1. Introduction
Amidst the remarkable advancements in industrial technologies, intensive attempts have been made to achieve superior mechanical properties and performances. Currently, nonconventional materials such as stainless steels, titanium alloys, tungsten, and various composites are widely used in industries because these materials have special characteristics such as high hardness, heat resistance, wear resistance, and high strength. However, most of these materials have poor machining accuracy and machinability. These materials are difficult to process and are called difficult-to-cut materials [
1,
2].
Difficult-to-cut materials, stainless steel in particular, are frequently demanded for applications with harsh operational conditions or in applications in the fields of semiconductors, biotechnology, medical, and aeronautical/aerospace industries, where ultra-precision parts are necessary. To keep pace with these trends, the machining/polishing field continuously adopts more advanced methods for processing materials [
3,
4]. Among these special-purpose polishing methods is magnetic abrasive finishing [
5,
6,
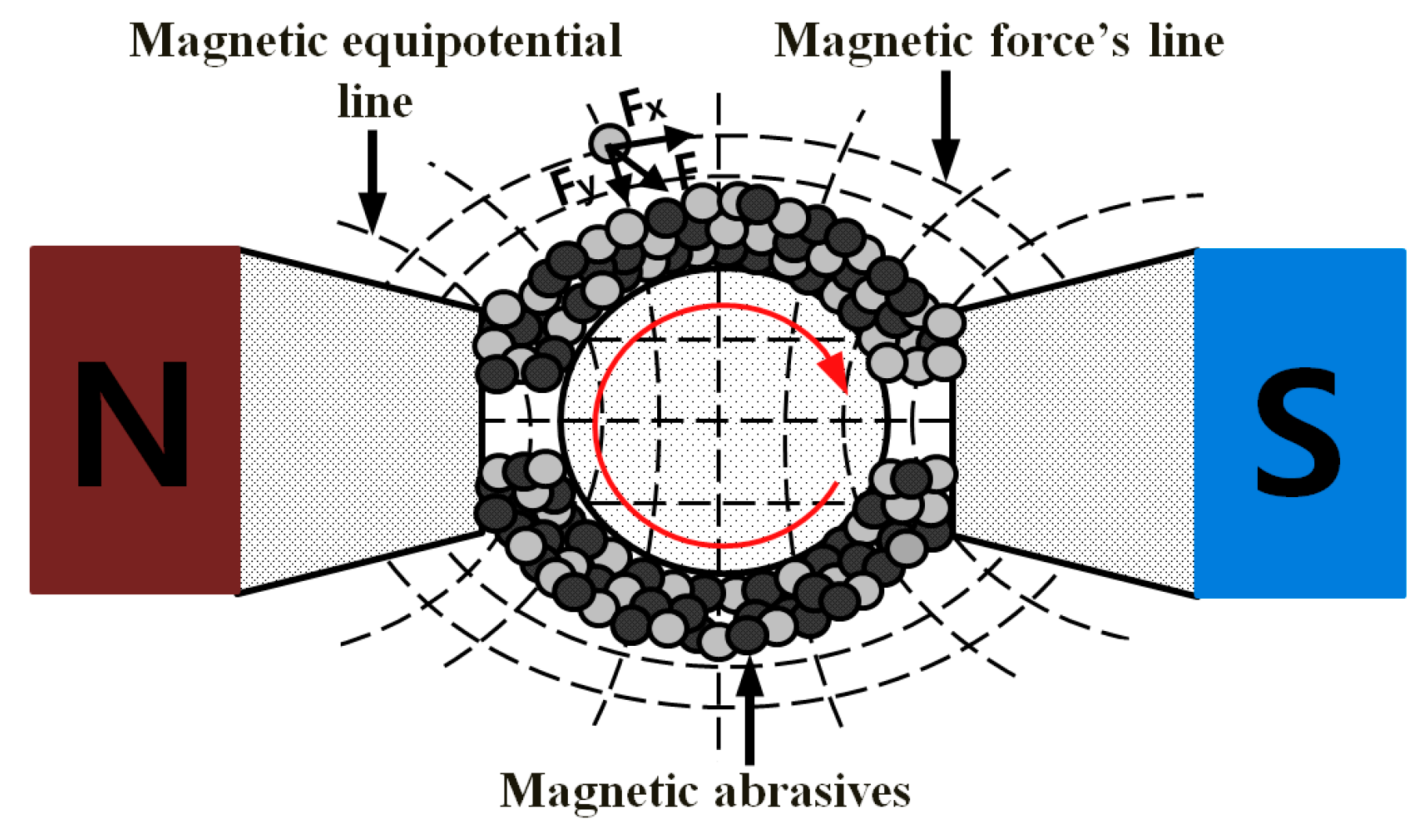
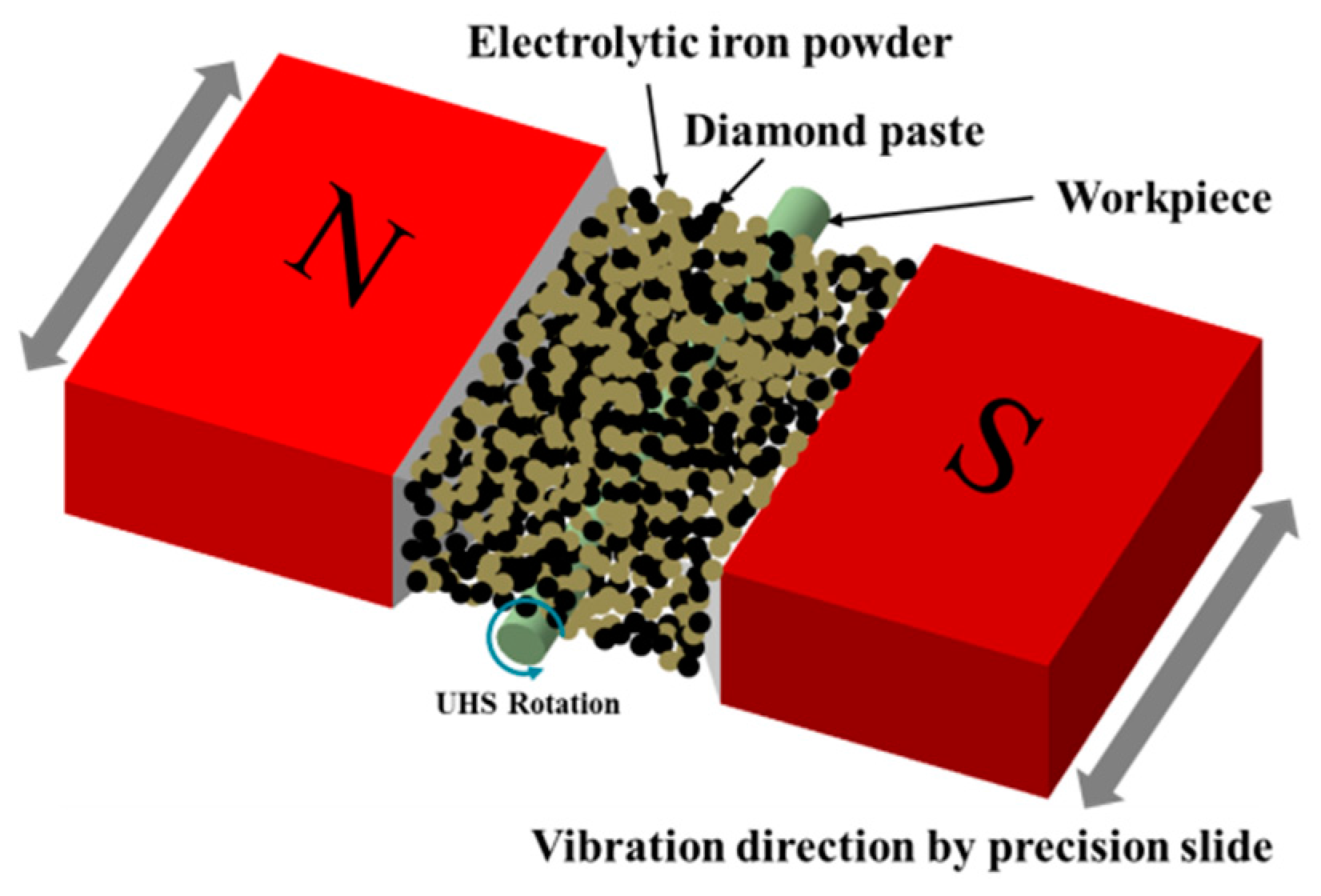
7], which has been widely put into practice as an ultra-precision technology. Magnetic abrasive finishing uses a combination of magnetic and abrasive materials in a magnetic field to generate a fine abrading force on the surface of parts or objects [
8,
9]. In this study, we demonstrate methods to obtain a substantial increase in magnetic abrasive processing speed using an ultra-high-speed system optimized to outperform conventional magnetic abrasive polishing [
