Synergetic Effects of Ferrite Content and Tempering Temperature on Mechanical Properties of a 960 MPa Grade HSLA Steel

Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructural Investigation
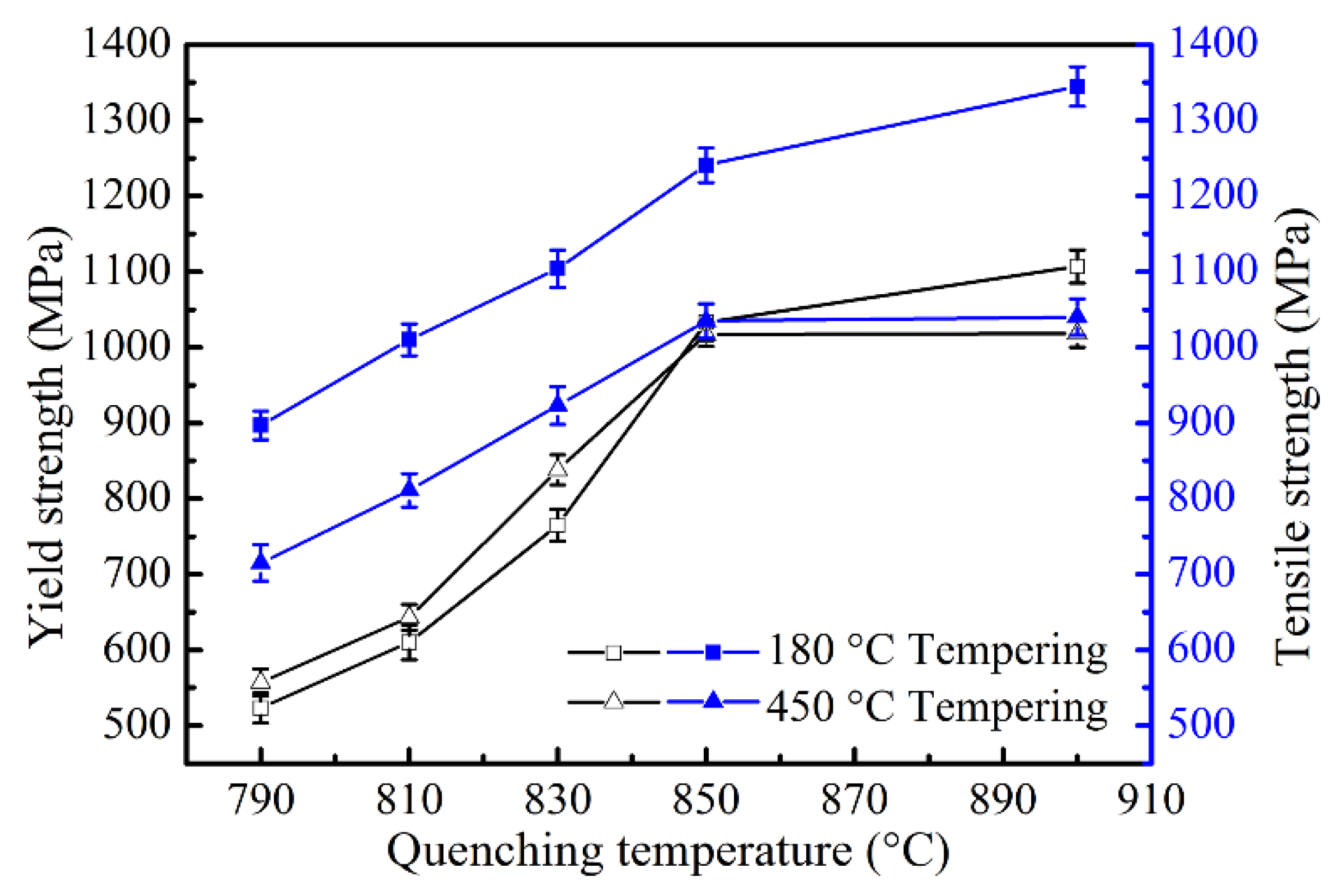
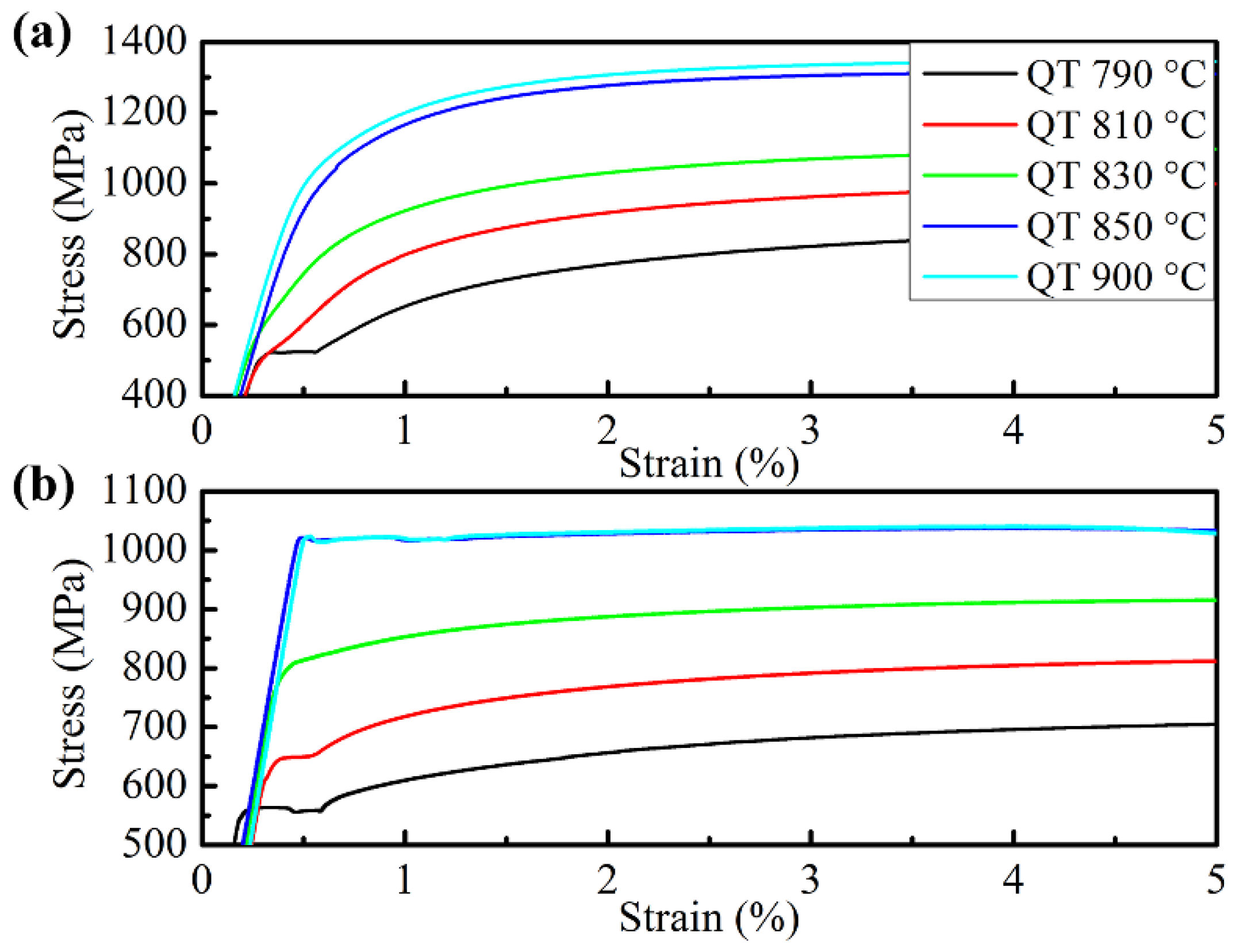
3.2. Tensile Properties
3.3. Strain Hardening Behavior
3.4. Impact Properties
4. Conclusions
- The heat treated microstructure mainly consists of ferrite and martensite and the ferrite content varies from 56 vol% to 0 with quenching temperature increasing to 900 °C; the martensite decomposes seriously with less dislocations and more carbides when tempering at 450 °C, which leads to the appearance of a yielding point;
- High ferrite content reduces the yield strength and tensile strength based on the law of mixtures, and tensile strength decreases with the increase of tempering temperature, while the yield strength increases for specimens with >26 vol% ferrite and decreases for specimens with <3 vol% ferrite;
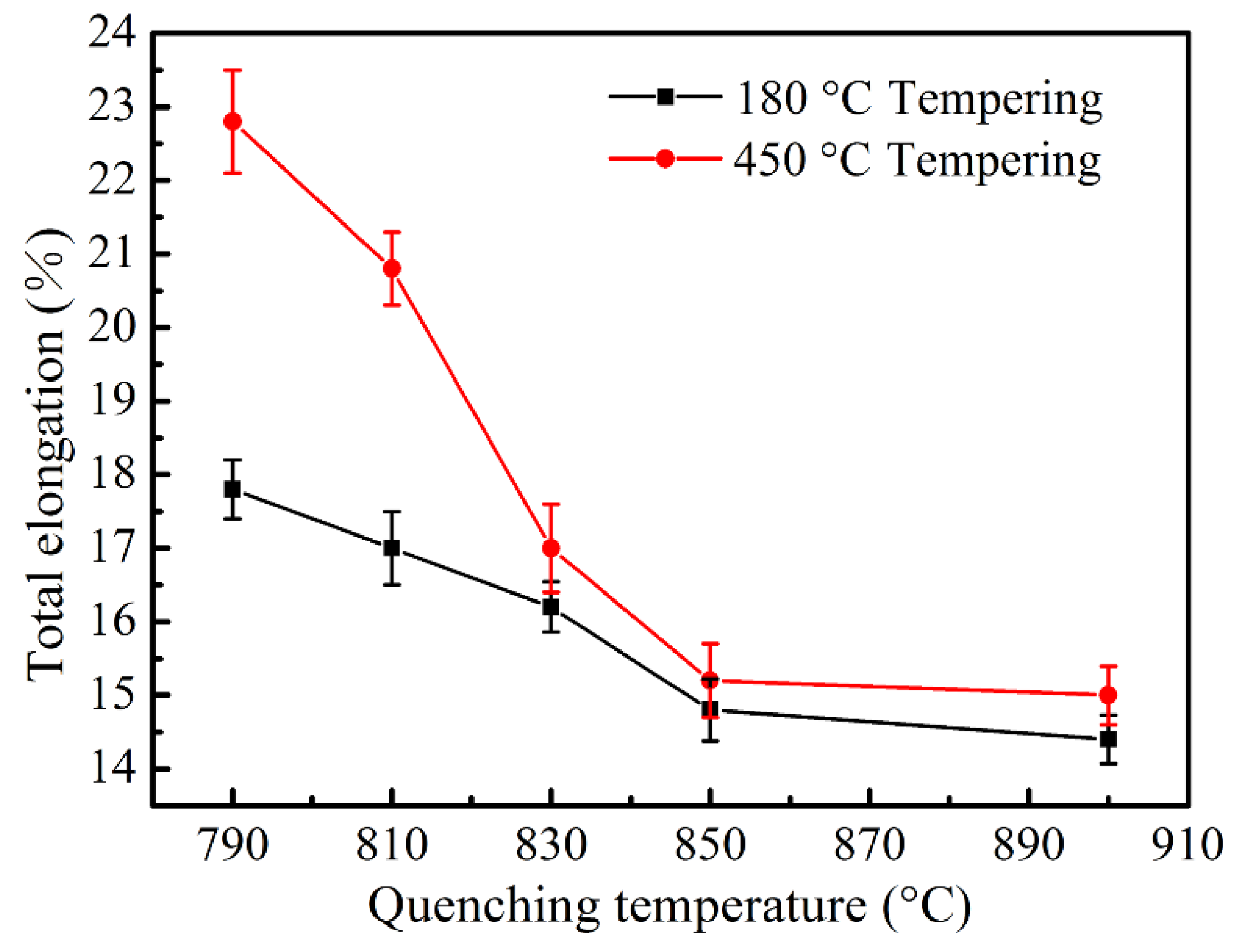
- When tempering at 180 °C, specimens show different strain hardening behaviors with the variation of ferrite content, and ferrite improves the elongation but deteriorates the toughness with different fracture mechanisms due to the strength difference between ferrite and martensite. However, all specimens show same strain hardening behavior due to the co-deformation of ferrite and martensite after tempering at 450 °C, and the addition of ferrite benefits both elongation and impact properties with similar fracture mechanisms. Specimens quenched from 900 °C with complete martensite have better toughness over 119 J after tempering at both temperatures.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nagao, A.; Ito, T.; Obinata, T. Development of YP960 and 1100MPa class ultra high strength steel plates with excellent toughness and high resistance to delayed fracture for construction and industrial machinery. JFE Tech. Rep. 2008, 11, 13–18. [Google Scholar]
