1. Introduction
Since the emergence of selective laser melting (SLM) as a humble rapid prototyping technology in 2006, the process has advanced exponentially to a point where it has become the most broadly used powder-bed fusion manufacturing process in industry [
1]. SLM produced titanium alloys have been used for aircraft components and customised medical implants [
2]; the ability to produce complex part geometries, reduce manufacturing lead time and reduce material waste has made SLM produced titanium a competitive alternative to conventional manufacturing processes. Considerable attention has been directed toward Ti-6Al-4V, a 6% aluminium, 4% vanadium titanium alloy that is considered the ‘workhorse’ in the titanium industry due to its excellent material properties.
SLM produced Ti-6Al-4V parts in an as-built state are unable to achieve the high material performance of its wrought counterparts [
3,
4]. While parts are stronger (with regards to its ultimate tensile strength of up to ~1200 MPa [
5]), ductility and toughness are low (with an elongation to failure reported at less than 5% in some cases [
5]). Low ductility is attributed to the presence of an undesired α’ (martensite) microstructure within long columnar prior β (beta) grains [
6,
7,
8].
Microstructural morphology is the fundamental fingerprint for mechanical behaviour. In Ti-6Al-4V, the grain morphology (lamella vs. equiaxed), grain size (fine vs. coarse) and the two phase α + β (alpha + beta) structure prescribe the plastic deformation behaviour of the material [
9]. Wrought Ti-6Al-4V is thermomechanically processed to achieve a bi-modal microstructure that consists of large equiaxed/globular α grains in a matrix of elongated α + β lamellar grains. This is referred to as primary and secondary α due to the order of formation in a duplex annealing process and allows for a balance of the advantages offered by a fine lamellar vs. an equiaxed microstructure (i.e., strength vs. ductility).
Bi-modal microstructures are achieved through a thermomechanical process (TMP) that allows for grain fragmentation and globularisation [
10]. The microstructural morphology is first tailored using hot working to induce dislocations that fragment α grains followed by fast cooling (air cooling or water quench) from a solid solution temperature (SST) (between 900 and 970 °C according to Aerospace Material Specification H-81200C and findings by Semiatin et al. [
11]). Equiaxial α grains form because of preferential globularisation at β grain boundaries. Subsequently, a second anneal is used to relieve residual stresses and/or decomposition of α’ into a dual α + β lamellar phase.
The challenge of achieving a bi-modal microstructure through post-processing in SLM produced Ti-6Al-4V is that the starting microstructure is martensitic and the SLM technology aims for near net shape part production and therefore parts cannot be TMPed. Research studies aimed at improving part ductility have shown that annealing is effective in decomposing α’ into a stable dual phase lamellar α + β microstructure [
5,
7,
12,
13,
14,
15,
16,
17]. However, the annealing strategies that are applied to wrought samples do not have the same effect on SLM produced Ti-6Al-4V; the α’ forms into a coarse elongated lamella morphology. This improves ductility, however at the cost of strength [
5,
7,
12,
13,
14,
15,
16,
17]. While this improvement in ductility is satisfactory according to ASTM standards (such as ASTM F2924–14 [
18]), ductility vs. strength is still significantly less than that of the wrought material [
9,
19].
Potential lies in optimising mechanical properties of SLM produced Ti-6Al-4V. Annealing strategies to optimise mechanical properties need to be developed that explain grain morphological transformation as a function of annealing temperature and holding time in the context of developing a superior microstructure, i.e., a bi-modal microstructure that balances advantages of a fine lamellar vs. equiaxed microstructure.
This study aims to explain grain morphological transformation as a function of annealing temperature, holding time and cooling rate of SLM produced Ti-6Al-4V to contribute to the understanding of the mechanism of grain morphology transformation in the solid solution temperature region (SSTR). This allows for heat treatment strategies, aimed at achieving a bi-modal microstructure, to be tailored for the specific case in which the starting microstructure is martensitic. Annealing strategies are conducted in the low-, medium- and high-SSTR. While the low and medium are conducted to determine the annealing strategy for decomposing α’ into a stable dual phase lamellar α + β microstructure, the high is aimed at understanding fragmentation and globularisation to achieve more equiaxed primary α-grains.
The scope of the study focuses on improving strength and ductility in order to achieve tensile properties that are comparable to its wrought counterpart. It is illustrated, for the first time, that achieving a bi-modal microstructure in SLM produced Ti-6Al-4V is possible and that a superior microstructure to current annealing strategies below the β-transus temperature is possible.