10,
11]. The magnetic abrasive machining (MAM) is a machining technique in which a magnetic field is used to force on abrasive particles against the target accuracy, and the cutting tool is a group of magnetic abrasive particles, the cutting force is controlled by the magnetic field in the working gap [
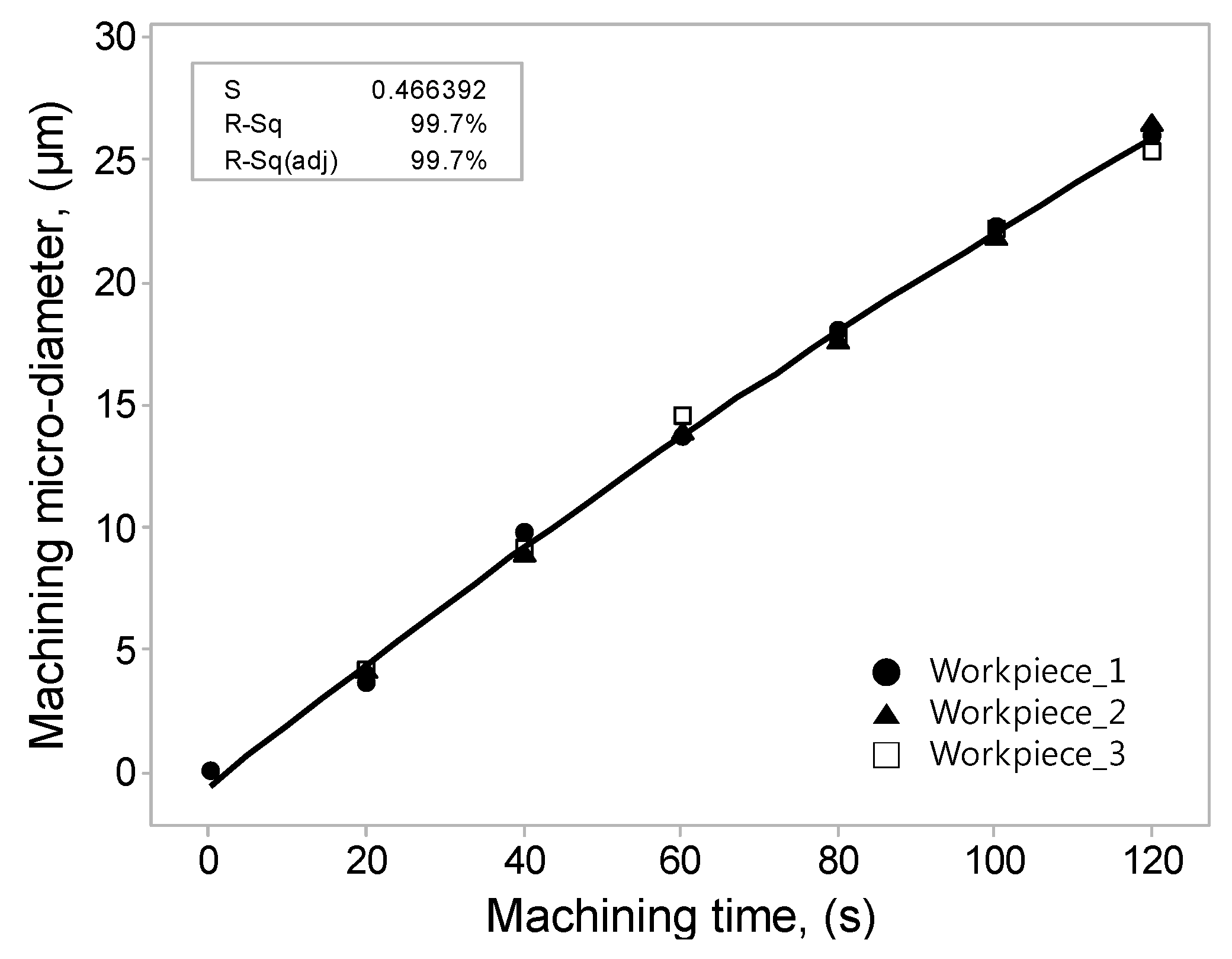
12]; in particular, progress is demonstrated in the precision machining of micro-diameters and in minimizing surface roughness with a significantly reduced processing time and maximized processing efficiency. It is proposed that the results of this study enable true micron-scale machining of metals that cannot be obtained with traditional processing methods.
