Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
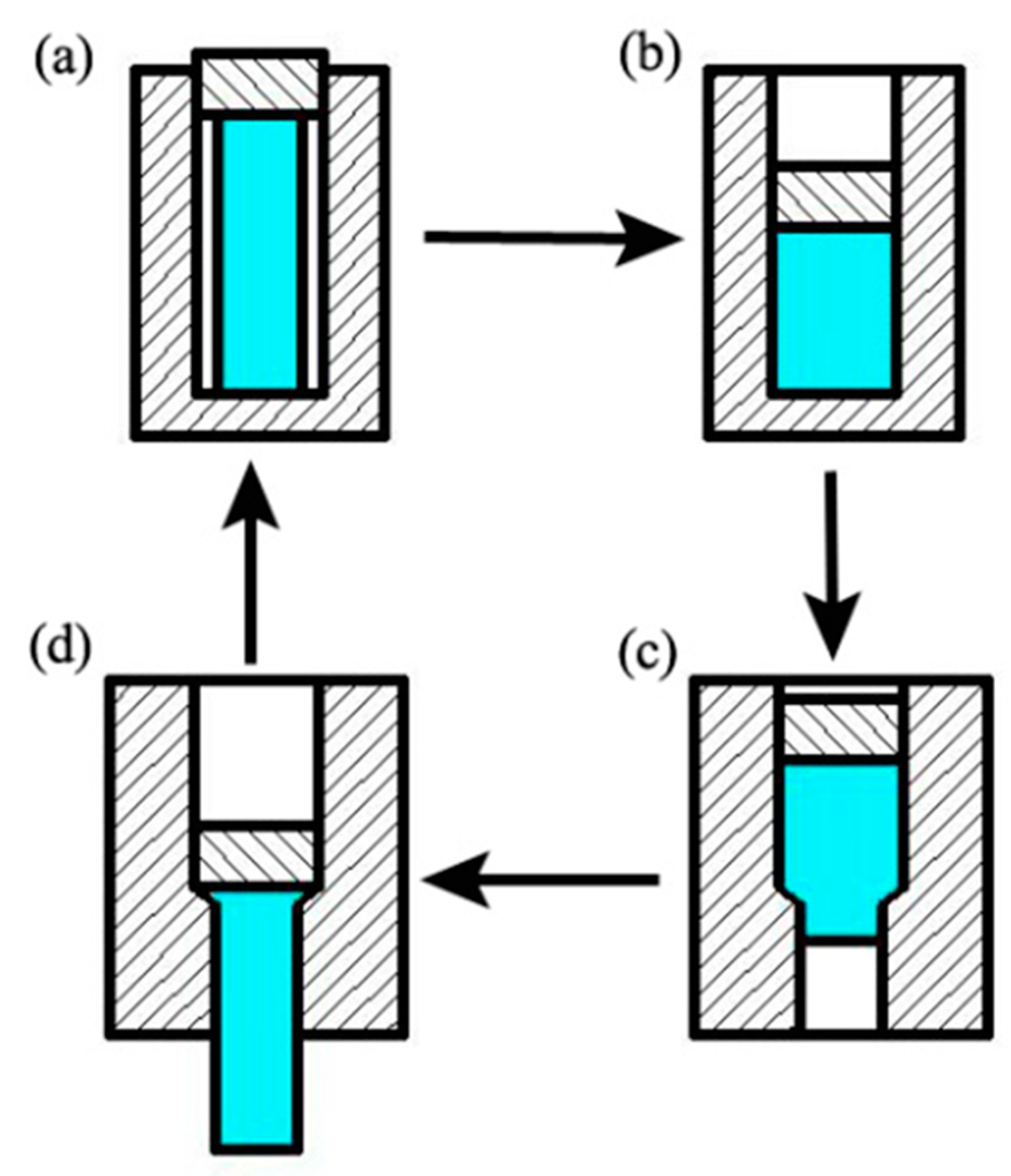
2. Materials and Methods
3. Results and Discussion