- Hwang, B.; Lee, C.G.; Kim, S.-J. Low-temperature toughening mechanism in thermomechanically processed high-strength low-alloy steels. Metall. Mater. Trans. A 2011, 42, 717–728. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.P.; Sriram, S.; Greer, J.R.; Kumar, K.S. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]
- Hayashi, K.; Miyata, K.; Katsuki, F.; Ishimoto, T.; Nakano, T. Individual mechanical properties of ferrite and martensite in Fe–0.16mass% C–1.0mass% Si–1.5mass% Mn steel. J. Alloys Compd. 2013, 577, S593–S596. [Google Scholar] [CrossRef]
- Kumar, R.; Patel, N.K.; Mukherjee, K.; Walunj, M.; Mandal, G.K.; Venugopalan, T. Ferrite channel effect on ductility and strain hardenability of ultra high strength dual phase steel. Mater. Sci. Eng. A 2017, 685, 187–193. [Google Scholar]
- Bag, A.; Ray, K.K.; Dwarakadasa, E.S. Influence of martensite content and morphology on tensile and impact properties of high-martensite dual-phase steels. Metall. Mater. Trans. A 1999, 30, 1193–1202. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. Microstructures, mechanical properties, and strain hardening behavior of an ultrahigh strength dual phase steel developed by intercritical annealing of cold-rolled ferrite/martensite. Metall. Mater. Trans. A 2015, 46, 3052–3062. [Google Scholar] [CrossRef]
- Kalashami, A.G.; Kermanpur, A.; Najafizadeh, A.; Mazaheri, Y. Development of a high strength and ductile Nb-bearing dual phase steel by cold-rolling and intercritical annealing of the ferrite-martensite microstructures. Mater. Sci. Eng. A 2016, 658, 355–366. [Google Scholar] [CrossRef]
- Ashrafi, H.; Shamanian, M.; Emadi, R.; Saeidi, N. A novel and simple technique for development of dual phase steels with excellent ductility. Mater. Sci. Eng. A 2017, 680, 197–202. [Google Scholar] [CrossRef]
