1. Introduction
In oil and gas drilling engineering, one of the frequently encountered problems is lost circulation, which is defined as the undesirable partial or complete loss of drilling fluid into formation voids during drilling, circulation, running casing, or cementing operations [
1,
2]. Once the total pressure exerted against the formation exceeds the formation breakdown pressure, lost circulation may be encountered at any depth. According to the statistics, the occurrence of lost circulation is present in approximately 20 to 25% of wells drilled around the world during drilling [
3], and results in several troublesome problems such as excessive mud losses, non-productive time, stuck pipe, well kick, well blow-out and even abandonment of the wells [
4,
5,
6,
7]. Moreover, it has also been blamed for minimized production because the loss of fluid into a formation plugs the production zones and leads to decreased productivity [
8,
9]. More than 2 billion USD is spent to combat and mitigate this problem each year [
10,
11]. Lost circulation poses great challenges for the industry.
Lost circulation is generally observed in four kinds of formation including natural or induced fractured formations, vugular or cavernous formations, highly permeable formations, and unconsolidated formations [
3]. Although the forms of loss like filtration loss, matrix seepage, and vugular loss may be of concern, losses through fracture propagation is the primary type and accounts for over 90% of the operator lost returns expenditures [
7].
Over the past years, much effort has been made in an attempt to mitigate or stop lost circulation. A wide variety of lost circulation materials (LCMs) have been employed to form dense and integrated fracture sealing barriers [
12]. The list of materials commercially available as LCMs is impressive [
13,
14]. Conventionally, these materials can be classified as fibrous, flaky, granular type, and mixtures of these [
15]. For instance, particulate materials such as calcium carbonate and graphites, fibrous materials such as wood fiber, mineral fiber, and glass fiber; flake materials such as cellophane, mica and vermiculite; and granular materials such as perilite, nut shells and ground tires are widely used [
16]. Meanwhile, other types of materials including cement, chemically activated cross-linked pilles, cross-linked cement, deformable-viscous-cohesive systems, nano-composite gel, gunk squeezes [
17], polyurethane grouting, crosslinked gel, viscoelastic surfactant, nano-particles [
18], reticulated foam [
19], and shape memory polymers [
20] have also attracted attention. These materials are generally added either to the drilling fluid or separately in the form of a sweep or a treating pill [
21].
Because of the inherent advantages of high temperature stability, excellent lubricity, high wellbore stability, and tolerance to pollution and so on, invert emulsion drilling fluids (including oil-based drilling fluid (OBDF) and synthetic-based drilling fluid (SBDF)) are generally preferred when there are drilling demanding formations and complex conditions such as deep formation drilling, deep water drilling and gypsum and so on in comparison with water-based drilling fluids [
22,
23,
24]. However, one potential drawback to the use of these fluids is the high cost associated with lost circulation [
12]. On the one hand, the strong dependency of density on both temperature and pressure makes the invert-emulsion drilling fluid more compressible than the water-based drilling fluid, which subsequently results in a narrower drilling fluid density margin and easy occurrence of lost circulation [
25,
26]. On the other hand, for the pressure required to initiate hydraulic fracturing of the formation, there is no difference between water-based drilling fluid and invert emulsion drilling fluid; however, after the fractures are formed, there is a noticeable difference [
9,
27,
28]. For water-based drilling fluid, a higher spurt fluid loss causes the almost instantaneous formation of a filter cake, and is then followed by a higher filtration loss, which results in the formation of thicker filter cakes, shielding the fracture tip from the maximum wellbore pressure and allowing bridges to develop that prevent further fracture propagation [
26]. Meanwhile, the presence of filter cake can heal the fractures and lead to higher fracture re-opening pressures. Nevertheless, for invert emulsion drilling fluid, because of almost no dispersion of drilling cuttings, the filter cake is primarily composed of emulsion droplets and very thin and impermeable. Meanwhile, after wetting by the invert emulsion drilling fluid, the friction between LCMs and fracture plane decreases and cause the LCMs relatively difficult to bridging and forming effective sealing, which facilitate movement along these weak planes [
29,
30]. Therefore, once the fracture is initiated, a much smaller pressure is needed to propagate the fracture compared to water-based drilling fluid. This allows changes in wellbore pressures to be transmitted to the formation more readily, and further propagates the fracture [
9,
31]. Furthermore, although a variety of materials have been used as LCMs, materials specially designed to combat lost circulation in invert-emulsion drilling fluids are relatively fewer than that for water-based drilling fluids [
25]. For solid particles, oil-wetting chemicals must typically be added to ensure the oil wet property when drilling with an OBDF [
32]. Thereby, when using invert-emulsion drilling fluids, very few lost circulation remedies have been successful [
33,
34].
Water-absorbent resin is a kind of polymer with cross-linking structures which render the resin water-insoluble and capable of absorbing water of several to hundreds of times of its own weight. By deforming and being squeezed into the loss fractures with flexibility, the polymers can absorb water and fill in the fractures or pores. Due to the adsorption on the rock surface, it is easy for the polymers to stay in the loss channels and form a strong and pliable plug [
35]. Because of the above advantages, water absorbent resin has been widely used in water-based drilling fluid as an effective LCM [
36,
37]. Behaving like water-absorbent resins, oil-absorbent resins having the cross-linked, three-dimensional, and hydrophobic networks that do not dissolve in oil are mainly used for absorbing oil in environmental pollution treatment [
38]. Therefore, considering the similar properties between oil-absorbent resin and water-absorbent resin, the object of the current study is to probe the feasibility of oil absorbent resin in mitigating the loss of OBDFs.
2. Materials and Methods
2.1. Materials
Monomers including methylmethacrylate (MMA) (99%), butyl acrylate (BA) (98%), and hexadecyl methacrylate (HMA), cross-linking reagent N,N’-Methylenebis (acrylamide) (MBA) (99%) and initiator benzoyl peroxide (BPO) were purchased from Shanghai Aladdin Biochemical Technology Co. Ltd. (Shanghai, China) with analytical purity. Polyvinyl alcohol (PVA) using as dispersant agent, ethyl acetate (EAC) as porogen, and ethanol were bought from Sinopharm Chemical Reagent Co., Ltd. (Beijing, China) with analytical purity.
The low-toxicity mineral oil of No. 3 white oil used as the base oil was purchased from Shandong Taichang Petrochemical Technology Co., Ltd. (Qingdao, China). The organic clay with commercial name VG-Plus was provided by M-I Swaco Company of Schlumberger. Primary emulsifier BZ-OPE (amidoamine type) and secondary emulsifier BZ-OSE (fatty acid type) were provided by China National Petroleum Corporation (Tianjin, China). Rheological modifier SD-RM prepared from a reaction between polyacid and polyethene polyamine was provided by Shandong Shida Chuangxin Technology Co., Ltd. (Dongying, China). Barite used as weighting material was purchased from An County Huaxi mineral powder Co., Ltd. (Mianyang, China). Two types of conventional fluid loss additives including asphaltic additive and modified lignite used in OBDFs were provided by China National Petroleum Corporation and Shandong Shida Chuangxin Technology Co., Ltd. (Dongying, China), respectively. Lime (CaO, pH enhancer) and CaCl2 were bought from Sinopharm Chemical Reagent Co., Ltd. (Beijing, China). Calcium chloride was purchased from Sinopharm Chemical Reagent Co., Ltd. with analytical purity. The sized calcium carbonate (SCC) particles were provided by Jingmen Shun Zhan calcium Industry Co., Ltd. (Jingmen, China). The rubber (RUB) particles were obtained from Dujiangyan Huayi Rubber Co., Ltd. (Dujiangyan, China). The fibers (FIB) using as LCM were bought from Changzhou Tianyi engineering fiber Co., Ltd. (Changzhou, China). All the reagents were used as received without further purification.
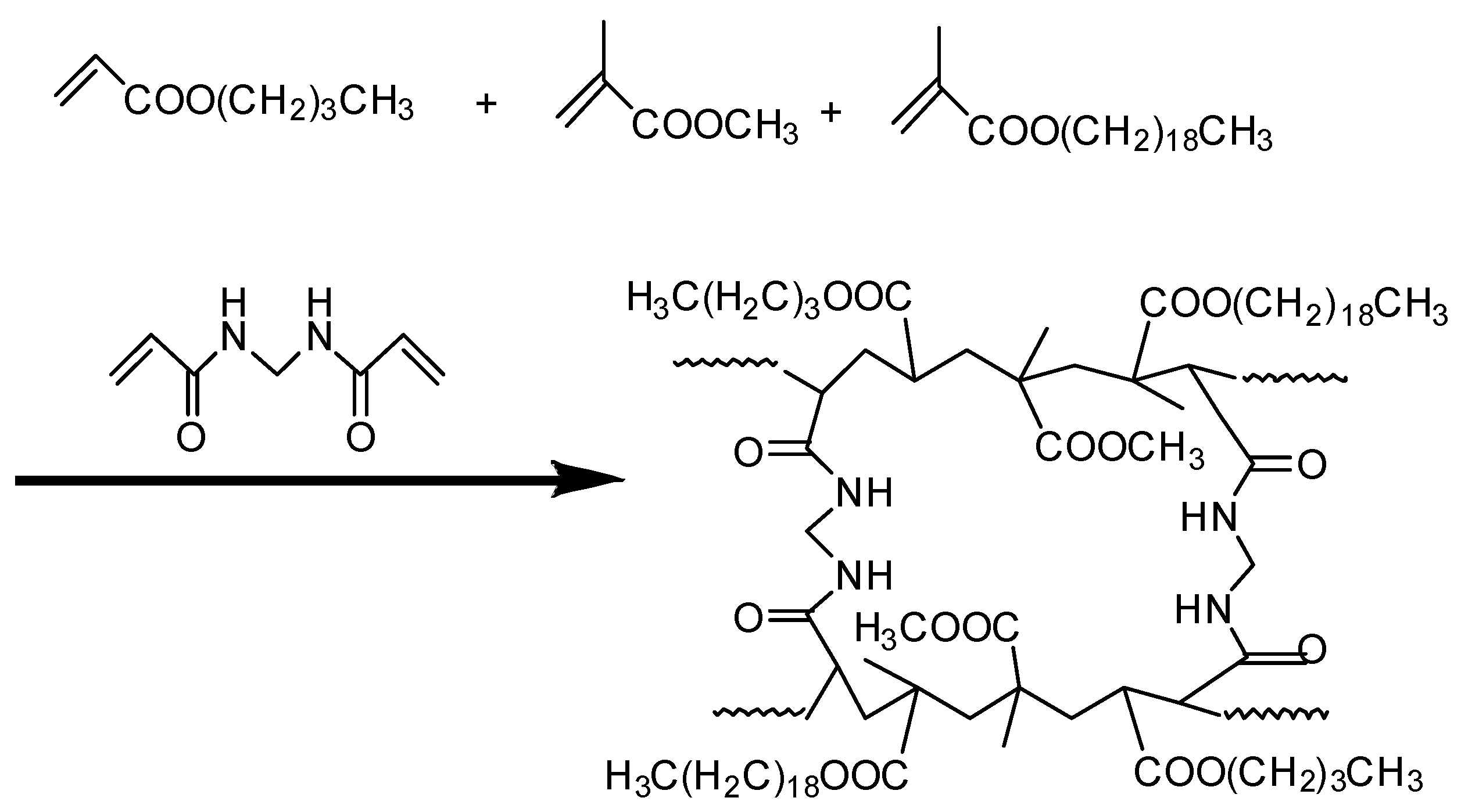
2.2. Synthesis and Characterization of Oil-Absorbent Polymer (OAP)
The reaction was performed in 500 mL, four-necks, round-bottom flasks equipped with a mechanical stirrer and heating device. Initially, 240 mL of PVA (2 g) solution was added into the flask and stirred for 30 min with water bath heated to 60 °C for facilitation of dissolution. The system was charged with nitrogen gas and then sealed under nitrogen. Then, a mixture containing monomers of MMA (6 g), BA (16 g) and HMA (18 g), cross-linker MBA (0.3 g), initiator BPO (0.4 g) and porogen EAC (5 g) was added into the reactor within 10 min. The polymerization reaction was performed at 80 °C for 6 h under a stirring rate of 600 rpm. After reaction termination, the products were washed with absolute ethanol several times and then washed with hot deionized water (60–70 °C) several times. After washing, the sample was dried in vacuum drying oven (Qingdao Haitongda Special Instrument Co., Ltd., Qingdao, China) at 55 °C for 24 h and finally the product of oil-absorbent polymer (OAP) was obtained as small beads. The particle size can be controlled by adjusting the stirring rate and the ratio of reaction monomers.