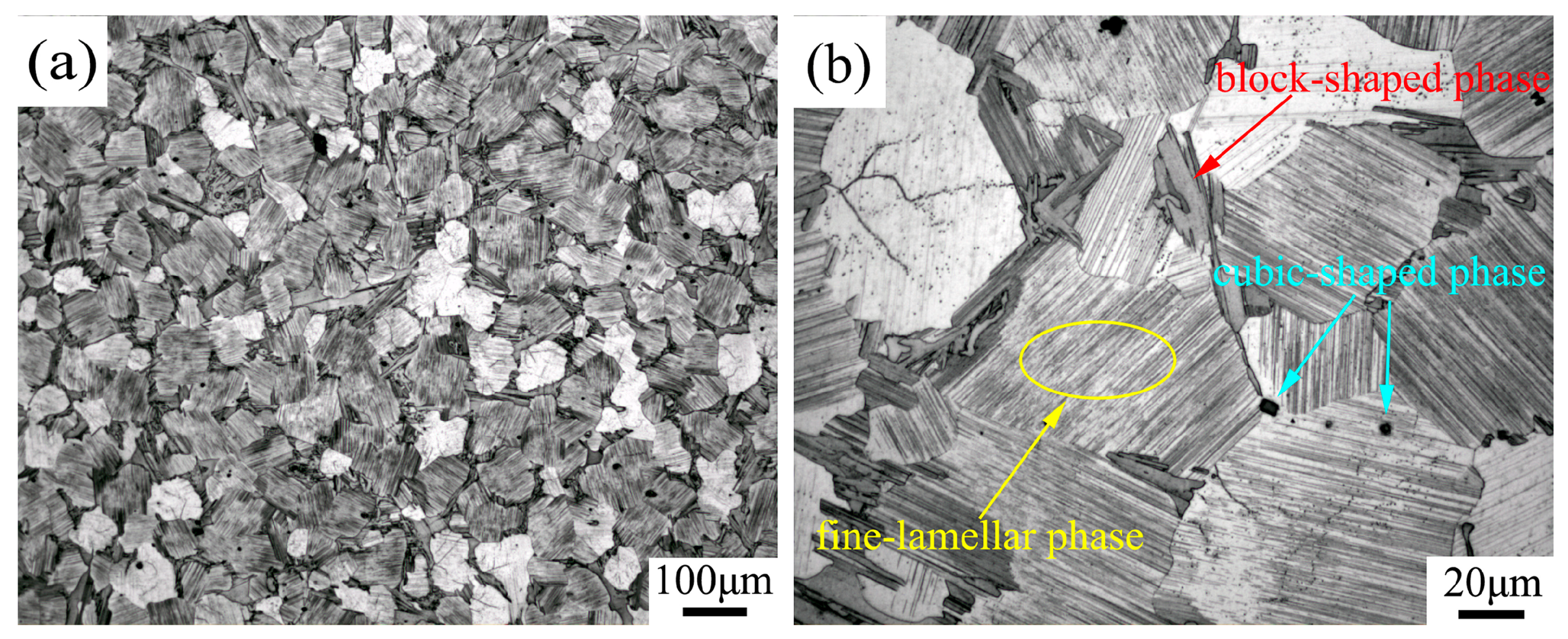
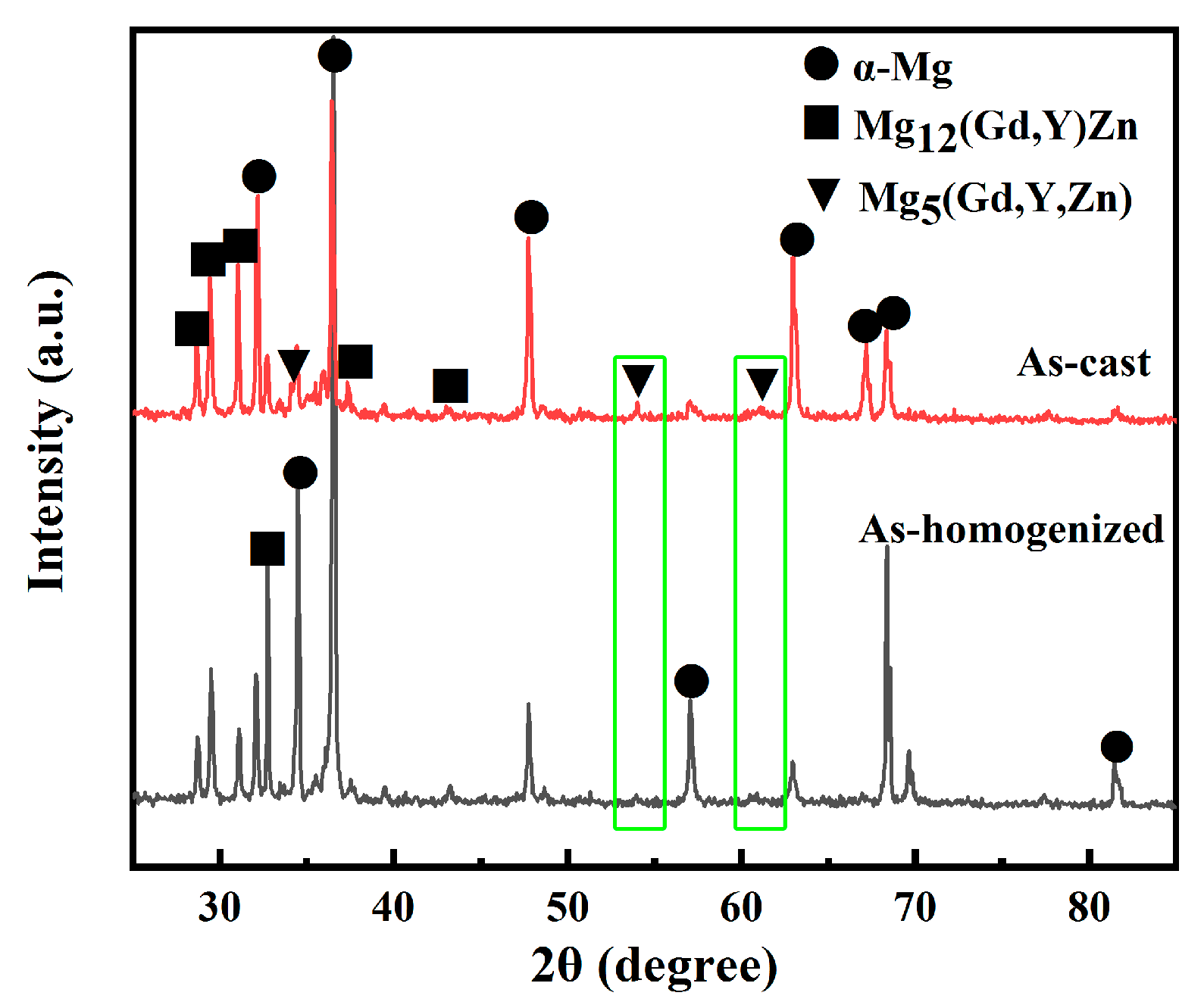
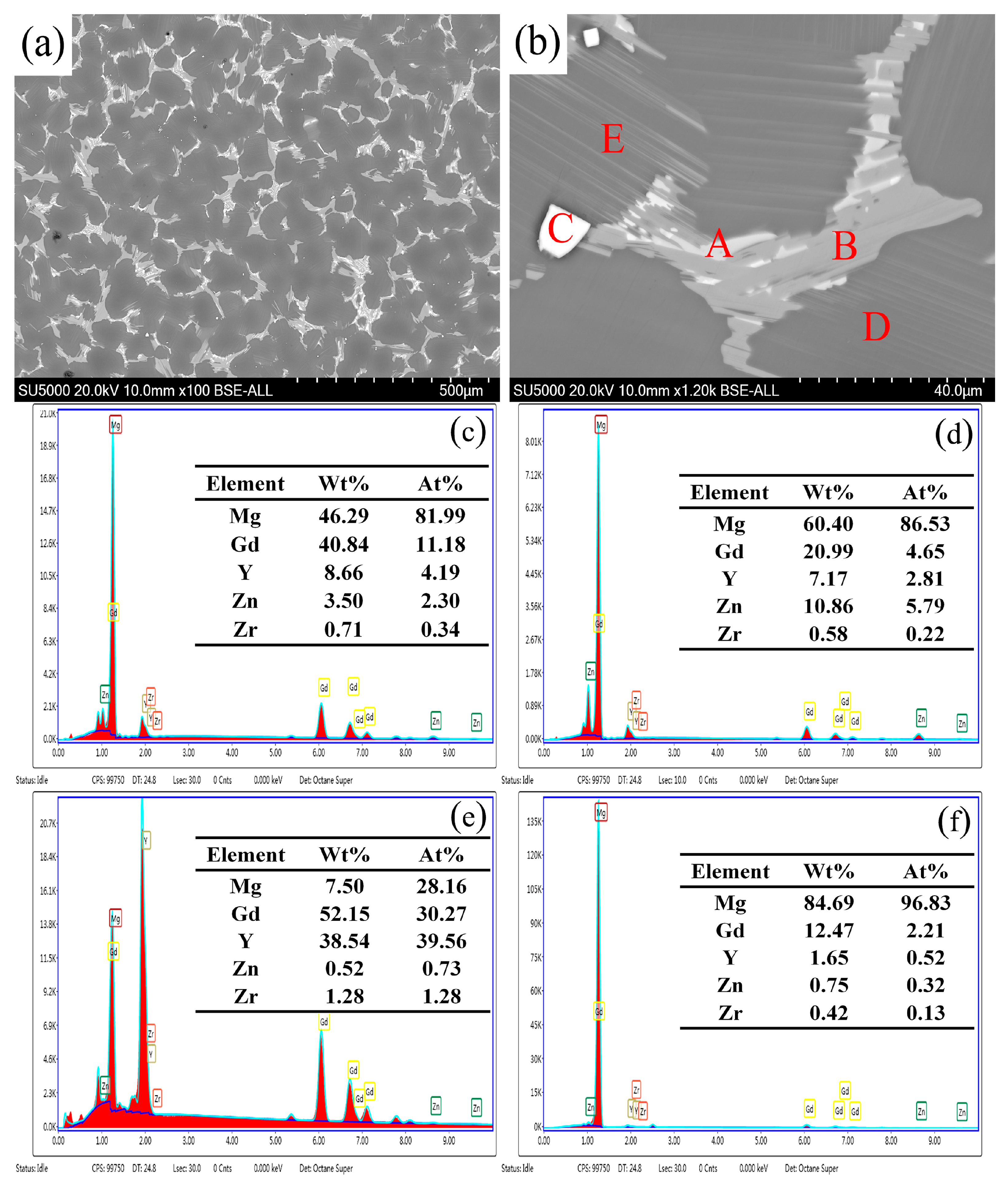
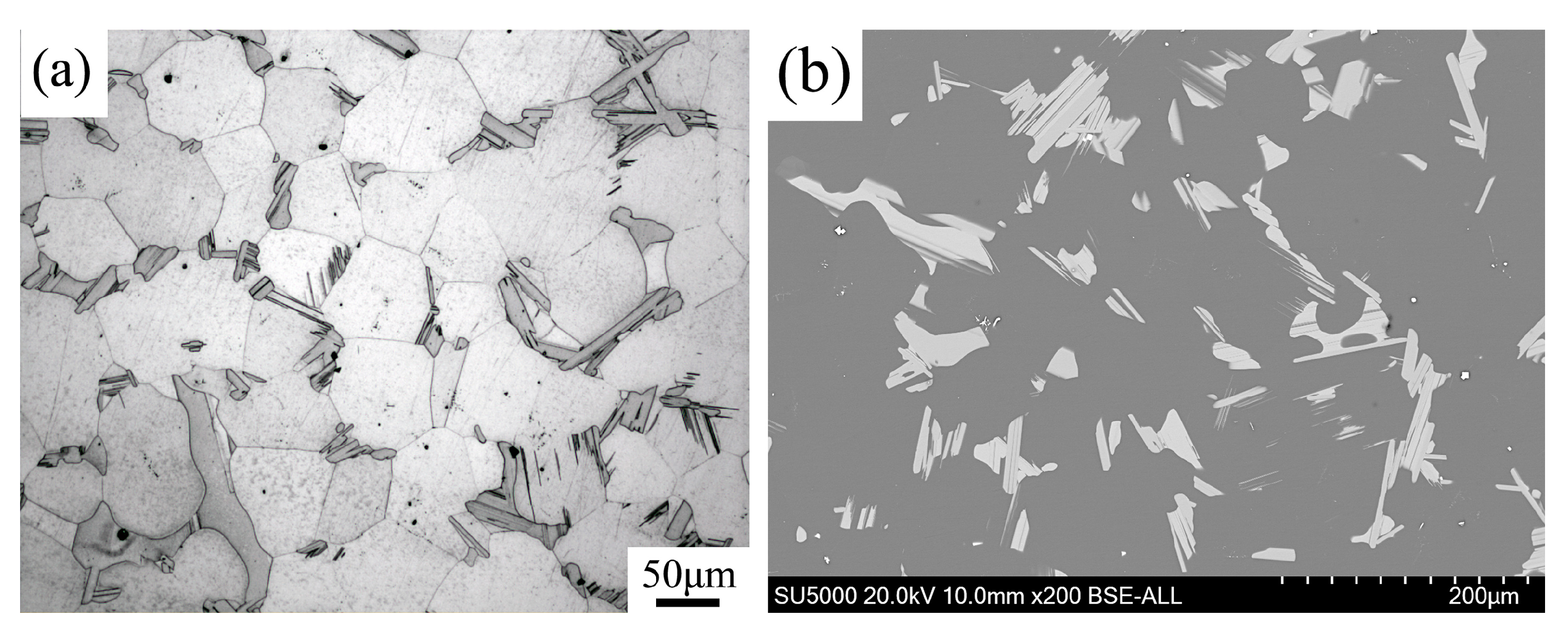