- Kamp, A.; Celotto, S.; Hanlon, D.N. Effects of tempering on the mechanical properties of high strength dual-phase steels. Mater. Sci. Eng. A 2012, 538, 35–41. [Google Scholar] [CrossRef]
- Rashid, M.S.; Rao, B.V.N. Tempering characteristics of a vanadium containing dual phase steel. Metall. Trans. A 1982, 13, 1679–1686. [Google Scholar] [CrossRef]
- Sayed, A.A.; Kheirandish, S. Affect of the tempering temperature on the microstructure and mechanical properties of dual phase steels. Mater. Sci. Eng. A 2012, 532, 21–25. [Google Scholar] [CrossRef]
- Samuel, F.H. Effect of dual-phase treatment and tempering on the microstructure and mechanical properties of a high strength, low alloy steel. Mater. Sci. Eng. 1985, 75, 51–66. [Google Scholar] [CrossRef]
- Sirinakorn, T.; Uthaisangsuk, V.; Srimanosaowapak, S. Effects of the tempering on mechanical properties of dual phase steels. J. Met. Mater. Miner. 2014, 24, 13–20. [Google Scholar]
- Li, H.; Gao, S.; Tian, Y.; Terada, D.; Shibata, A.; Tsuji, N. Influence of tempering on mechanical properties of ferrite and martensite dual phase steel. Mater. Today Proc. 2015, 2, S667–S671. [Google Scholar] [CrossRef]
- Azuma, M.; Goutianos, S.; Hansen, N.; Winther, G.; Huang, X. Effect of hardness of martensite and ferrite on void formation in dual phase steel. Mater. Sci. Technol. 2012, 28, 1092–1100. [Google Scholar] [CrossRef]
- Wang, S.; Yu, H.; Zhou, T.; Wang, T. Effects of non-recrystallization zone reduction on microstructure and precipitation behavior of a ferrite-bainite dual phase steel. Mater. Des. 2015, 88, 847–853. [Google Scholar] [CrossRef]
- GB/T 228.1–Metallic Materials–Tensile Testing–Part 1: Method of Test at Room Temperature; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China & Standardization Administration of The People’s Republic of China: Beijing, China, 2010.