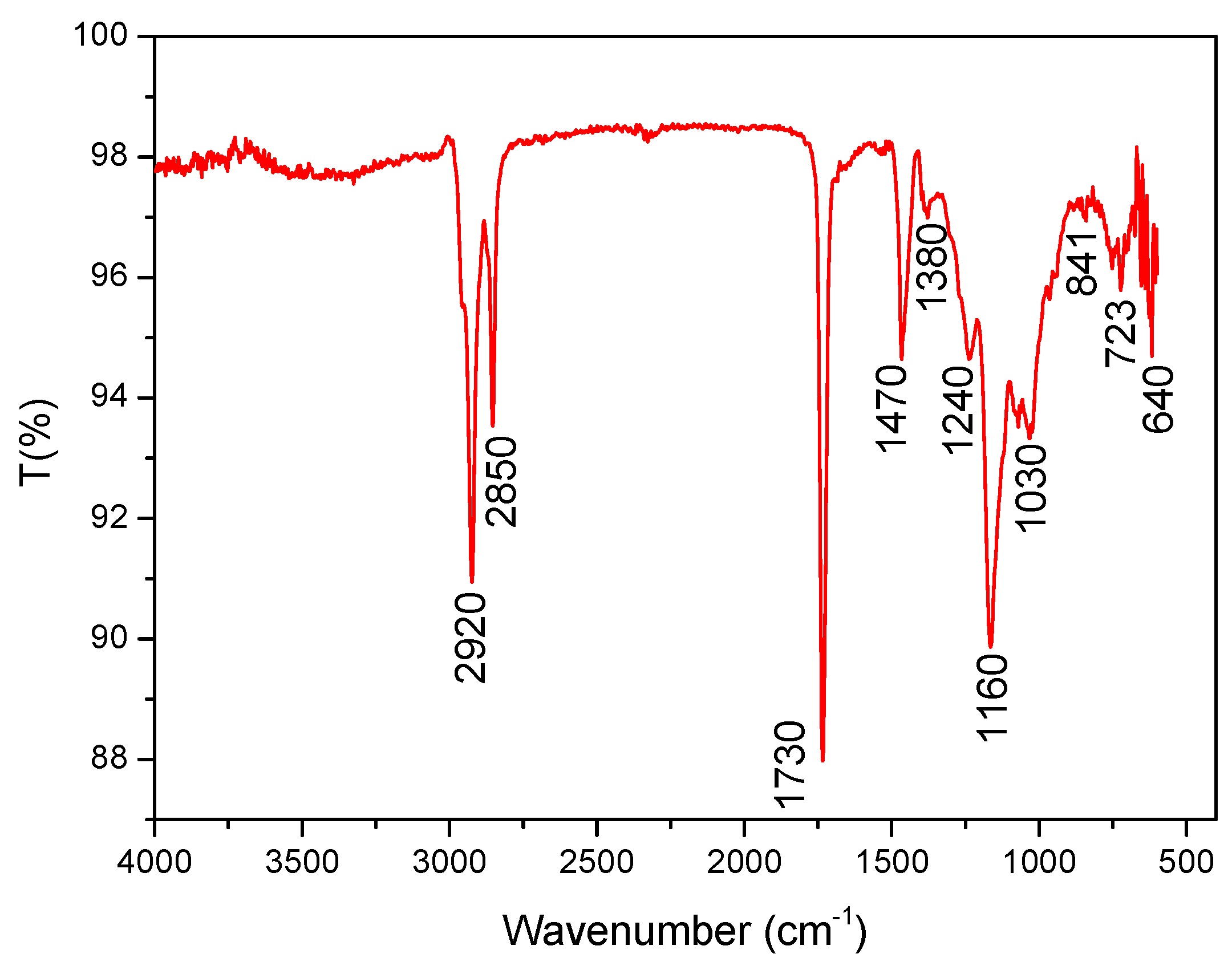
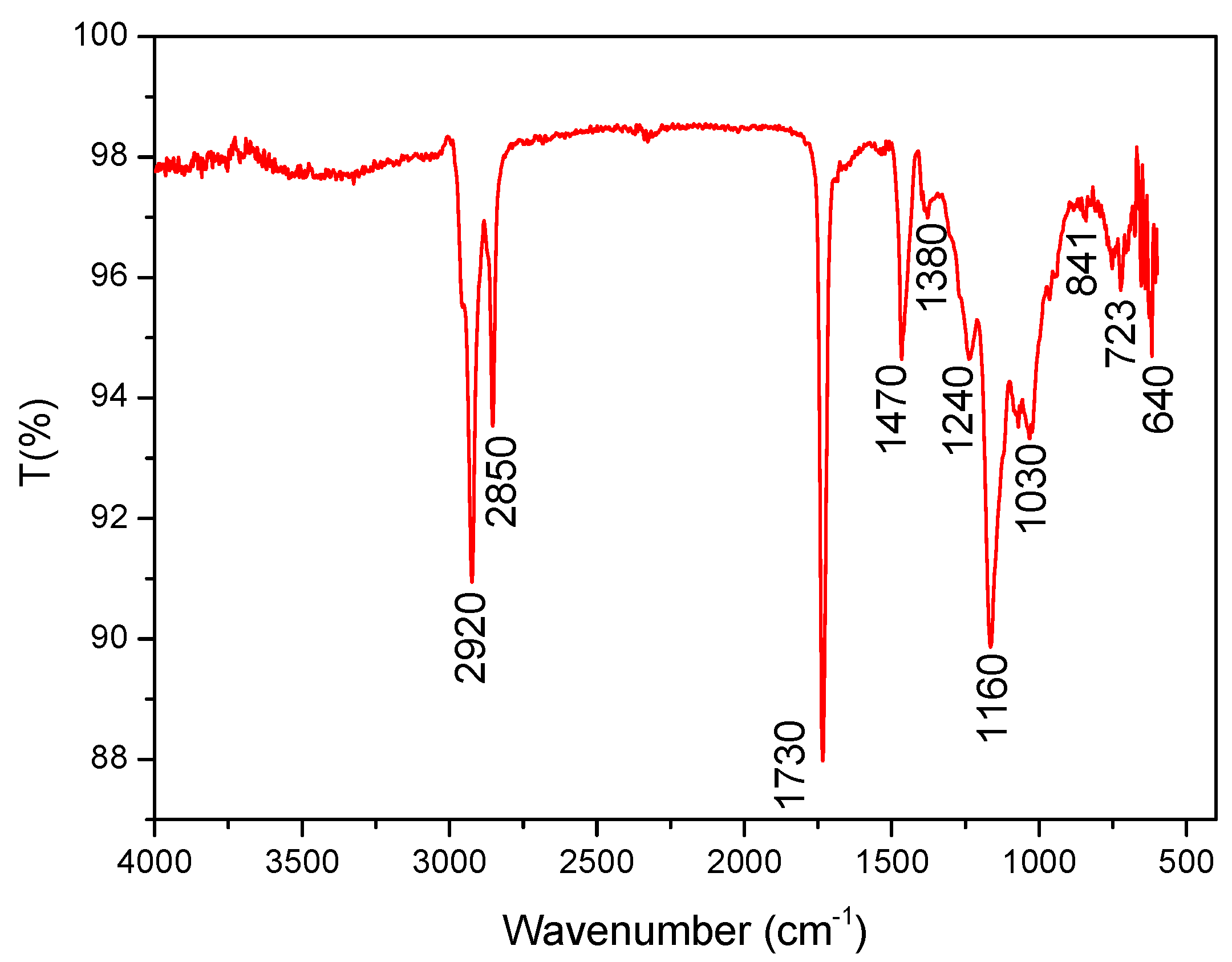
The Fourier transform infrared (FT-IR) spectra were recorded by a Nicolet 6700 FT-IR spectrometer (Thermo Fisher Nicolet Corporation, Waltham, MA, USA), scanning from 4000 to 400 cm
−1, with 4 cm
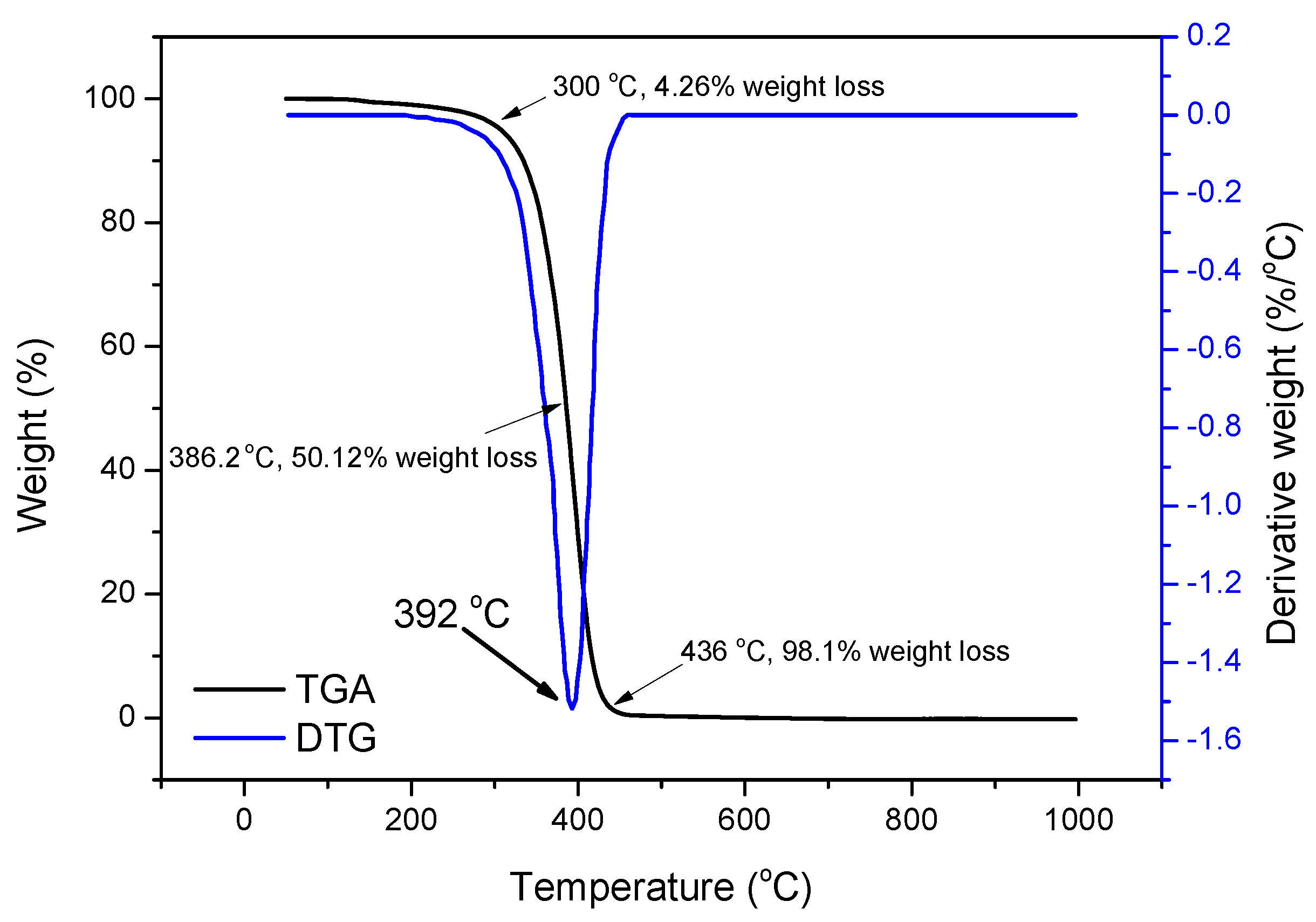
−1 resolution in transmission. A TGA/DSC 1/1600 HT thermal analyzer from Mettler Toledo (Zurich, Switzerland) was used for thermogravimetric analysis (TGA) with a heating program from room temperature to 1000 °C at a heating rate of 10 K min
−1 in nitrogen flow of 50 mL min
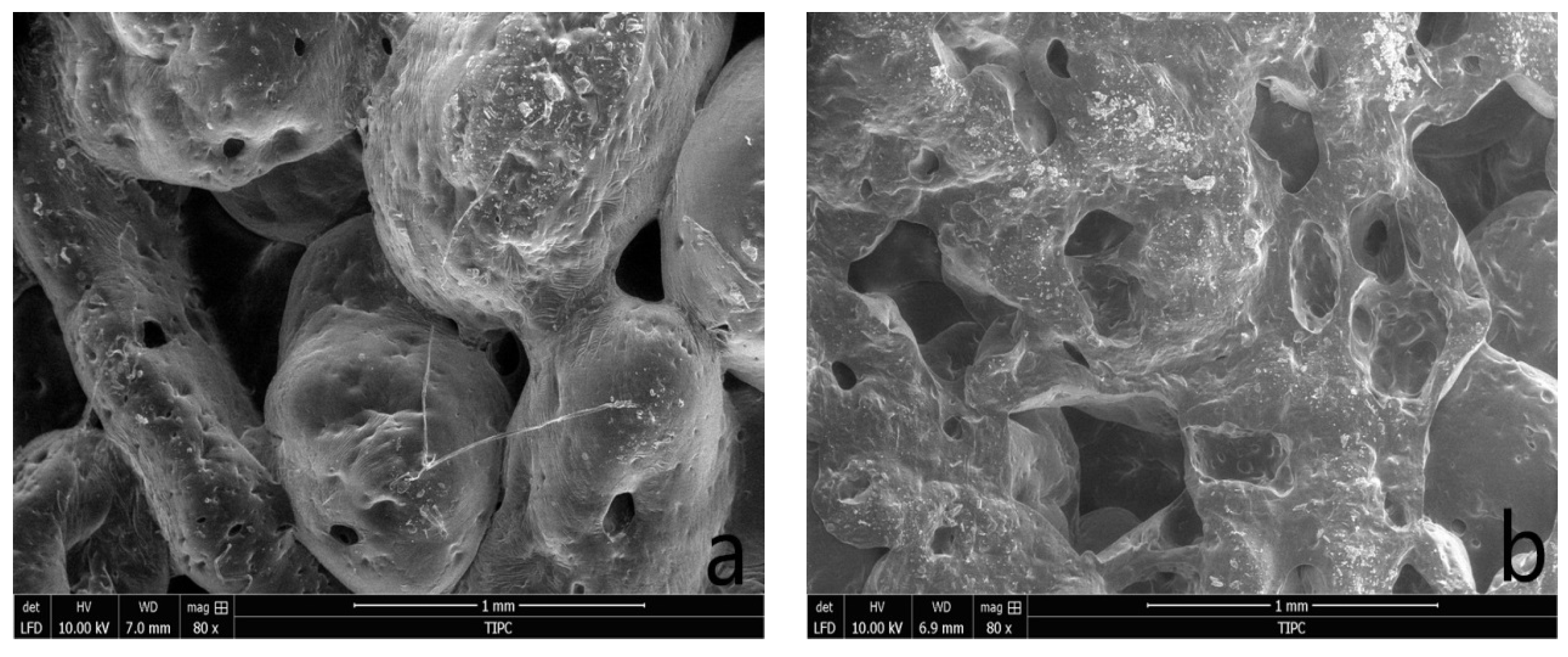
−1. The morphological features of the OAP were inspected with FEI Quanta FEG 250 field-emission scanning electron microscope (SEM, Hillsboro, OR, USA). The oil-adsorption capacity was conducted with the weighting method [
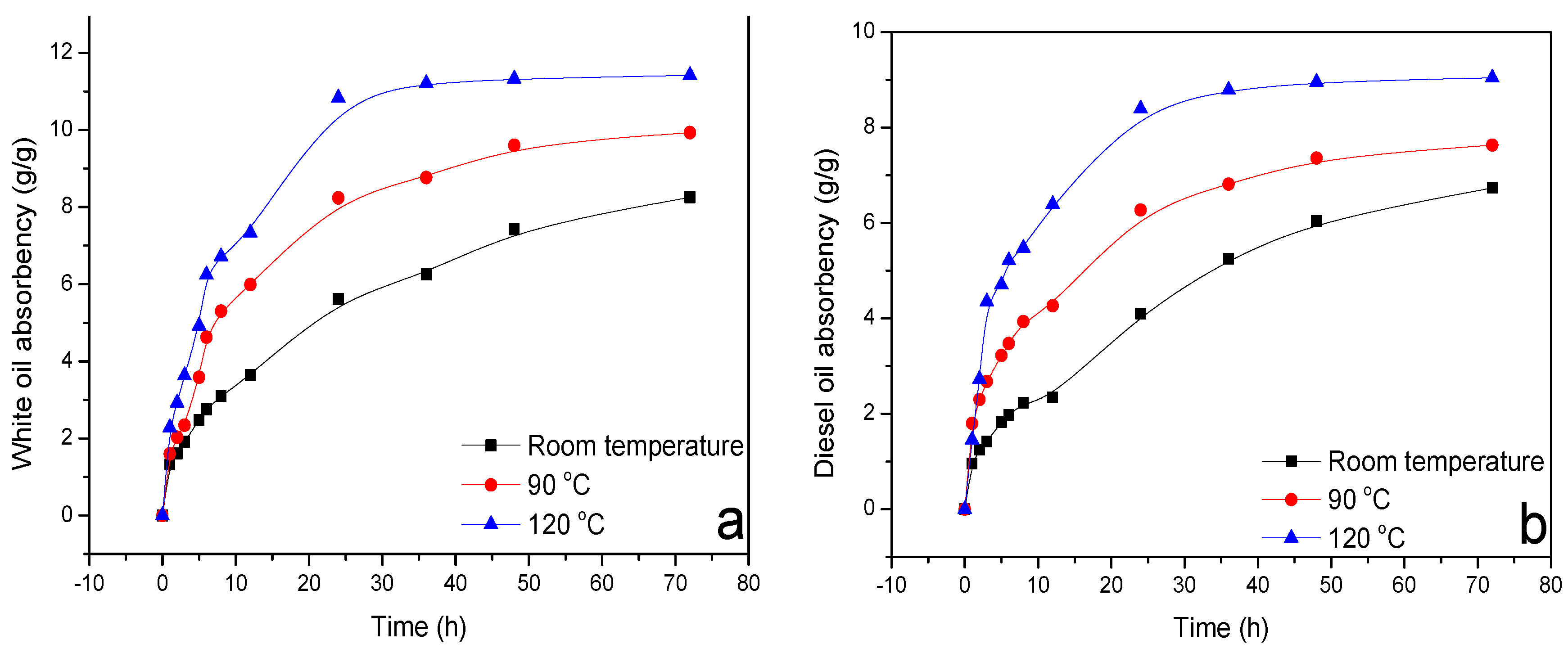
39]. A quantity of 1 g of dried OAP samples was put into a filter bag and immersed in oil at a certain temperature. After a period of oil absorption, the filter bag with the sample was lifted from the oil and drained for 1 min. Then the sample was immediately taken out, weighed and recorded. The oil absorbency was calculated as follows:
where, R is the oil absorbency at a certain testing time, g/g;
W is the weight of OAP after oil adsorption for a certain testing time, g.
2.3. Preparation of Oil-Based Drilling Fluids (OBDFs)
The mineral oil-based drilling fluids were prepared according to the experimental methods recommended in API RP 13B-2 [