3.1. The Microstructures of the As-Cast and As-Homogenized Alloys
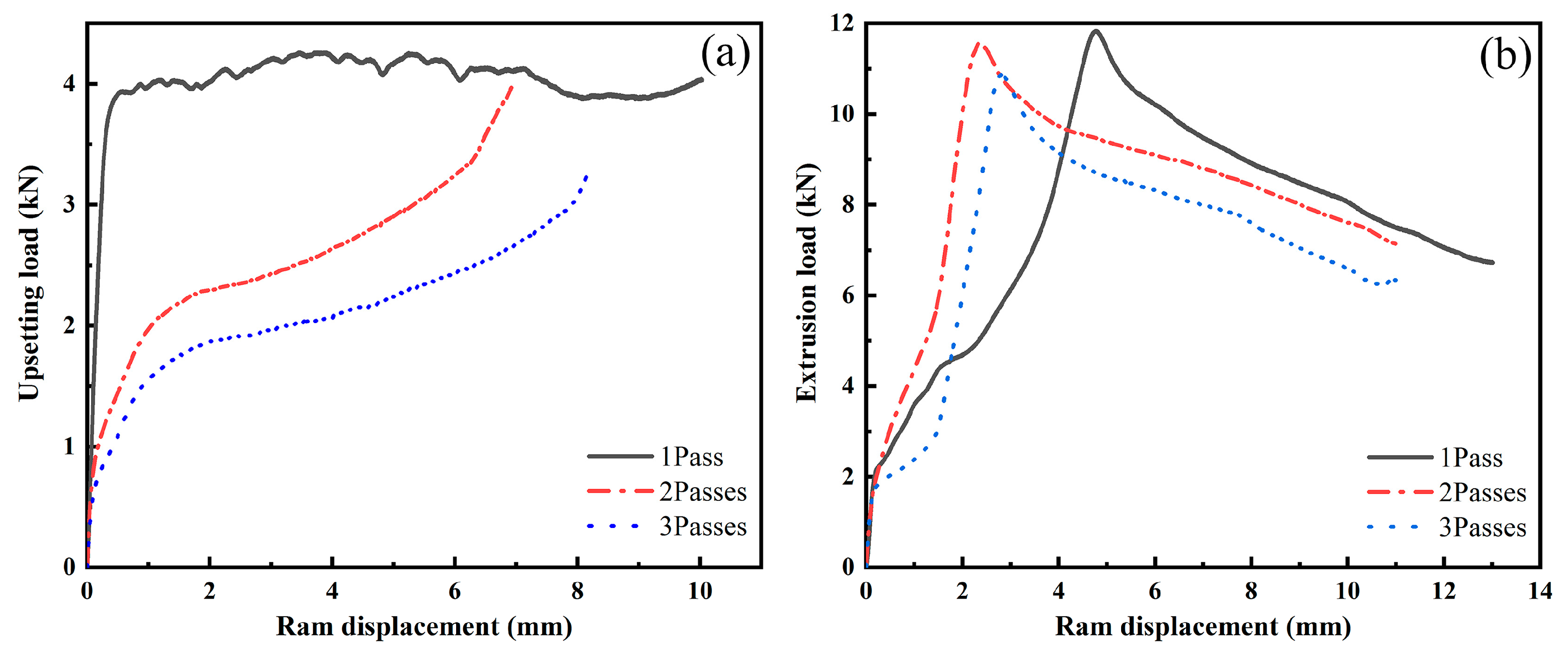
3.2. Load-Displacement Curves
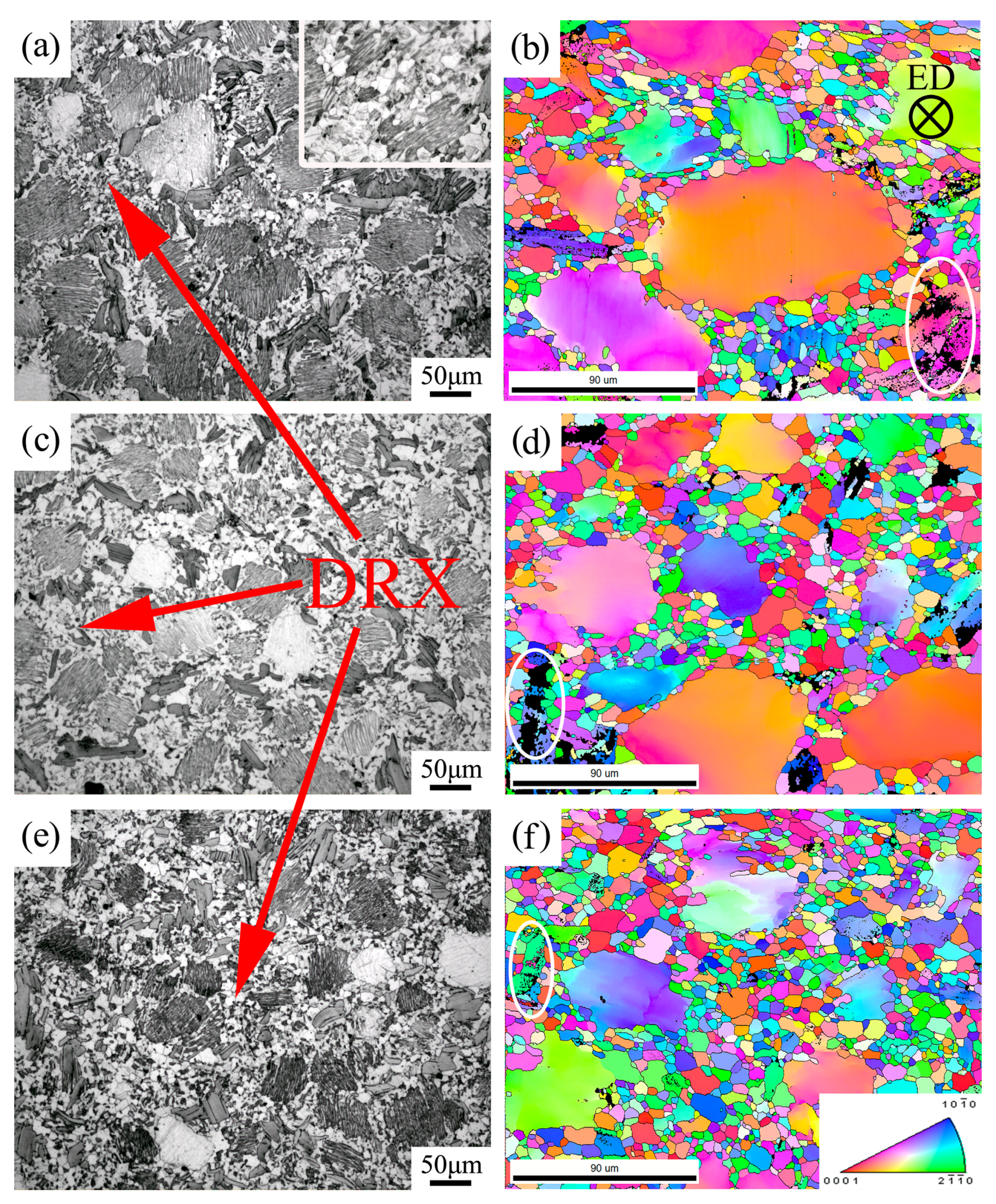
3.3. Microstructure Evolution
4. Conclusions
- The microstructure of an as-cast alloy consists of α-Mg grains, grayish Mg5(Gd,Y,Zn) phases, block-shaped LPSO phases, a cubic-shaped RE-rich compound, and fine-lamellar LPSO phases. After homogenization treatment at 793 K for 16 h, almost all Mg5(Gd,Y,Zn) phases and fine-lamellar LPSO phases dissolved into the matrix. Only some block-shaped LPSO phases remained along the grain boundaries, primarily at triple junctions.
