1. Introduction
Titanium alloys were developed in the middle of the 20th century and are key metal materials, because titanium has a lower density, better corrosion resistance, and higher strength than many other metals. They are widely used in the design and manufacture of aeroengine compressor blades, integral blades, and fan blades, because of their high heat resistance and other excellent properties [
1]. China’s Shenzhou series spacecraft and the recent, independently developed domestic passenger plane C919 indicate that China has become a significantly space-focused country, and the amount of titanium alloys used in the aerospace and other manufacturing fields is increasing year by year, with alloys playing an increasingly important role. It has become an important basis for judging the advanced nature of major aerospace parts and equipment; the service life of these key parts made from titanium alloys is closely related to the service life and quality of these important achievements, and the most common failure form is fatigue failure [
2] (low cycle fatigue and high cycle fatigue) under service conditions. Therefore, it is of great practical significance to analyze the fatigue life of titanium alloys.
As is well-known, the reasonable distribution of residual stress on mechanical parts is of great significance to improve its performance. It is especially suitable for the components bearing an alternate load [
3]. Bhaumik et al. [
4] found that about 60% of the in-service faults of aerospace components are caused by fatigue, and the surface integrity characteristics, such as residual stress, have a great influence on the fatigue life of aeronautic and spaceflight components. It is very important to explore the influence law guiding engineering practice. However, the mechanism of the influence of abrasive belt grinding on the fatigue life of titanium alloys has not been grasped presently. Therefore, it is difficult to guide the formulation of the evaluation standard of surface characteristics for the optimization of the fatigue life of titanium alloys.
In their research on surface integrity in titanium alloy grinding, Bigerelle et al. [
5,
6] proposed a method to characterize surface roughness in the process of tool wear, and a series of roughness process parameters were used to characterize the surface integrity, processing dynamics, and mechanical properties. In addition, the fractal model of the wearing process in polishing and the model of the machining process with polishing were established. Jourani et al. [
7] studied the relationship between the abrasive belt structure and surface quality, and analyzed the physical mechanism of abrasive belt grinding and polishing. The mathematical model of the process of material removal on the surface of the parts was established. Segreto [
8] applied the traditional extraction method based on statistics, and the feature extraction method based on wavelet packet transform to the sensor signal detected in the polishing process. The surface roughness level of polished parts was determined. Eriksen et al. [
9] combined the traditional tool manufacturing process and a new robot-assisted polishing method to form multifunctional surfaces.
Xiao et al. [
10] analyzed the influence of the abrasive belt size and rough grinding pressure on the grinding surface roughness, work hardening, metallographic structure, and residual stress of a titanium alloy blade’s abrasive belt using experiments, and established a regression model of the surface roughness. Zhao [
11] studied the prediction of the blade surface roughness and the model of parameter optimization in the polishing of flexible abrasive tools. The model obtained by the experiments could improve the surface roughness by 25%. Xiao et al. [
12,
13] studied the adaptive belt grinding method for the edge of aeronautical blades, and analyzed the surface roughness after belt grinding. The results showed that after belt grinding, the surface roughness is less than 0.25 μm, and the surface is under compressive stress. Dong et al. [
14] ground a titanium alloy by using two kinds of microcrystalline corundum grinding wheels with large porosity and common porosity, respectively. The experimental results show that the large-porosity grinding wheel could obtain a better surface quality.
The research on surface integrity and fatigue life includes fatigue failure types, such as high and low cycle fatigue, bending fatigue, rolling contact fatigue, and so on.
Jeelani and Ramakrishnan [
15] studied the machined surface integrity and fatigue life of a Ti-6Al-2Sn-4Zr-2Mo titanium alloy. The results showed that there were many defects on the machined surface. However, the surface integrity quality of titanium alloys can be improved, and thus the service life of the part can be improved. This is due to the formation of residual compressive stress on the surface of the part, which can reach 275 MPa. The surface integrity and fatigue life of a machined Ti-Al alloy were also studied by Mantle et al. [
16] The results show that the microcracks (with a depth less than 20 μm) produced in the turning process of the titanium alloy can reduce the life of the parts. In recent years, Lee et al. [
17] and Bhaumil et al. [
18] calculated the effect of roughness on the contact fatigue using mesoscopic methods. The results showed that the fatigue properties of the materials with a roughness greater than 0.4 μm will be significantly affected. James et al. [
19] found that when the average stress is lower than the yield point of 20 MPa, there is a linear relationship between residual stress and the number of experimental cycles to fatigue.
Huang et al. [
20] studied the effect of different surface integrity qualities on the low cycle and high cycle fatigue life of a GH33A superalloy at high and normal temperatures, which provided the experimental data for the design of a new engine turbine disk. Sun and Huang [
21] studied the effect of different surface working conditions on the fatigue life of a high-strength titanium alloy. The results showed that the fatigue strength of the high-strength titanium alloy increased by about one third when a surface compressive stress layer of 250 μm was introduced. At the same time, the fatigue resistance was increased by about 70% when the surface was smooth and flat without defects. Li Kang et al. [
22] modified the surface of a TC4 titanium alloy using wet shot peening. The fatigue crack initiation position of the specimen was transferred from the surface to the region, 1 mm deep inside the specimen, thus the fatigue life of the material was improved significantly. Wang Xin et al. [
23] used ceramic shot peening to treat the ground surface of an alloy. The results show that the fatigue limit of alloy grinding decreased from 583 MPa to 465 MPa at 650 °C when the stress concentration factor was increased from Kt = 1 to Kt = 1.7. After high-strength shot peening, the fatigue limit of Kt = 1.7 returned to 530 MPa, and the low-strength shot peening had no effect on the fatigue limit of Kt = 1.7. Zhou [
24] applied the research results of a laser impact composite strengthening mechanism to the turbine blade of a certain aeroengine, and focused on the application of turbine blade tenon. The fatigue life of the turbine blade at high and low temperatures was improved by 379%.
From the above, it can be seen that the research on the influence of the surface integrity and of the surface integrity on the fatigue life of titanium alloy abrasive belt grinding has been focused on the surface texture optimization, such as the working environment temperature, surface roughness, and so on. However, there is little research on residual stress on the surface of titanium alloy grinding, so it is difficult to understand the mechanism of the residual stress on the fatigue life of the grinding surface of the titanium alloy abrasive belt. The residual stress of the TC17 titanium alloy after belt grinding and its impact on fatigue life is presented here. In this study, we reveal the influence of the three main grinding parameters on residual stress, establish the characterization model of residual stress, predict the fatigue life of the TC17 bar after grinding by simulation, and carry out a fatigue experiment. The influence of various parameters on fatigue life is studied, and the experimental fracture surface is analyzed and discussed, which provides a reference for the influence of the fatigue life of titanium alloys after grinding with an abrasive belt.
