
The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
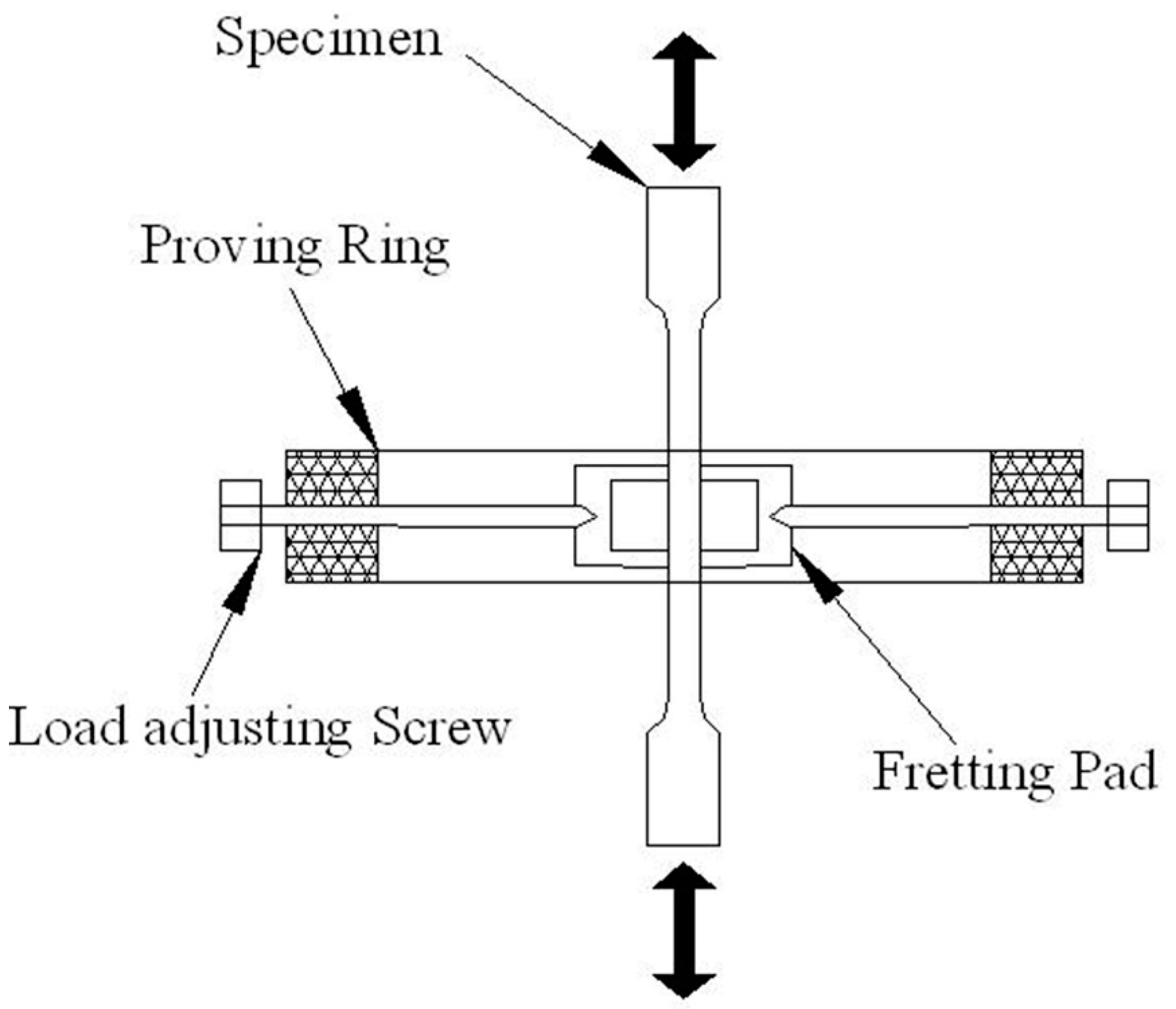
