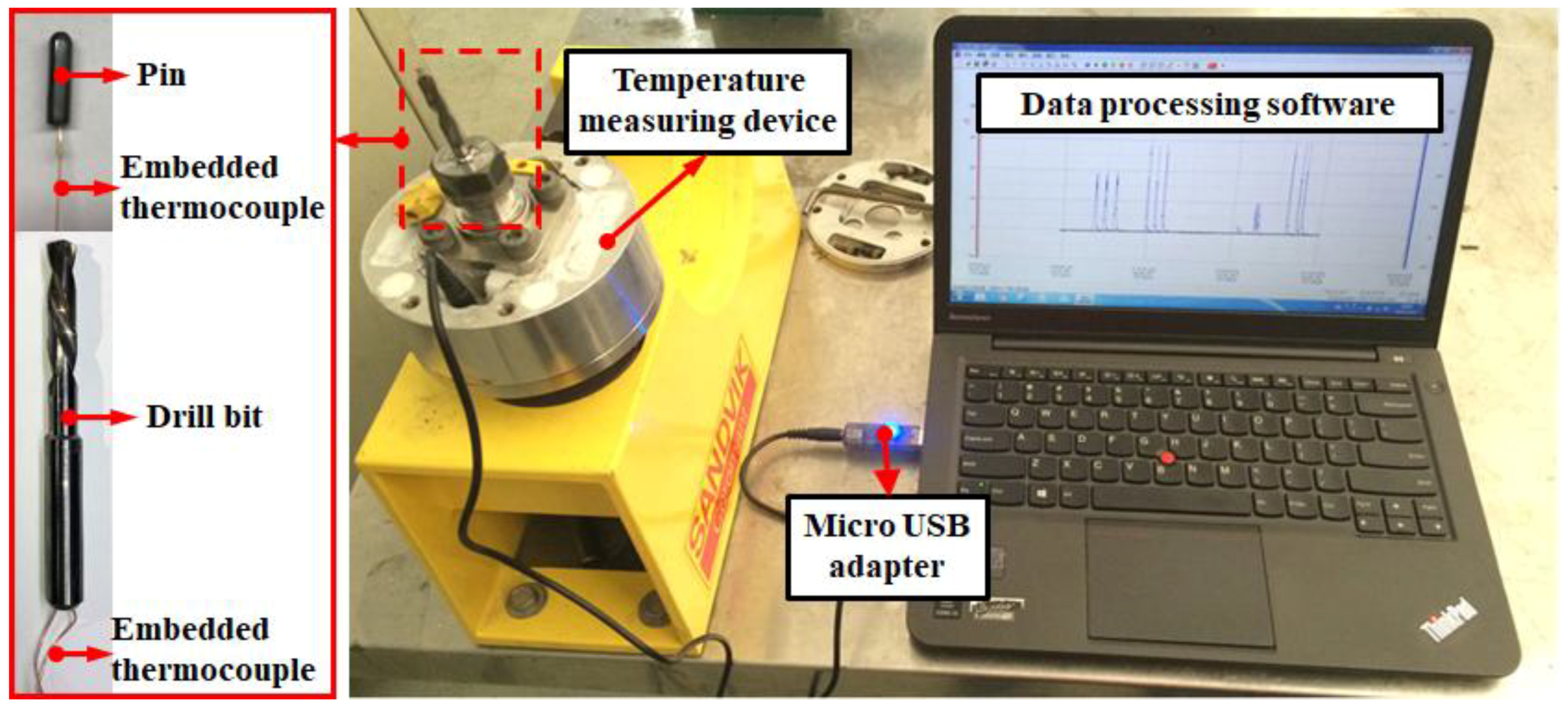
2.3. Temperature Measurement
2.4. Experimental Details
2.4.1. Drilling Tests
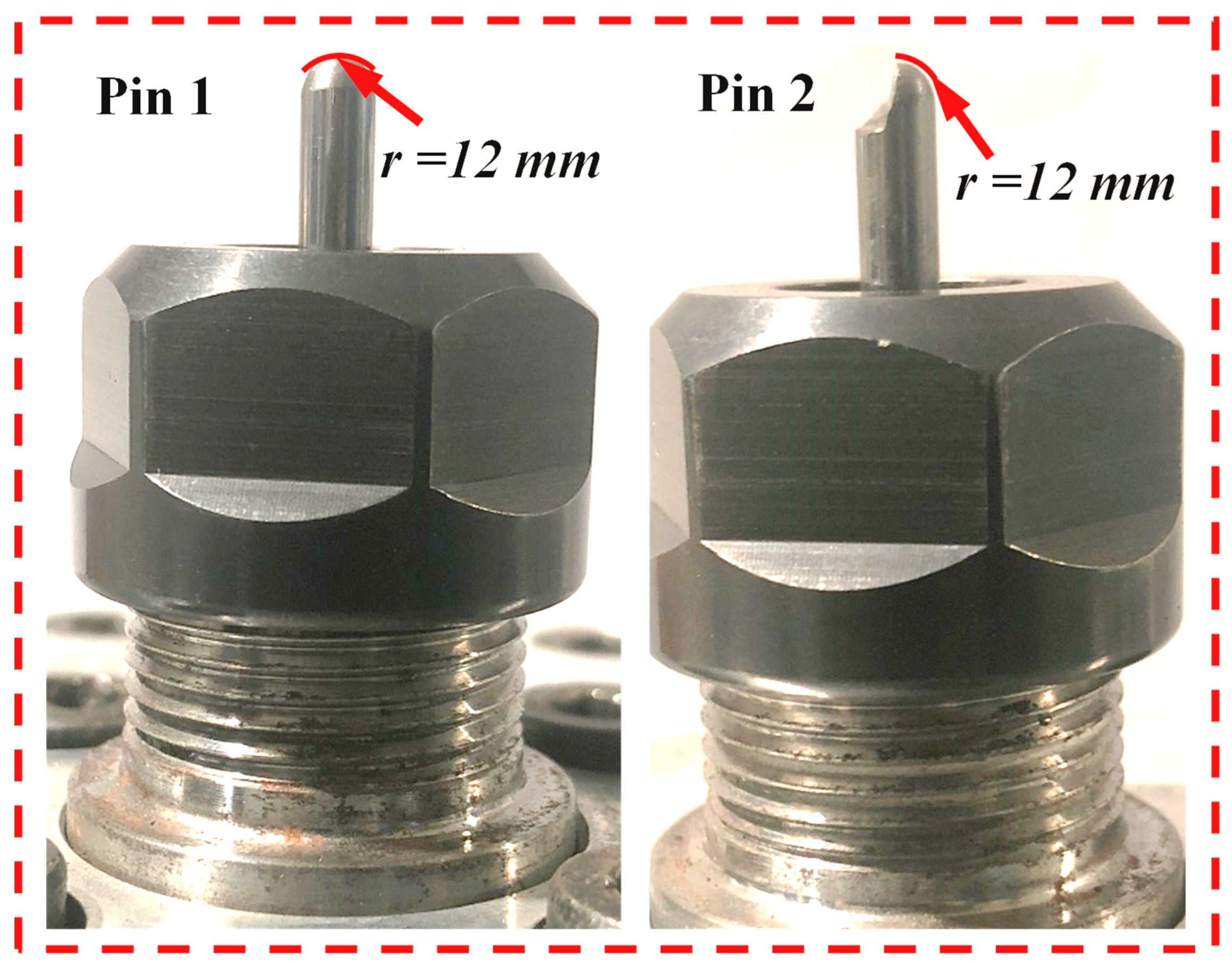
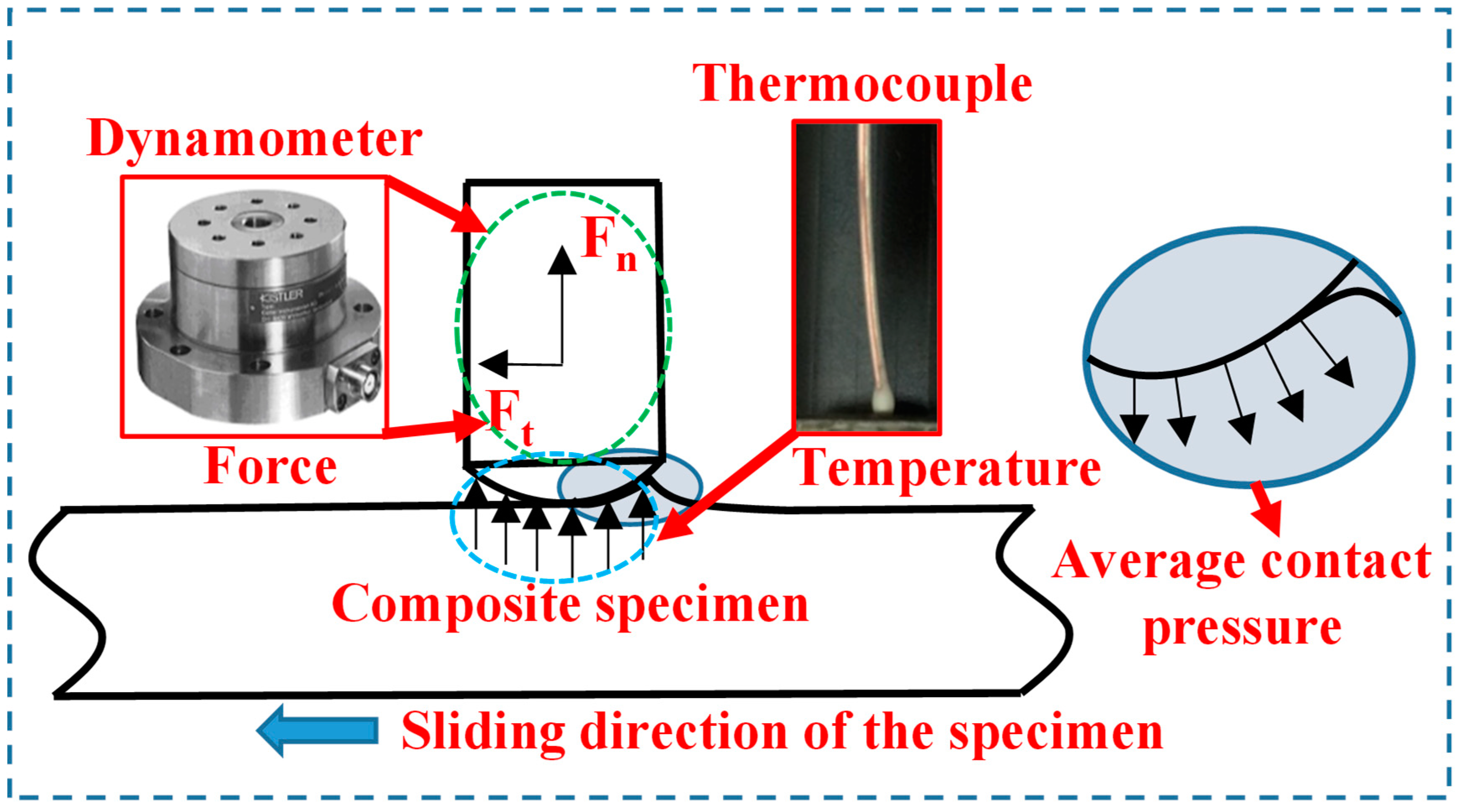
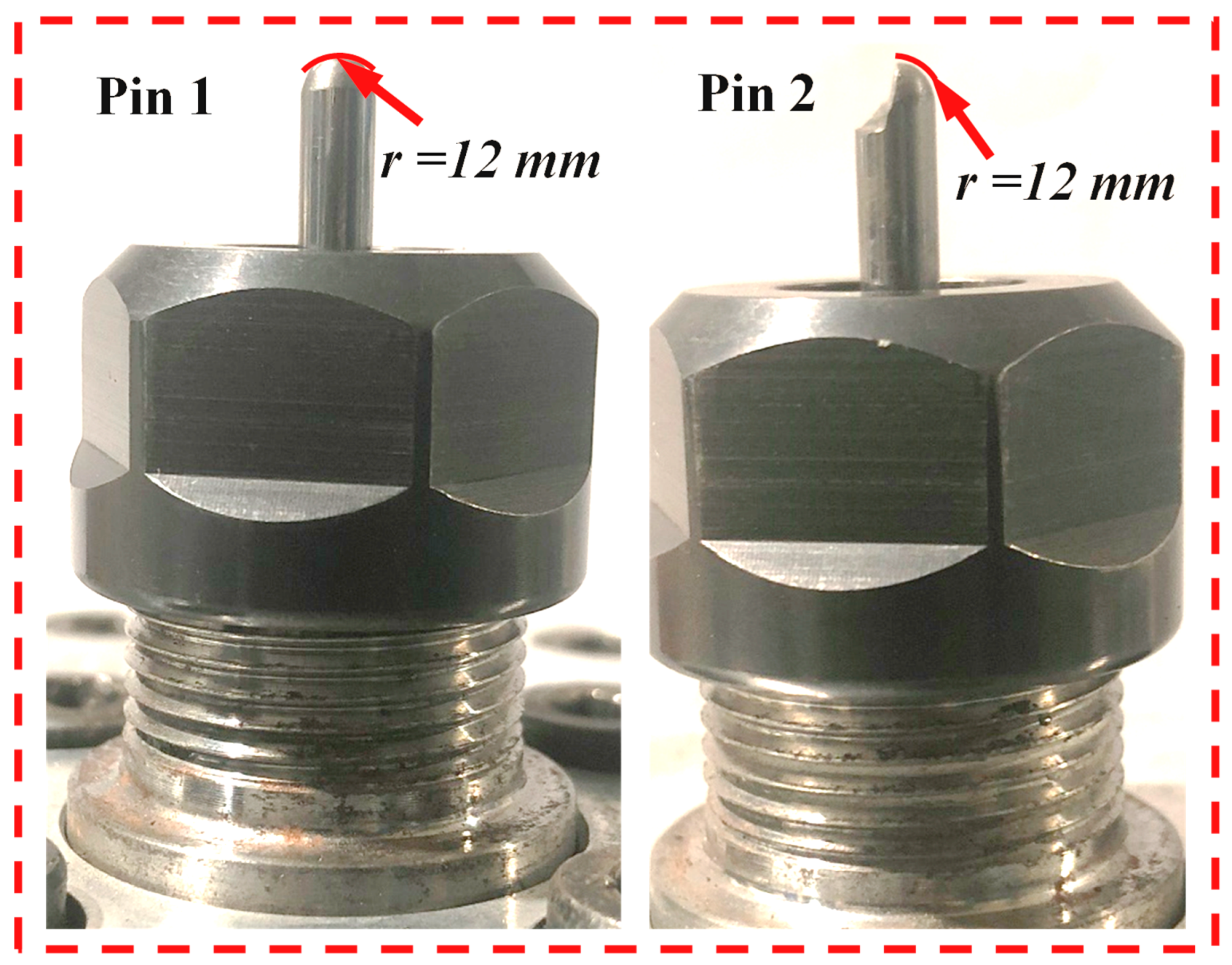
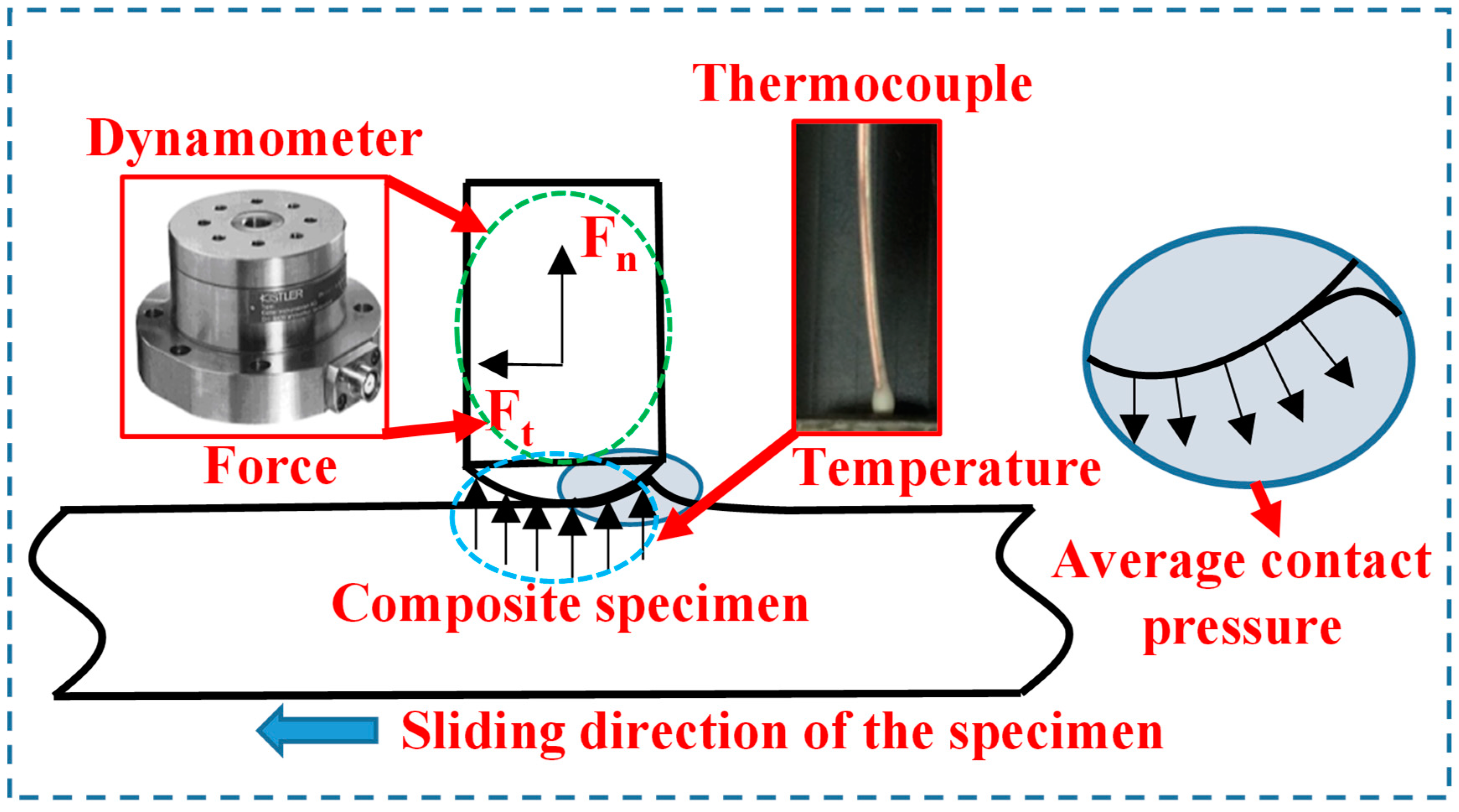
2.4.2. Pin-on-Disc Tests