3. Analysis of Surface Residual Stress Characteristics
3.1. Characterization of Surface Residual Stress Based on Titanium Alloy Belt Grinding
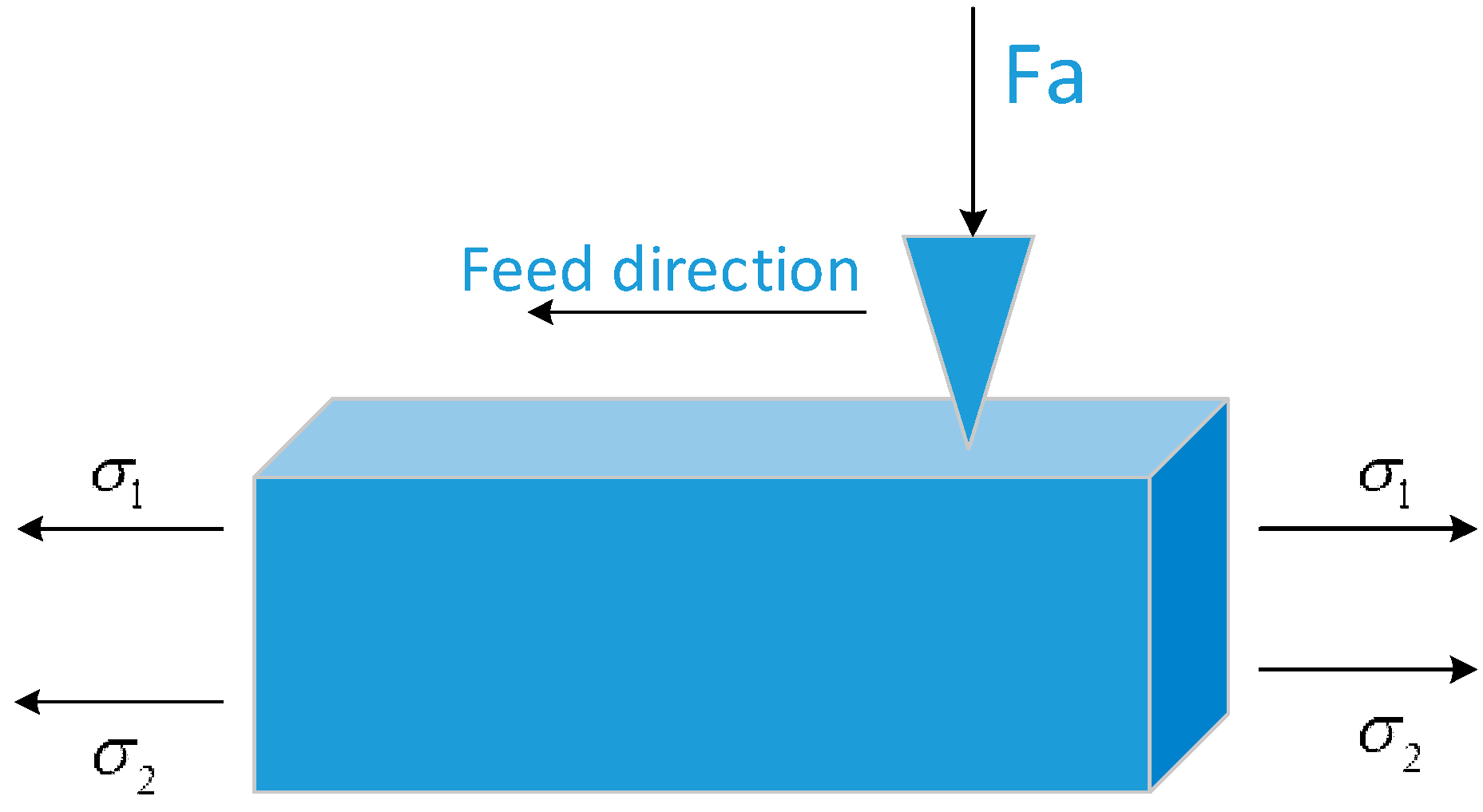
In the grinding process, the abrasive is extruded with the workpiece under the normal grinding pressure, and is fed along the axial direction at the same time, as shown in
Figure 2. In this process, because of the grinding heat and the direction of the abrasive feed extrusion, the stresses
σ1 and
σ2 are produced by the grinding heat and extrusion, respectively, and appear as a residual tensile stress state. The residual compressive stress produced when the grinding force
Fa is combined with these two stresses to obtain the final surface residual stress distribution. When the residual compressive stress produced by
Fa is greater than
σ1 and
σ2, the surface presents a state of compressive stress. Otherwise, there will be a residual tensile stress state. This is why the residual stress distribution in different states can be obtained by controlling the grinding pressure in abrasive belt grinding.
For titanium alloy polycrystalline materials, the corresponding macroscopic strain of residual stress is considered to be the sum of the lattice strain. Therefore, residual stress can be calculated by measuring the lattice strain, based on Hooke’s law and the elastic mechanics theory. The magnitude of residual stress can be calculated using the X-ray diffraction method based on Bragg’s law.
where
n is the integer representing the diffraction order,
λ is the wavelength of the X-ray,
d is the crystal plane spacing of the crystal plane, and
θ is the diffraction angle. When the contact force,
F, and stresses,
σ1 and
σ2, cause the lattice spacing,
d, to change, the diffraction angle,
θ, changes, so the change of
d can be obtained by measuring
θ, and the magnitude of stress in a certain direction can be obtained according to the elastic mechanics formula, as follows:
where
K is the stress constant and
M is measured experimentally.
In the above equations:
—Stress constant;
—Elastic modulus of the materials;
μ—Poisson’s ratio of the measured crystal planes of materials;
—Diffraction angles of materials without stress;
—Slope of 2θ to ;
ψ—Angle between the normal direction of the crystal diffraction plane and the normal line of the sample surface [
27].
For the characterization of residual stress, the forms of residual stress are different according to the different service environments of the different components. For example, the residual stress induced by the shot peening of the mechanical parts is affected by many technological parameters, including the type, size, hardness, and velocity of the projectile injection, in addition to being related to the material of the shot-peening part. The distance between the nozzle and spray surface, injection angle, shot-peening time, and coverage rate are mutually restricted. In order to measure the comprehensive effect of these parameters on residual stress, the magnitude of residual stress is usually characterized by the shot-peening strength. In the study of the rolling contact properties of materials, the influence of the gradient, magnitude, and depth of residual stress on the rolling contact properties is usually selected.
The finite element method is a very popular method that has been widely used in many fields [
28,
29,
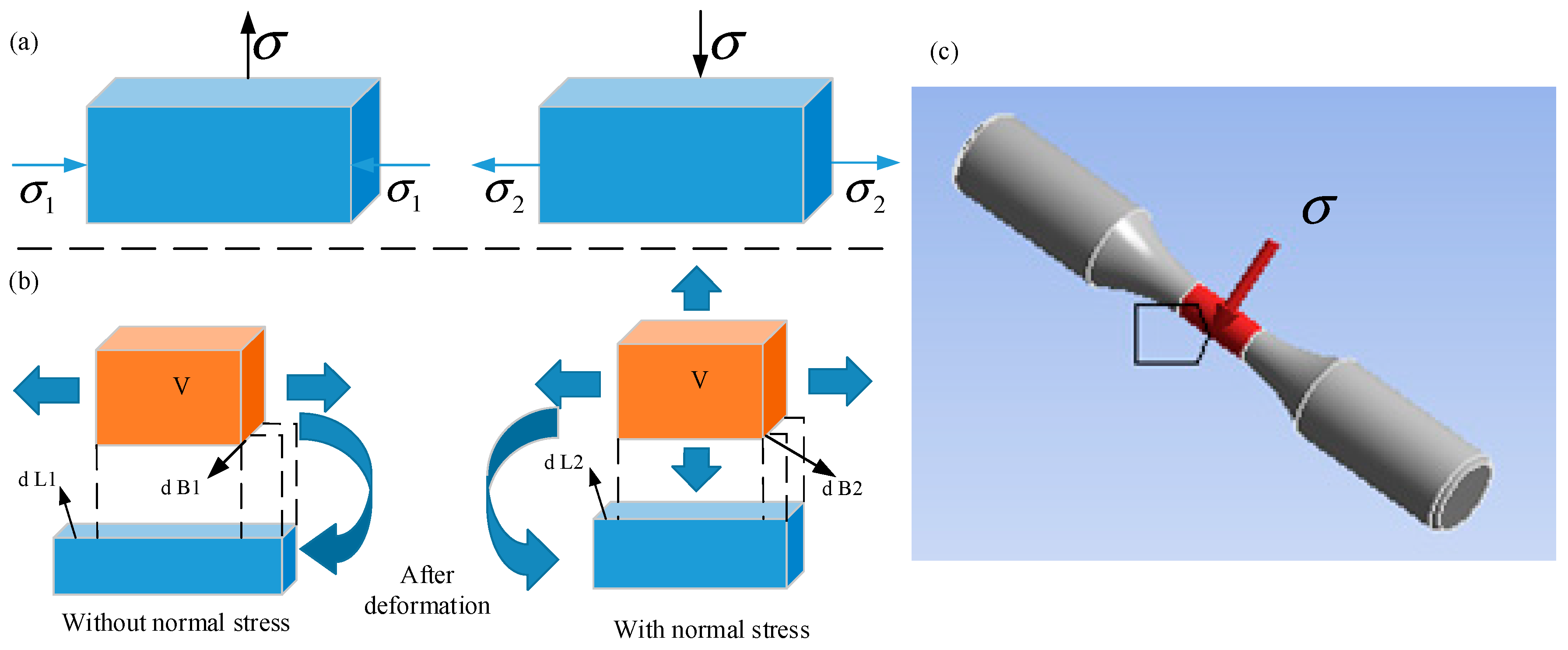
30]; thus, we have used this method in the current paper. In the simulation experiment, normal stress of a different magnitude is applied on the outer surface of the bar to characterize the residual stress of a different magnitude. When the stress is applied on the surface, the stress’s effect on the element is as shown in
Figure 3a. The distribution of the residual stress on the surface of the material is obtained by applying the normal tensile stress and the compressive stress to the surface of the material, respectively. The stress and deformation of the hexahedron mesh on the surface of the bar, subjected to tensile force, and the situation after the tensile stress loading can be seen in
Figure 3b. We can clearly see that the total deformation of the hexahedron is reduced (dL1 > dL2 and dB1 > dB2) because of the stress of the upper and lower surfaces, the damage of the tensile work is reduced, and the number of fatigue cycles is increased. So, the residual compressive stress is simulated using tensile stress in this simulation experiment.