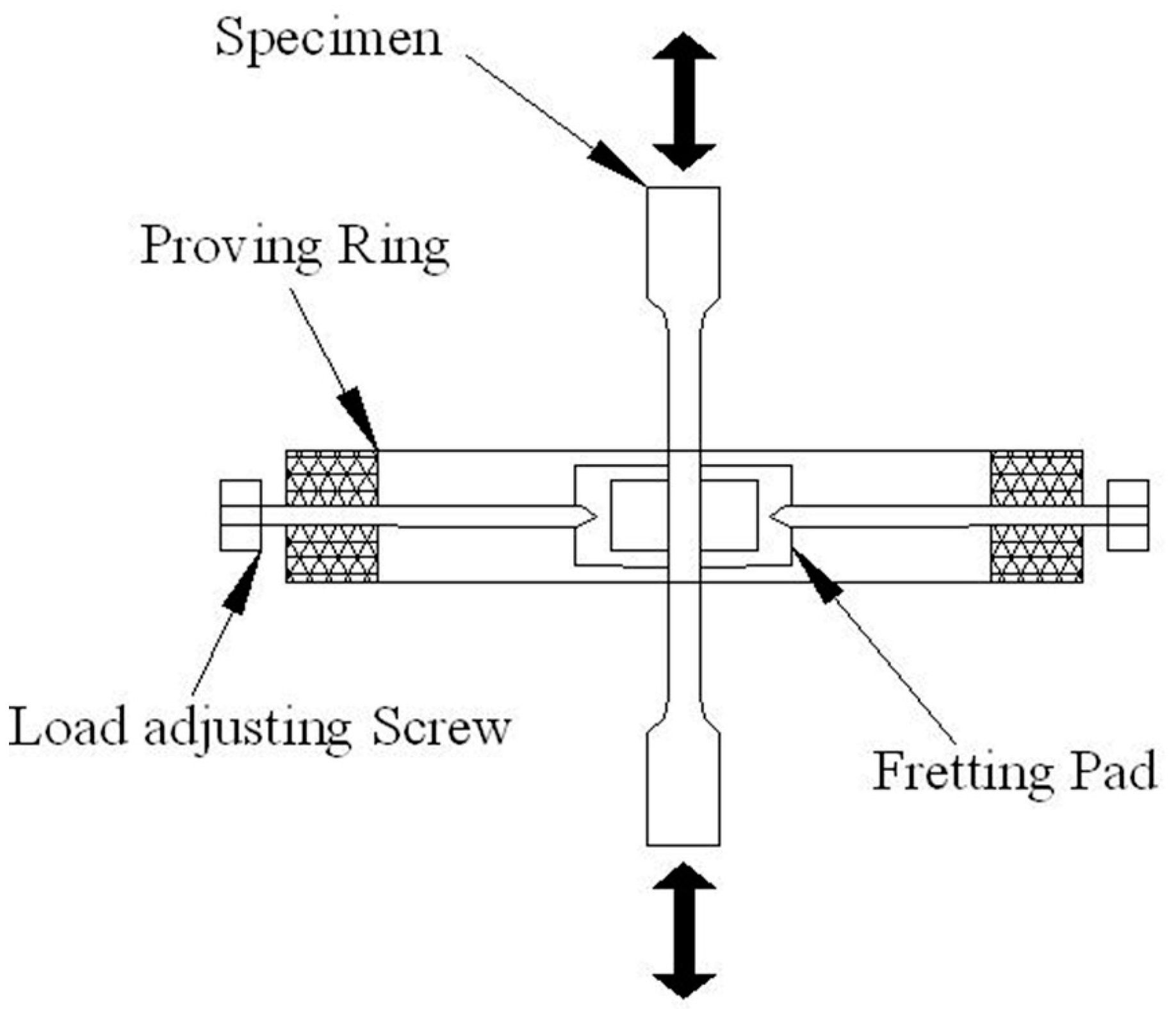
2.2. Research Methods