2. Materials and Methods
2.1. Powder
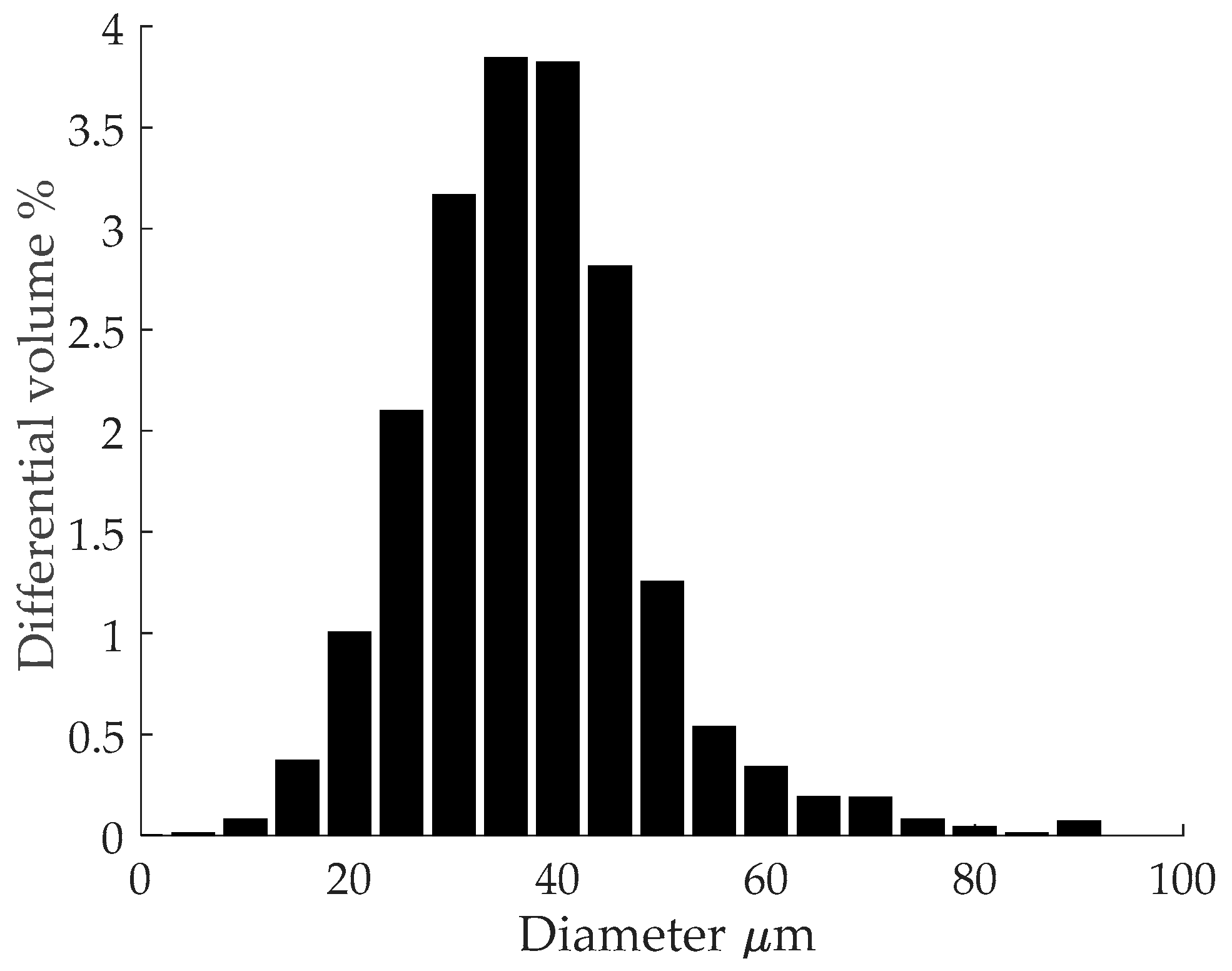
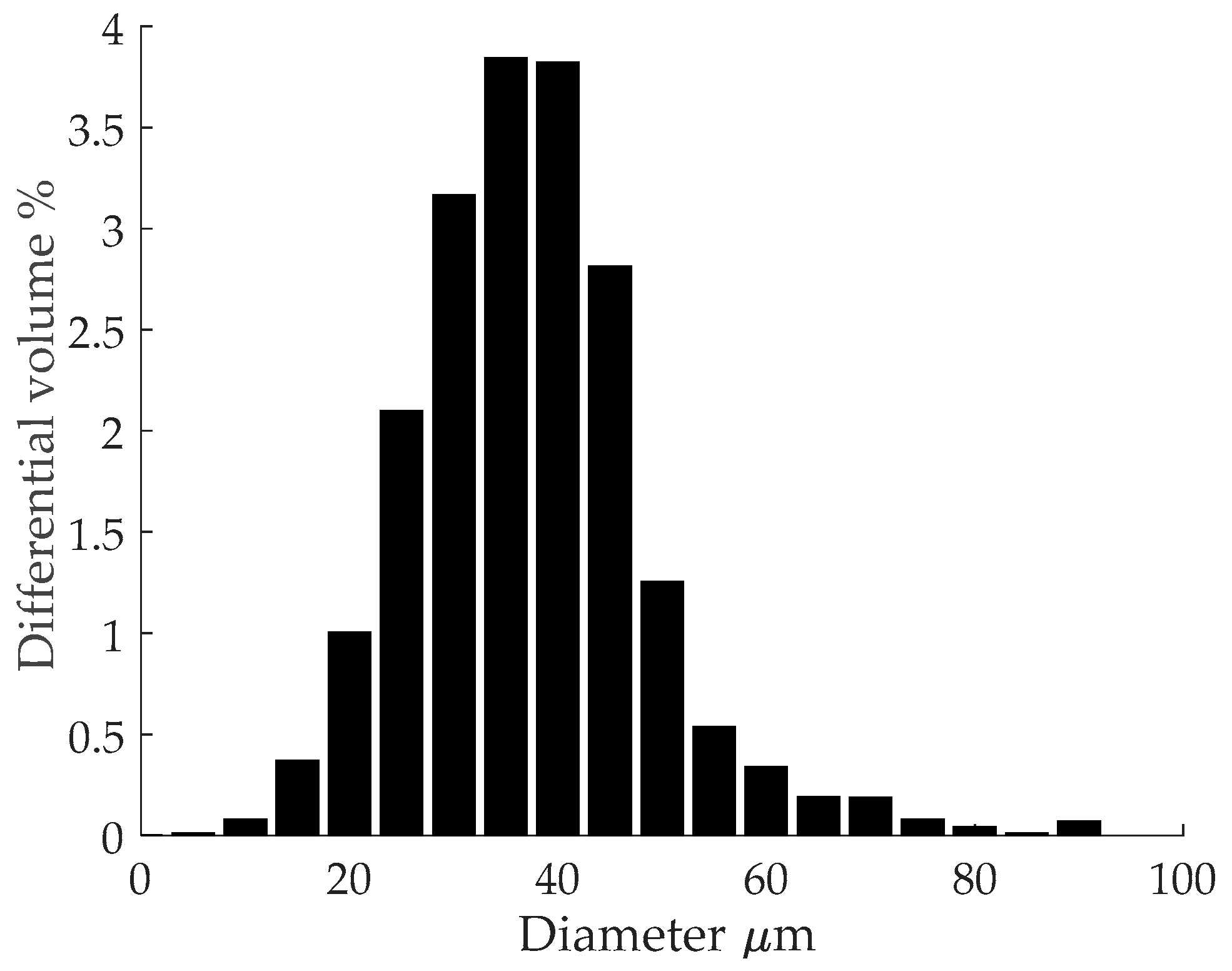
Ti-6Al-4V ELI (Grade 23) atomised spherical powder was acquired from TLS Technik GmbH & Co. (Bitterfeld-Wolfen, Germany). Collaborators in the study performed elemental and particle size analysis of the powder. Results of elemental composition and particle size distribution were first published by Thejane et al. [
20]. Powder size distribution was measured using a
MICROTRAC SI/S3500 laser scanner (Microtrac GmbH, Krefeld, Germany). The results are plotted in
Figure 1 and they show that the powder size distribution agrees with the manufacturer’s specifications. Powder elemental analysis was done by Inductively Coupled Plasma Optical Emissions Spectroscopy (ICP-EOS) to determine metallic composition. Inert gas fusion was used to measure the composition of gas elements in the powder. ICP-EOS was done using a SPECTRO ARCOS machine (SPECTRO Analytical Instruments GmbH, Kleve, Germany) while inert gas fusion was done using an ELTRA OHN 2000 (ELTRA GmbH, Haan, Germany). The results of elemental analysis on the virgin powder are given in
Table 1. This data shows that the alloy elements in the powder are within the required standard set by ASTM F1580-12 [
21]. The oxygen concentration in the powder (weight %) after three consecutive builds was measured to be: 0.082, 0.092 and 0.096. Although slight oxygen pick-up is recorded after each build; after three builds the oxygen concentration is still below the 0.13% recommended by the standard.