Figure 3c shows the model with normal stress on the middle surface in the ANSYS Workbench software (ANSYS Workench 14.5, ANSYS, Canonsburg, PA, USA).
3.2. Influence of Grinding Parameters on Surface Residual Stress
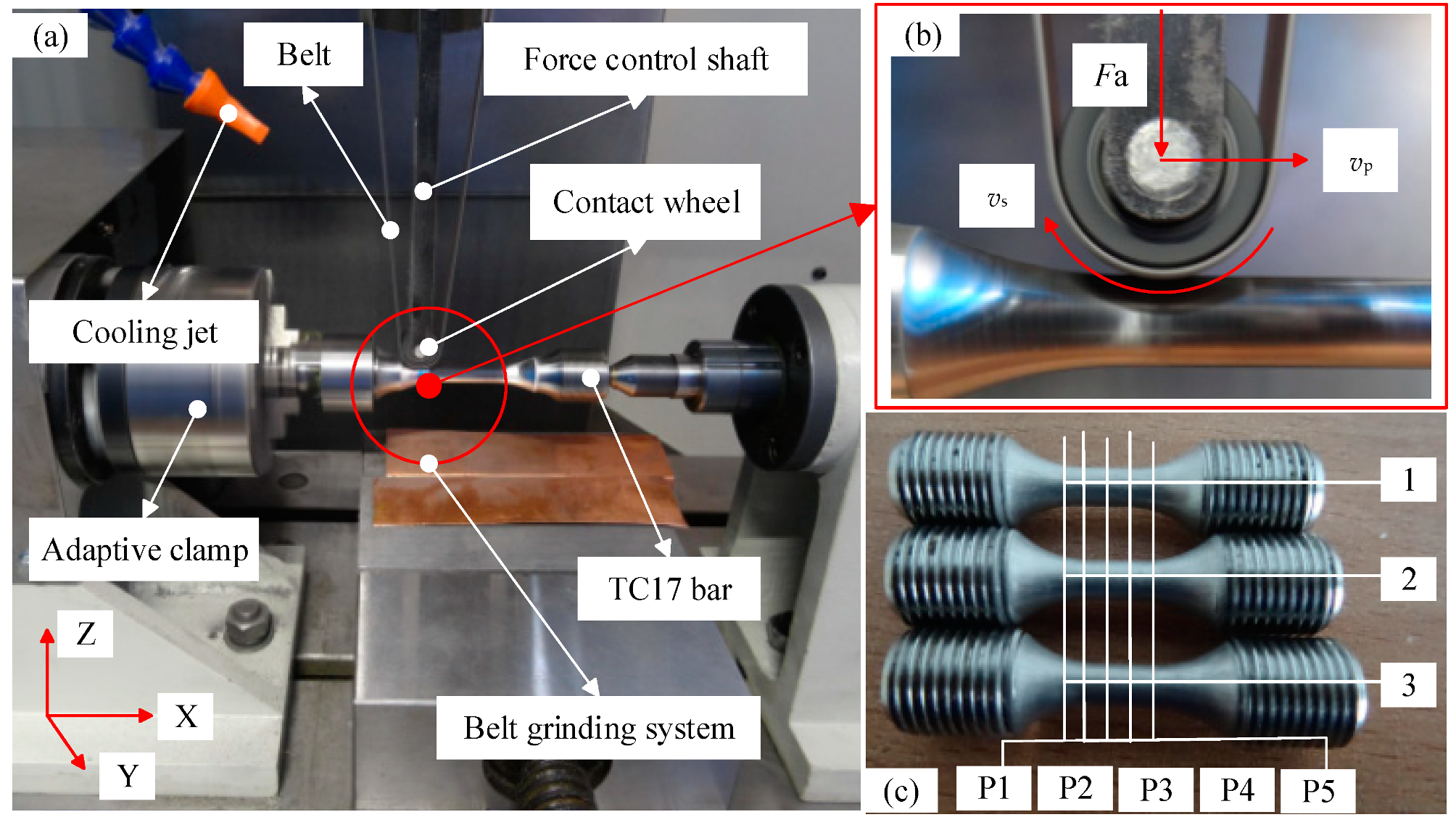
The Panalytical X-ray projector was used to measure the surface residual stress after belt polishing, and the repetitive positioning accuracy of the goniometer and minimum step was 0.0001 degrees.
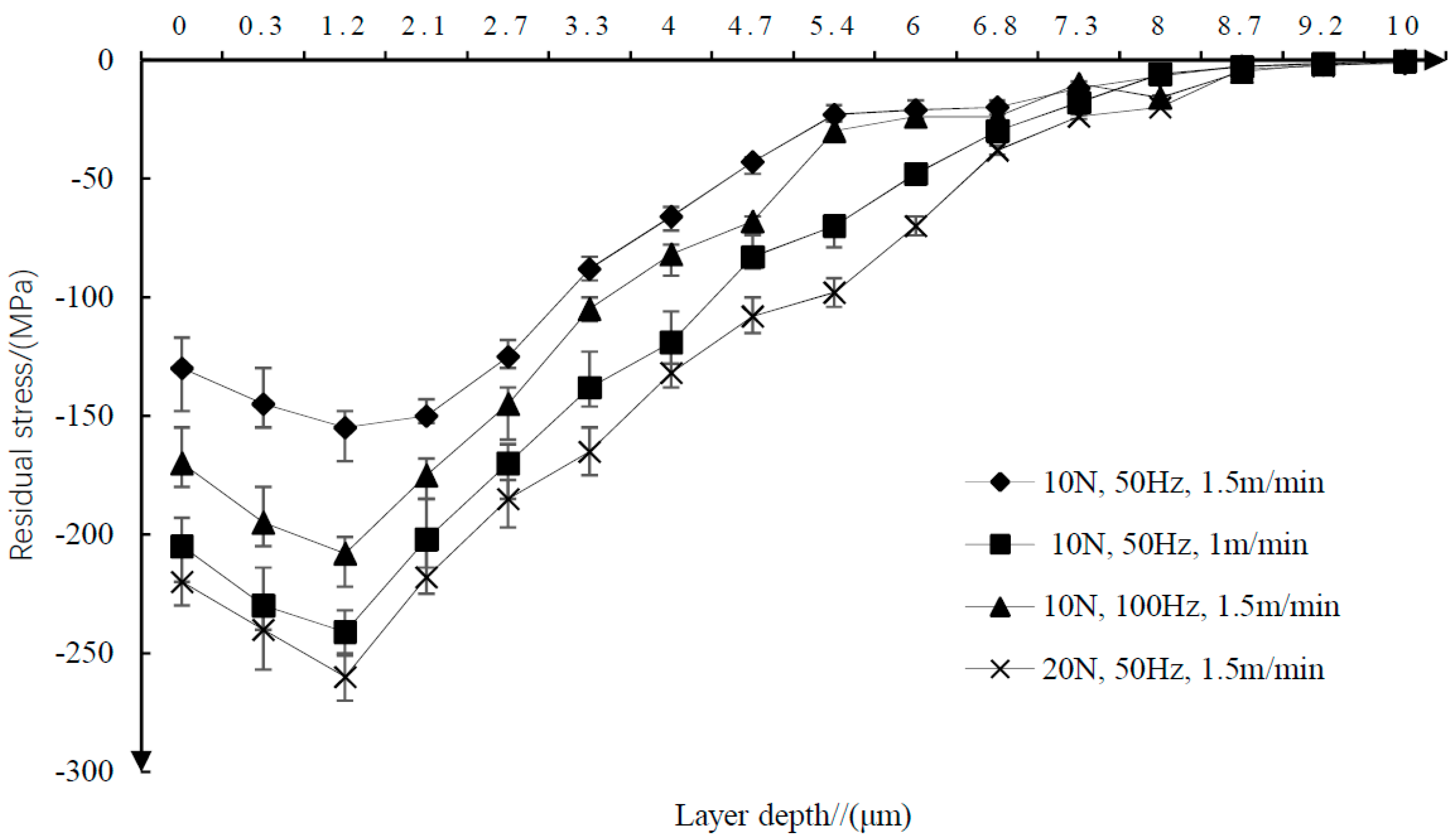
The thickness of the residual stress layer measured by the X-ray projector is shown in
Figure 4. When the surface depth is less than 1.2 μm, the residual compressive stress increases with the increase of the surface depth, and decreases with the decrease of the surface depth.