2.5. Predictions of the Friction-induced Temperatures
2.5.1. Modeling of Interfacial Friction Coefficients
2.5.2. Analytical Predictions of the Friction-induced Heat
- The frictional heat model was considered as a plane thermal source case.
- The average velocity of the main cutting edges was used in the model and the chisel edge length was neglected.
- The fracture-induced heat arising from two main fracture zones and the heat induced by the friction at the tool-chip contact surface were ignored.
3. Results and Discussion
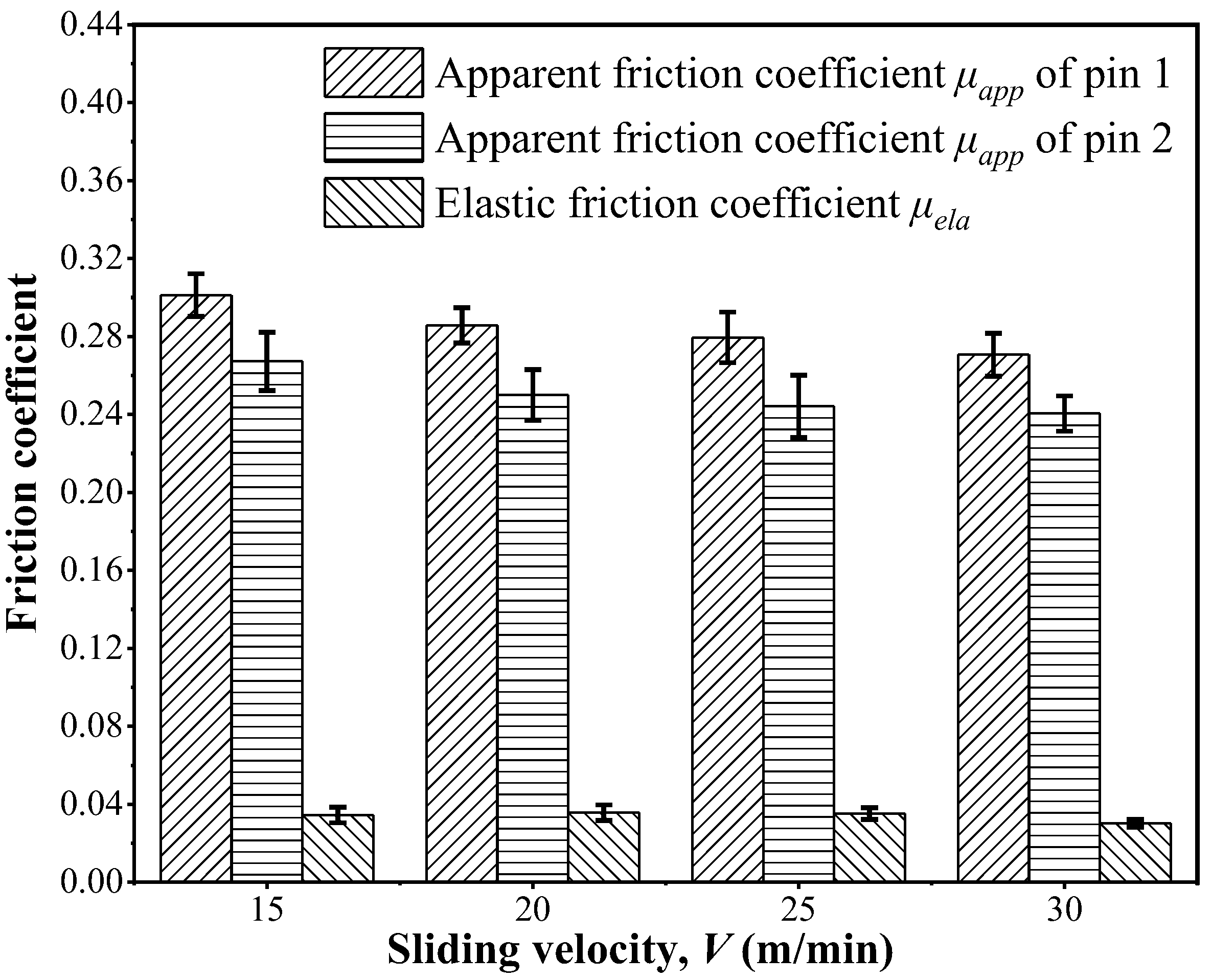
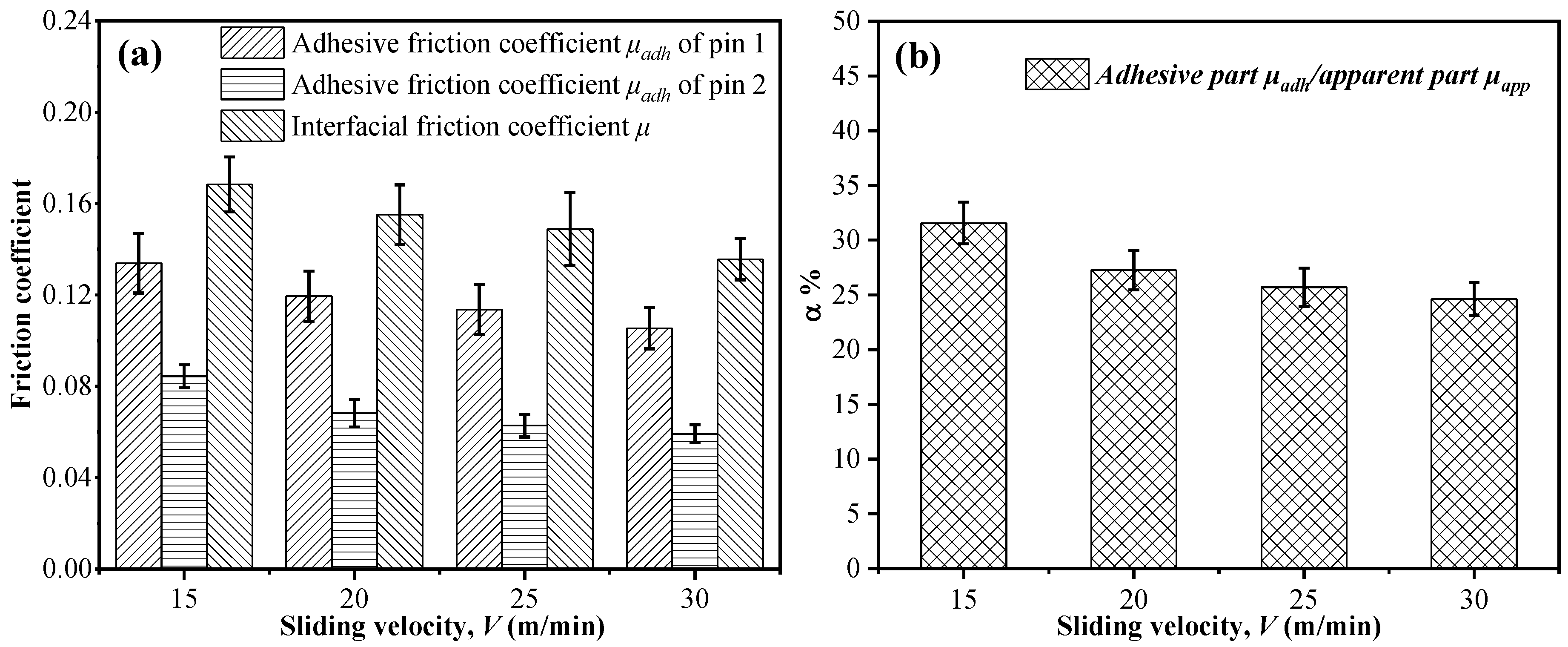
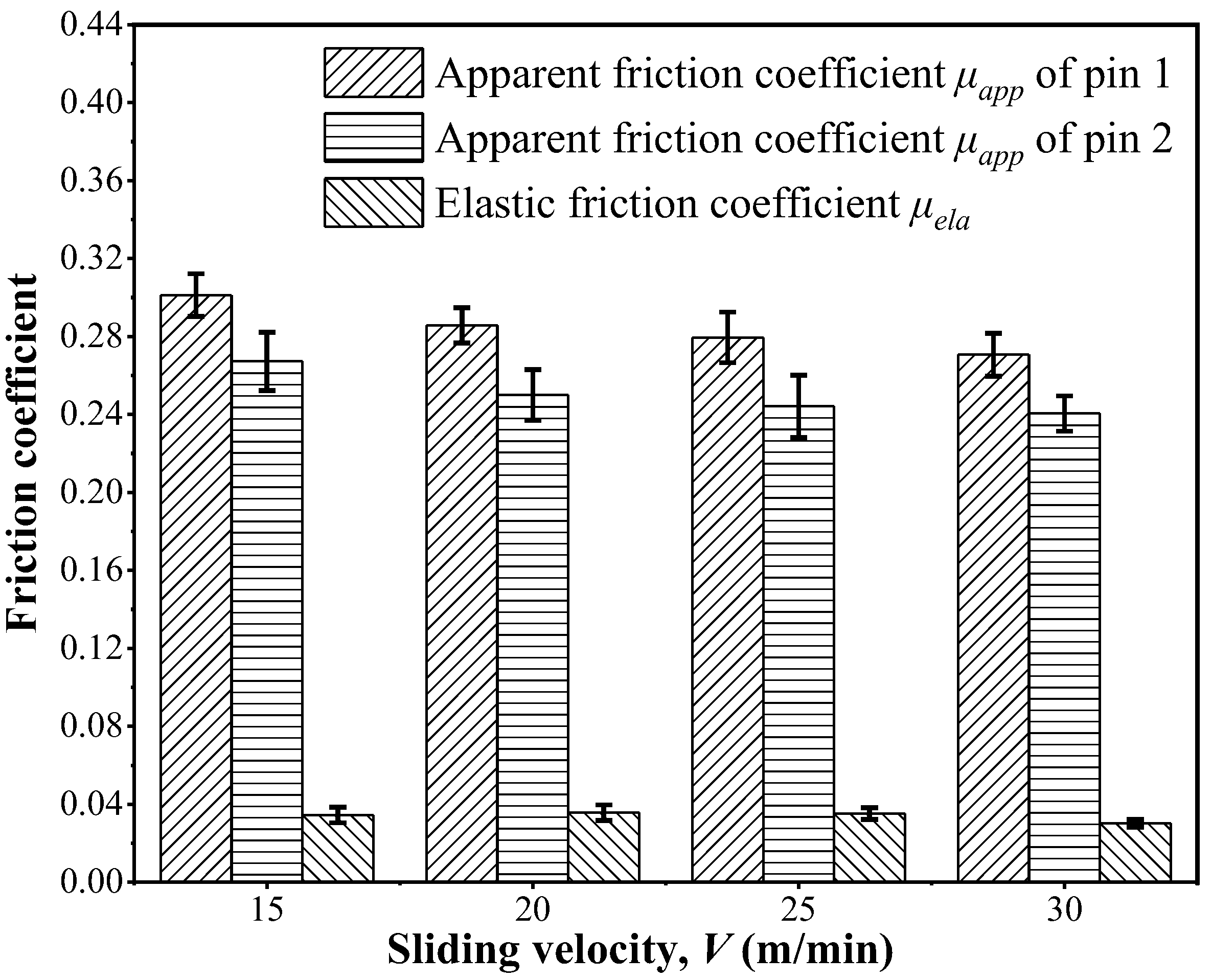
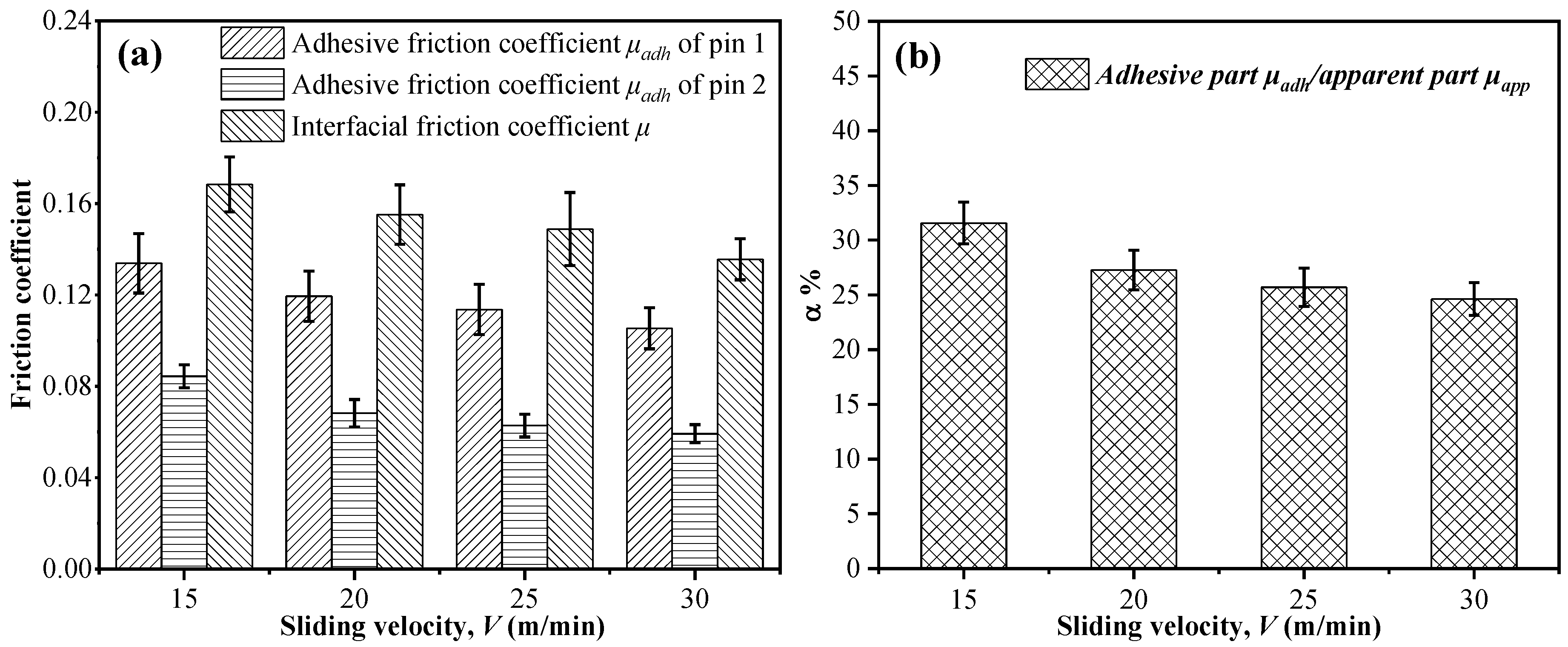