2.2. Build Parameters and Scan Strategy
All samples were built using a LaserCUSING
M2 machine by Concept Laser GmbH (Lichtenfels, Germany). Samples were deposited on a wrought Ti-6Al-4V substrate in an argon environment with an O
2 concentration below 50 ppm. Scan parameters are tabulated in
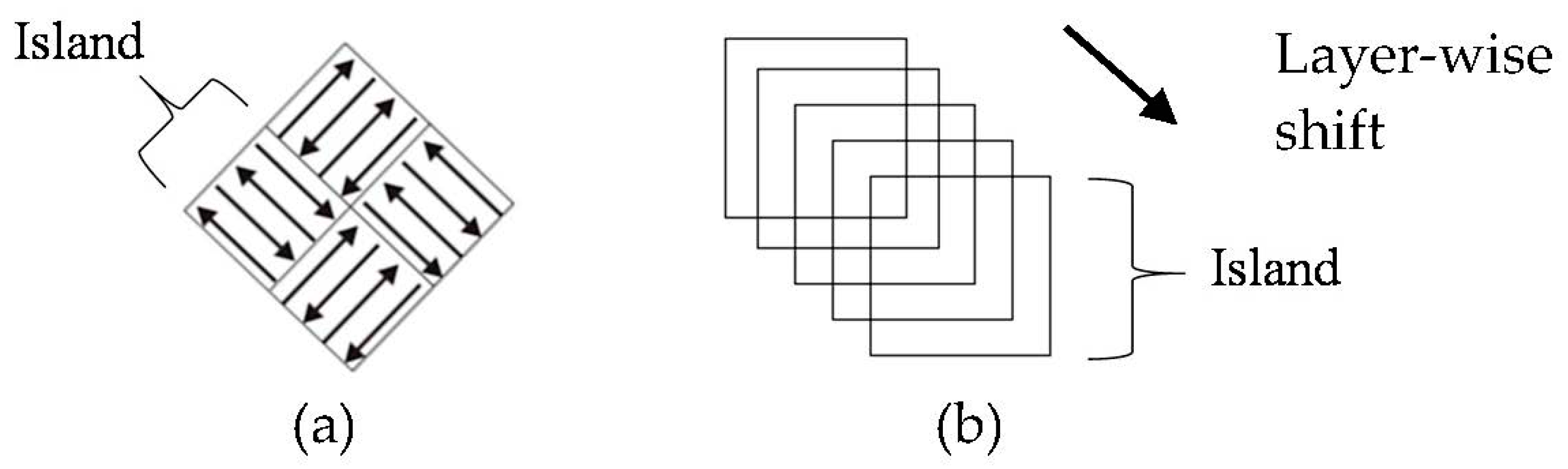
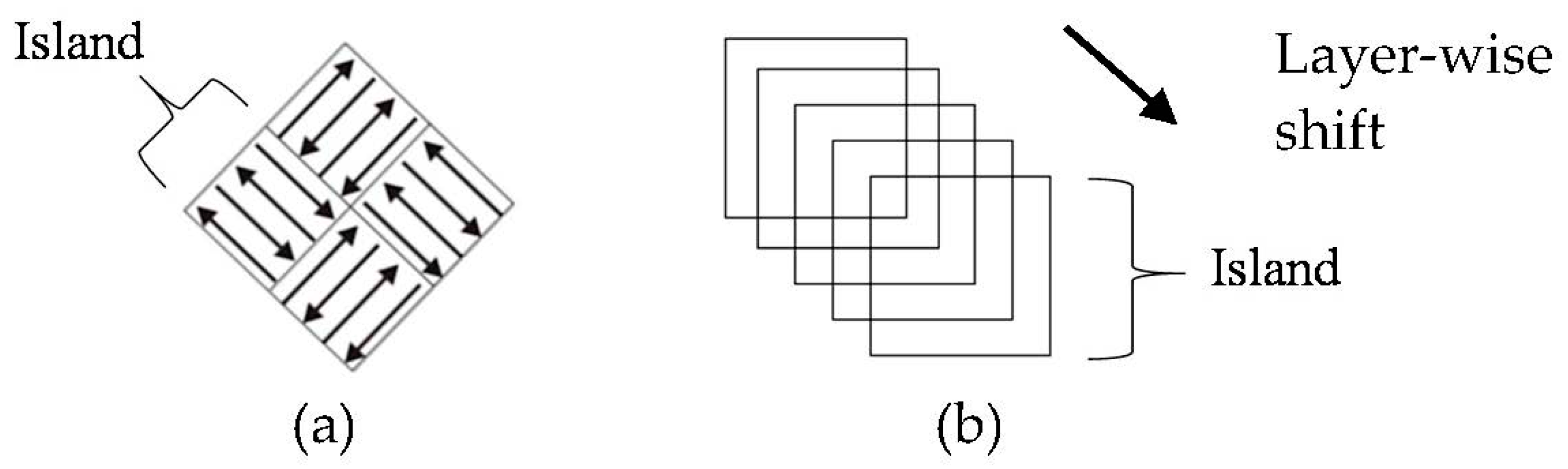
Table 2. The scan strategy used was Concept Laser’s patented ‘island’ scan strategy in which each layer is divided into 5 mm × 5 mm square islands and exposed in a zig-zag fashion. Scan vectors in each island are exposed at 90° with respect to the neighbouring island and alternating layers. A shift of 1 mm with respect to the previous island layer is used to limit porosity build-up.