40]. The drilling fluid formula with oil to water ratio (OWR) of 90:10 is listed in
Table 1. When the OWR of the fluid changed, the concentration of primary emulsifier and assistant emulsifier would be adjusted correspondingly to ensure the emulsion stability. The fluids were hot rolled in a rolling oven (Qingdao Haitongda Special Instrument Co., Ltd., Qingdao, China) at a certain desired temperature for 16 h. After the dynamic aging, the fluids were cooled down to room temperature and agitated for 10 min at 10,000 rpm before it was analyzed.
2.4. Rheological Properties and Electrical Stability Measurement
The rheological properties of the fluids were carried out at 50 °C according to the standard American Petroleum Institute Recommended Practice (API RP) 13B-2. The rheological parameters including apparent viscosity (AV), plastic viscosity (PV), yield point (YP), and gel strength of the OBDFs were measured using a model ZNN-D6 six-speed rotating viscometer (Qingdao Haitongda Special Instrument Co., Ltd., Qingdao, China). The AV, PV and YP were calculated from 300 and 600 rpm readings by the following equations:
The Gel
in and Gel
10min were recorded as the maximum dial reading at a fixed rate of 3 r/min after undisturbed for 10 s and 10 min, respectively [
41]. The electrical stability (ES) of the OBDFs was measured using the electrical stability tester (Qingdao Shande Petroleum Apparatus Co., Ltd., Qingdao, China).