- At the beginning stage of the upsetting process, the load rapidly increased and gradually reached a steady state. When the RUE passes increased to three passes, the steady state load reached a minimum of 2 kN. At the beginning stage of the extrusion process, the load curve first shows a steady increase, reaching a maximum, but then dropping with increasing ram displacement. The maximum load of extrusion fell to a minimum of 11 kN after three RUE passes.
- After one RUE pass, a few DRXed grains appeared in the interior of the deformed grains and along grain boundaries. From one to three RUE passes, average volume fractions of DRXed grains increased from 43.9% to 65.8%, and that of fine-lamellar and block-shaped LPSO phases gradually decreased.
- All the samples exhibited a typical bimodal microstructure consisting of some initial grains containing fine-lamellar LPSO phases, but consisting mostly of fine-DRXed grains with a mean grain size of 6 μm. Because of an increase in the accumulated strains, the coarse grains were substituted with fine-DRXed grains, the grains were gradually refined, and the microstructure distribution became more homogeneous.
Author Contributions
Funding
Conflicts of Interest
References
- Du, Y.; Zhang, Z.M.; Zhang, G.S.; Yan, Z.M.; Yu, J.M. Grain refinement and texture evolution of Mg-Gd-Y-Zn-Zr alloy processed by repetitive upsetting-extrusion at decreasing temperature. Rare Metal Mater. Eng. 2018, 47, 1422–1428. [Google Scholar]
- Yu, J.M.; Zhang, Z.M.; Wang, Q.; Yin, X.Y.; Cui, J.Y.; Qi, H.N. Dynamic recrystallization behavior of magnesium alloys with LPSO during hot deformation. J. Alloys Compd. 2017, 704, 382–389. [Google Scholar] [CrossRef]
- Fang, X.G.; Wu, S.S.; Zhao, L.; Lv, S.L.; An, P. Effect of ultrasonic power on microstructure and mechanical properties of Mg-3RE-3Zn-0.7Y alloy. Rare Metal Mater. Eng. 2016, 45, 7–12. [Google Scholar]
- Li, Y.X.; Zhu, G.Z.; Qiu, D.; Yin, D.D.; Rong, Y.H.; Zhang, M.X. The intrinsic effect of long period stacking ordered phases on mechanical properties in Mg-RE based alloys. J. Alloys Compd. 2016, 660, 252–257. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.; Xu, S.W.; Zheng, M.Y.; Wu, K.; Wang, E.D.; Kamado, S.; Wang, G.J.; Lv, X.Y. Microstructures and mechanical properties of high-strength Mg-Gd-Y-Zn-Zr alloy sheets processed by severe hot rolling. J. Alloys Compd. 2012, 524, 46–52. [Google Scholar] [CrossRef]
- Griffiths, D. Explaining texture weakening and improved formability in magnesium rare earth alloys. Mater. Sci. Technol. 2015, 31, 10–24. [Google Scholar] [CrossRef]
- Okuda, H.; Horiuchi, T.; Yamasaki, M.; Kawamura, Y.; Kohara, S. In situ measurements on stability of long-period stacking-ordered structures in Mg85Y9Zn6 alloys during heating examined by multicolor synchrotron radiation small-angle scattering. Scr. Mater. 2014, 75, 66–69. [Google Scholar] [CrossRef]
- Garces, G.; Morris, D.G.; Muñoz-Morris, M.A.; Perez, P.; Tolnai, D.; Mendis, C.; Stark, A.; Lim, H.K.; Kim, S.; Shelld, N.; et al. Plasticity analysis by synchrotron radiation in a Mg97Y2Zn1 alloy with bimodal grain structure and containing LPSO phase. Acta Mater. 2015, 94, 78–86. [Google Scholar] [CrossRef]