- GB/T 229–Metallic Materials–Charpy Pendulum Impact Test Method; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China & Standardization Administration of The People’s Republic of China: Beijing, China, 2007.
- Bag, A.; Ray, K.K. A new model to explain the unusual tensile behavior of high martensite dual-phase steels. Metall. Mater. Trans. A 2001, 32, 2400–2403. [Google Scholar] [CrossRef]
- Thomas, G.; Koo, J.Y. Developments in strong, ductile duplex ferritic-martensitic steels. In Proceedings of the Structure and Properties of Dual-Phase Steels, Warrendale, PA, USA, 18–22 February 1979. [Google Scholar]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A.; Saeidi, N. Effects of initial microstructure and thermomechanical processing parameters on microstructures and mechanical properties of ultrafine grained dual phase steels. Mater. Sci. Eng. A 2014, 612, 54–62. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Adachi, Y.; Ponge, D.; Raabe, D. Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging. Acta Mater. 2011, 59, 658–670. [Google Scholar] [CrossRef]
- Zhou, T.; Yu, H.; Hu, J.; Wang, S. Study of microstructural evolution and strength–toughness mechanism of heavy-wall induction bend pipe. Mater. Sci. Eng. A 2014, 615, 436–446. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Deng, Y.; Misra, R.D.K. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite–ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Marder, A.R. The effect of heat treatment on the properties and structure of molybdenum and vanadium dual-phase steels. Metall. Mater. Trans. A 1981, 12, 1569–1579. [Google Scholar] [CrossRef]
- Findley, K.O.; Hidalgo, J.; Huizenga, R.M.; Santofimia, M.J. Controlling the work hardening of martensite to increase the strength/ductility balance in quenched and partitioned steels. Mater. Des. 2017, 117, 248–256. [Google Scholar] [CrossRef]
- Gündüz, S. Effect of chemical composition, martensite volume fraction and tempering on tensile behaviour of dual phase steels. Mater. Lett. 2009, 63, 2381–2383. [Google Scholar] [CrossRef]