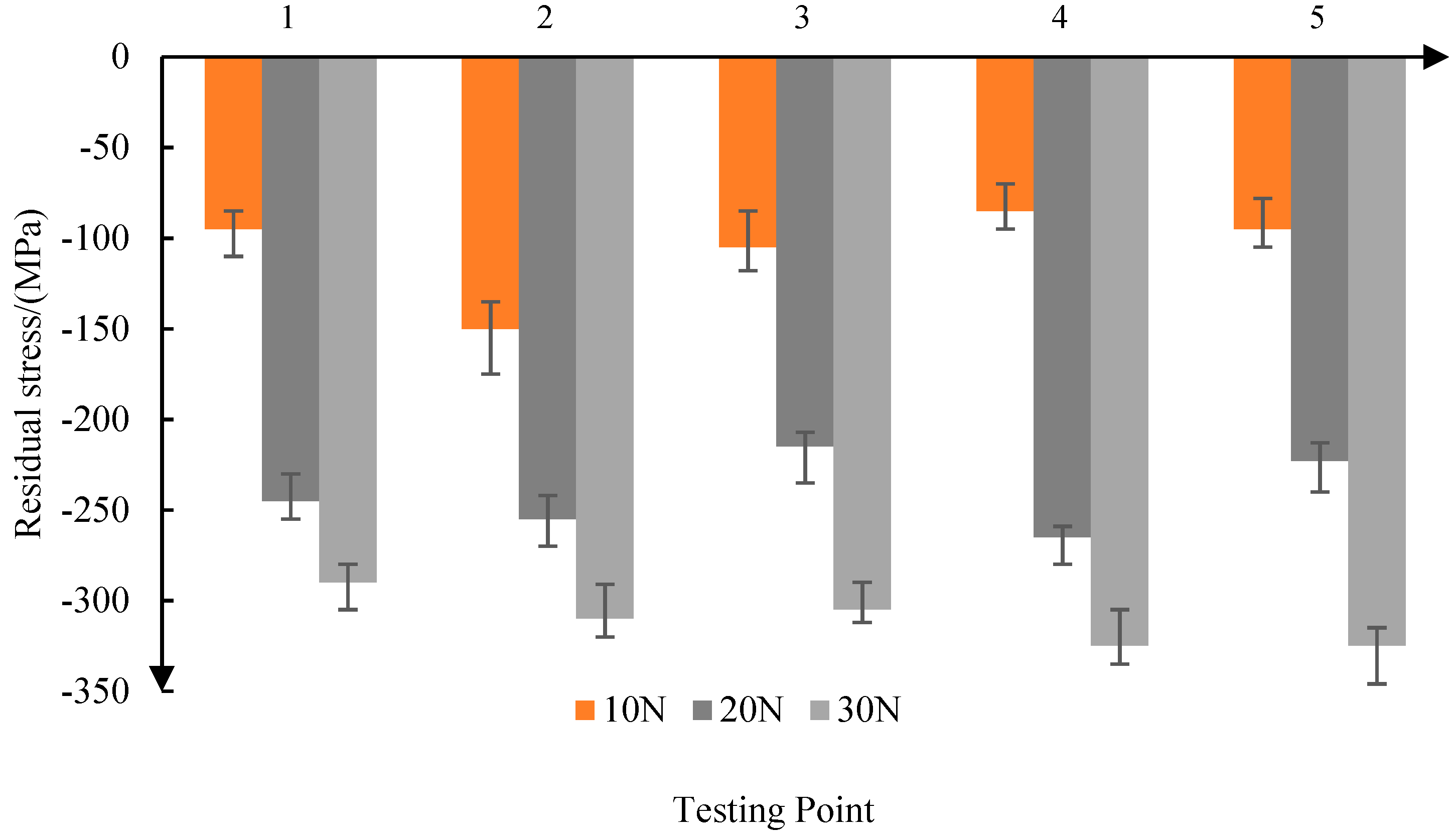
As shown in
Figure 5, when the contact force is 10 N, the average residual stress is −106 MPa. When the contact force is increased to 30 N, the average residual stress is −311 MPa. Therefore, the residual compressive stress increases with the increase of the contact force. At the same time, with the increase of the contact force, the consistency of the residual compressive stress is improved.
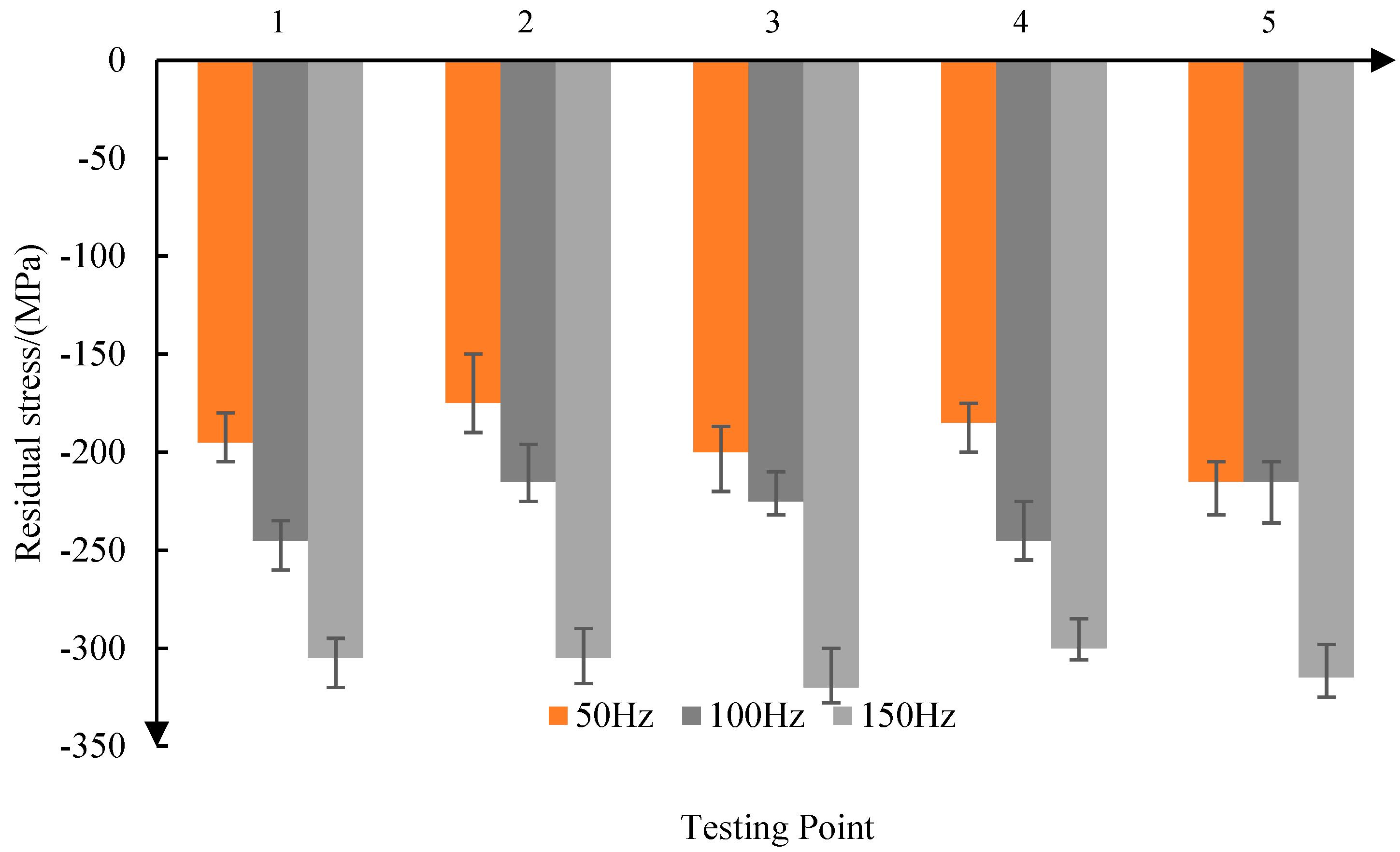
As shown in
Figure 6, when the reciprocating frequency is 50 Hz, the average residual stress is −194 MPa, and when the reciprocating frequency increases to 150 Hz, the average residual stress is −309 MPa. So, the residual compressive stress increases with the increase of the reciprocating frequency. At the same time, with the increase of the reciprocating frequency, the consistency of the residual compressive stress is improved.