3. Results
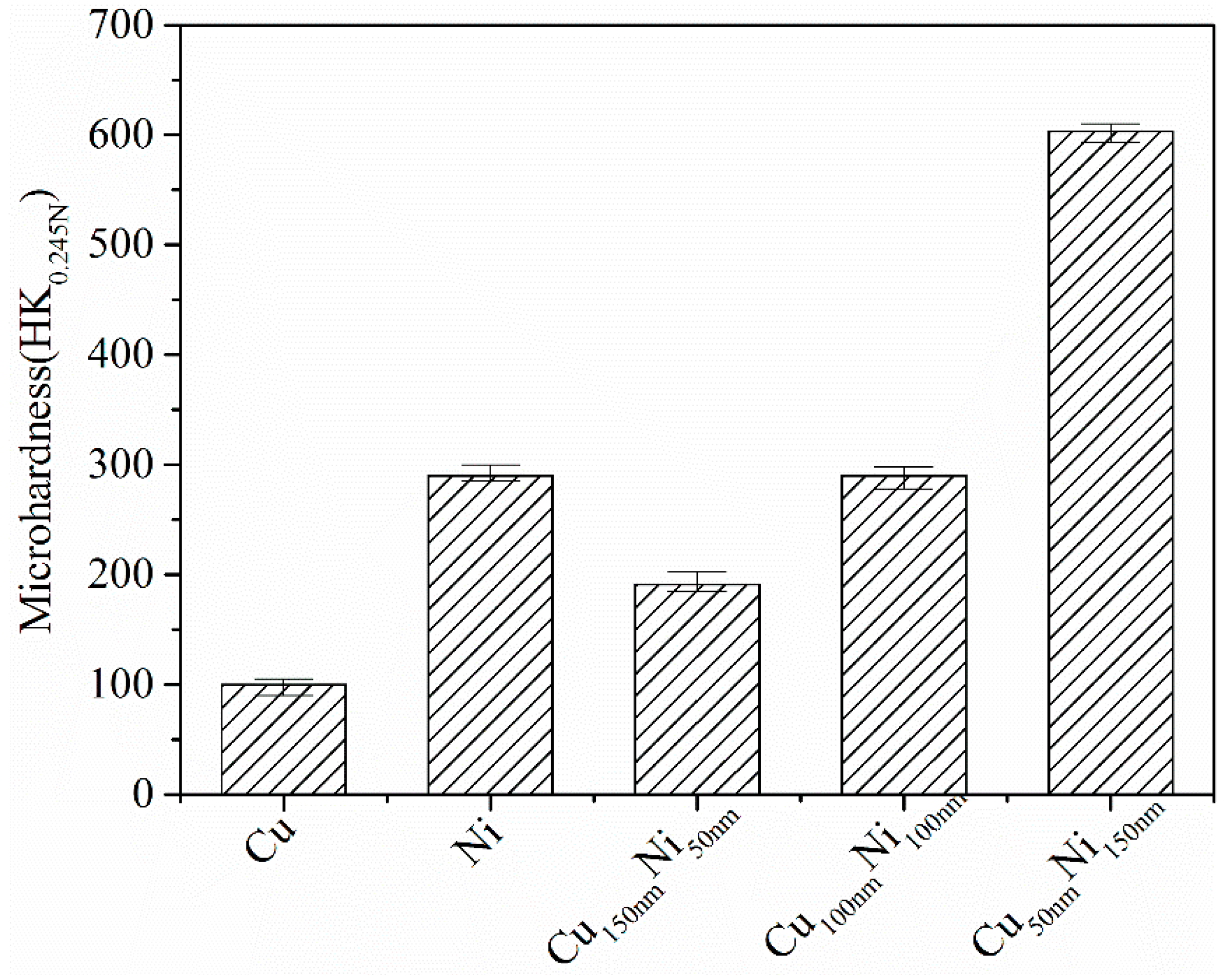
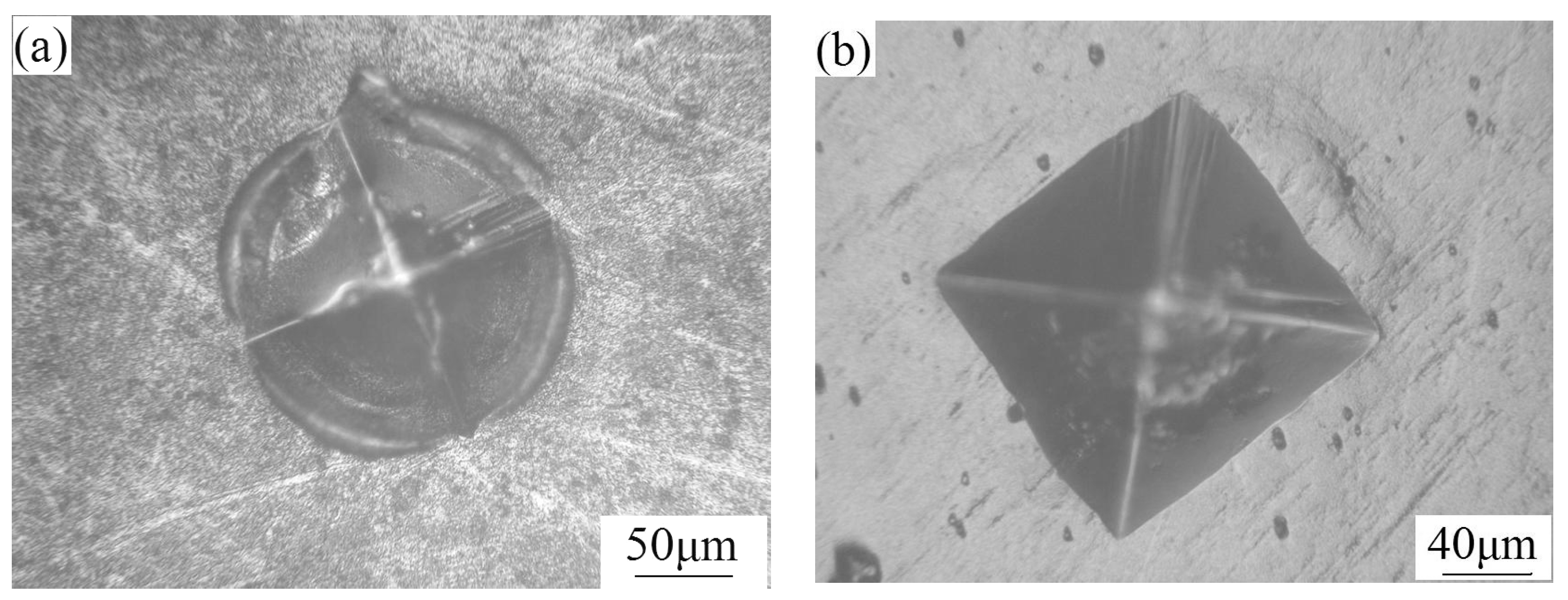