Figure 2a illustrates the exposure strategy and
Figure 2b the shift movement of a single island over five consecutive layers.
2.3. Samples and Testing
Thirty cylindrical samples of dimensions 15 mm in diameter and 93 mm in length were built for tensile tests while 20 short samples of 20 mm of the same diameter where built for microstructural analysis. All samples were built in the
z-orientation, i.e., with their longitudinal axis parallel to the build plane. After the respective heat treatment, long samples were machined into a cylindrical ‘dog bone’ shape with a gauge length (G) of 25 mm and a gauge diameter (D) of 5 mm according to 5-to-1 ratio stipulated by ASTM E8M–15 [
23]. Finally, the gauge section was polished to a mirror finish. Tests were conducted using the MTS Criterion 44. All tests were displacement controlled with a strain rate of 0.001 s
−1. Elongation to failure (
) was measured by putting the two broken halves together and measuring the gauge length after failure (G
f) as advised by ASTM E8M–15 [
23]. Therefore,
= (G
f G)/G.
2.4. Density Measurements
Sample density was measured, and porosity morphology was observed to determine to what extent porosity could affect tensile results. Porosity investigations were undertaken using the Archimedes principle according to ASTM B311–13 [
24], complimented by X-ray Computed Tomography (XCT). For Archimedes measurements, a Kern & Sohn GmbH (Balingen, Germany), model ABT 120-5DM scale was used. The suspension liquid used was isopropanol instead of water to reduce the formation of air bubbles on the rough surface of the samples and thereby achieve more consistent measurements. For XCT measurements, a General Electric Phoenix V|Tome|X L240 (Boston, MA, USA) was used. The middle gauge section of the samples was scanned over a region of approximately 5 mm × 5 mm allowing for a voxel resolution of 3 µm
3.
2.5. Heat Treatments
The heat treatments were undertaken before machining of the samples using a 5 kW Gallenkamp muffle furnaces (Weiss Technik, Heuchelheim, Germany) and a EUROTHERM temperature controller (Schneider Electric, Worthing, United Kingdom). Sample temperature was measured by inserting a Type-K thermocouple into the furnace and probing the sample being annealed. Dwell times and cooling rates were heat treatment specific. A muffle furnace was chosen to allow for furnace cooling (FC), air cooling (AC) and water quenching (WQ). Oxidation effects such as scale and α-case hardening were removed through machining afterwards.
2.6. Microstructural Analysis
Metallographic samples were ground and polished using Buehler metallography equipment. Light Optical Microscopy (LOM) was undertaken using an Olympus GX51 optical microscope (Olympus Corporation, Tokyo , Japan) and Stream Essentials (ver. 1.9.1.) on etched samples using Kroll’s Reagent (92 vol % H2O, 6 vol % HNO3 and 2 vol % HF) for 5 to 10 s to reveal the microstructure. For electron microscopy analysis, a Zeiss MERLIN scanning electron microscope (SEM) (Zeiss, Oberkochen, Germany) in conjunction with a backscatter detector (BSD) was used.
Individual grain width measurements were done with Stream Essentials software tools. Volumetric α/β phase fractions were assumed to coincide with the area phase fractions of a 2D micrograph. Minimum and maximum grain widths were measured as mean values using the line-intercept method automated in Matlab 2017a through the help of Matlab’s Image Processing Toolbox.