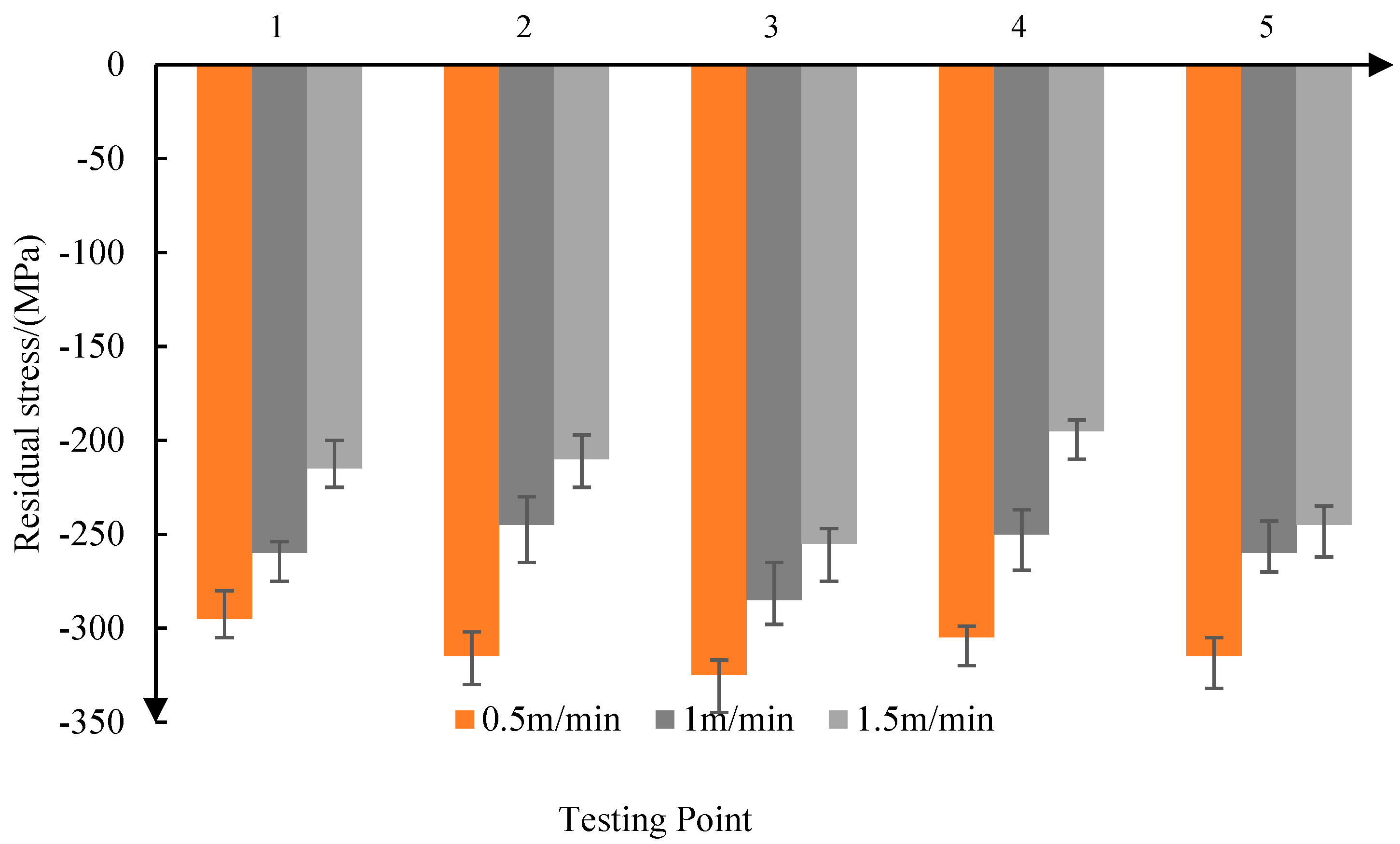
As shown in
Figure 7, when the feed rate is 0.5 m/min, the average residual stress is −311 MPa. When the feed velocity increases to 1.5 m/min, the average residual stress is −224 MPa. So, the residual compressive stress decreases with the increase of the feed rate. At the same time, with the decrease of the feed speed, the consistency of the residual compressive stress is improved.
From the above analysis, it can be seen that the residual compressive stress produced by abrasive belt grinding is in the range of 120–300 MPa. With the increase of grinding contact force, the increase of reciprocating frequency, and the decrease of feed speed, the residual compressive stress on the surface of the parts increases.
5. Conclusions
In this paper, the residual stress of a TC17 titanium alloy after belt grinding and its impact on the fatigue life were studied.
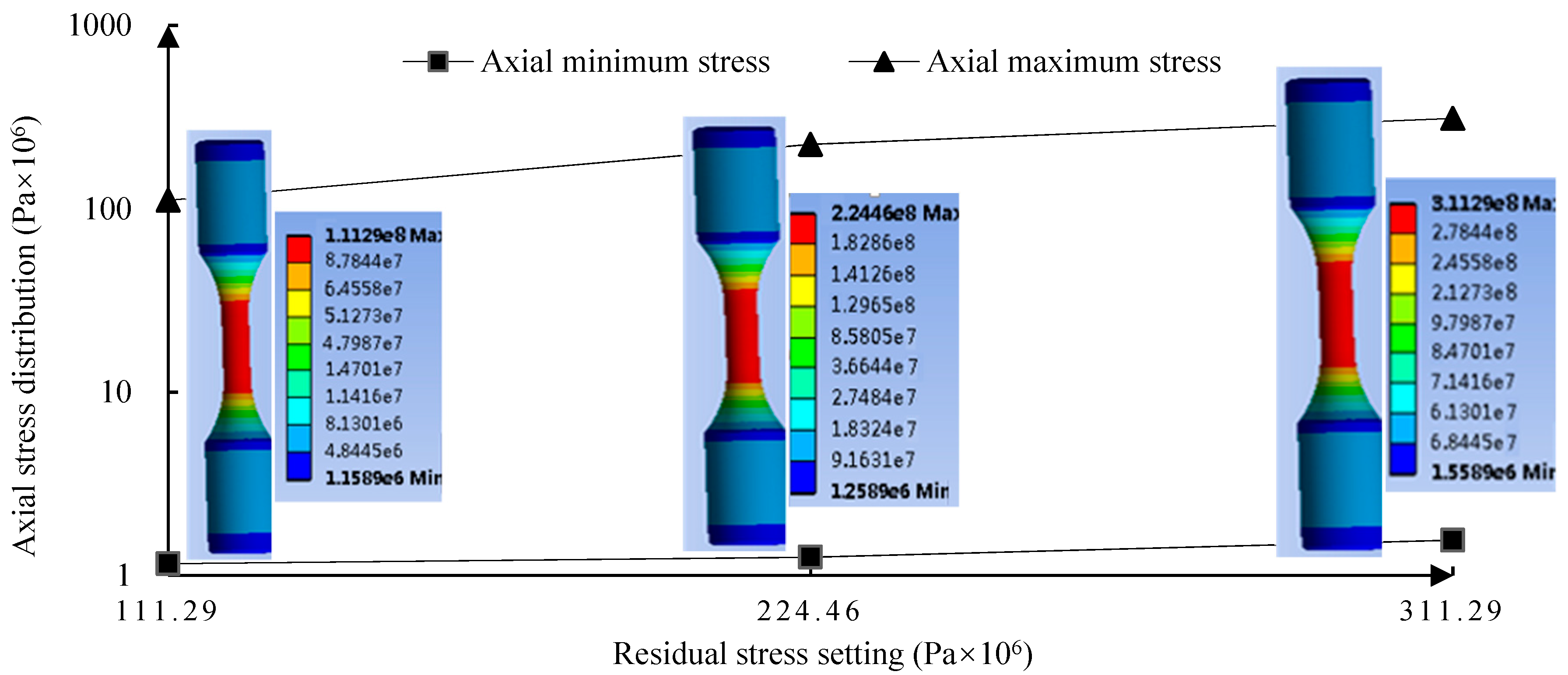
Firstly, the residual stress produced by grinding the titanium alloy surface was found to be between −120 and −300 MPa. The residual compressive stress increases with the increase of depth when the surface depth is less than 1.2 μm, and when the surface depth layer is greater than 1.2 μm, the residual compressive stress decreases with the increase of the surface depth. The experimental results show that with the increase of the grinding contact force, the increase of the reciprocating frequency, and the decrease of the feed speed, the residual compressive stress on the surface of the parts increases, and the fatigue life is higher at the same working stress level. Based on Bragg’s law, the surface residual stress is represented by normal tension and pressure on the surface of the bar in order to simulate the residual stress, and then the residual stress model is simulated using the tensile force on the surface of the model.