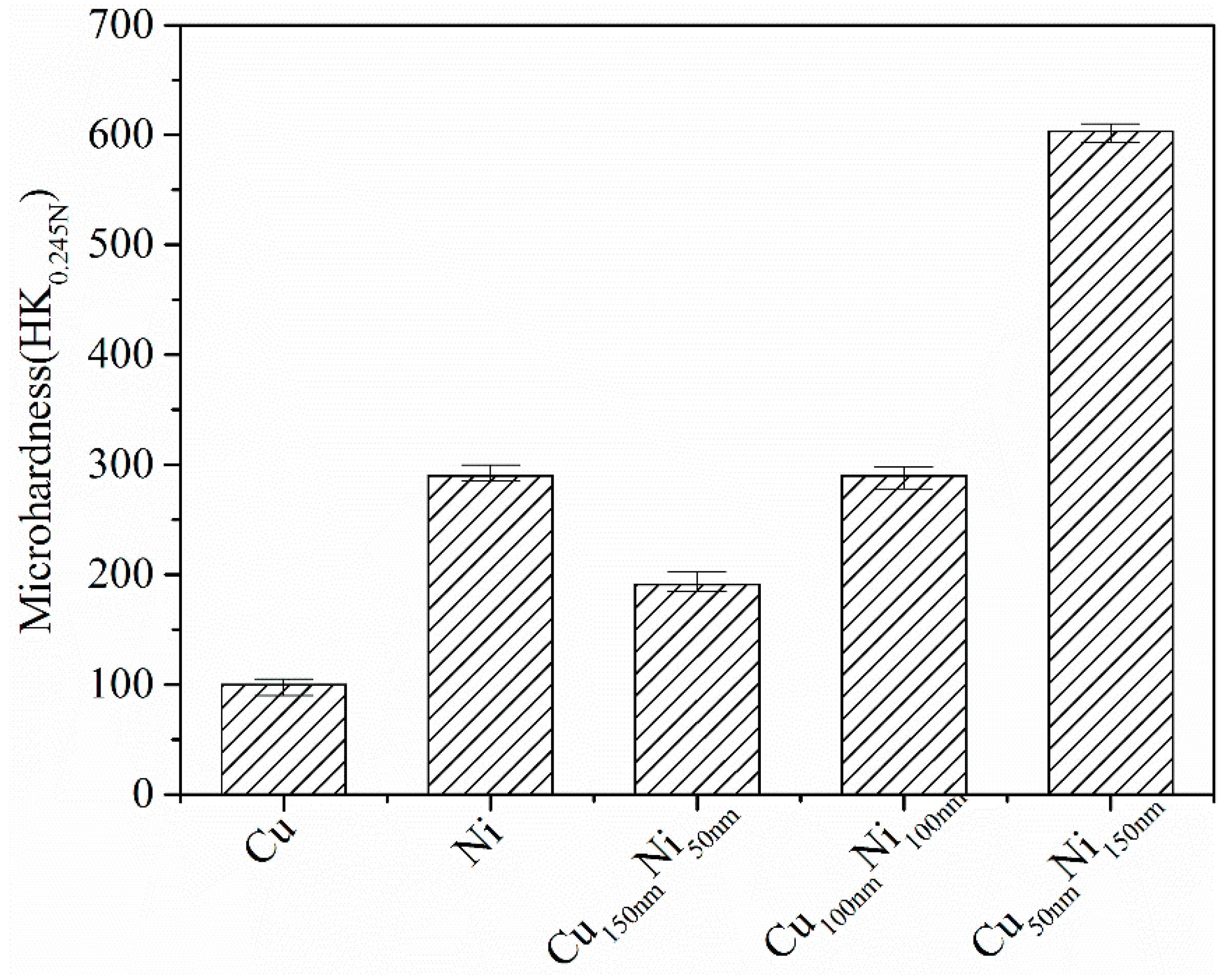