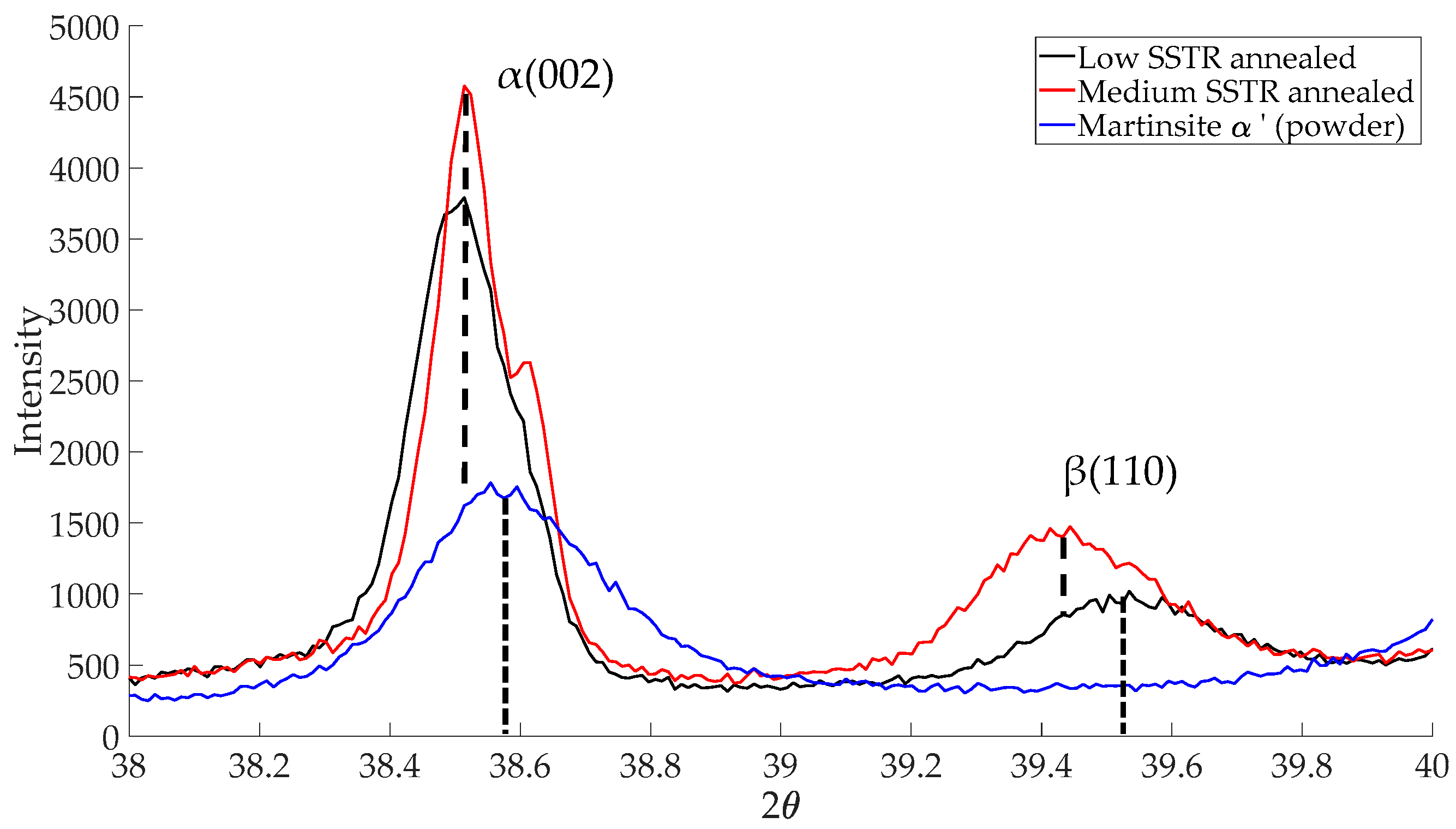
X-ray diffraction was done using a Bruker D2 Phaser diffractometer (Cu Kα source) with a standard Bragg Brentano geometry. Accusation dwell time was 0.75 s at steps of 0.01°.