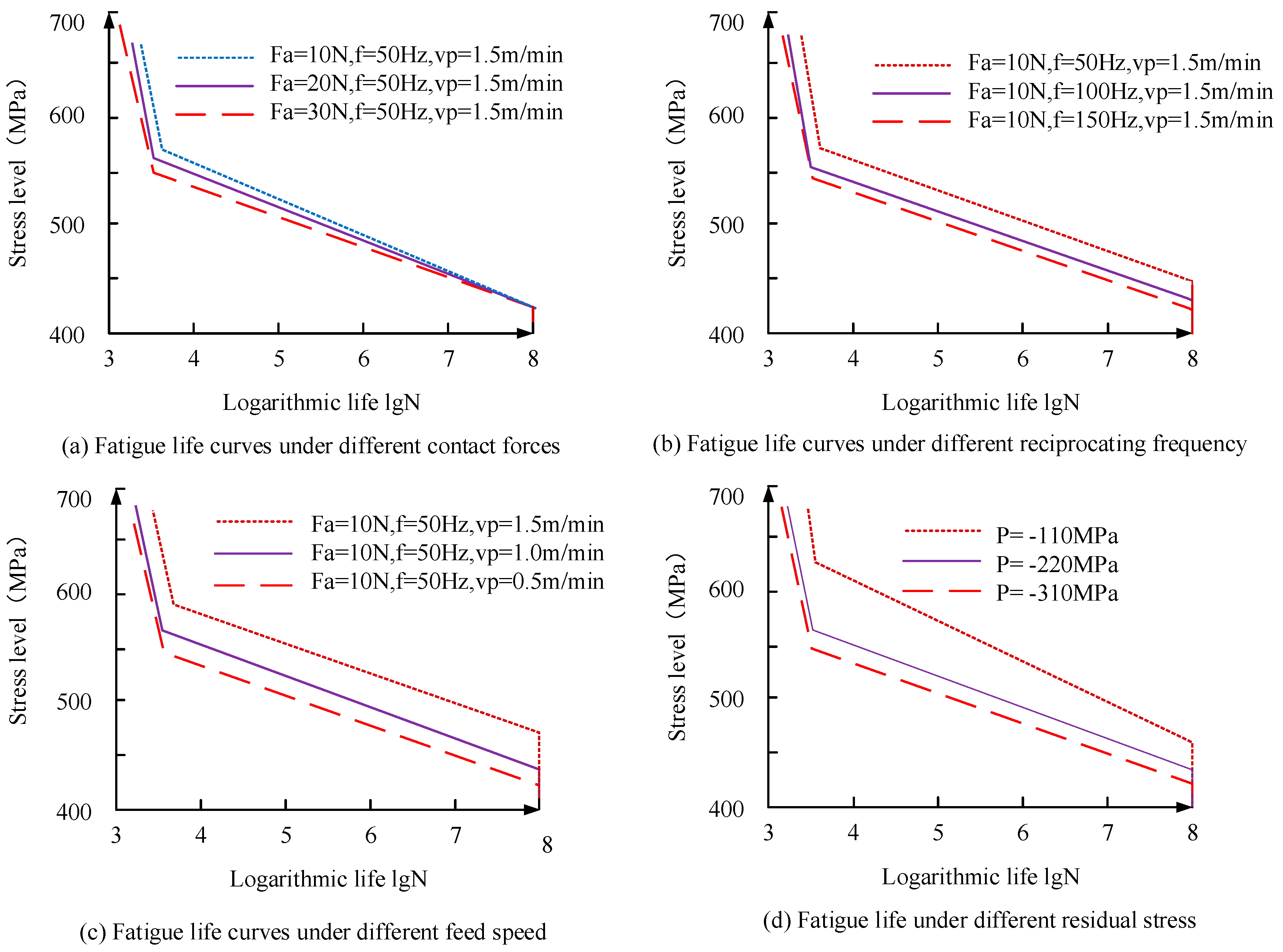
Then, the fatigue life of the bar subjected to a sinusoidal tensile load at both ends was analyzed by simulating the fatigue test of the titanium alloy bar. The fatigue life of the same working stress level increased with the increase of the grinding contact force. With the increase of the reciprocating frequency, the fatigue life of the same working stress level increased, and with the decrease of the feed speed, the fatigue life of the same working stress level was higher.