- Xu, C.; Zheng, M.Y.; Xu, S.W.; Wu, K.; Wang, E.D.; Fan, G.H.; Kamado, S. Improving strength and ductility of Mg-Gd-Y-Zn-Zr alloy simultaneously via extrusion, hot rolling and ageing. Mater. Sci. Eng. A 2015, 643, 137–141. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A.; Masumoto, T. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600 MPa. Mater. Trans. 2001, 42, 1172–1176. [Google Scholar] [CrossRef]
- Zhu, Q.F.; Li, L.; Zhang, Z.Q.; Zhao, Z.H.; Zuo, Y.B.; Cui, Y.B. Microstructure evolution of AZ80 magnesium alloy during multi-directional forging process. Mater. Trans. 2014, 55, 270–274. [Google Scholar] [CrossRef]
- Huang, Y.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Evolution of strength and homogenity in a magnesium AZ31 alloy processed by high-pressure torsion at different temperatures. Adv. Eng. Mater. 2012, 14, 1018–1026. [Google Scholar] [CrossRef]
- Zhang, W.C.; Yu, Y.; Zhang, X.N.; Chen, W.Z.; Wang, E.D. Mechanical anisotropy improvement in ultrafine-grained ZK61 magnesium alloy rods fabricated by cyclic extrusion and compression. Mater. Sci. Eng. A 2014, 600, 181–187. [Google Scholar] [CrossRef]
- Xin, R.L.; Zheng, X.; Liu, Z.; Liu, D.J.; Qiu, R.S.; Li, Z.Y.; Liu, Q. Microstructure and texture evolution of an Mg-Gd-Y-Nd-Zr alloy during friction stir processing. J. Alloys Compd. 2016, 659, 51–59. [Google Scholar] [CrossRef]
- Lu, F.M.; Ma, A.B.; Jiang, J.H.; Chen, J.; Song, D.; Yuan, Y.C.; Chen, J.Q.; Yang, D.H. Enhanced mechanical properties and rolling formability of fine-grained Mg-Gd-Zn-Zr alloy produced by equal-channel angular pressing. J. Alloys Compd. 2015, 643, 28–33. [Google Scholar] [CrossRef]
- Aizawa, T.; Tokumitsu, K. Bulk mechanical alloying for productive processing of functional alloys. Mater. Sci. Forum 1999, 312–314, 13–22. [Google Scholar] [CrossRef]
- Hu, L.X.; Li, Y.P.; Wang, E.D.; Yu, Y. Ultrafine grained structure and mechanical properties of a LY12 Al alloy prepared by repetitive upsetting-extrusion. Mater. Sci. Eng. A 2006, 422, 327–332. [Google Scholar]
- Xu, Y.; Hu, L.X.; Sun, Y.; Jia, J.B.; Jiang, J.F.; Ma, Q.G. Microstructure and mechanical properties of AZ61 magnesium alloy prepared by repetitive upsetting-extrusion. Trans. Nonferrous Met. Soc. China 2015, 25, 381–388. [Google Scholar] [CrossRef]
- Liu, H.; Xue, F.; Bai, J.; Ma, A.B.; Jiang, J.H. Formation behavior of 14H long period stacking ordered structure in Mg-Y-Zn cast alloys with different α-Mg fractions. J. Mater. Sci. Technol. 2016, 32, 1267–1273. [Google Scholar] [CrossRef]
- Xu, C.; Pan, J.P.; Nakata, T.; Qiao, X.G.; Chi, Y.Q.; Zheng, M.Y.; Kamado, S. Hot compression deformation behavior of Mg-9Gd-2.9Y-1.9Zn-0.4Zr-0.2Ca (wt %) alloy. Mater. Charact. 2017, 124, 40–49. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Zhang, Z.; Du, Y.; Yan, Z.; Che, X. Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy. Materials 2018, 11, 2092. https://doi.org/10.3390/ma11112092
Zhang G, Zhang Z, Du Y, Yan Z, Che X. Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy. Materials. 2018; 11(11):2092. https://doi.org/10.3390/ma11112092
Chicago/Turabian StyleZhang, Guanshi, Zhimin Zhang, Yue Du, Zhaoming Yan, and Xin Che. 2018. "Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy" Materials 11, no. 11: 2092. https://doi.org/10.3390/ma11112092
APA StyleZhang, G., Zhang, Z., Du, Y., Yan, Z., & Che, X. (2018). Effect of Isothermal Repetitive Upsetting Extrusion on the Microstructure of Mg-12.0Gd-4.5Y-2.0Zn-0.4Zr Alloy. Materials, 11(11), 2092. https://doi.org/10.3390/ma11112092