Optimization of Hole-Flanging by Single Point Incremental Forming in Two Stages

 ,
,  , ,
, ,  and
and 
Abstract
1. Introduction
2. Methodology
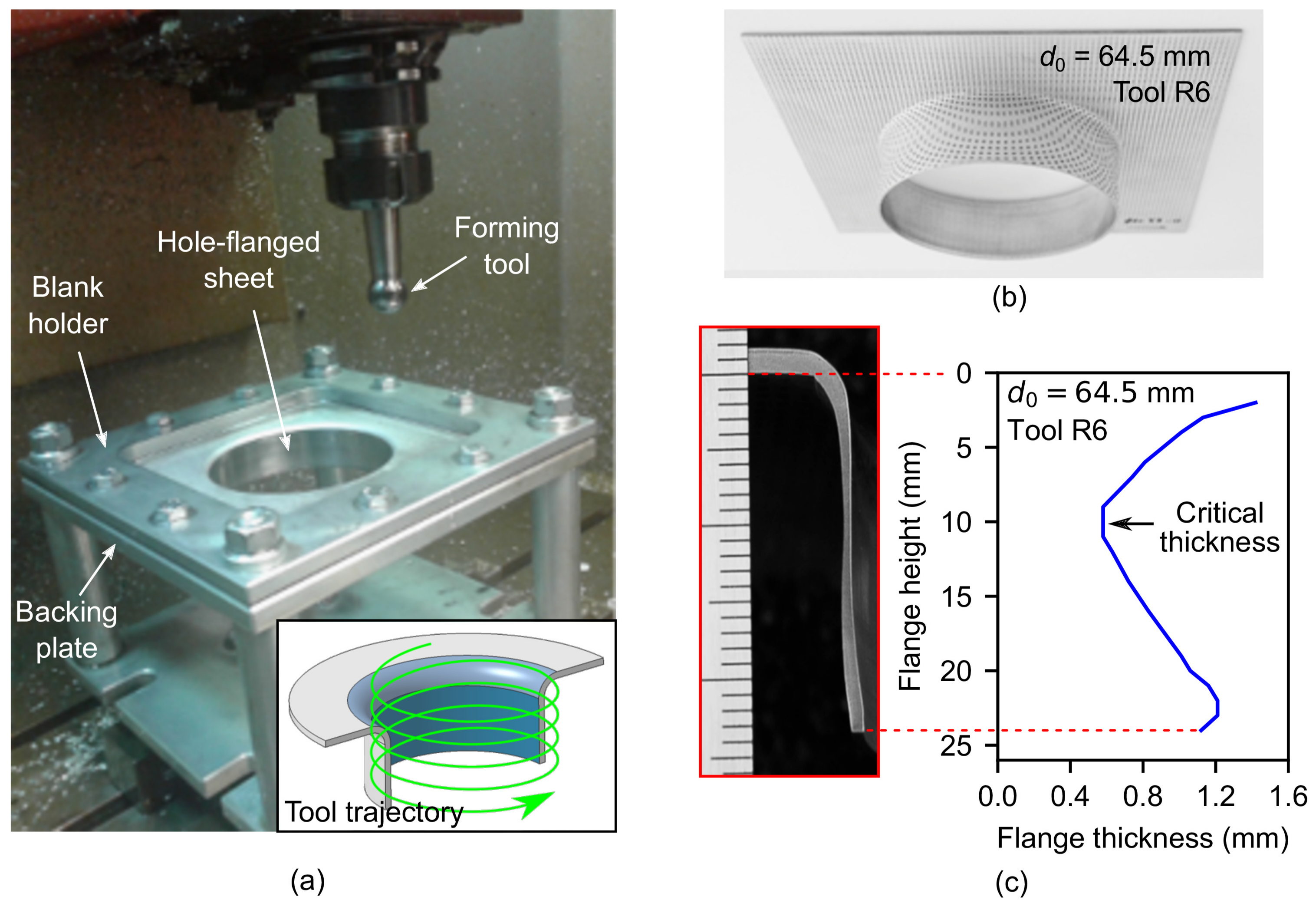
2.1. Experimental Background: Hole-Flanging by SPIF in a Single Stage
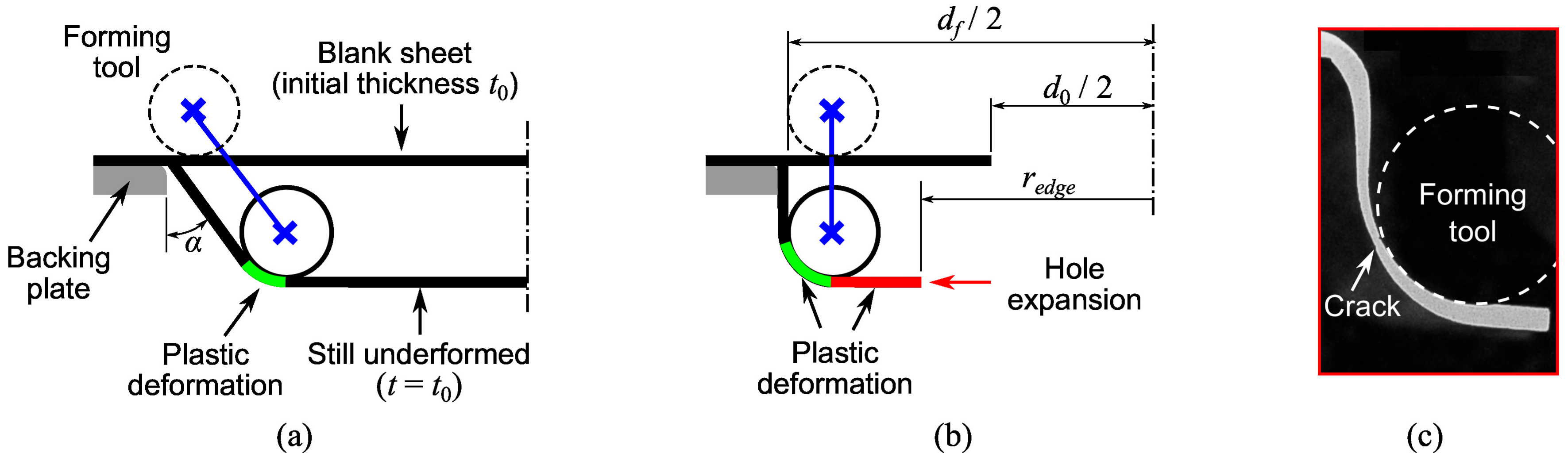
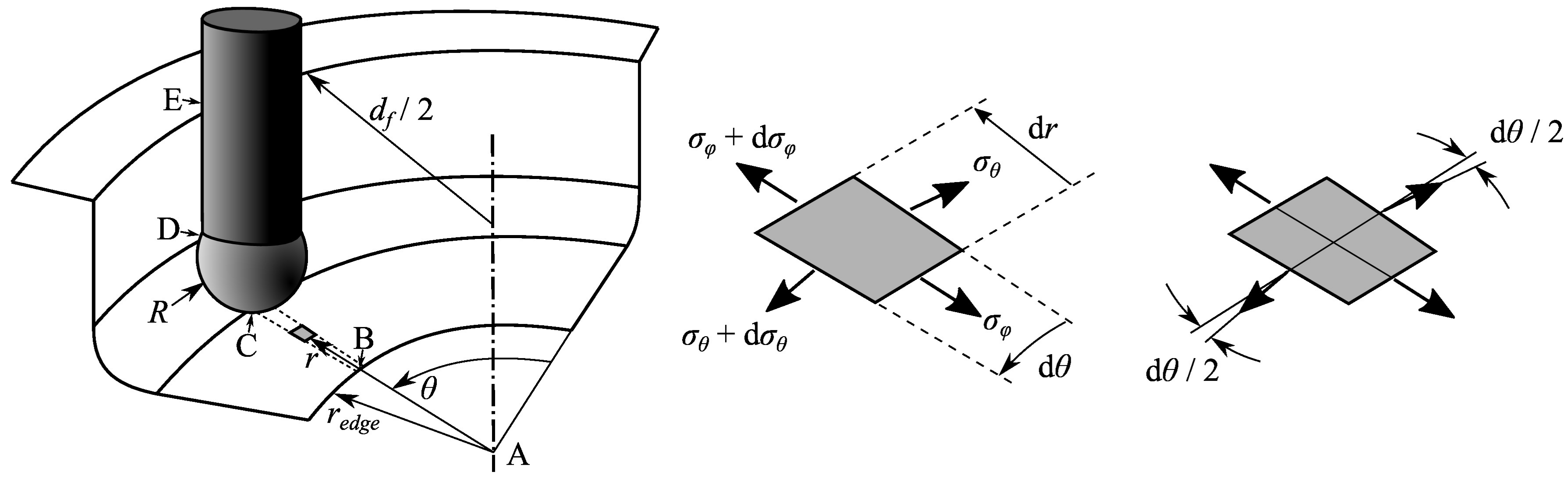
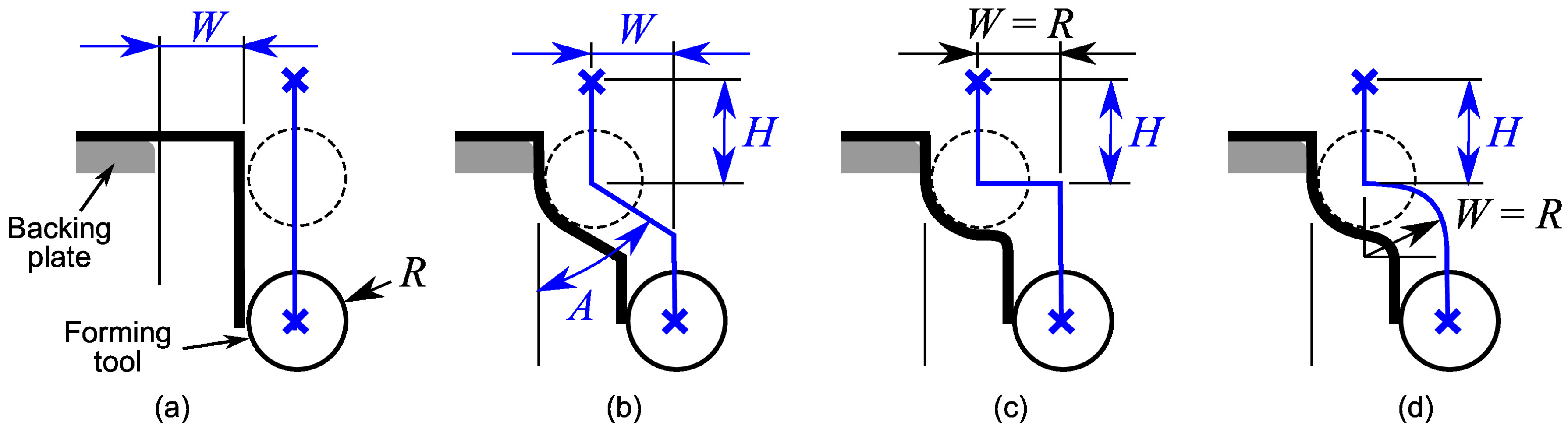
2.2. Analysis of the SPIF Process Deformation
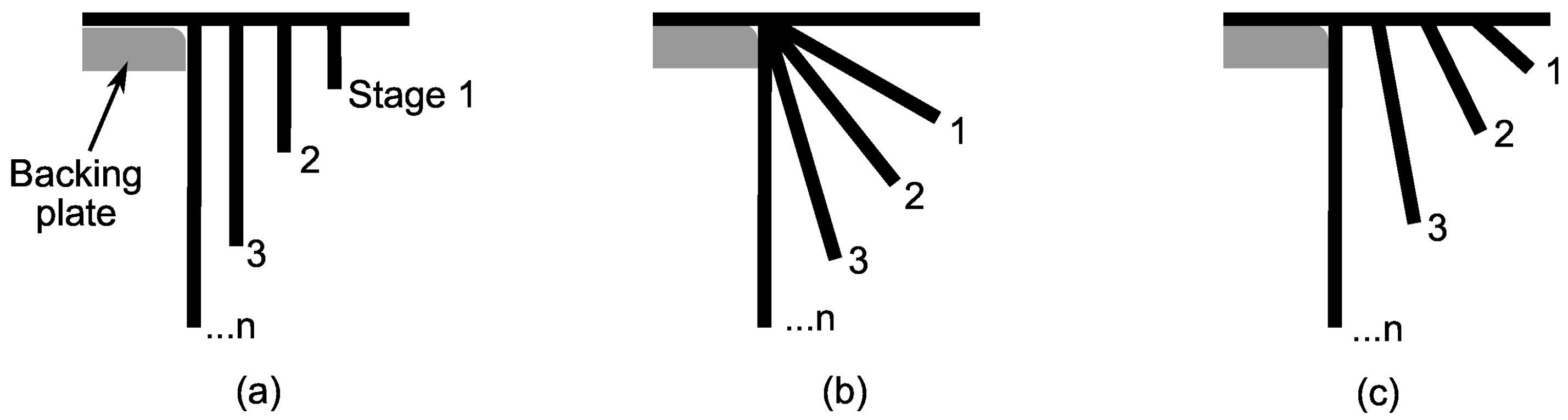
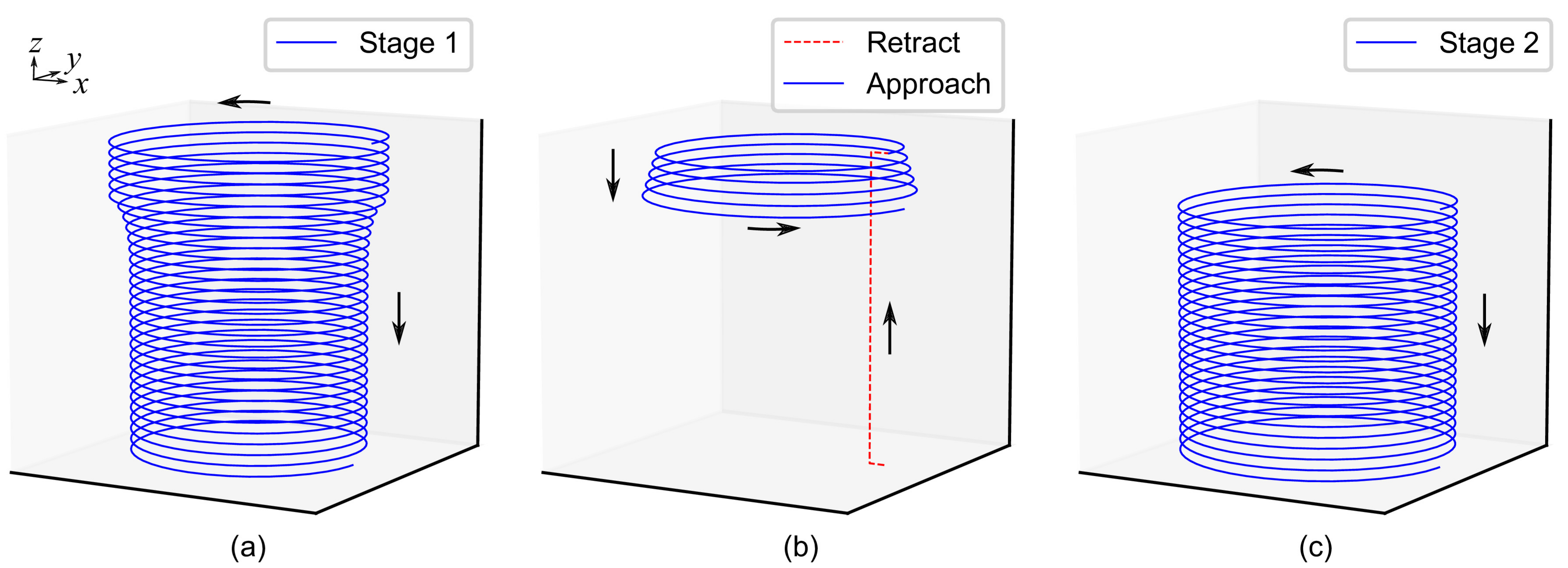
2.3. Proposal for an Improved SPIF Strategy
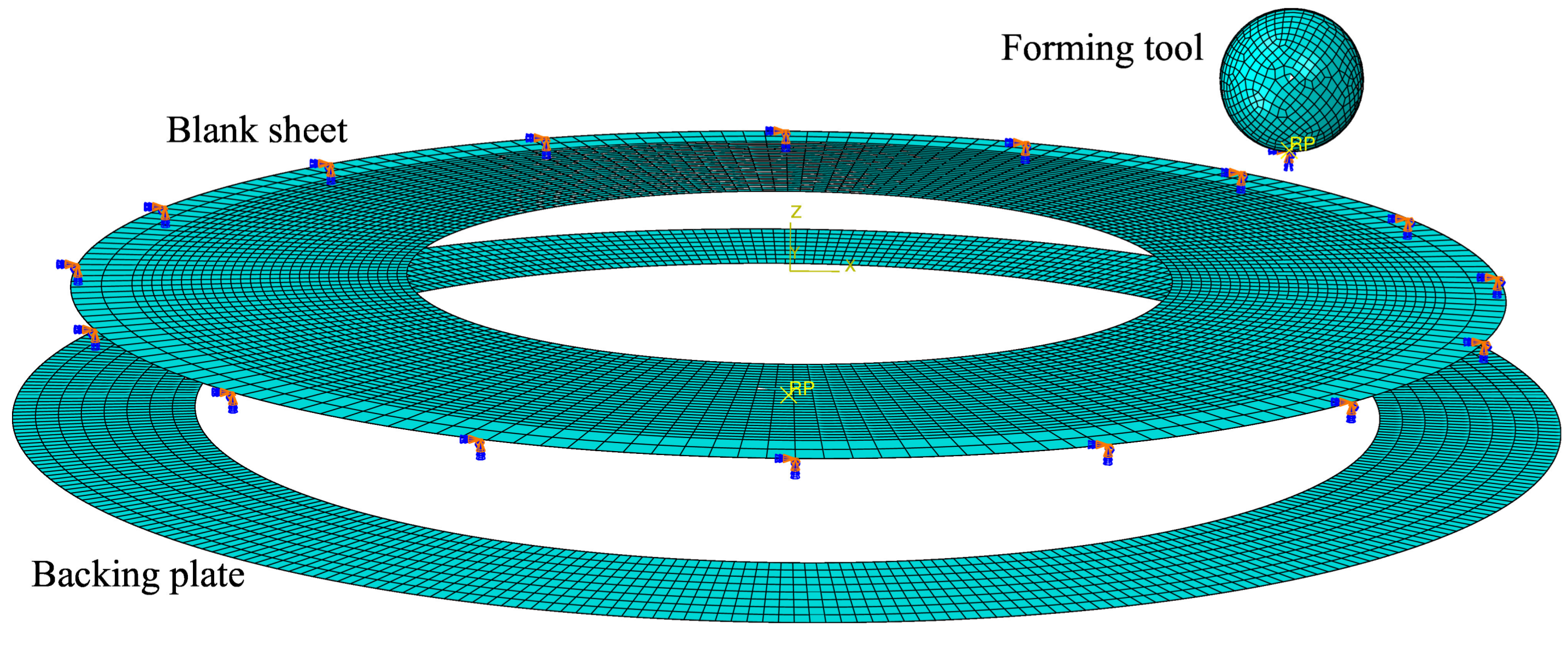
3. Numerical Model
4. Results and Discussion
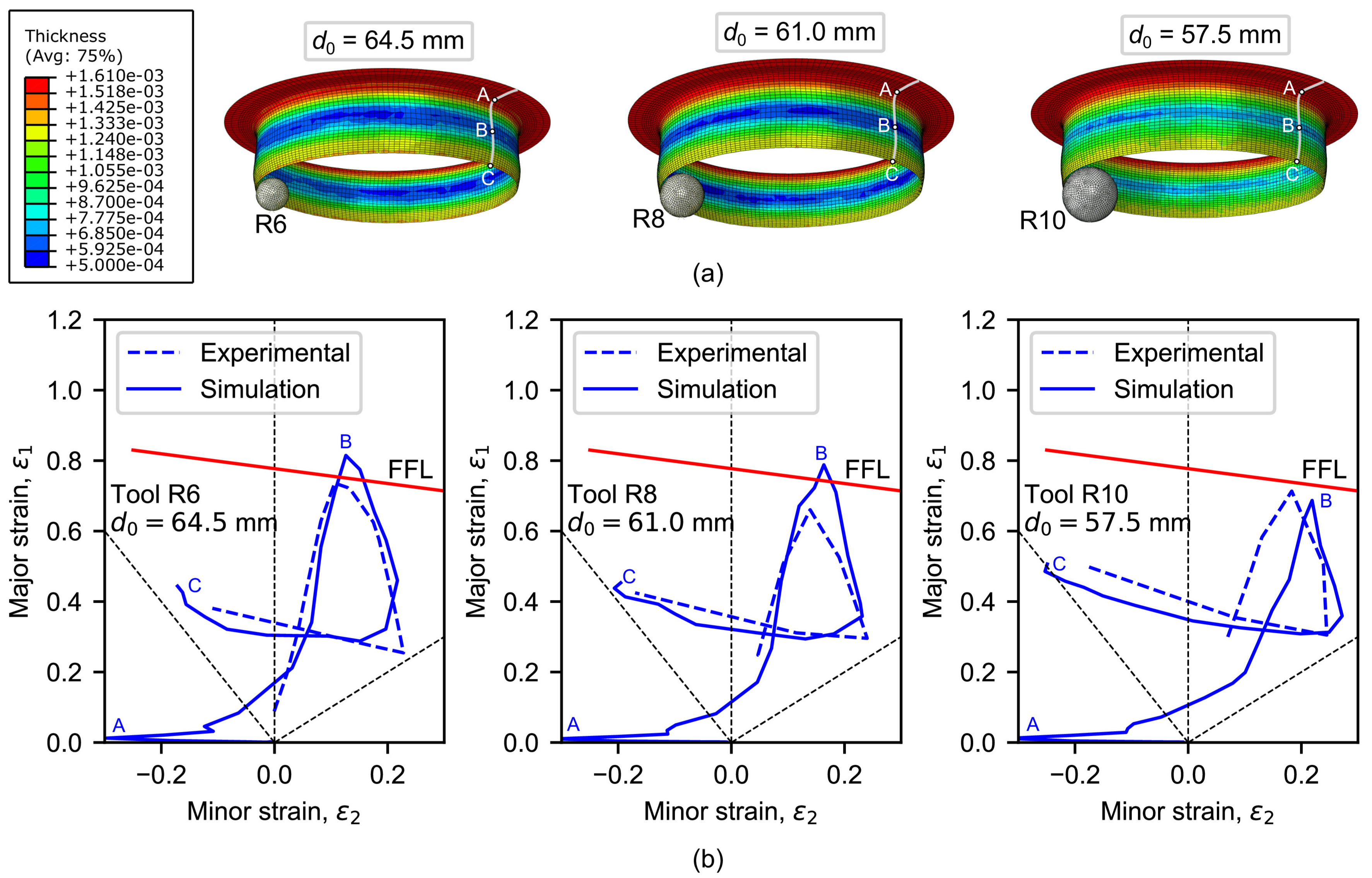
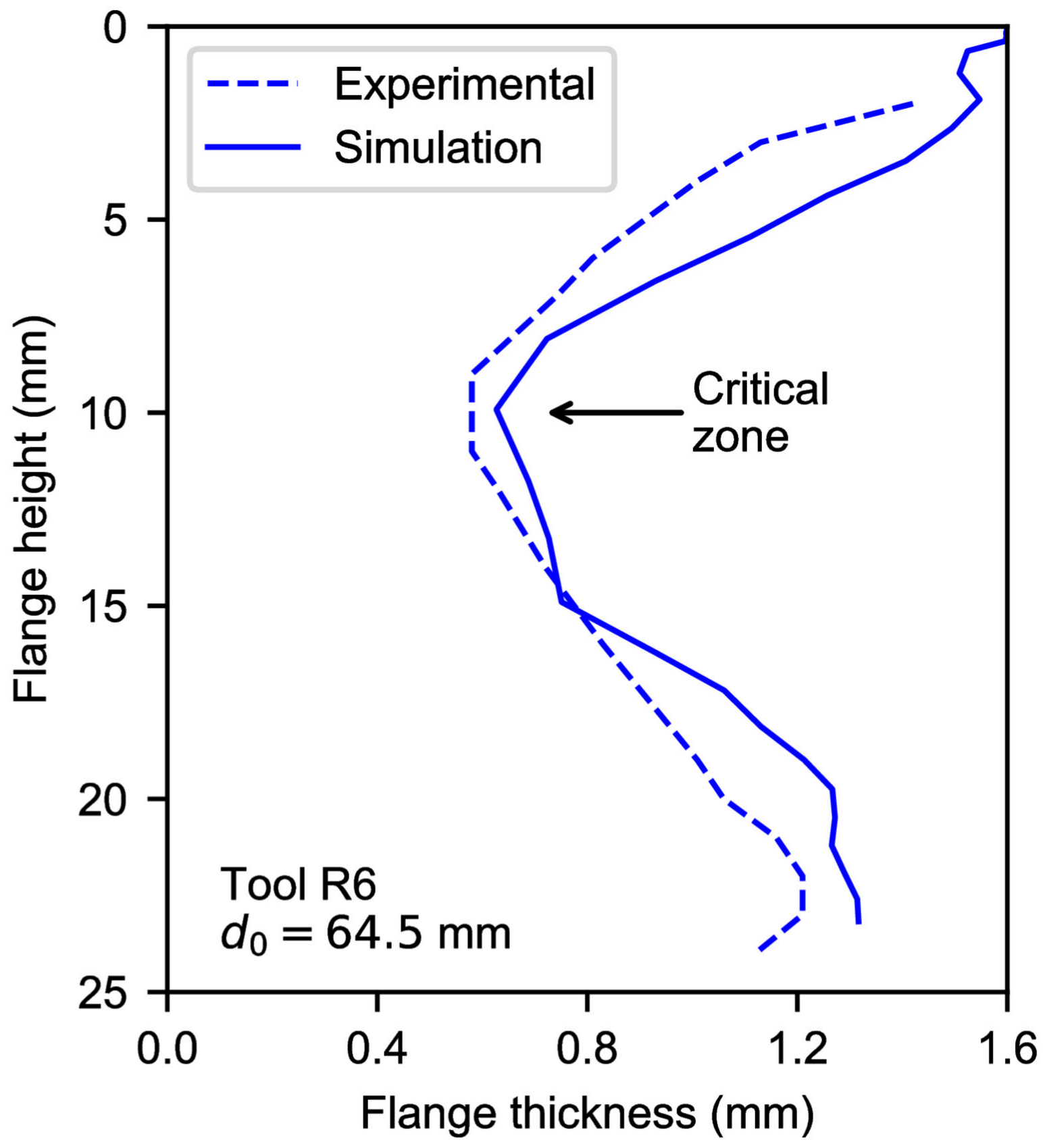
4.1. Validation of the FE Model
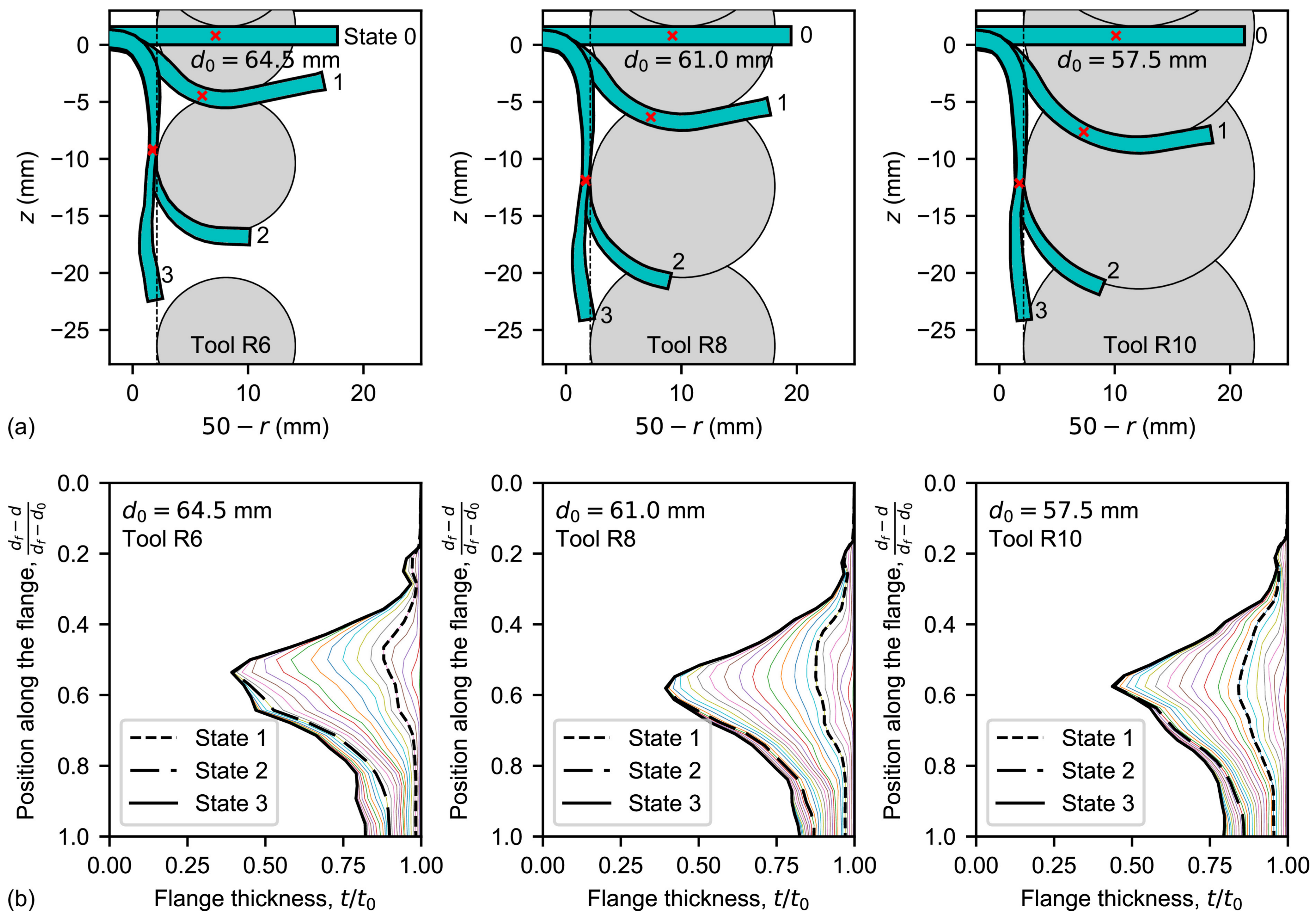