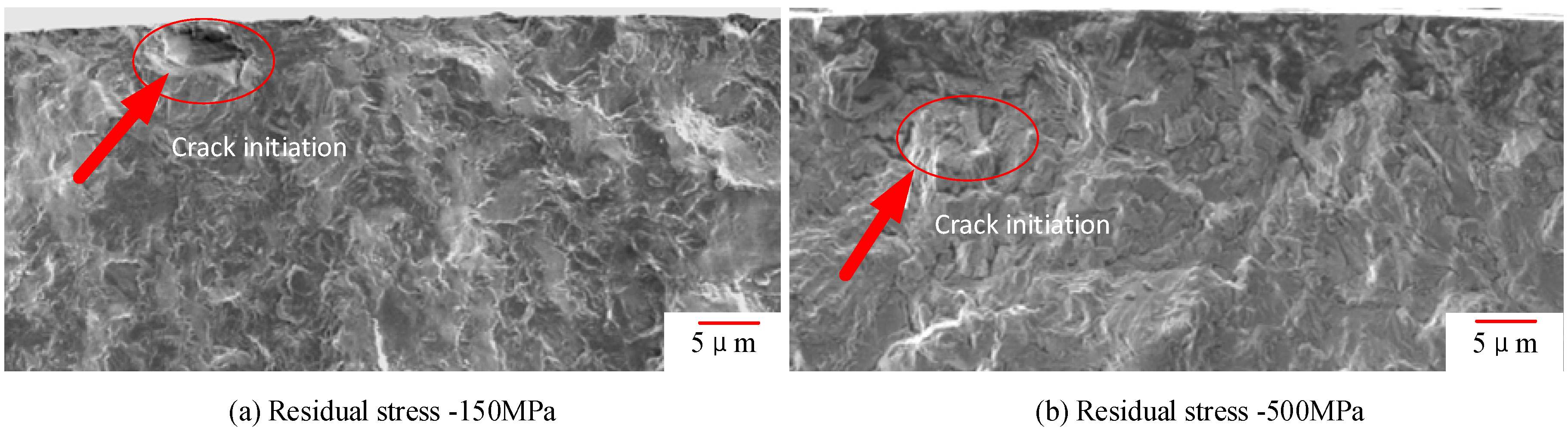
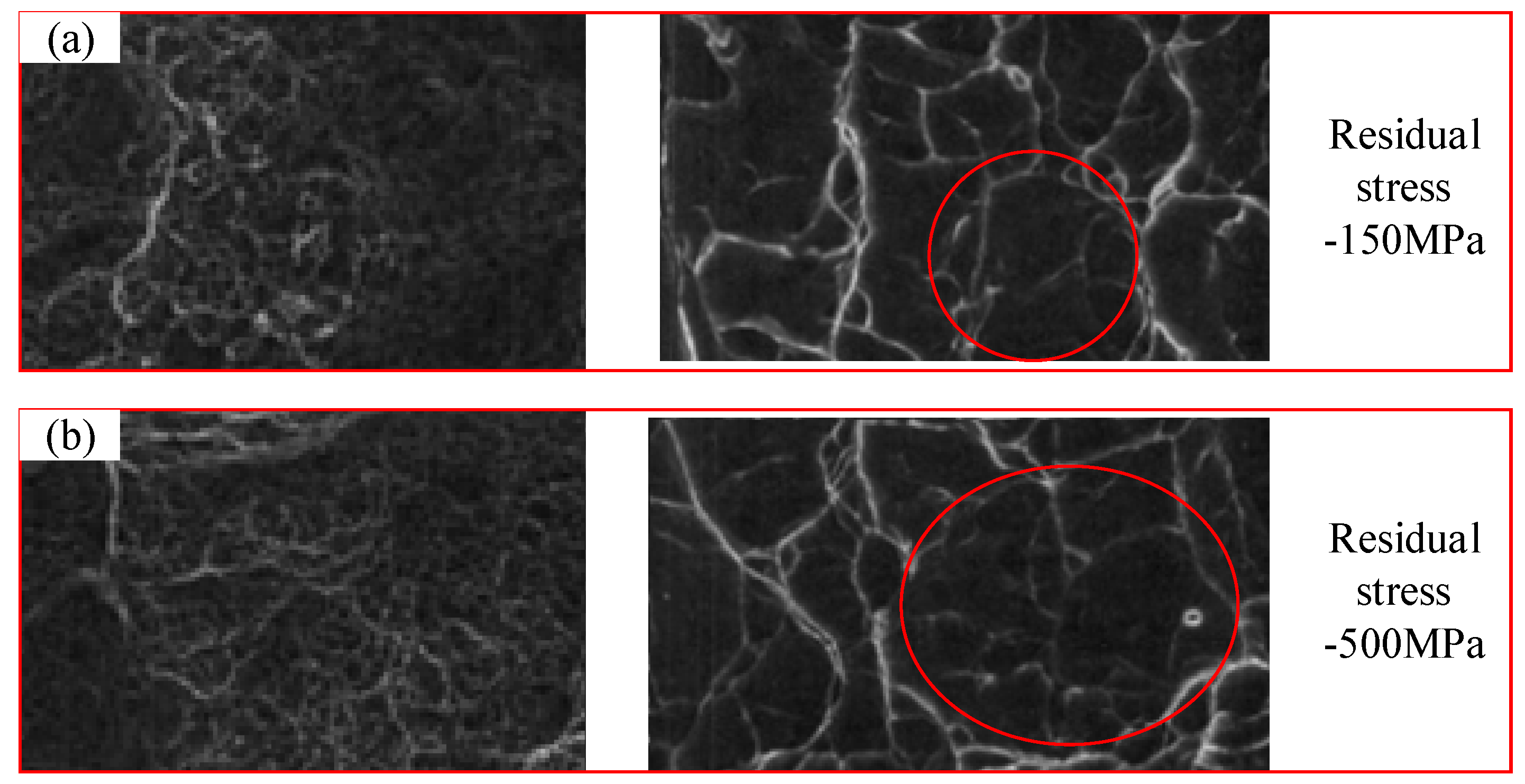
The slope of the fatigue life curve changes at about 550 MPa, and with the increase of residual compressive stress, the point of slope change of the fatigue curve moves upward relative to the axis. The reason for this is that when the working stress increases, the fatigue crack initiation on the surface has a more obvious stress concentration, and thus has a lower fatigue strength and tends to have a bigger slope, which means fewer cycles to fatigue. When the surface compressive residual increases, the location where the crack initiation begins shifts from the surface to the subsurface, where it tends to have less ability to take the place of the stress concentration; thus, at the same stress level, it can bear more load cycles.