2.5. Filtration Properties Measurement
Different filter presses are used to determine the filtration property of drilling fluids. The API filtrate volume of OBDFs before and after hot rolling was tested by a ZNZ-D3-type medium-pressure filtration apparatus (Qingdao Haitongda Special Instrument Co., Ltd., Qingdao, China). The volume of filtration was collected through filter paper as filtration medium under a fixed pressure of 0.7 MPa for 30 min as recommended with API standard.
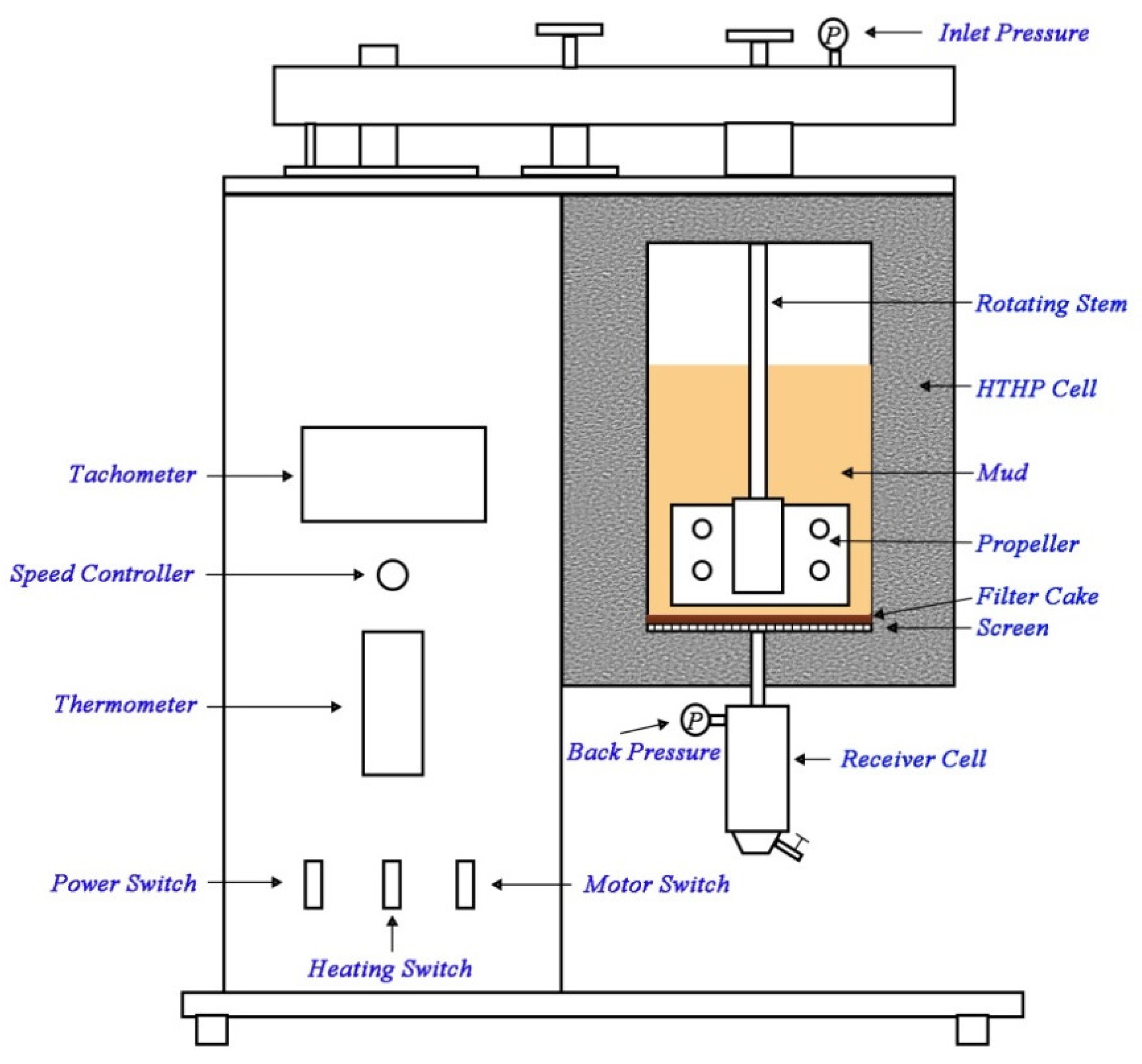
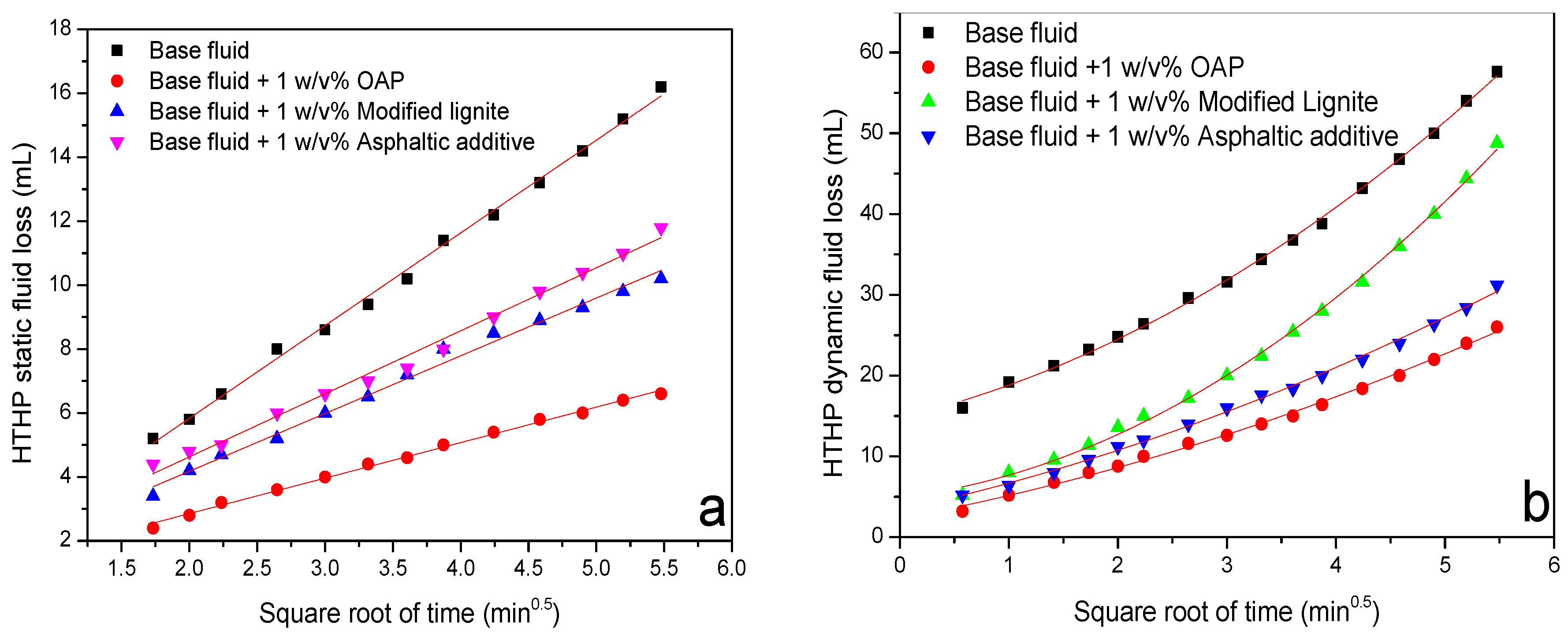
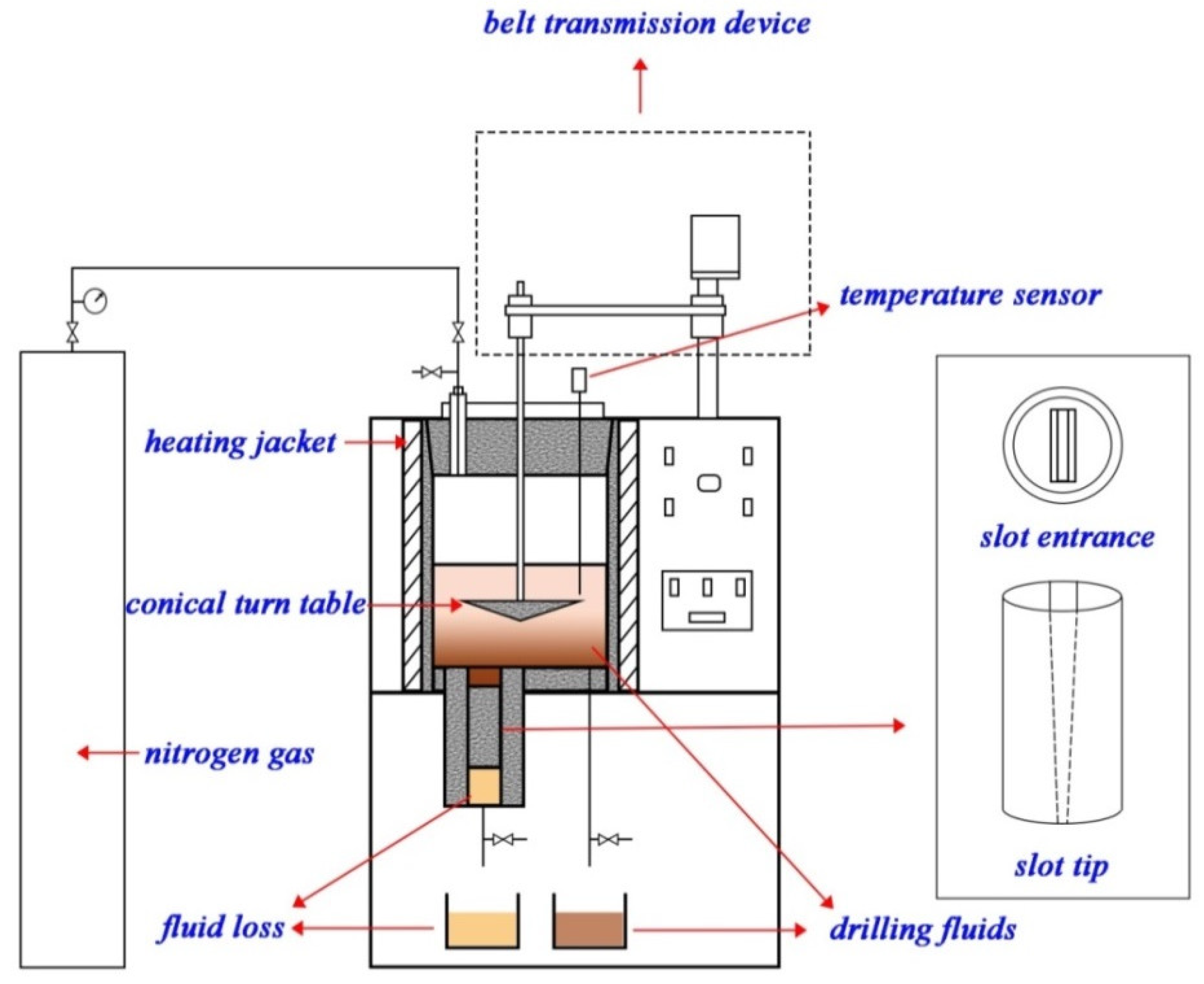
In most situations, drilling fluid filtrate into the formation in the drilling is a dynamic process; therefore, the high-temperature and high-pressure (HTHP) dynamic fluid loss was measured with a HTHP dynamic filter press (
Figure 1) (Qingdao Haitongda Special Instruments Co., Ltd.) at a stirring speed of 100 rpm. The tests were run for 30 min at a differential pressure of 3.5 MPa and 150 °C. The filtrate was collected with filter paper as filter medium.