4.2. Analysis of Flange Deformation by Single-Stage SPIF
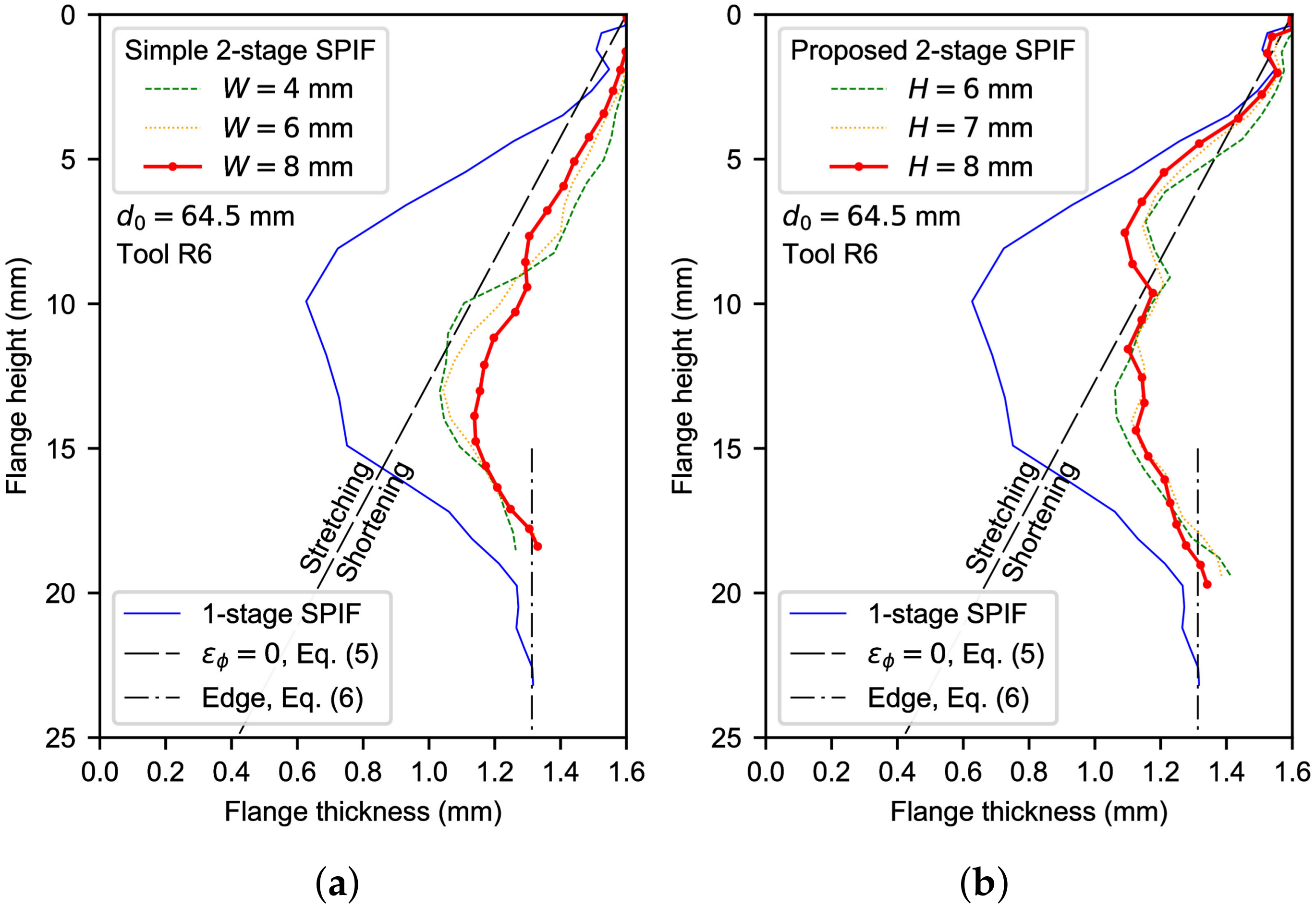
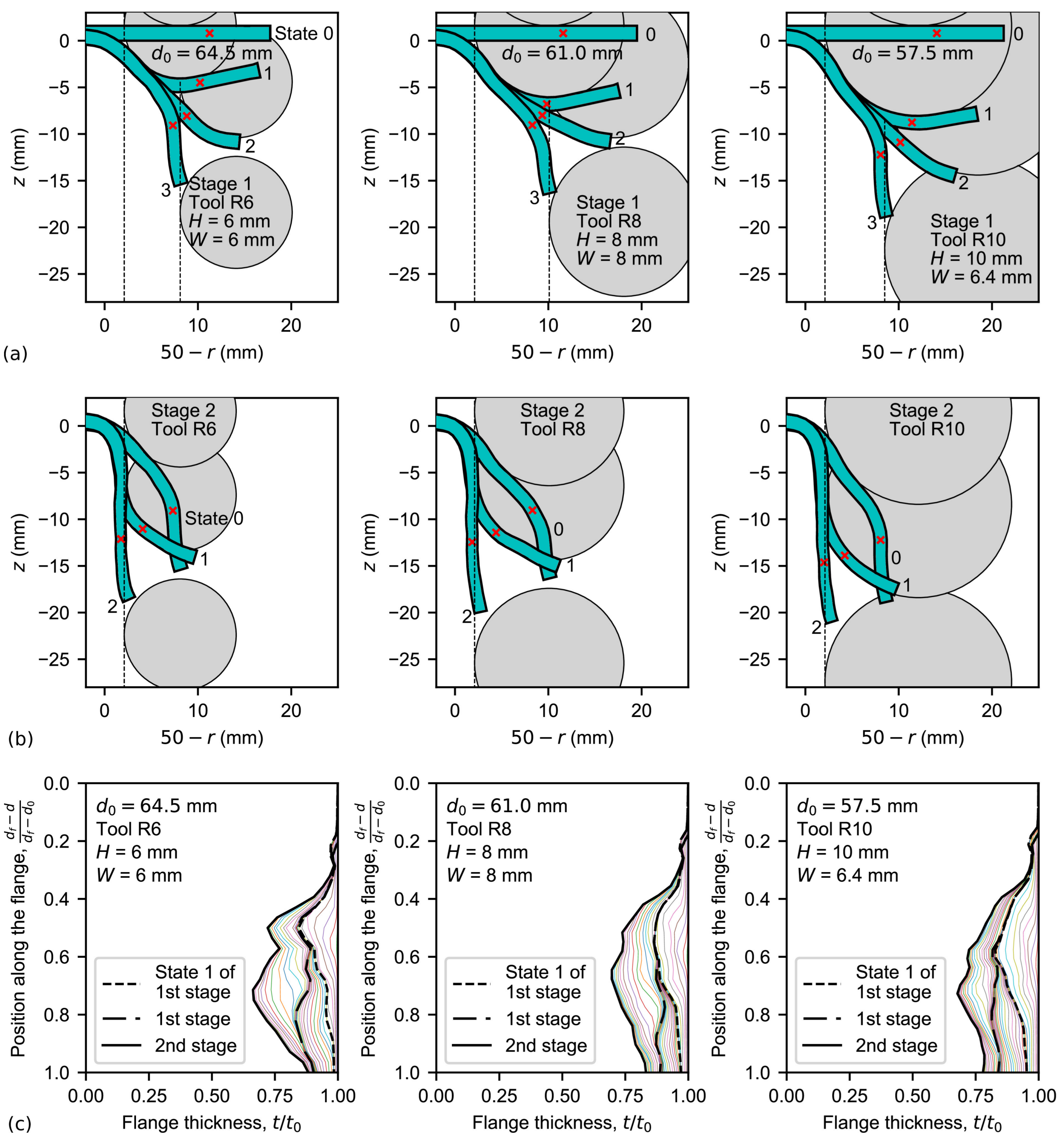
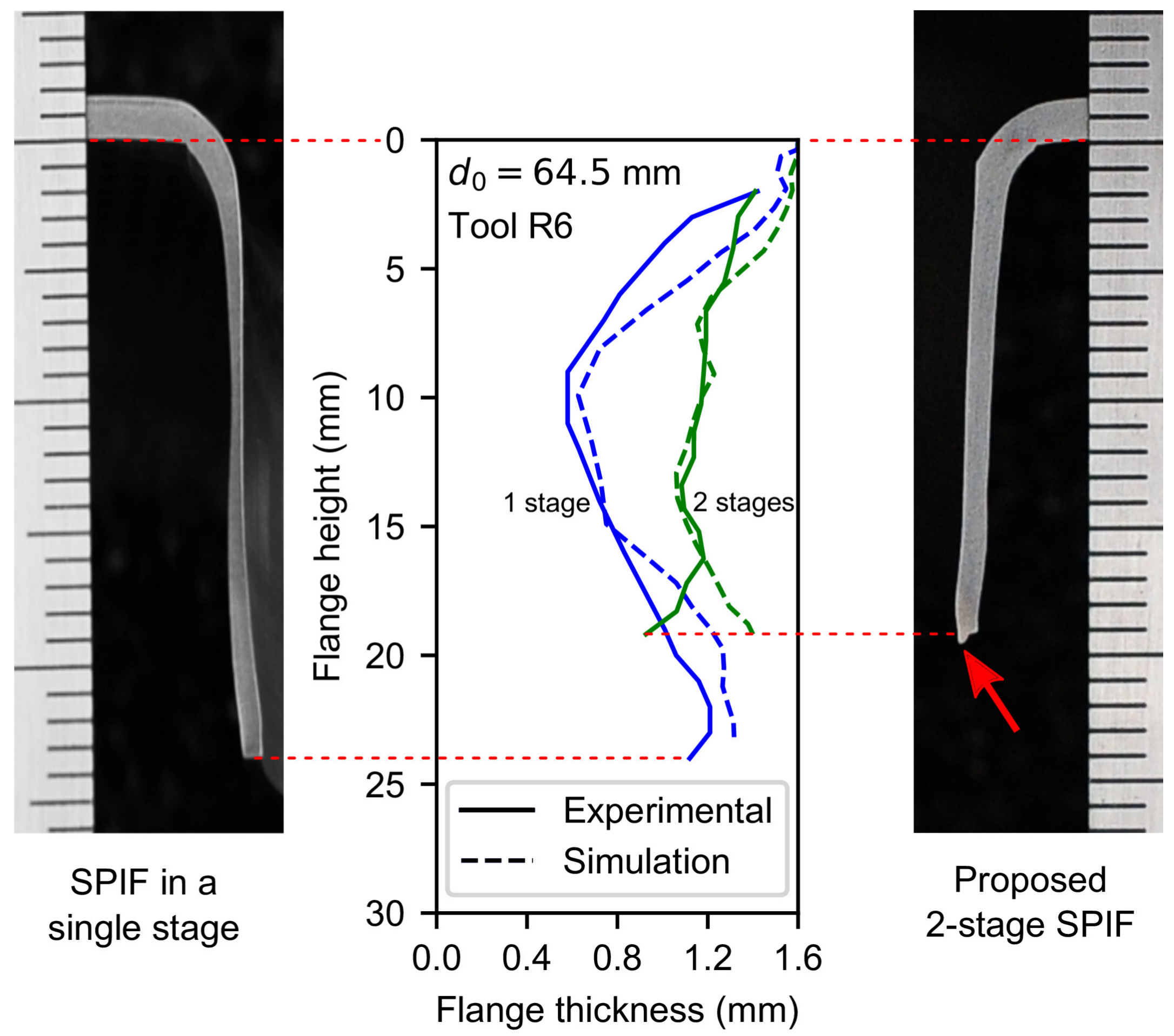
4.3. Analysis of the Flange Deformation in the Two-Stage SPIF Process
4.4. Experimental Study
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| SPIF | Single Point Incremental Forming |
| ISF | Incremental Sheet Forming |
| FLC | Forming Limit Curve (by necking) |
| FLD | Forming Limit Diagram |
| FFL | Fracture Forming Limit |
| FE | Finite Element |
| FEA | Finite Element Analysis |
References
- Emmens, W.; Sebastiani, G.; van den Boogaard, A. The technology of Incremental Sheet Forming—A brief review of the history. J. Mater. Process. Technol. 2010, 210, 981–997. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Soeiro, J.; Silva, C.; Silva, M.; Martins, P. Revisiting the formability limits by fracture in sheet metal forming. J. Mater. Process. Technol. 2015, 217, 184–192. [Google Scholar] [CrossRef]
- Centeno, G.; Martínez-Donaire, A.J.; Bagudanch, I.; Morales-Palma, D.; Garcia-Romeu, M.L.; Vallellano, C. Revisiting Formability and Failure of AISI304 Sheets in SPIF: Experimental Approach and Numerical Validation. Metals 2017, 7, 531. [Google Scholar] [CrossRef]
- Zha, G.; Xu, J.; Shi, X.; Zhou, X.; Lu, C. Forming Process of Automotive Body Panel based on Incremental Forming Technology. Metall. Min. Ind. 2015, 12, 350–357. [Google Scholar]
- Hussain, G.; Khan, H.R.; Gao, L.; Hayat, N. Guidelines for Tool-Size Selection for Single-Point Incremental Forming of an Aerospace Alloy. Mater. Manuf. Process. 2013, 28, 324–329. [Google Scholar] [CrossRef]
- Centeno, G.; Morales-Palma, D.; Gonzalez-Perez-Somarriba, B.; Bagudanch, I.; Egea-Guerrero, J.J.; Gonzalez-Perez, L.M.; García-Romeu, M.L.; Vallellano, C. A functional methodology on the manufacturing of customized polymeric cranial prostheses from CAT using SPIF. Rapid Prototyp. J. 2017, 23, 771–780. [Google Scholar] [CrossRef]
- Silva, M.; Bay, N.; Martins, P. 2-Hole-flanging by single point incremental forming. In Materials Forming and Machining; Davim, J.P., Ed.; Mechanical Engineering Series; Woodhead Publishing Reviews: Cambridge, UK, 2016; pp. 25–50. [Google Scholar]
- Cui, Z.; Gao, L. Studies on hole-flanging process using multistage incremental forming. CIRP J. Manuf. Sci. Technol. 2010, 2, 124–128. [Google Scholar] [CrossRef]