3.1. Interfacial Friction Coefficient Assessment
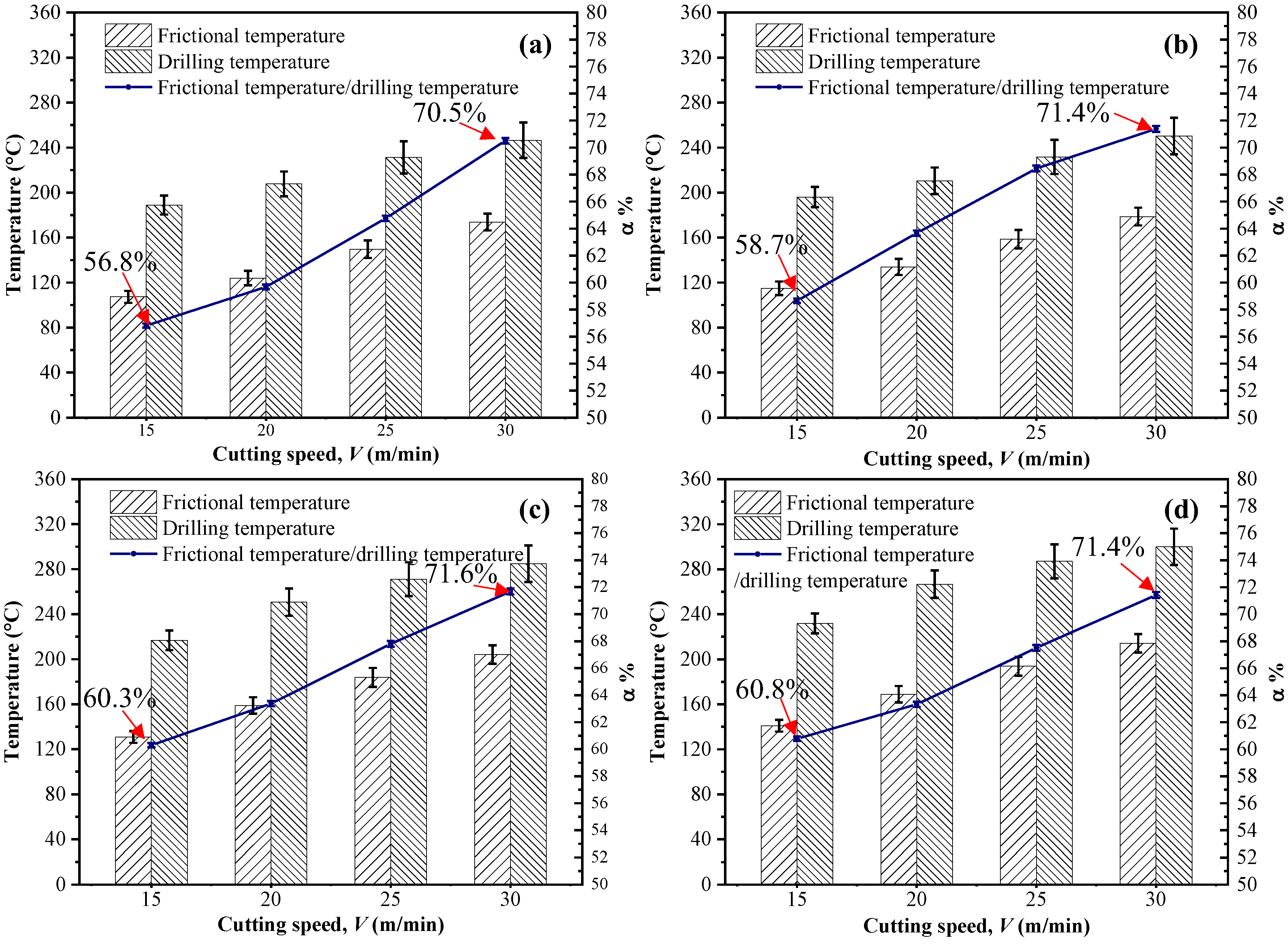
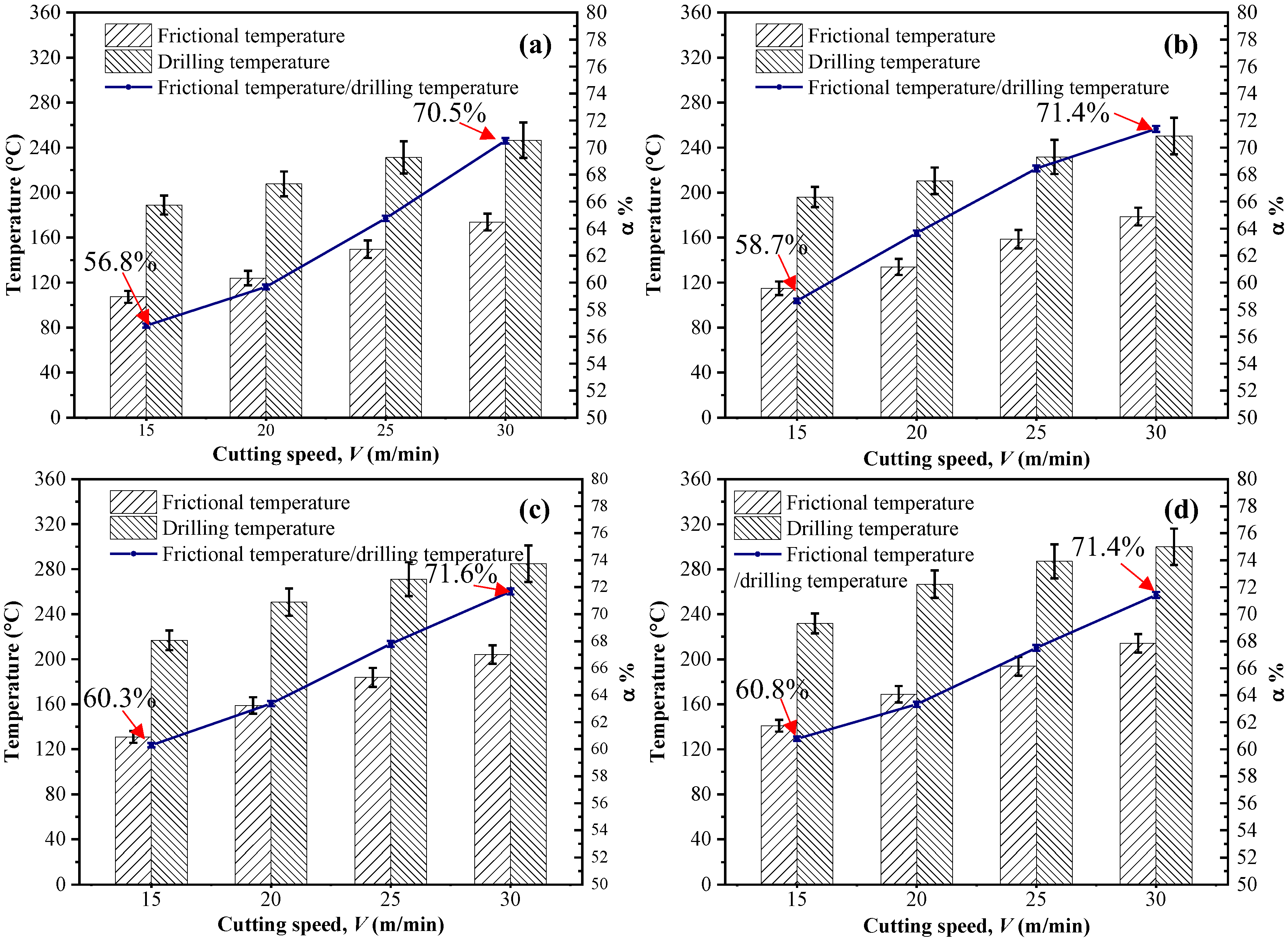
3.2. Analysis of the Friction-induced Heat
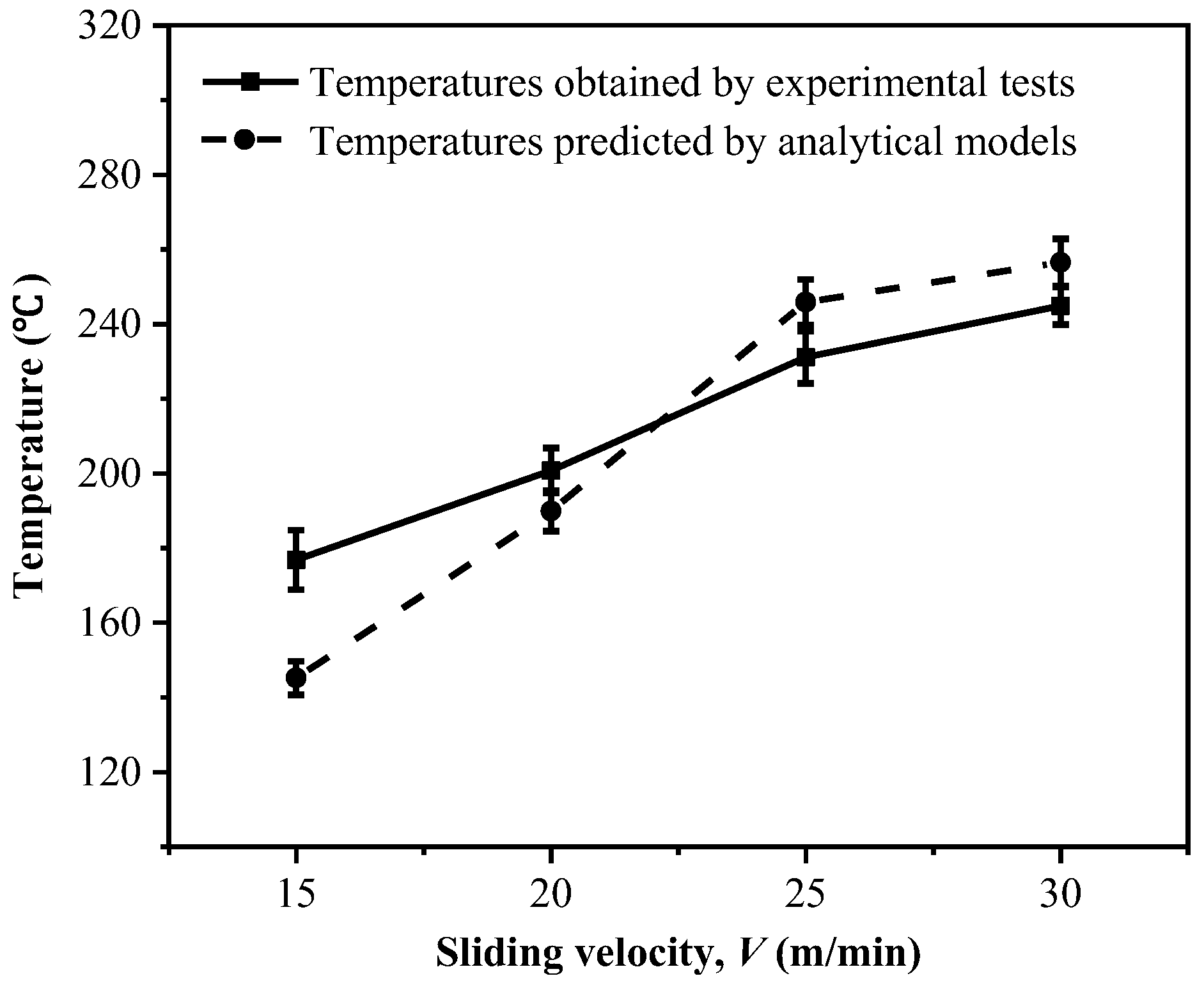
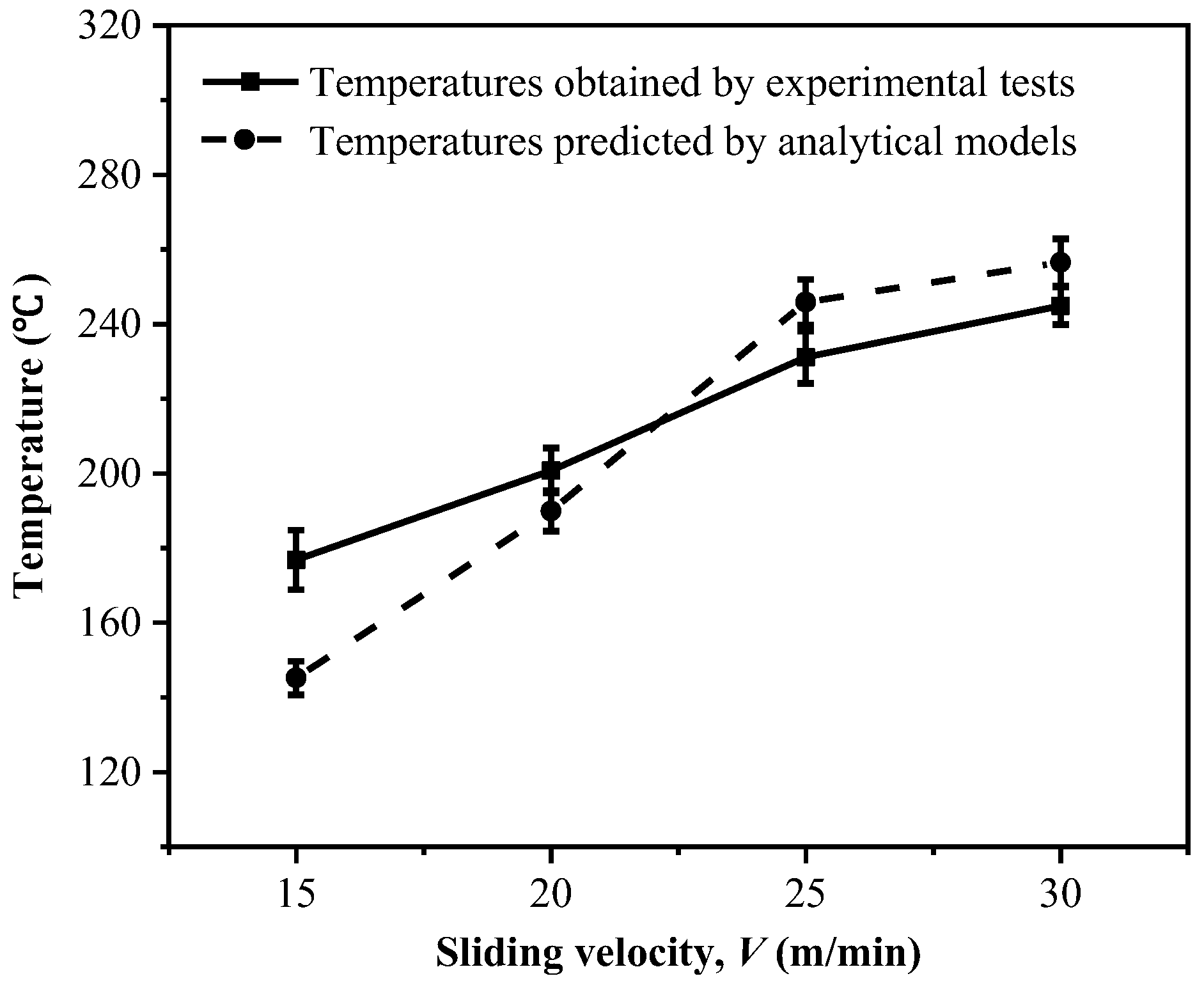
3.3. Drilling Temperature
4. Conclusions
- The interfacial friction coefficient shows a high sensitivity to the input drilling variables. Increasing the sliding velocity tends to reduce the magnitudes of both the μapp and μadh due to the effects of thermal softening.
- The established analytical model can be used to predict the drilling temperatures of the tool-work interface under the condition of low feed rates. The experimental investigation confirms the presence of the contribution of the elastic recovery phenomenon to the interfacial friction coefficient, and the dominant source of heat generation when drilling CFRP composites is the friction taking place at the tool-work interaction zone, which contributes a percentage of around 71.6% to the overall drilling temperatures particularly under the cutting conditions of Vc = 30 m/min and f = 0.03 mm/rev. To reduce the temperature of the flank tool-work surface, low cutting speeds and high feed rates, as well as the efficient geometry design of tools should be adopted.