When the circulation of drilling fluid stops because of accidents or downhole operations, a static filtration occurs. To simulate the static filtration behavior of drilling fluid, the HTHP static fluid loss was conducted via the HTHP filter apparatus (GGS71-B, Qingdao Haitongda Special Instruments Co., Ltd.) under the condition of a certain temperature and 3.5 MPa pressure difference for a period of 30 min. The volume of filtration and the thickness of the filter cake were recorded.
2.6. Properties of Sealing
To evaluate the sealing performance of OAP, four distinctive tests including HTHP filtration (including both static and dynamic filtration) using API filter paper as the filtration medium to simulate the permeable formation [
42]; a permeability plugging test using ceramic disk as filtration medium to determine the ability of particles in the drilling fluid to bridge pores [
43]; a sand bed filtration test using a sand bed as filtration medium to simulate an unconsolidated formation; and a fracture sealing test using wedged and slotted stainless steel as filtration medium to simulate a fractured formation were carried out [
44,
45].
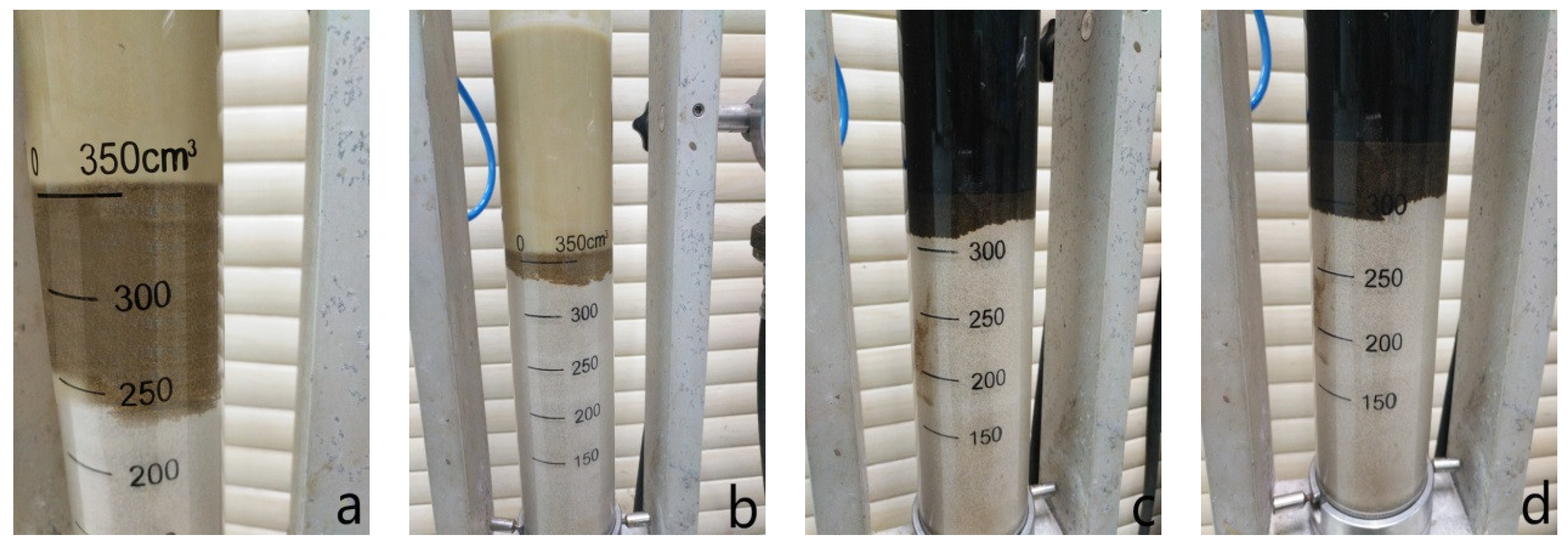
The test procedure of the sand bed filtration test and permeability plugging test refer to Zhong et al. [
46]. The sand particles used for sand bed filtration test have the particle size ranging from 380 µm to 830 µm. The sand disk using for permeability plugging test was calibrated to 10 D.
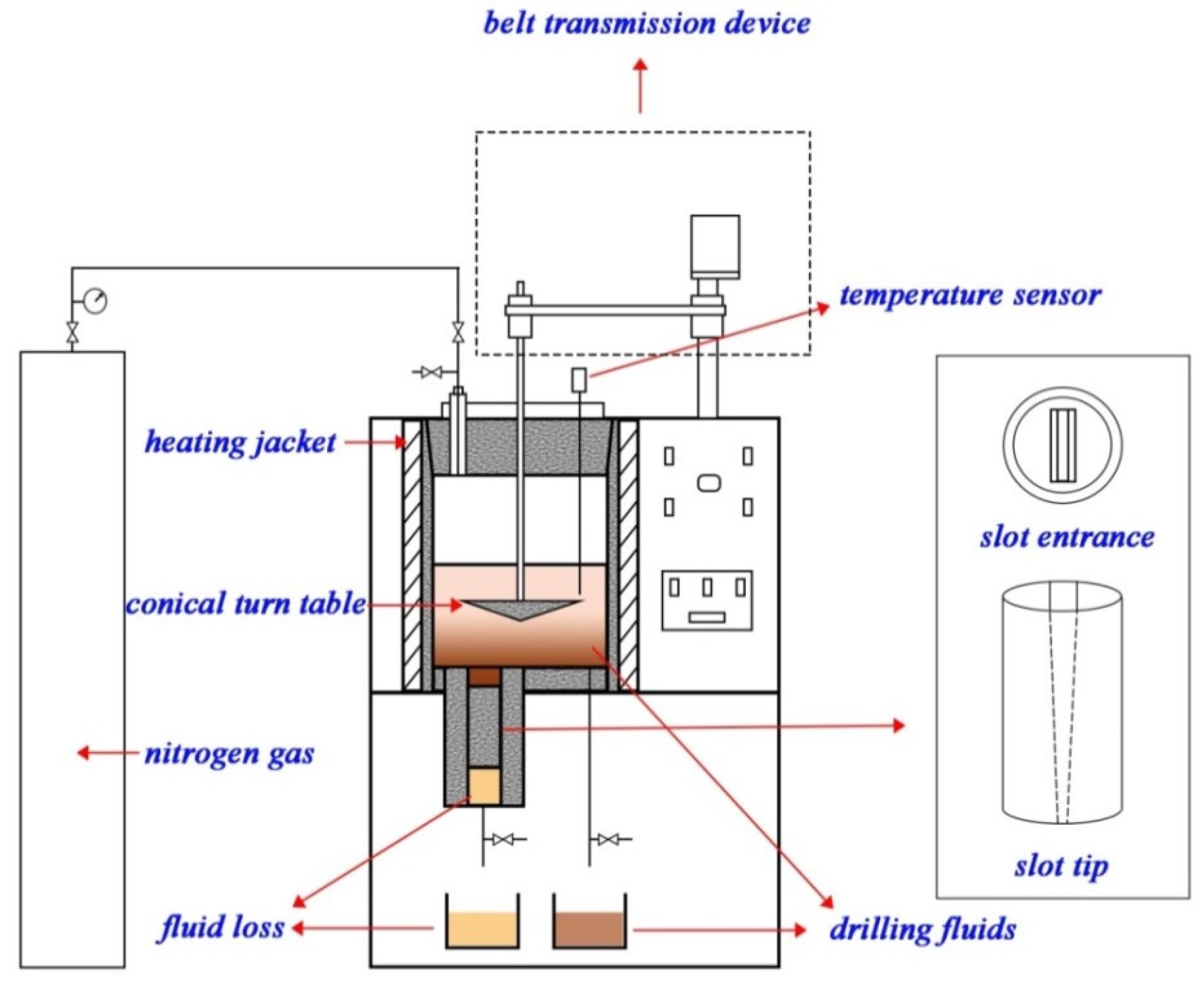
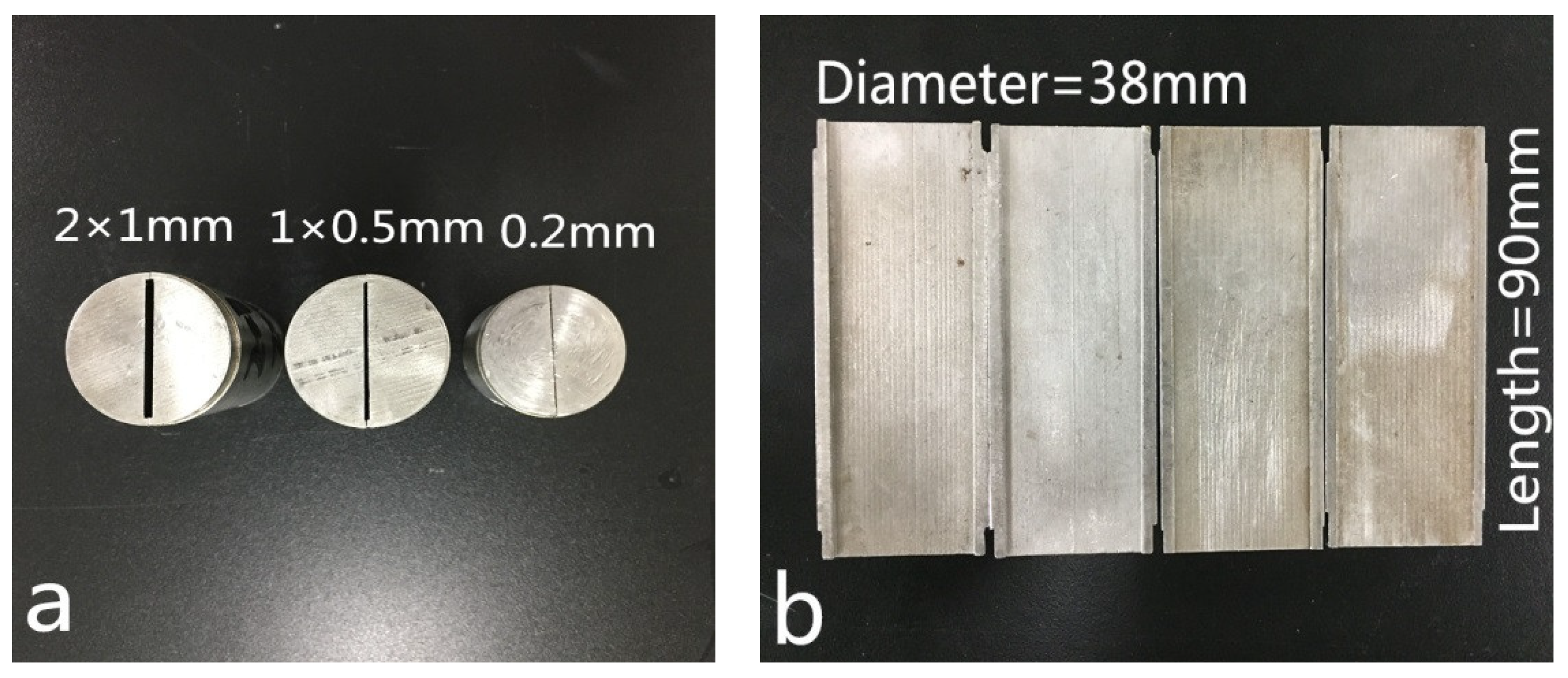
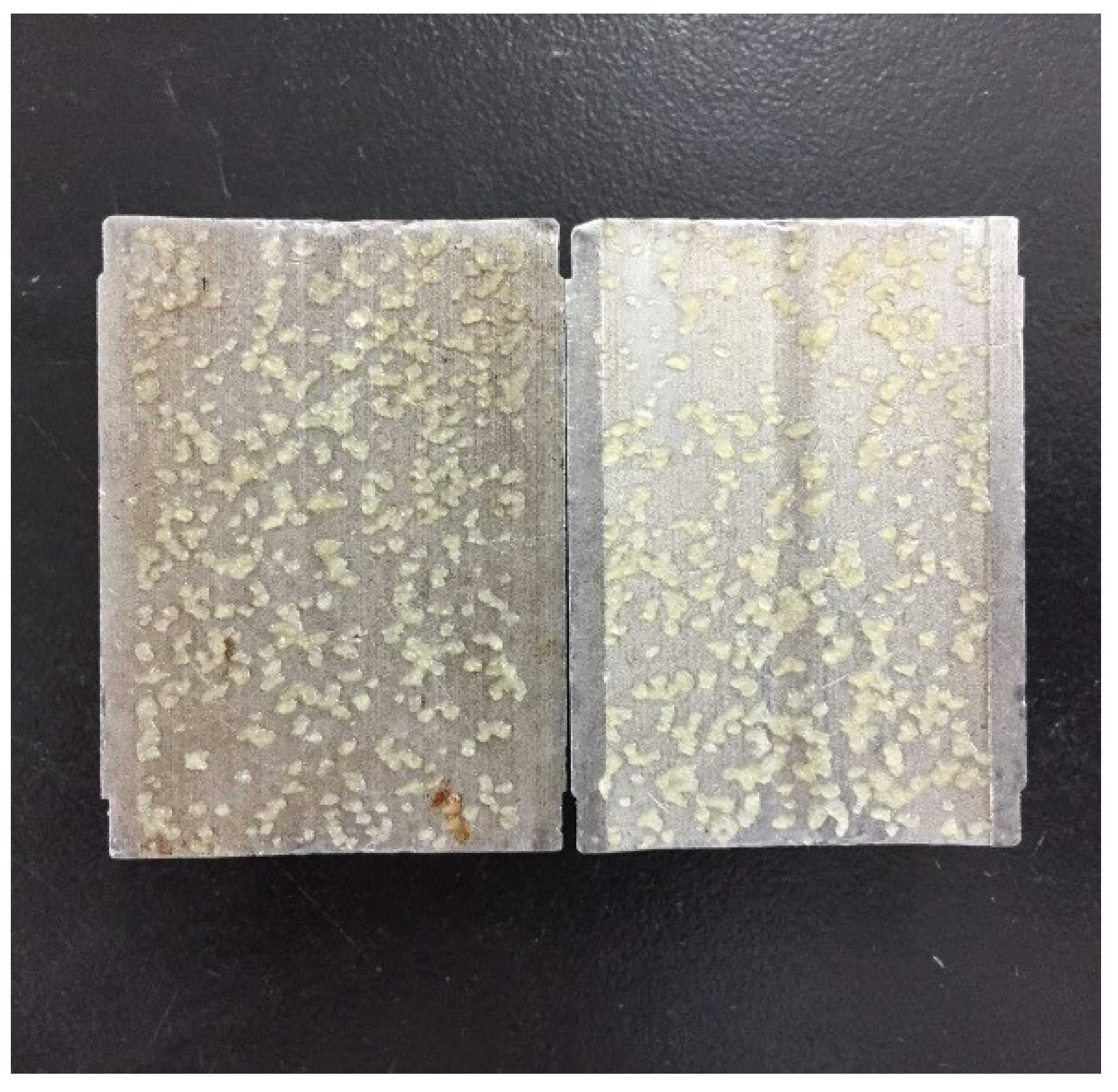
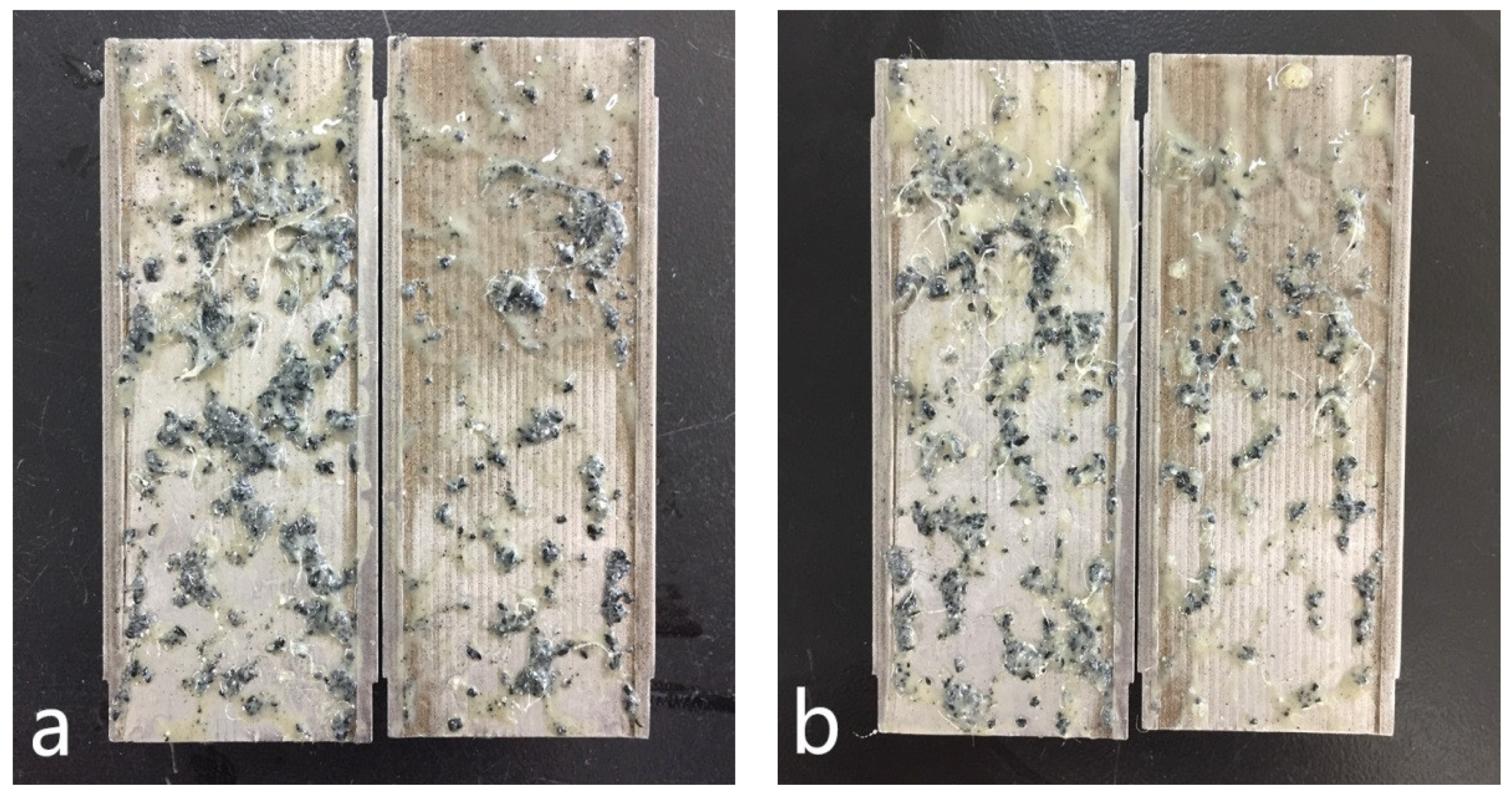
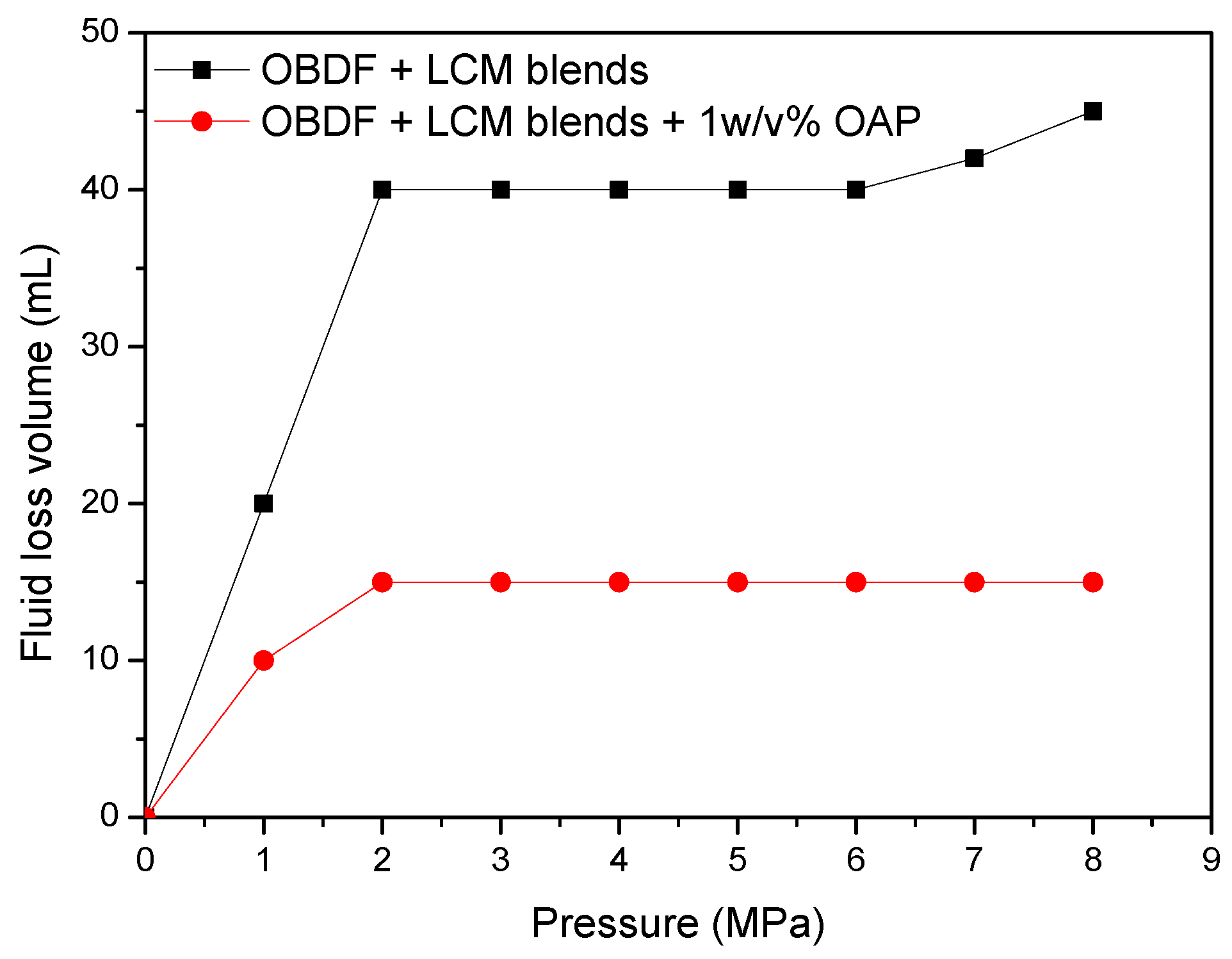
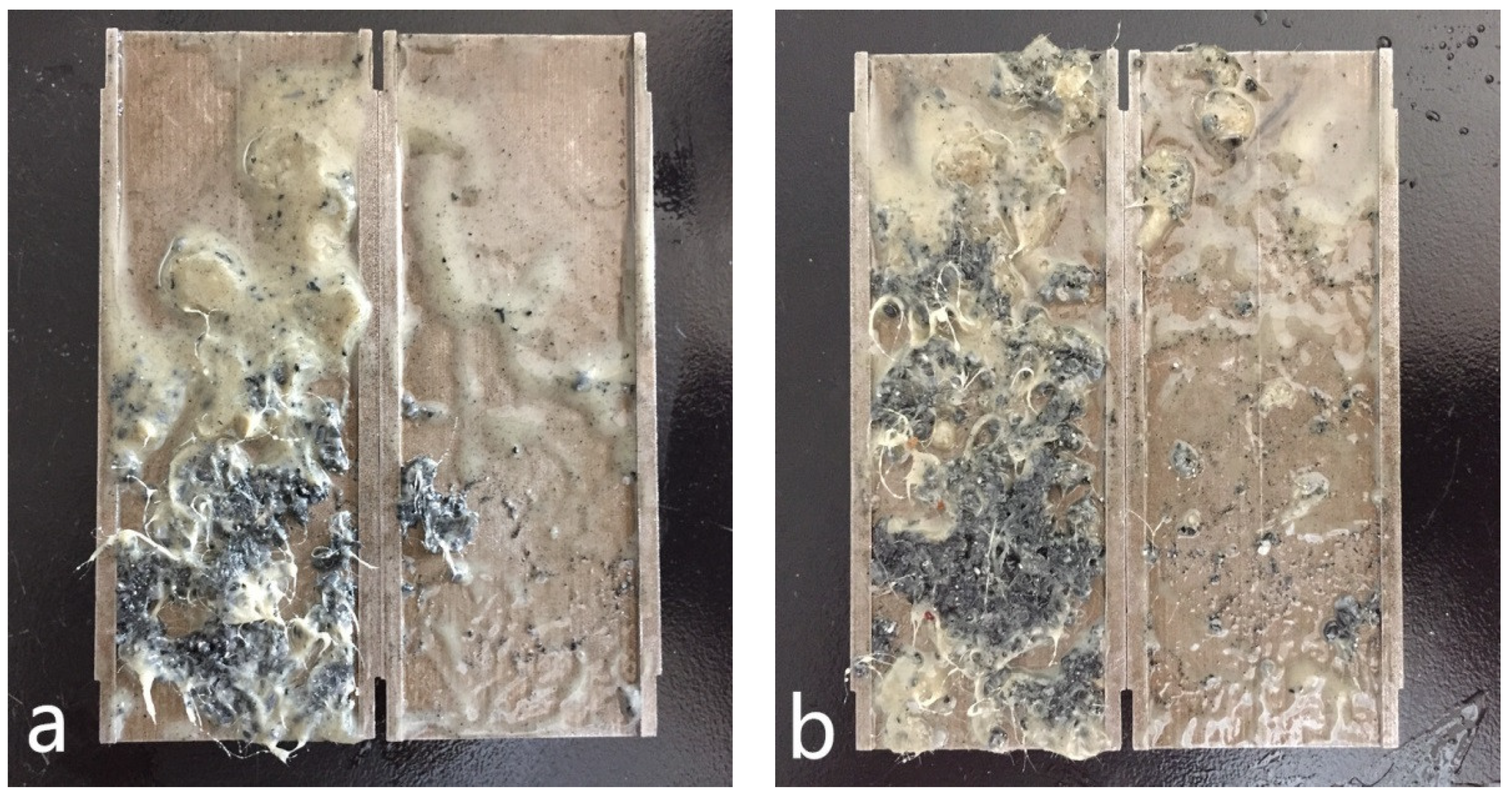
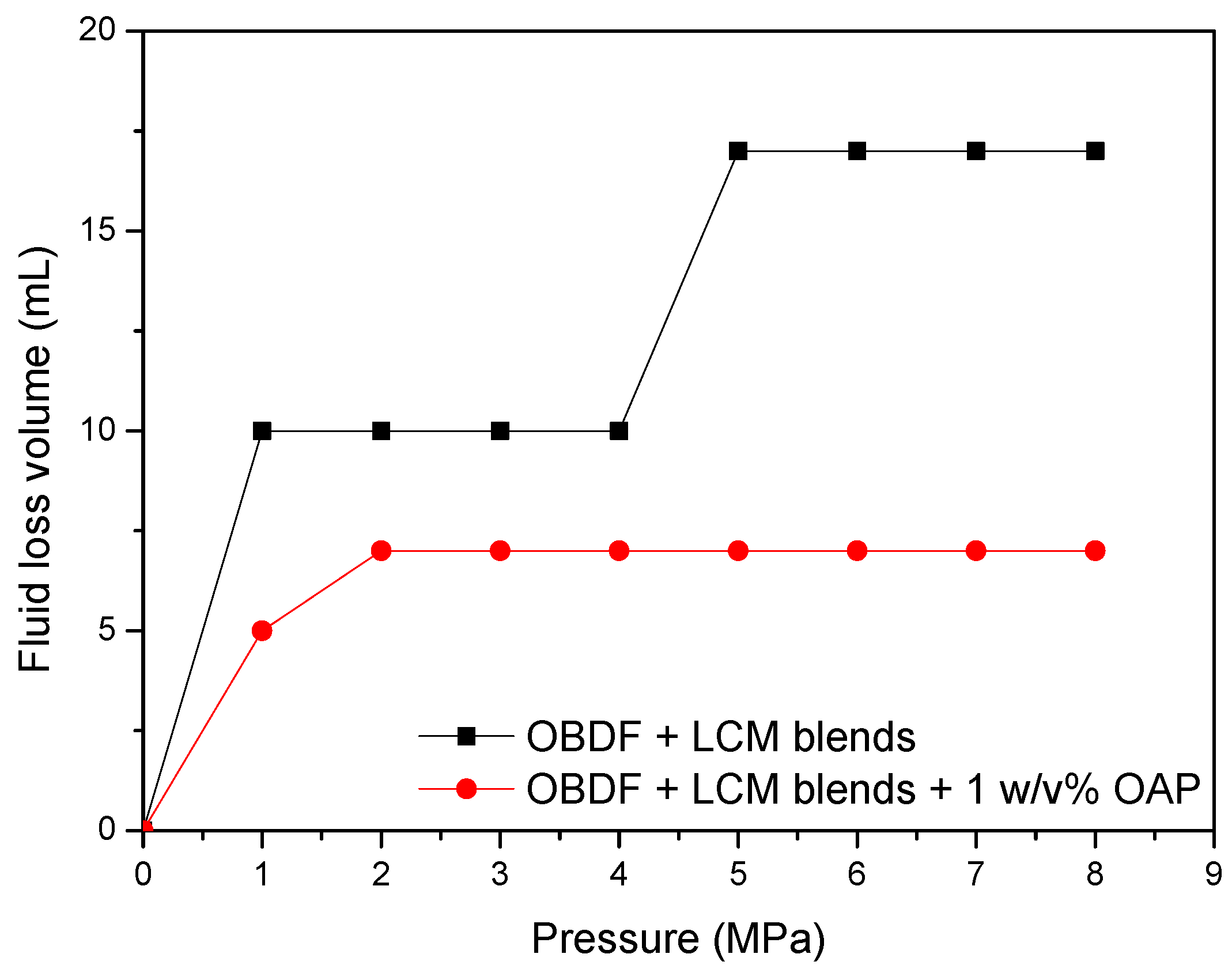
In order to evaluate the fracture plugging capacity of LCMs, a fracture sealing testing apparatus (
Figure 2, Instrument Factory of Petroleum University, Dongying, China) with tapered and slotted stainless steel discs (