- Bambach, M.; Voswinckel, H.; Hirt, G. A New Process Design for Performing Hole-flanging Operations by Incremental Sheet Forming. Procedia Eng. 2014, 81, 2305–2310. [Google Scholar] [CrossRef]
- Borrego, M.; Morales-Palma, D.; Martínez-Donaire, A.; Centeno, G.; Vallellano, C. Experimental study of hole-flanging by single-stage incremental sheet forming. J. Mater. Process. Technol. 2016, 237, 320–330. [Google Scholar] [CrossRef]
- Morales-Palma, D.; Borrego, M.; Martínez-Donaire, A.J.; López-Fernández, J.A.; Centeno, G.; Vallellano, C. Numerical study on the thickness homogenization in hole-flanging by single-point incremental forming. J. Phys. Conf. Ser. 2018, 1063, 012183. [Google Scholar] [CrossRef]
- Morales-Palma, D.; Borrego, M.; Martínez-Donaire, A.; Centeno, G.; Vallellano, C. Preliminary investigation on homogenization of the thickness distribution in hole-flanging by SPIF. Procedia Manuf. 2017, 13, 124–131. [Google Scholar] [CrossRef]
- Martins, P.; Bay, N.; Skjoedt, M.; Silva, M. Theory of single point incremental forming. CIRP Ann. 2008, 57, 247–252. [Google Scholar] [CrossRef]
- Silva, M.; Skjoedt, M.; Martins, P.; Bay, N. Revisiting the fundamentals of single point incremental forming by means of membrane analysis. Int. J. Mach. Tools Manuf. 2008, 48, 73–83. [Google Scholar] [CrossRef]
- Silva, M.; Skjoedt, M.; Atkins, A.; Bay, N.; Martins, P. Single—Point incremental forming and formability—Failure diagrams. J. Strain Anal. Eng. Des. 2008, 43, 15–35. [Google Scholar] [CrossRef]
- Flores, P.; Duchêne, L.; Bouffioux, C.; Lelotte, T.; Henrard, C.; Pernin, N.; Bael, A.V.; He, S.; Duflou, J.; Habraken, A. Model identification and FE simulations: Effect of different yield loci and hardening laws in sheet forming. Int. J. Plast. 