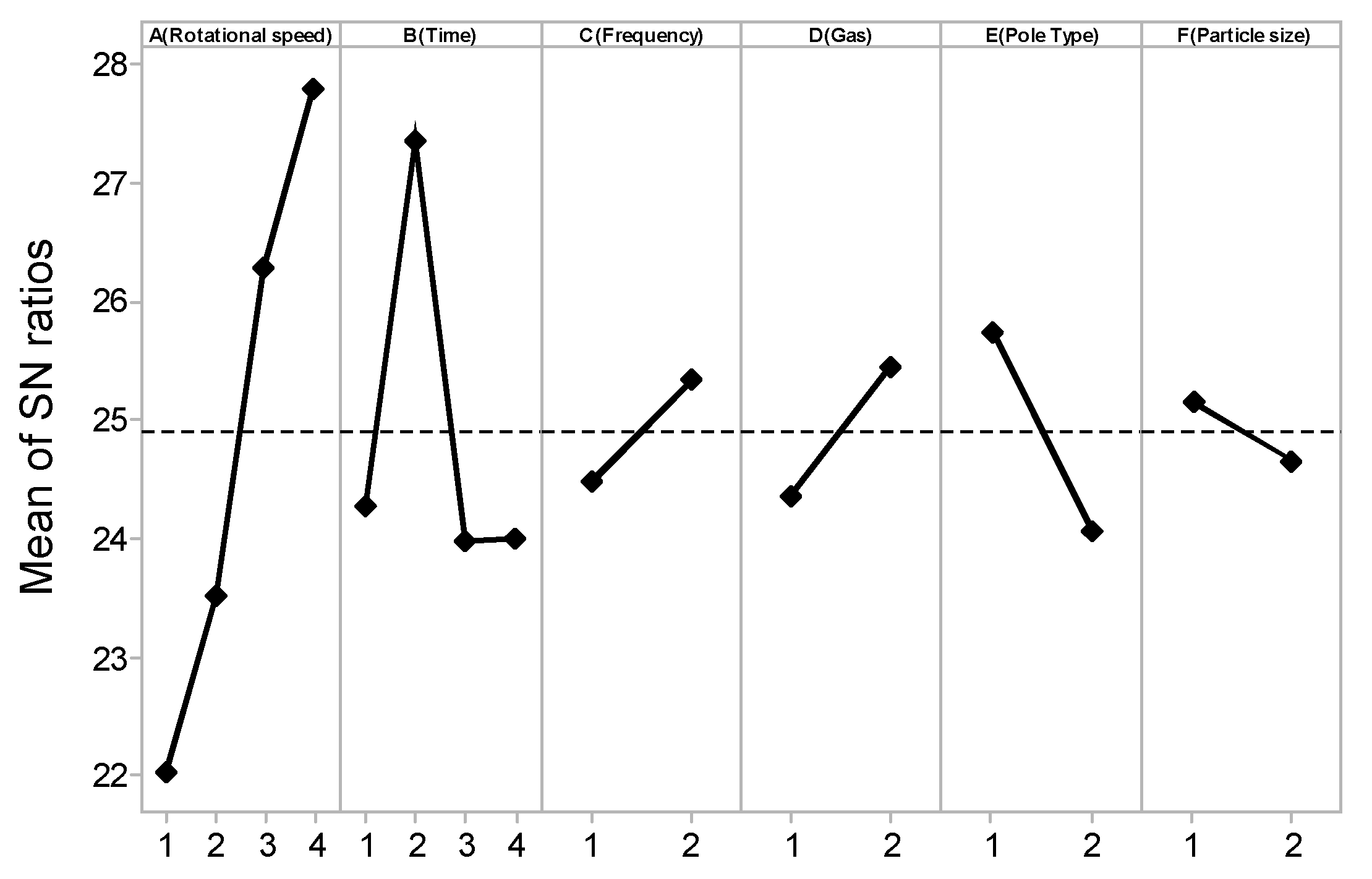
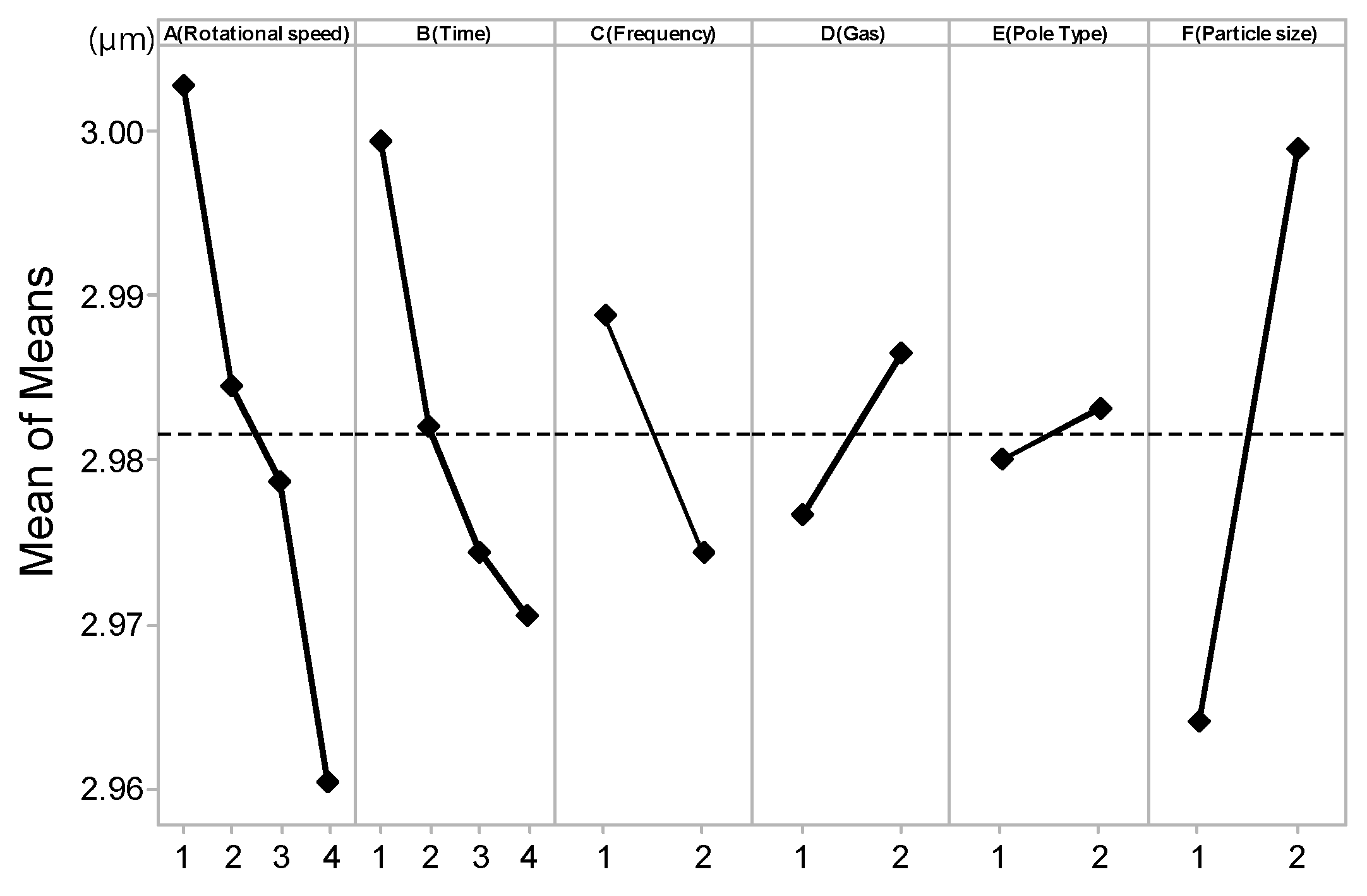
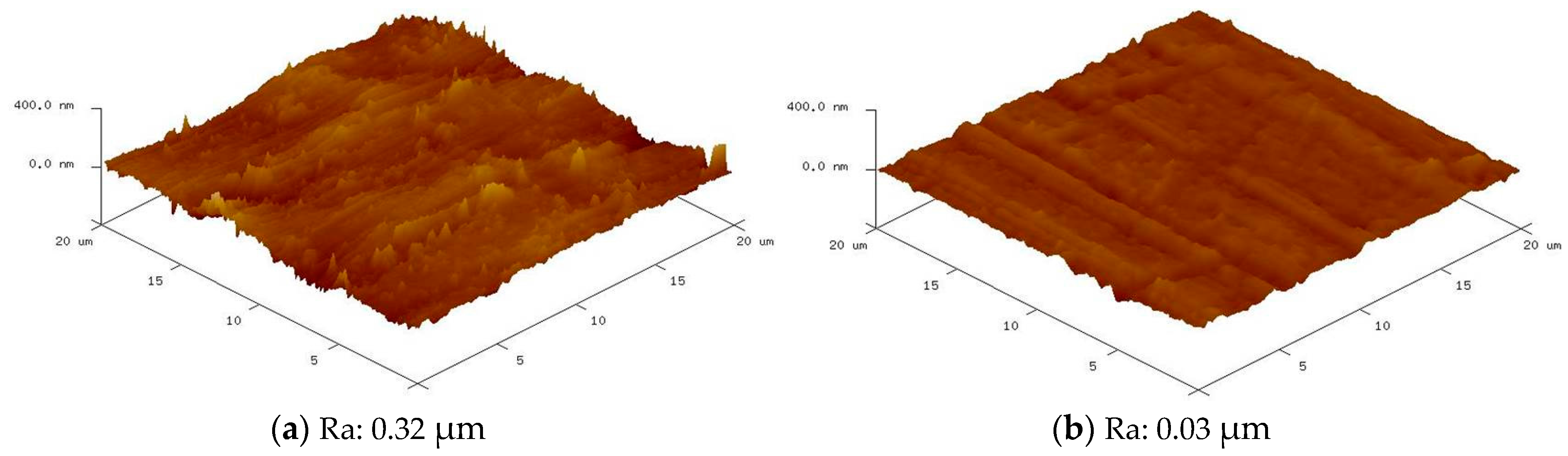
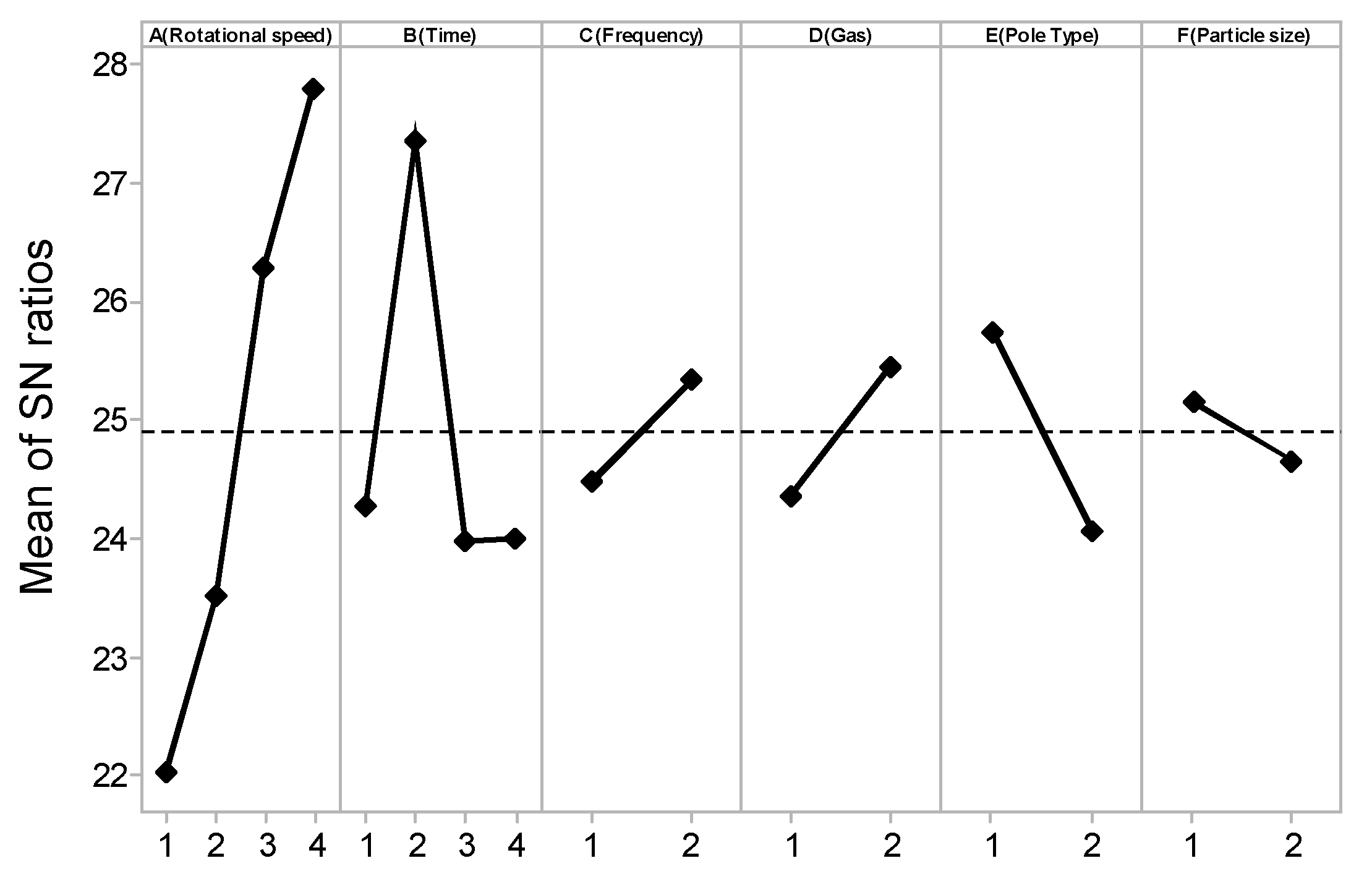
In the present study, we applied ultra-high-speed magnetic abrasive machining (UHSMAM) processes in the precision machining of stainless steel (AISI 304). The experiments were performed based on the response surface methodology to enhance the machining performance and productivity. The aim is to analyze the effect of important process parameters such as machining speed, machining time, machining frequencies, inert gas in/out, magnetic pole types, and magnetic abrasive mesh size. In order to forecast the machining surface roughness and micro-diameter of workpiece before the machining process, an experiment model was applied using the Minitab software. The generation of the model consists of two stages, training and testing based on experimental data. Thus, in this study, a model with six inputs and two outputs has been considered. An appropriate setup was designed and fabricated. The Taguchi method is the most significant and useful parameter in taking the target and variation into account when comparing two sets of samples, as opposed to comparing the mean alone. Thus, the Taguchi method using S/N ratio is applied to perform uniform machining. On the two response factors, the surface roughness and micro-diameter, the parameters are optimized by analysis of variance (ANOVA) of the S/N ratio. The atomic force microscope (AFM) micrographs were used to further analyze the results.