Author Contributions
Funding
Conflicts of Interest
References
- Che, D.; Saxena, I.; Han, P.; Guo, P.; Ehmann, K.F. Machining of carbon fiber reinforced plastics/polymers: A literature review. J. Manuf. Sci. Eng.-Trans. ASME 2014, 136, 034001. [Google Scholar] [CrossRef]
- Gaugel, S.; Sripathy, P.; Haeger, A.; Meinhard, D.; Bernthaler, T.; Lissek, F.; Kaufeld, M.; Knoblauch, V.; Schneider, G. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 2016, 155, 173–183. [Google Scholar] [CrossRef]
- Shyha, I.S.; Aspinwall, D.K.; Soo, S.L.; Bradley, S. Drill geometry and operating effects when cutting small diameter holes in CFRP. Int. J. Mach. Tools Manuf. 2009, 49, 1008–1014. [Google Scholar] [CrossRef]
- Gautam, G.D.; Pandey, A.K. Pulsed Nd:YAG laser beam drilling: A review. Opt. Laser Technol. 2018, 100, 183–215. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Phapale, K.; Singh, R.; Patil, S.; Singh, R.K.P. Delamination characterization and comparative assessment of delamination control techniques in abrasive water jet drilling of CFRP. Procedia Manuf. 2016, 5, 521–535. [Google Scholar] [CrossRef]
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R.; El-Hofy, H. Abrasive water jet machining of multidirectional CFRP laminates. Procedia CIRP 2018, 68, 535–540. [Google Scholar] [CrossRef]
- Wang, J.; Zha, H.; Feng, P.; Zhang, J. On the mechanism of edge chipping reduction in rotary ultrasonic drilling: A novel experimental method. Precis. Eng. 2016, 44, 231–235. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, A.; Singh, I. Electric discharge drilling of micro holes in CFRP laminates. J. Mater. Process. Technol. 2018, 259, 150–158. [Google Scholar] [CrossRef]
- Govindan, P.; Joshi, S.S. Experimental characterization of material removal in dry electrical discharge drilling. Int. J. Mach. Tools Manuf. 2010, 50, 431–443. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. Effects of special drill bits on drilling-induced delamination of composite materials. Int. J. Mach. Tools Manuf. 2006, 46, 1403–1416. [Google Scholar] [CrossRef]
- Geier, N.; Szalay, T. Optimisation of process parameters for the orbital and conventional drilling of uni-directional carbon fibre-reinforced polymers (UD-CFRP). Measurement 2017, 110, 319–334. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann.Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Zitoune, R.; Collombet, F. Numerical prediction of the thrust force responsible of delamination during the drilling of the long-fibre composite structures. Compos. Pt. A Appl. Sci. Manuf. 2007, 38, 858–866. [Google Scholar] [CrossRef]
- Zemann, R.; Sacherl, J.; Hake, W.; Bleicher, F. New measurement processes to define the quality of machined fibre reinforced polymers. Procedia Eng. 2015, 100, 636–645. [Google Scholar] [CrossRef]
- Chatterjee, A. Thermal degradation analysis of thermoset resins. J. Appl. Polym. Sci. 2010, 114, 1417–1425. [Google Scholar] [CrossRef]
- Samy, G.; Kumaran, S.T. Measurement and analysis of temperature, thrust force and surface roughness in drilling of AA (6351)-B4C composite. Measurement 2017, 103, 1–9. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Fangmann, S.; Rentsch, R. Drilling of composites and resulting surface integrity. CIRP Ann. Manuf. Technol. 2011, 60, 57–60. [Google Scholar] [CrossRef]
- Le Coz, G.; Marinescu, M.; Devillez, A.; Dudzinski, D.; Velnom, L. Measuring temperature of rotating cutting tools: Application to MQL drilling and dry milling of aerospace alloys. Appl. Therm. Eng. 2012, 36, 434–441. [Google Scholar] [CrossRef]
- Kerrigan, K.; Thil, J.; Hewison, R.; O’Donnell, G.E. An integrated telemetric thermocouple sensor for process monitoring of CFRP milling operations. Procedia CIRP 2012, 1, 449–454. [Google Scholar] [CrossRef]
- Davies, M.A.; Ueda, T.; M’Saoubi, R.; Mullany, B.; Cooke, A.L. On the measurement of temperature in material removal processes. CIRP Ann.Manuf. Technol. 2007, 56, 581–604. [Google Scholar] [CrossRef]
- Sato, M.; Aoki, T.; Tanaka, H.; Takeda, S. Variation of temperature at the bottom surface of a hole during drilling and its effect on tool wear. Int. J. Mach. Tools Manuf. 2013, 68, 40–47. [Google Scholar] [CrossRef]
- Tian, T.; Cole, K.D. Anisotropic thermal conductivity measurement of carbon-fiber/epoxy composite materials. Int. J. Heat Mass Transf. 2012, 55, 6530–6537. [Google Scholar] [CrossRef]
- Merino-Pérez, J.L.; Royer, R.; Ayvar-Soberanis, S.; Merson, E.; Hodzic, A. On the temperatures developed in CFRP drilling using uncoated WC-Co tools Part I: Workpiece constituents, cutting speed and heat dissipation. Compos. Struct. 2015, 123, 161–168. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; El Mansori, M.; Liu, G.; Chen, M. Study on the frictional heat at tool-work interface when drilling CFRP composites. Procedia Manuf. 2018, 26, 415–423. [Google Scholar] [CrossRef]
- Shyha, I.S.; Soo, S.L.; Aspinwall, D.K.; Bradley, S.; Perry, R.; Harden, P.; Dawson, S. Hole quality assessment following drilling of metallic-composite stacks. Int. J. Mach. Tools Manuf. 2011, 51, 569–578. [Google Scholar] [CrossRef]
- Klinkova, O.; Rech, J.; Drapier, S.; Bergheau, J.-M. Characterization of friction properties at the workmaterial/cutting tool interface during the machining of randomly structured carbon fibers reinforced polymer with carbide tools under dry conditions. Tribol. Int. 2011, 44, 2050–2058. [Google Scholar] [CrossRef]
- Mondelin, A.; Furet, B.; Rech, J. Characterisation of friction properties between a laminated carbon fibres reinforced polymer and a monocrystalline diamond under dry or lubricated conditions. Tribol. Int. 2010, 43, 1665–1673. [Google Scholar] [CrossRef]
- Rech, J.; Arrazola, P.J.; Claudin, C.; Courbon, C.; Pusavec, F.; Kopac, J. Characterisation of friction and heat partition coefficients at the tool-work material interface in cutting. CIRP Ann.Manuf. Technol. 2013, 62, 79–82. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles, 2nd ed.; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Tensile Modulus (GPa) | Compressive Modulus (MPa) | Thermal Conductivity (W/(m⋅K)) | Specific Heat Capacity J/(kg⋅K) |
|---|---|---|---|---|---|
| T800/X850 | 1.6 | 180 | 160 | ~15.10 × 10−2 | 0.18 |
| Cutting speed, Vc (m/min) | 15, 20, 25 and 30 |
| Feed rate, f (mm/rev) | 0.01, 0.02, 0.03 and 0.04 |
| Cutting Environment | Dry Conditions |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Li, C.; Dang, J.; El Mansori, M.; Ren, F. A Study on Drilling High-Strength CFRP Laminates: Frictional Heat and Cutting Temperature. Materials 2018, 11, 2366. https://doi.org/10.3390/ma11122366
Xu J, Li C, Dang J, El Mansori M, Ren F. A Study on Drilling High-Strength CFRP Laminates: Frictional Heat and Cutting Temperature. Materials. 2018; 11(12):2366. https://doi.org/10.3390/ma11122366
Chicago/Turabian StyleXu, Jinyang, Chao Li, Jiaqiang Dang, Mohamed El Mansori, and Fei Ren. 2018. "A Study on Drilling High-Strength CFRP Laminates: Frictional Heat and Cutting Temperature" Materials 11, no. 12: 2366. https://doi.org/10.3390/ma11122366
APA StyleXu, J., Li, C., Dang, J., El Mansori, M., & Ren, F. (2018). A Study on Drilling High-Strength CFRP Laminates: Frictional Heat and Cutting Temperature. Materials, 11(12), 2366. https://doi.org/10.3390/ma11122366