- Movahed, P.; Kolahgar, S.; Marashi, S.P.H.; Pouranvari, M.; Parvin, N. The effect of intercritical heat treatment temperature on the tensile properties and work hardening behavior of ferrite–martensite dual phase steel sheets. Mater. Sci. Eng. A 2009, 518, 1–6. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A. A novel route for development of ultrahigh strength dual phase steels. Mater. Sci. Eng. A 2014, 619, 1–11. [Google Scholar] [CrossRef]
- Das, D.; Chattopadhyay, P.P. Influence of martensite morphology on the work-hardening behavior of high strength ferrite–martensite dual-phase steel. J. Mater. Sci. 2009, 44, 2957–2965. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, S.B.; Ray, K.K. Influence of bainite/martensite-content on the tensile properties of low carbon dual-phase steels. Mater. Sci. Eng. A 2008, 474, 270–282. [Google Scholar] [CrossRef]
- Kamikawa, N.; Sato, K.; Miyamoto, G.; Murayama, M.; Sekido, N.; Tsuzaki, K.; Furuhara, T. Stress–strain behavior of ferrite and bainite with nano-precipitation in low carbon steels. Acta Mater. 2015, 83, 383–396. [Google Scholar] [CrossRef]
- Cao, G.; Chen, X.; Kysar, J.W.; Lee, D.; Gan, Y.X. The mean free path of dislocations in nanoparticle and nanorod reinforced metal composites and implication for strengthening mechanisms. Mech. Res. Commun. 2007, 34, 275–282. [Google Scholar] [CrossRef]
- Yang, J.R.; Chen, L.J. Dual ferrite-martensite treatments of a high-strength low-alloy ASTM A588 steel. J. Mater. Sci. 1991, 26, 889–898. [Google Scholar] [CrossRef]
- Shi, L.; Yan, Z.; Liu, Y.; Zhang, C.; Qiao, Z.; Ning, B.; Li, H. Improved toughness and ductility in ferrite/acicular ferrite dual-phase steel through intercritical heat treatment. Mater. Sci. Eng. A 2014, 590, 7–15. [Google Scholar] [CrossRef]