3. Experimental Details
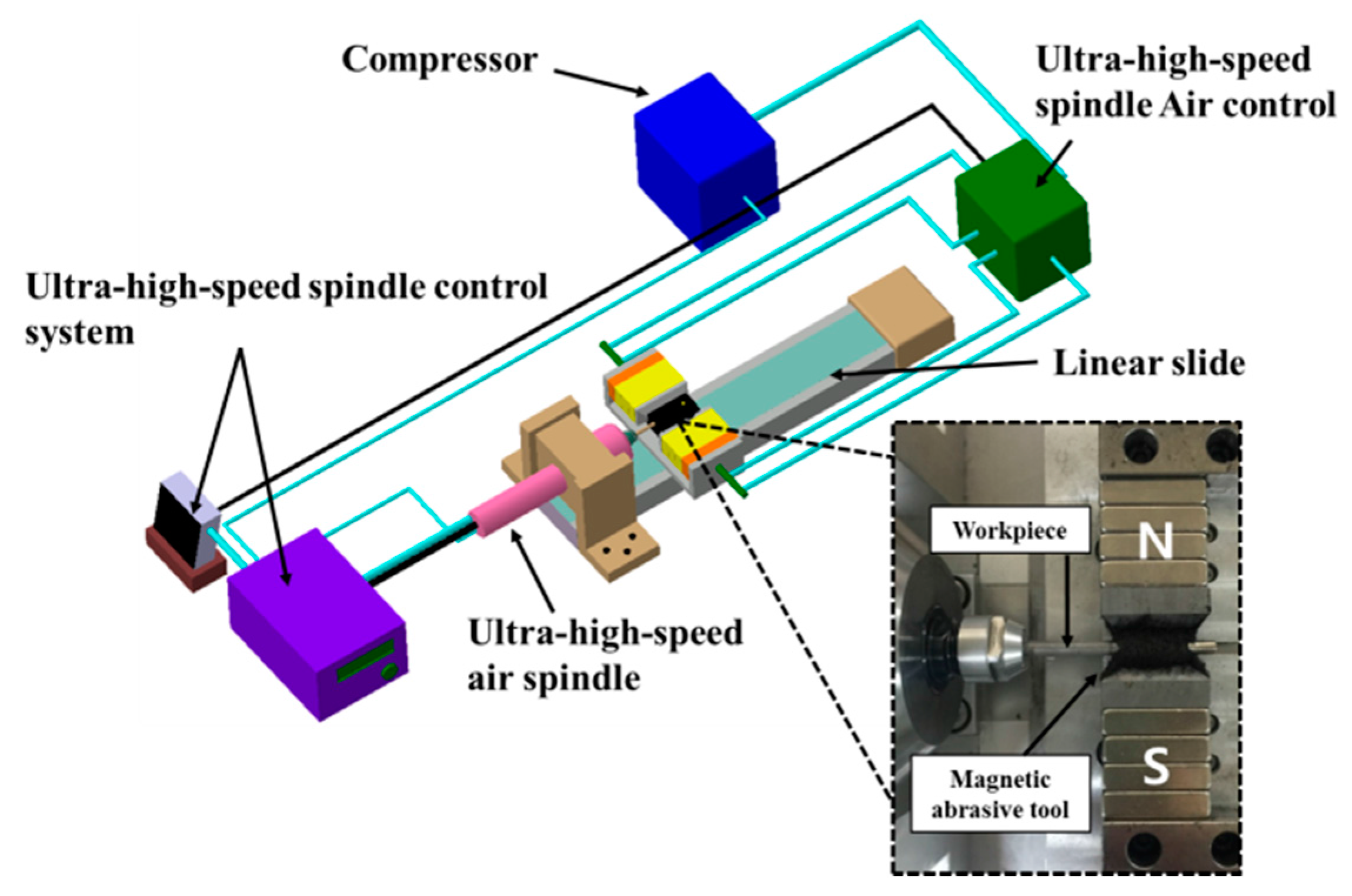
As shown in
Figure 3, the apparatus for magnetic abrasive machining is designed in such a way that a fine AISI 304 round bar is positioned between the magnetic poles.