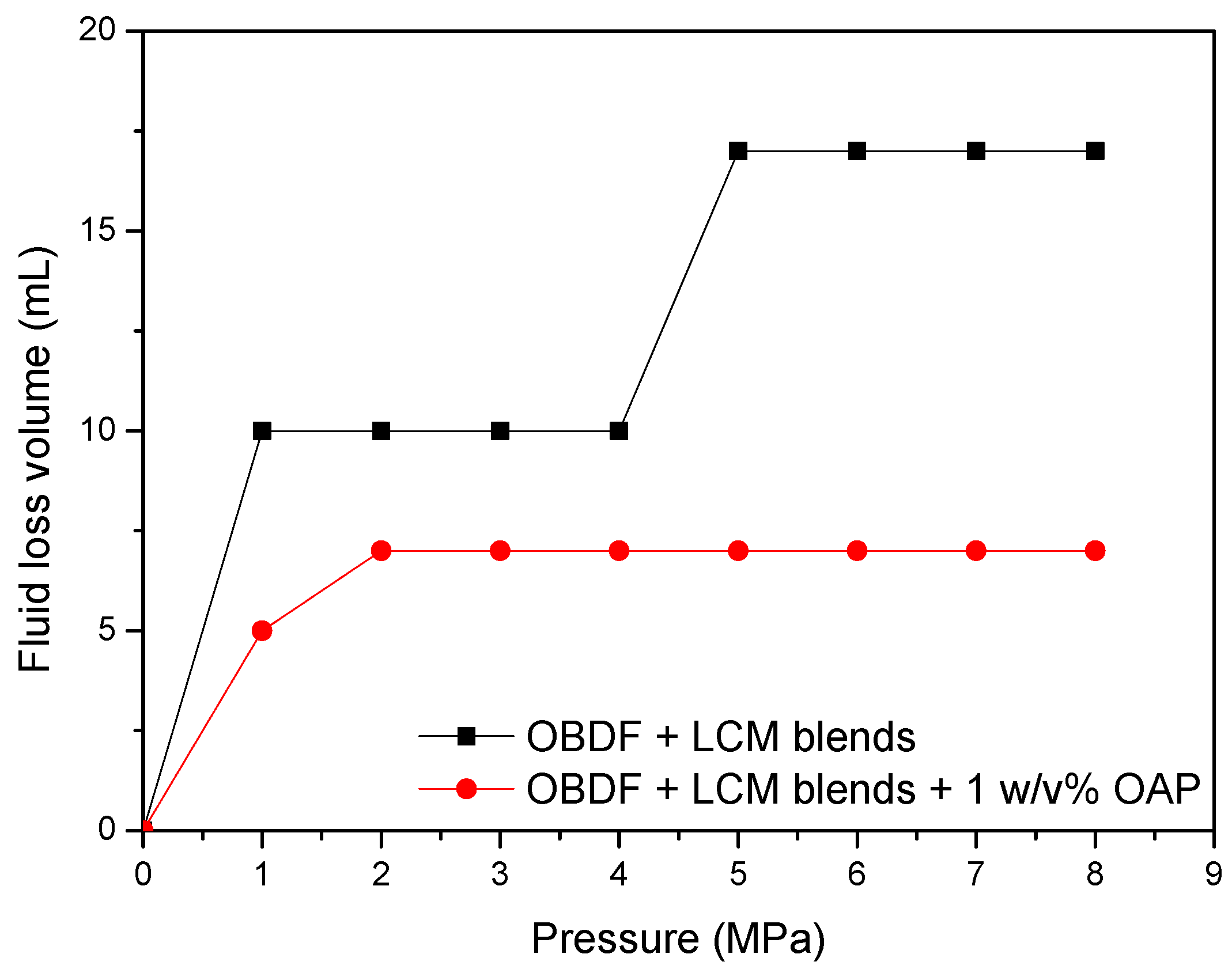
Figure 3) that simulate natural/induced fractures was adopted. Firstly, tapered slots were placed before the output valve. Then, fluids containing LCMs were forced to flow at a constant stirring rate of 100 rpm through the discs with a gradual increase of pressure. The applied pressure was initially set to be 1.0 MPa and kept stable for 10 min. If the LCMs effectively sealed the fracture and the pressure declined within 5%, the pressure was continuously increased and the volume of fluid loss was recorded. Once a continuous leakage of fluid occurred, it was asserted that the LCMs had reached the maximum pressure bearing capacity and the test was ceased. Treatments with lower fluid loss values correspond to effectiveness of mitigating the loss. However, because of the limitation that the maximum applied pressure is 8.0 MPa for the equipment, the maximum pressure at which the formed seal breaks and fluid loss resumes was not measured.