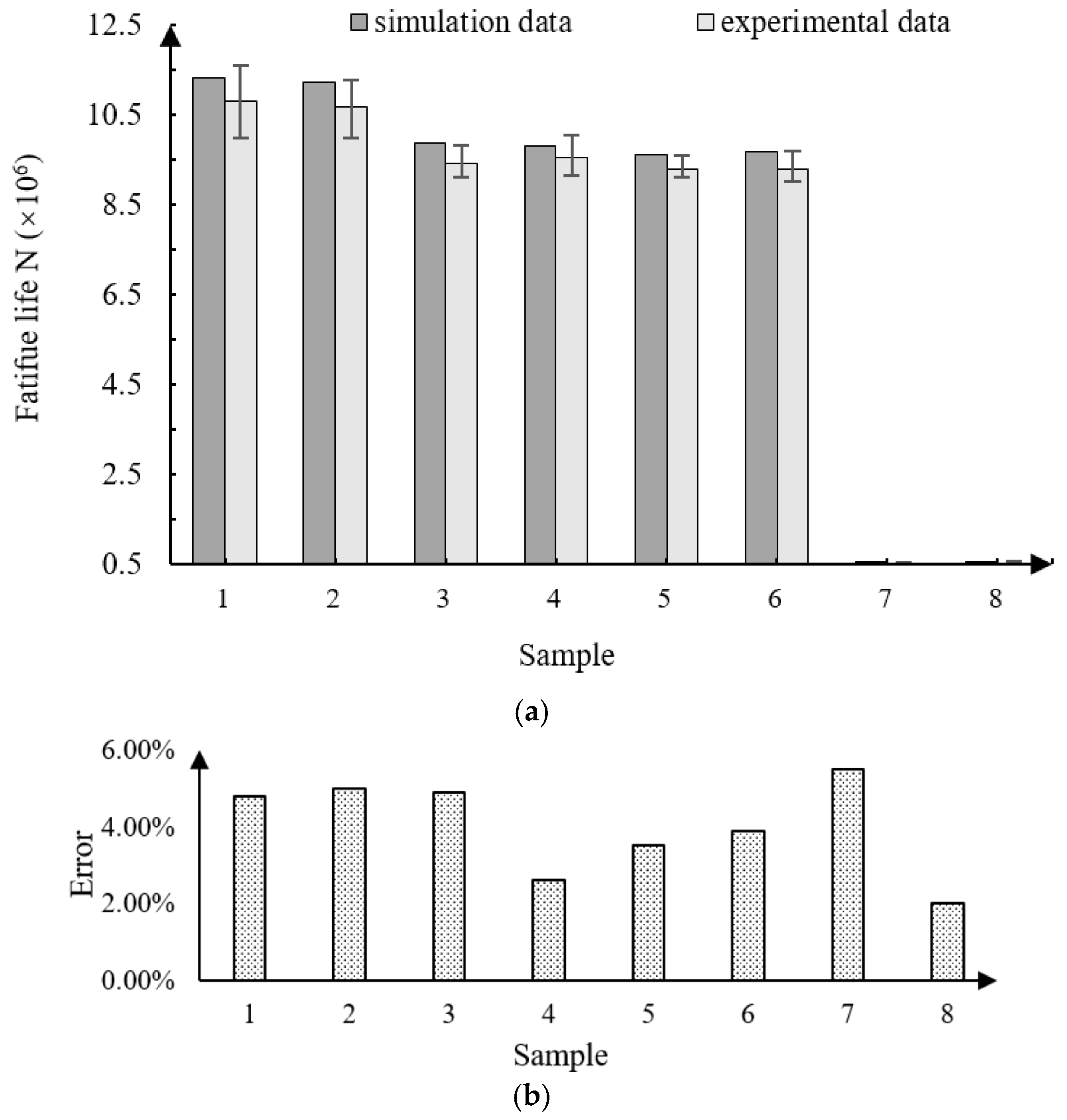
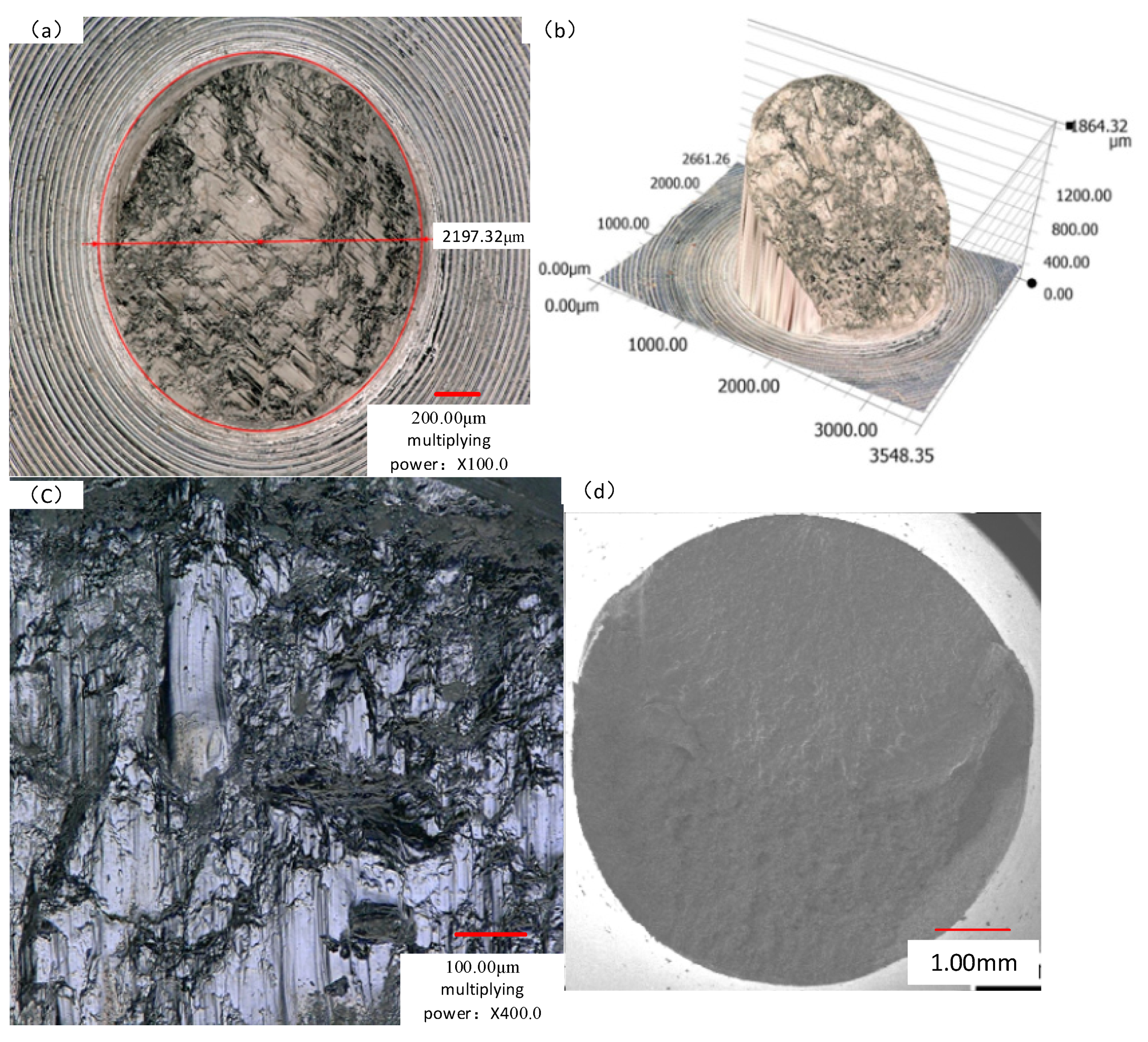
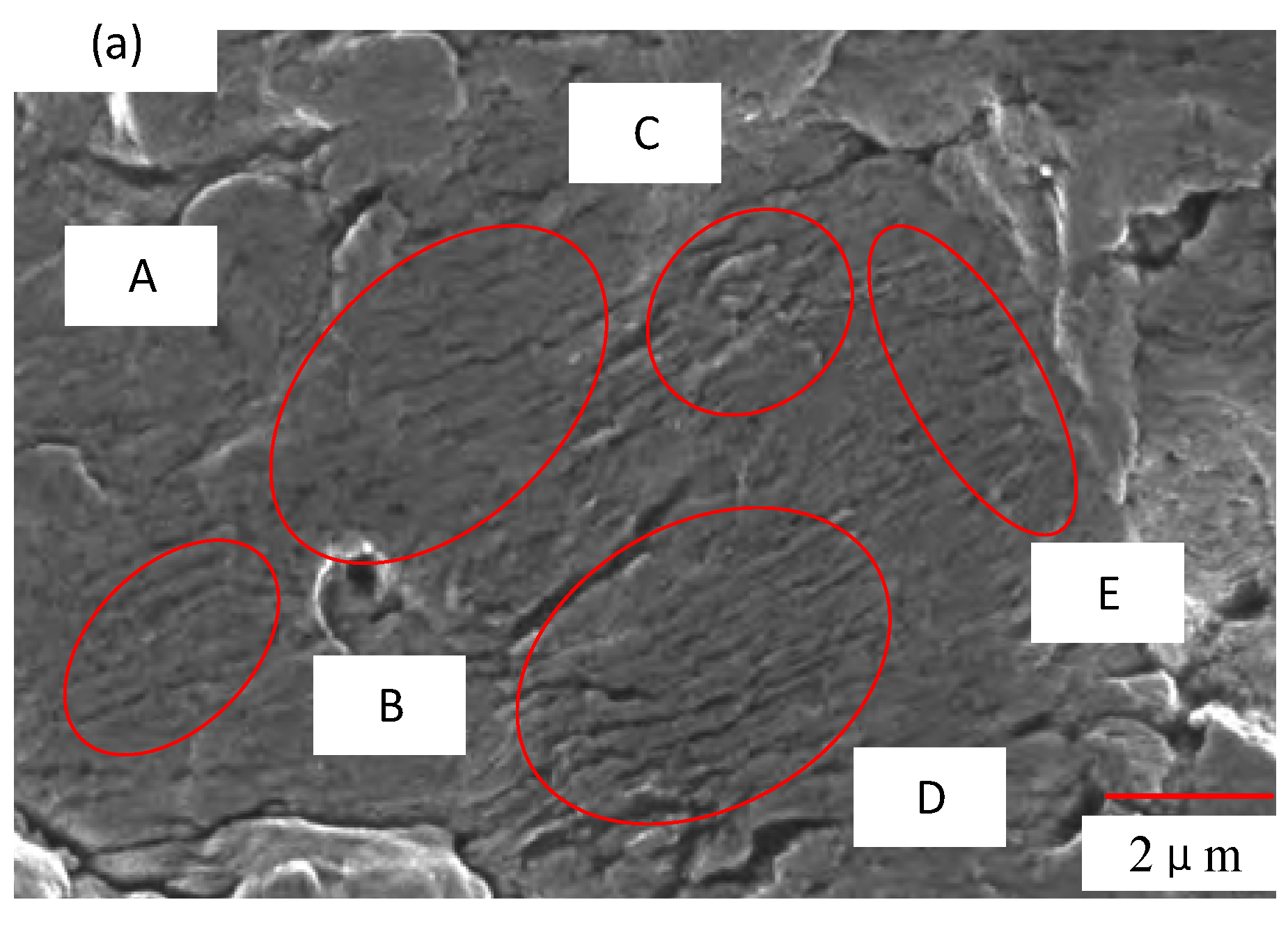
Finally, fatigue experiments were carried out and the fracture surface was analyzed. The error between the simulation data and the experimental data was less than 10%, and the fracture morphology at room temperature was of a ductile fracture and fine equiaxed dimples. The greater the residual compressive stress is, the better the surface quality and the less apparent the fatigue crack initiation point is on the surface. From the propagation, we can see the typical fatigue bands and obvious secondary crack characteristics.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}