Table 1 shows the mechanical properties and chemical composition of AISI 304. The bar is then rotated with an ultra-high-speed of up to 80,000 rpm using an ultra-high-speed air spindle control system, consisting of an ultra-high-speed air spindle (NSK Air bearing spindle, NRA-5080), the rotor of the air turbine was used because it was specifically designed to maximize ultra-high-speed on the ultra-high-speed spindle during the machining process. The rotor is rotated by the velocity of the air stream, making this ultra-high-speed spindle perfect for applications requiring operation using the principle of compressed air blown. This ultra-high-speed spindle has almost no vibration and extremely high accuracy for extremely high precision machining, even at ultra-high-speed rotation. Simultaneously, a 5 Hz or 10 Hz vibration is applied to allow axial control of the bar machining. For this study, a pneumatic spindle was used to ensure the AISI 304 bar could undergo a very high number of revolutions. The Nd–Fe–B permanent magnet (size: 20 mm × 10 mm × 12 mm, magnetic flux density: 0.52 T) was used to produce the magnetic field. The desired magnetic field in the machining area is generated by permanent magnets attached to a steel yoke.
Selection of Process Parameters
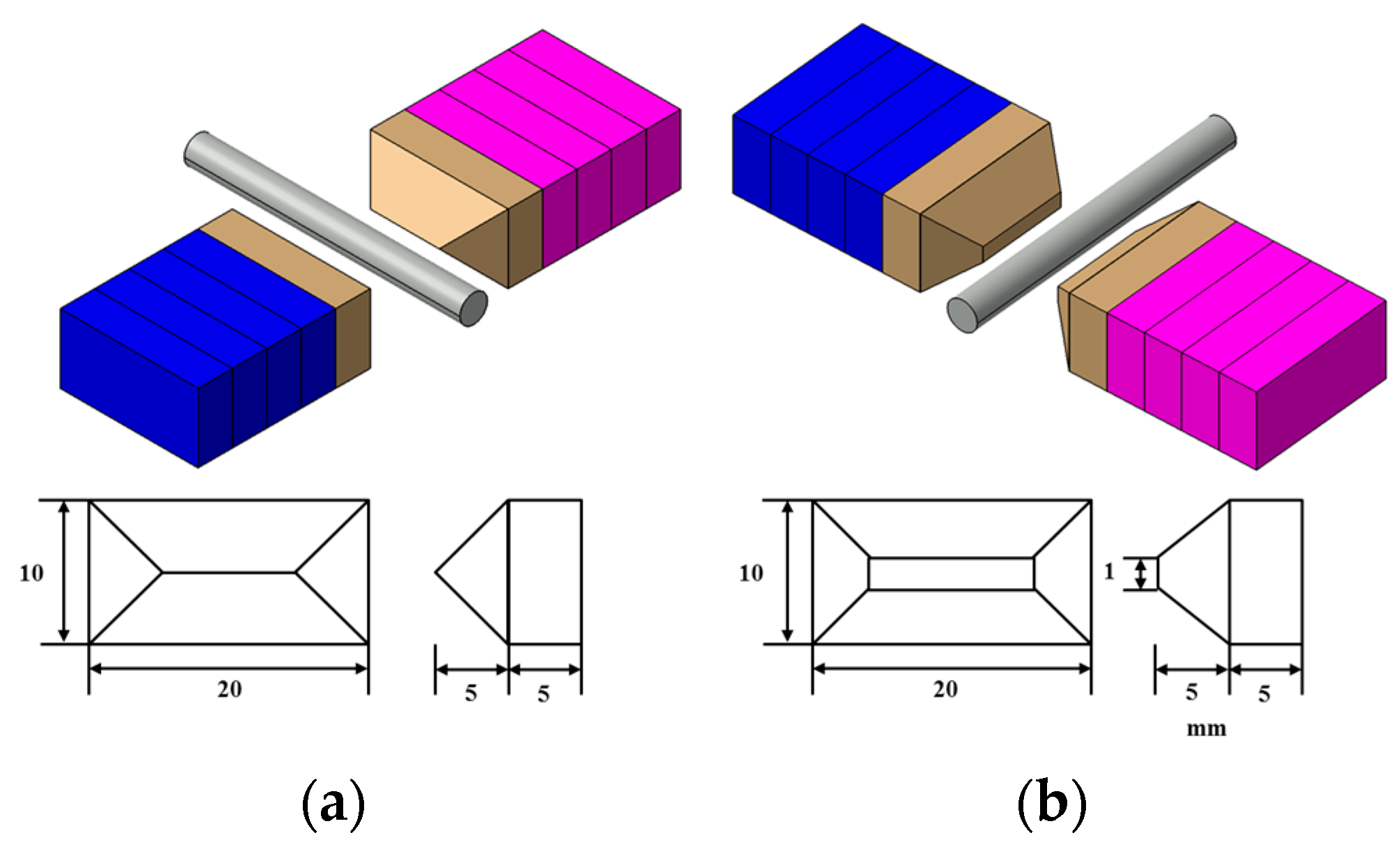
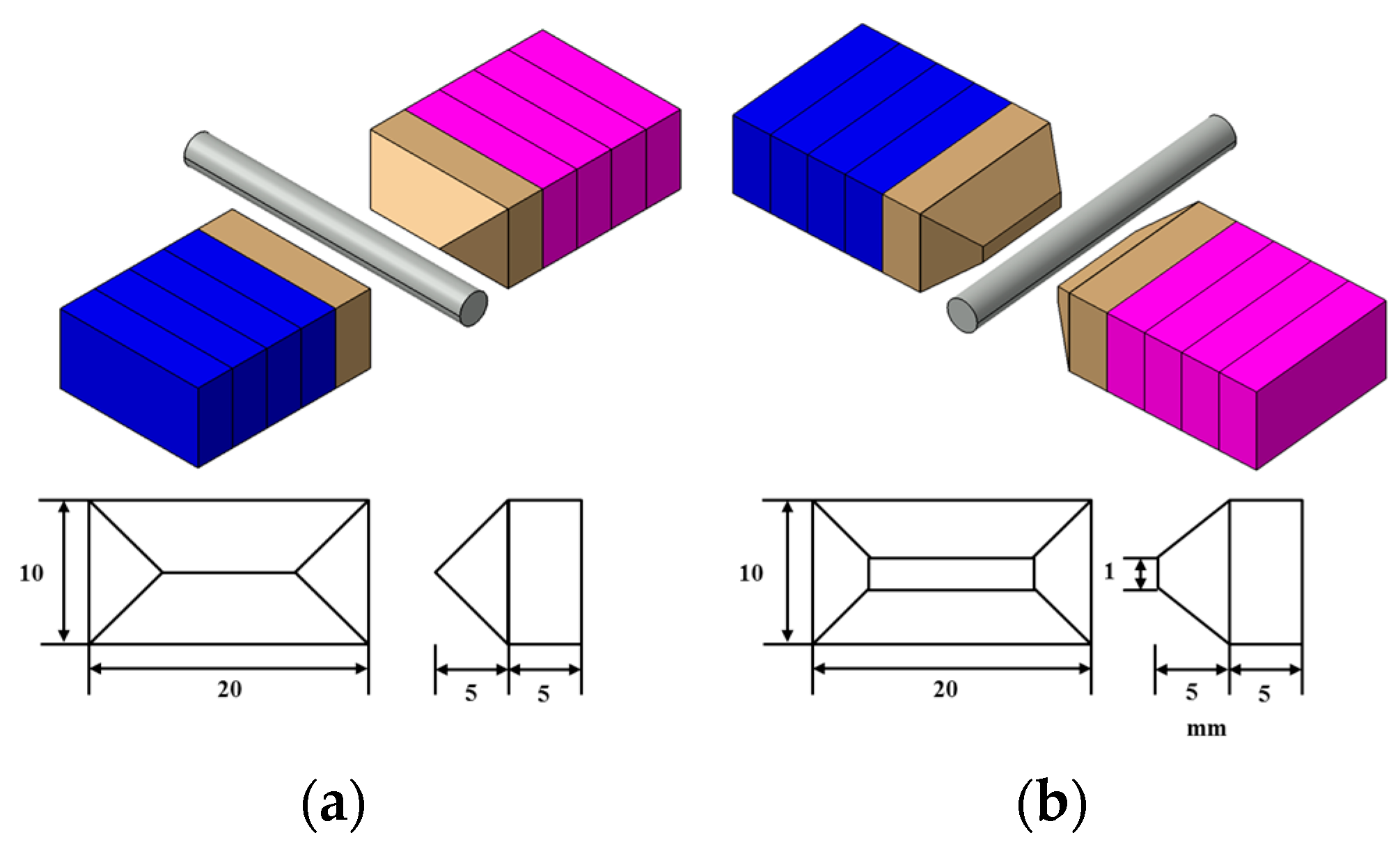
In the present study, an experimental investigation was carried out to study the effects of important process parameters in the UHSMAM process for machining AISI 304 materials using the Taguchi experimental design. Based on preliminary experiments and the available literature on the MAM process, the key process parameters and their levels that strongly influence the process outcomes were identified. In this magnetic abrasive apparatus, the desired result is achieved by placing a cylindrical object in the magnetic pole area and rotating it at a rotational speed of 1000–80,000 rpm under a 0–10 Hz range of vibrational conditions. For the magnetic poles, as shown in
Figure 4, SS 400 steel materials was chosen due to its relative ease of fabrication and because it is considered a very strong magnetic material in virtue of its specially designed shape and the distribution of magnetic force. Two types of magnetic pole configurations were studied in order to compare their processing characteristics: (a) a sharp shape and (b) a 1 mm linear shape. Mixed-type magnetic abrasives with diamond particles of different diameters were inserted between the poles. A cylindrical object to be processed is inserted into the grainy brush, and rotational and vibrational movements were induced simultaneously to confirm the system’s processing characteristics. An important consideration for ultra-high-speed processing conditions is that, if the workpiece temperature is too high, it will produce an acidification layer and thus affect the processing. During the machining process, argon gas was injected into the machined part to improve the machining efficiency and to parameterize the influence of the argon gas input conditions.
In order to analyze the performance of the machining process on the surface of the AISI 304 bar, six process parameters were selected, including four different workpiece rotational speeds, four different machining times, two different frequencies, whether or not inert argon gas is injected, two different magnetic pole types, and two different magnetic abrasive particle sizes. Some preliminary experiments were performed to determine the influence of these parameters.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}