4. Conclusions
In this study, the oil-absorbent polymer (OAP) including MMA, SA, and BA was prepared by suspension polymerization. The OAPs had spherical and porous structure, and were capable of absorbing white oil and diesel oil several times of its own weight at temperatures ranging from room temperature to 120 °C.
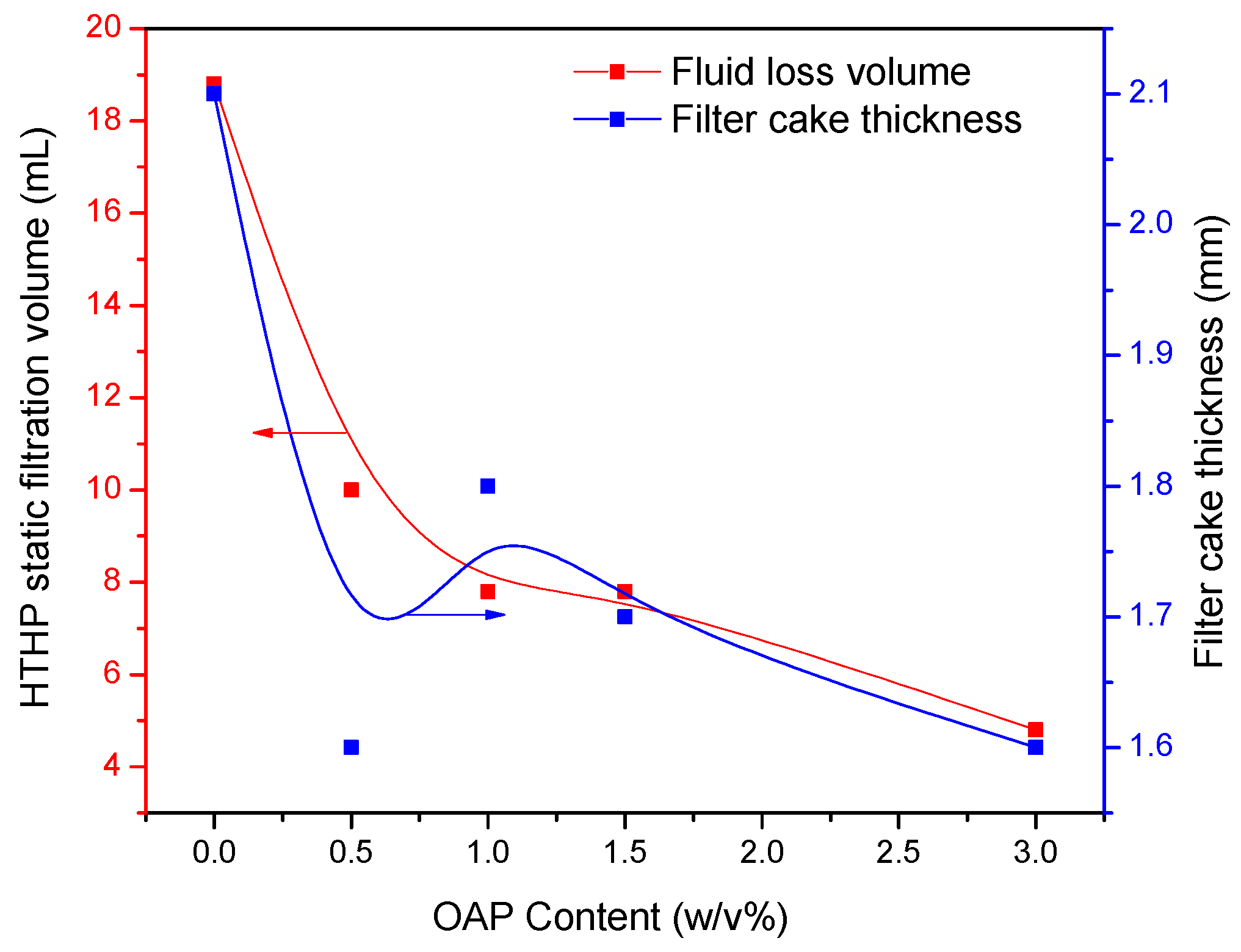
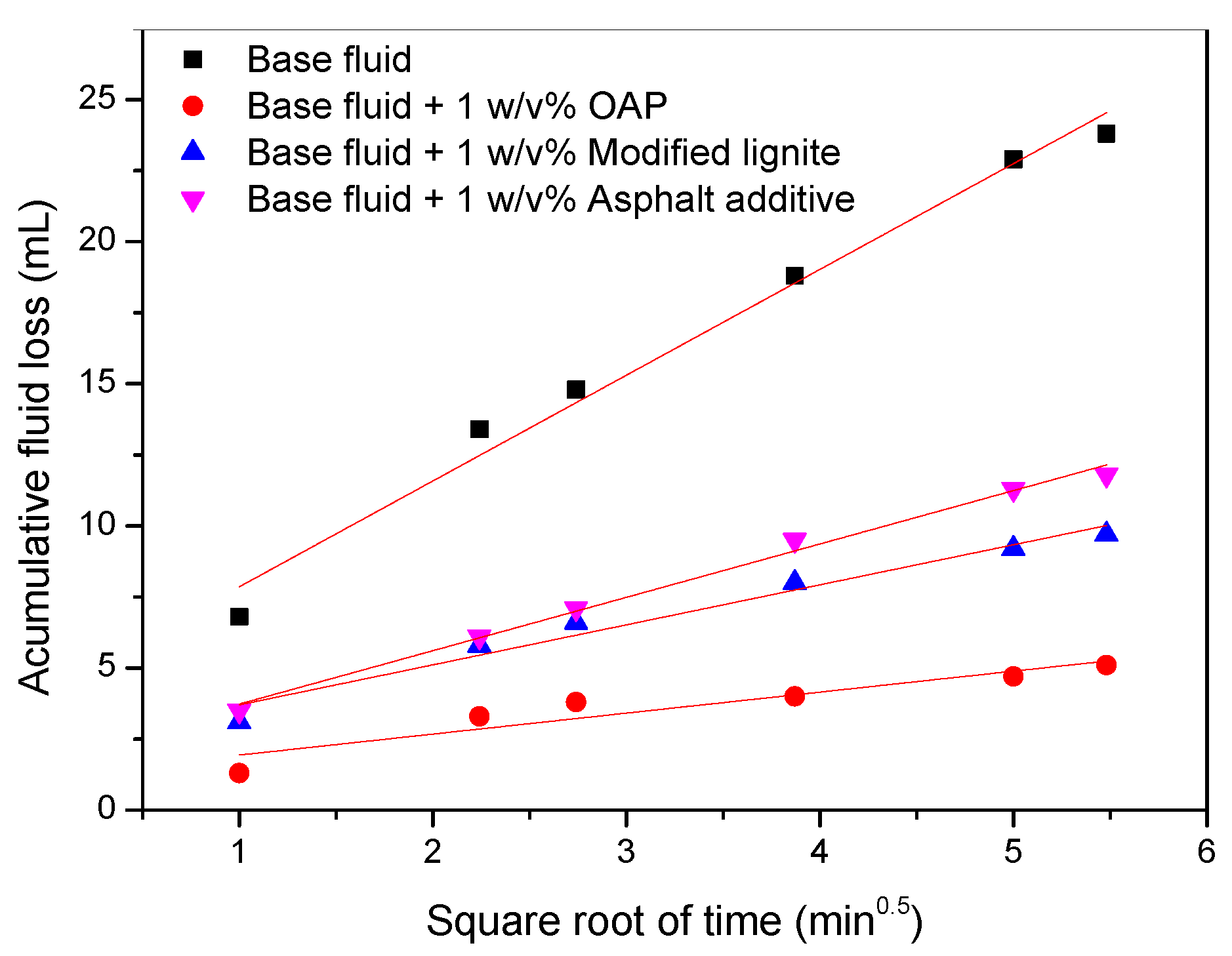
The addition of OAP had relatively little influence on the rheological properties of OBDF at content lower than 1.5 w/v % but increased the fluid viscosity remarkably at content higher than 3 w/v %. OAP particles could reduce the HTHP filtration and improve the sealing capacity of OBDFs effectively under downhole conditions. OAP particles used individually showed poor fracture-sealing capacity, but could effectively decrease fluid loss when treated conjunct with calcium carbonate particles, rubbers and fibers by a synergistic effect.
After addition of OAP into the OBDF, the volume of OAP would increase with time, which resulted in the increase of viscosity of the fluid and slowed down the fluid loss speed. Meanwhile, the swelled and deformable OAP could be compressed to enter an opening that is substantially smaller and different in shape. OAP particles would conform to the openings with various shapes and sizes. More importantly, OAP particles could occupy the voids of the bridging layer, and resulted in a tight sealing zone when used in combination with other conventional LCMs.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}