2007, 23, 420–449. [Google Scholar] [CrossRef]
- Eyckens, P.; Belkassem, B.; Henrard, C.; Gu, J.; Sol, H.; Habraken, A.M.; Duflou, J.R.; Van Bael, A.; Van Houtte, P. Strain evolution in the single point incremental forming process: digital image correlation measurement and finite element prediction. Int. J. Mater. Form. 2011, 4, 55–71. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E (GPa) | (MPa) | K (MPa) | n | |
|---|---|---|---|---|
| 65.7 | 0.3 | 109.7 | 314 | 0.13 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales-Palma, D.; Borrego, M.; Martínez-Donaire, A.J.; Centeno, G.; Vallellano, C. Optimization of Hole-Flanging by Single Point Incremental Forming in Two Stages. Materials 2018, 11, 2029. https://doi.org/10.3390/ma11102029
Morales-Palma D, Borrego M, Martínez-Donaire AJ, Centeno G, Vallellano C. Optimization of Hole-Flanging by Single Point Incremental Forming in Two Stages. Materials. 2018; 11(10):2029. https://doi.org/10.3390/ma11102029
Chicago/Turabian StyleMorales-Palma, Domingo, Marcos Borrego, Andrés J. Martínez-Donaire, Gabriel Centeno, and Carpóforo Vallellano. 2018. "Optimization of Hole-Flanging by Single Point Incremental Forming in Two Stages" Materials 11, no. 10: 2029. https://doi.org/10.3390/ma11102029
APA StyleMorales-Palma, D., Borrego, M., Martínez-Donaire, A. J., Centeno, G., & Vallellano, C. (2018). Optimization of Hole-Flanging by Single Point Incremental Forming in Two Stages. Materials, 11(10), 2029. https://doi.org/10.3390/ma11102029