3. Heat Treatment Design and Approach
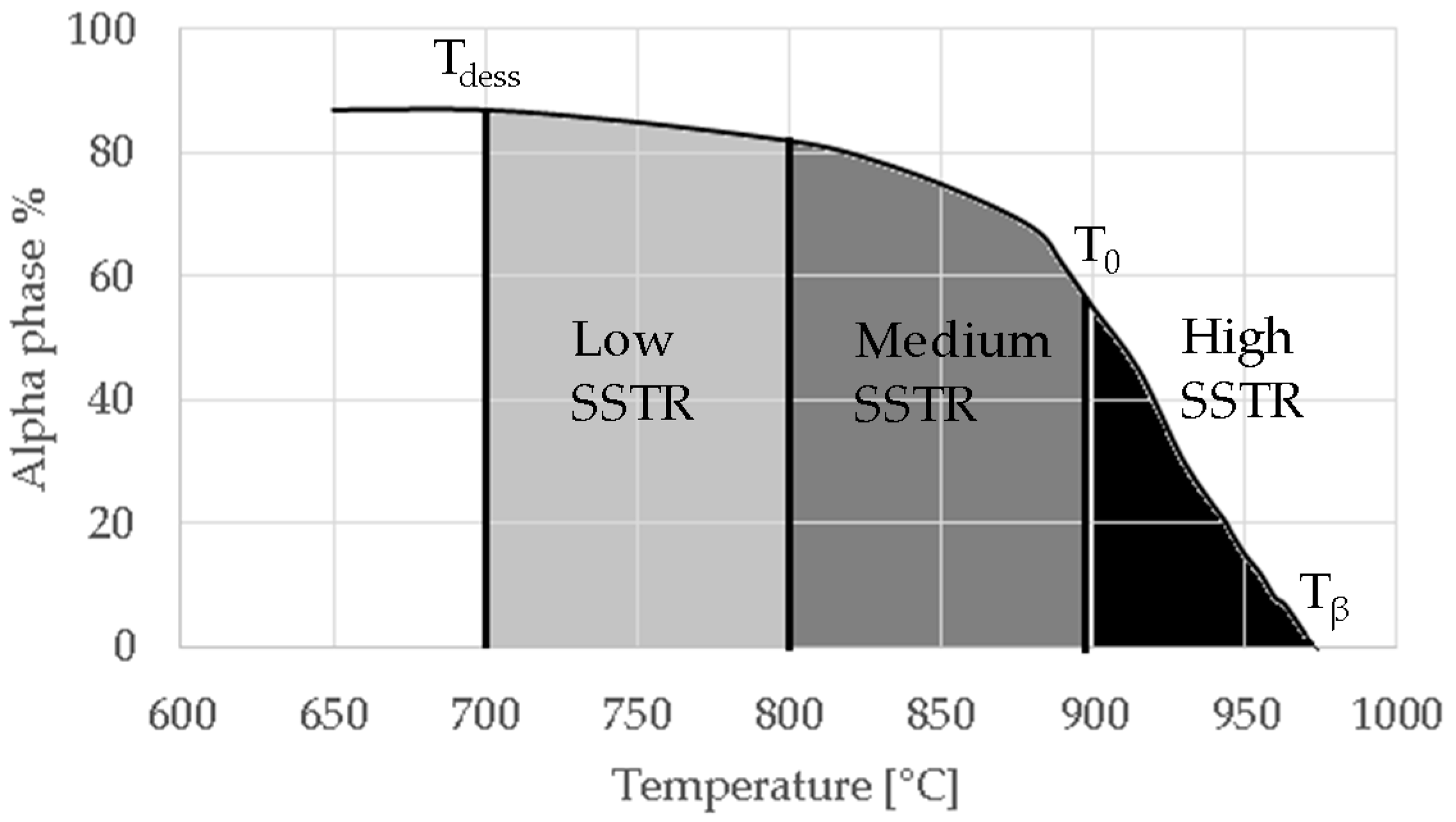
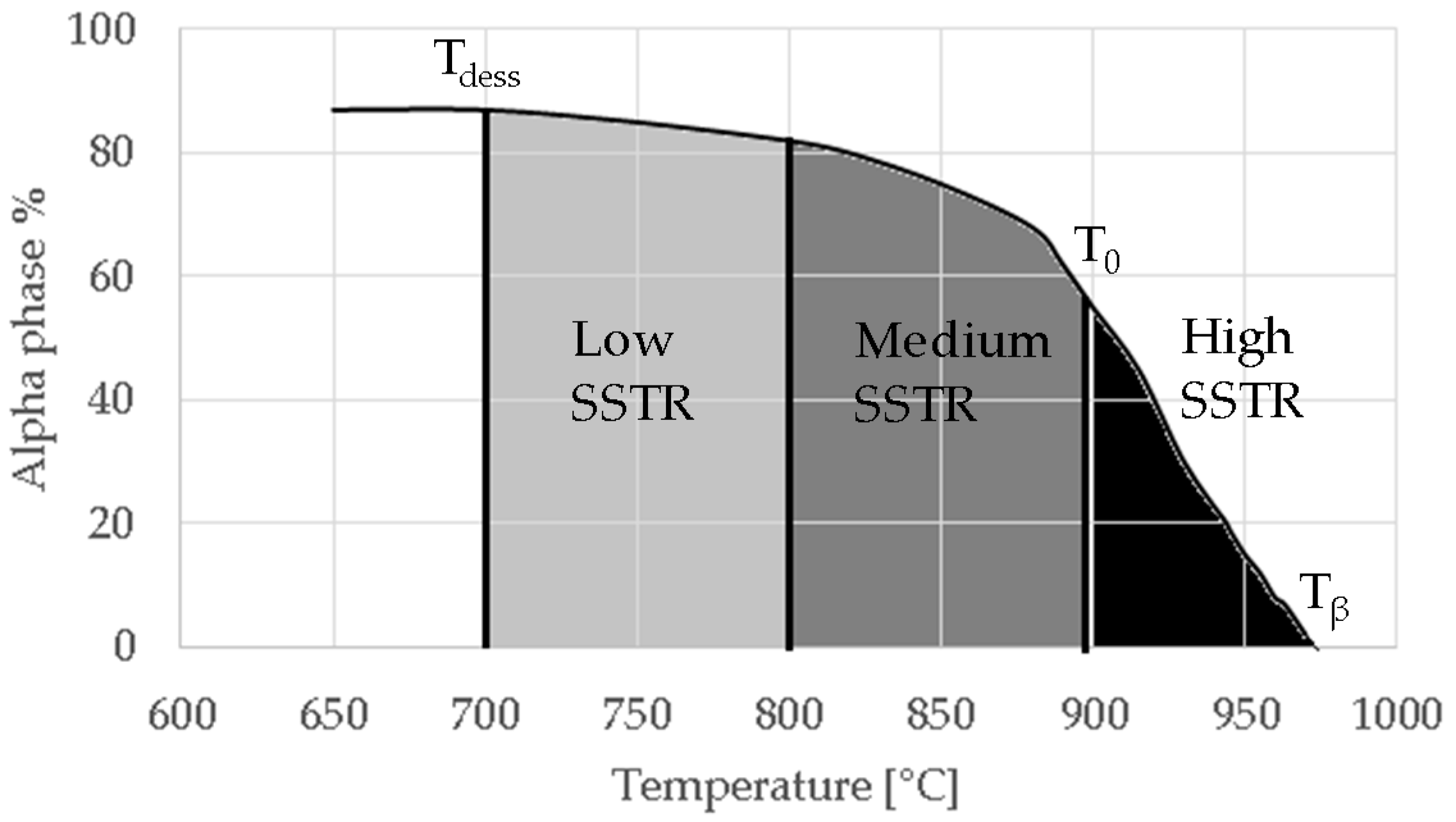
The temperature region chosen for annealing in this study was within the SSTR, illustrated in
Figure 3. In this solid solution, the α-phase is the solute and the β phase the matrix. In this study, the SSTR was defined as the temperature region between the dissolution temperature (T
dess) and the β-transus temperature (T
β). The dissolution temperature (chosen as a single temperature point) is the temperature region where the β phase starts to exponentially increase in volume percentage as the α-phase dissolves into β-phase. This temperature has been defined by Kelly as 705 °C [
21] which was also used in this study.
The SSTR was furthermore divided into low-, medium- and high-SSTR regions. The low- and medium-SSTRs lie below the critical temperature (T
0) and the high-SSTR lies above T
0. The critical temperature is defined as the temperature above which α’ forms upon fast cooling (water—WQ or air cooling—AC). This temperature has been calculated based on a thermodynamic database by Lu et al. [
25] and Ji et al. [
26] who respectively found T
0 to be 893 °C and 872 °C. The low- and medium-SSTR is separated by the temperature region considered by various authors to be where α’ decomposes into α upon heating and has been shown to provide good tensile results [
7,
12,
14].
The heat treatments tabulated in
Table 3 were designed to accentuate the effects of dwell temperature, dwell time and cooling rate. Since α grain growth is limited in low- and medium-SSTR heat treatments, variations in air and furnace cooling as a function of dwell time were considered. High-SSTR heat treatments used WQ to limit α grain growth, to best show the extent of α grain growth and fragmentation. As such, a α/β phase fraction is not obtainable and a α/α’ phase fraction is given that is representative of a α/β phase fraction.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}