- Mandal, G.; Ghosh, S.K.; Mukherjee, S. Phase transformation and mechanical behaviour of thermo-mechanically controlled processed high-strength multiphase steel. J. Mater. Sci. 2016, 51, 6569–6582. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Contents (wt %) |
|---|---|
| C | 0.12 |
| Si | 0.30 |
| Mn | 1.30 |
| Cr | 0.25 |
| Mo | 0.10 |
| Nb | 0.02 |
| Ti | 0.017 |
| P | 0.015 |
| S | 0.001 |
| Fe | Bal. |
| Quenching Temperature/°C | Ferrite Content/vol% |
|---|---|
| 790 | 56 |
| 810 | 37 |
| 830 | 26 |
| 850 | 3 |
| 900 | 0 |
| Quenching Temperature/°C | Tempering Temperature/°C | Slope (n − 1) | ||
|---|---|---|---|---|
| Stage I | Stage II | Stage III | ||
| 790 | 180 | −5.55 | −0.42 | −1.50 |
| 810 | −3.38 | 0.95 | −1.64 | |
| 830 | −1.69 | −0.21 | −1.62 | |
| 850 | −− | −1.15 | −1.99 | |
| 900 | −− | −− | −1.94 | |
| 790 | 450 | −5.59 | −− | −1.09 |
| 810 | −4.20 | −− | −1.34 | |
| 830 | −4.70 | −− | −1.03 | |
| 850 | −9.29 | −− | −0.48 | |
| 900 | −12.52 | −− | −0.39 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Yu, H.; Zhou, T.; Wang, L. Synergetic Effects of Ferrite Content and Tempering Temperature on Mechanical Properties of a 960 MPa Grade HSLA Steel. Materials 2018, 11, 2049. https://doi.org/10.3390/ma11102049
Wang S, Yu H, Zhou T, Wang L. Synergetic Effects of Ferrite Content and Tempering Temperature on Mechanical Properties of a 960 MPa Grade HSLA Steel. Materials. 2018; 11(10):2049. https://doi.org/10.3390/ma11102049
Chicago/Turabian StyleWang, Shaoyang, Hao Yu, Tao Zhou, and Lu Wang. 2018. "Synergetic Effects of Ferrite Content and Tempering Temperature on Mechanical Properties of a 960 MPa Grade HSLA Steel" Materials 11, no. 10: 2049. https://doi.org/10.3390/ma11102049
APA StyleWang, S., Yu, H., Zhou, T., & Wang, L. (2018). Synergetic Effects of Ferrite Content and Tempering Temperature on Mechanical Properties of a 960 MPa Grade HSLA Steel. Materials, 11(10), 2049. https://doi.org/10.3390/ma11102049