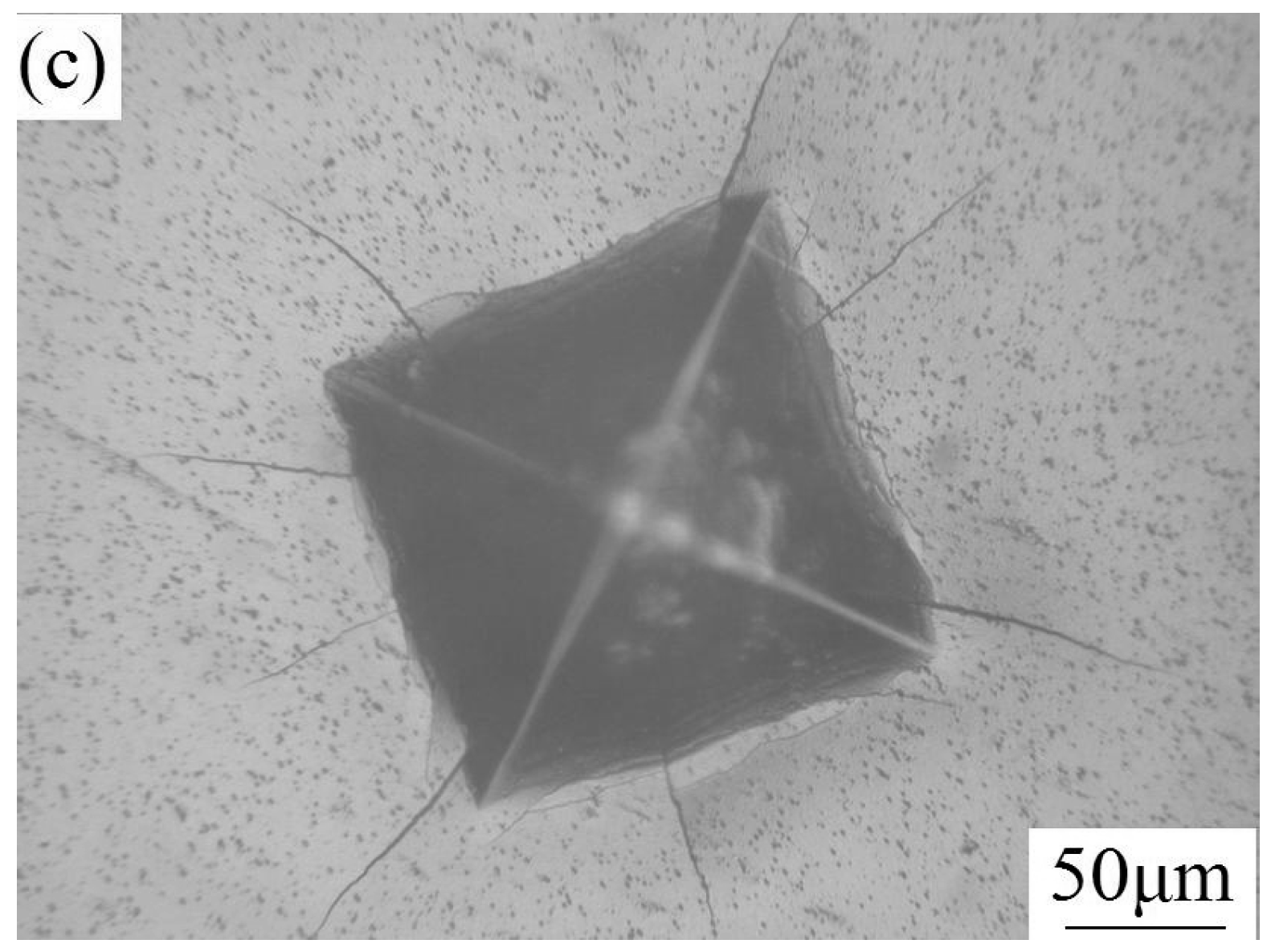
3.1. Hardness and Toughness of the Cu/Ni Multilayer Films
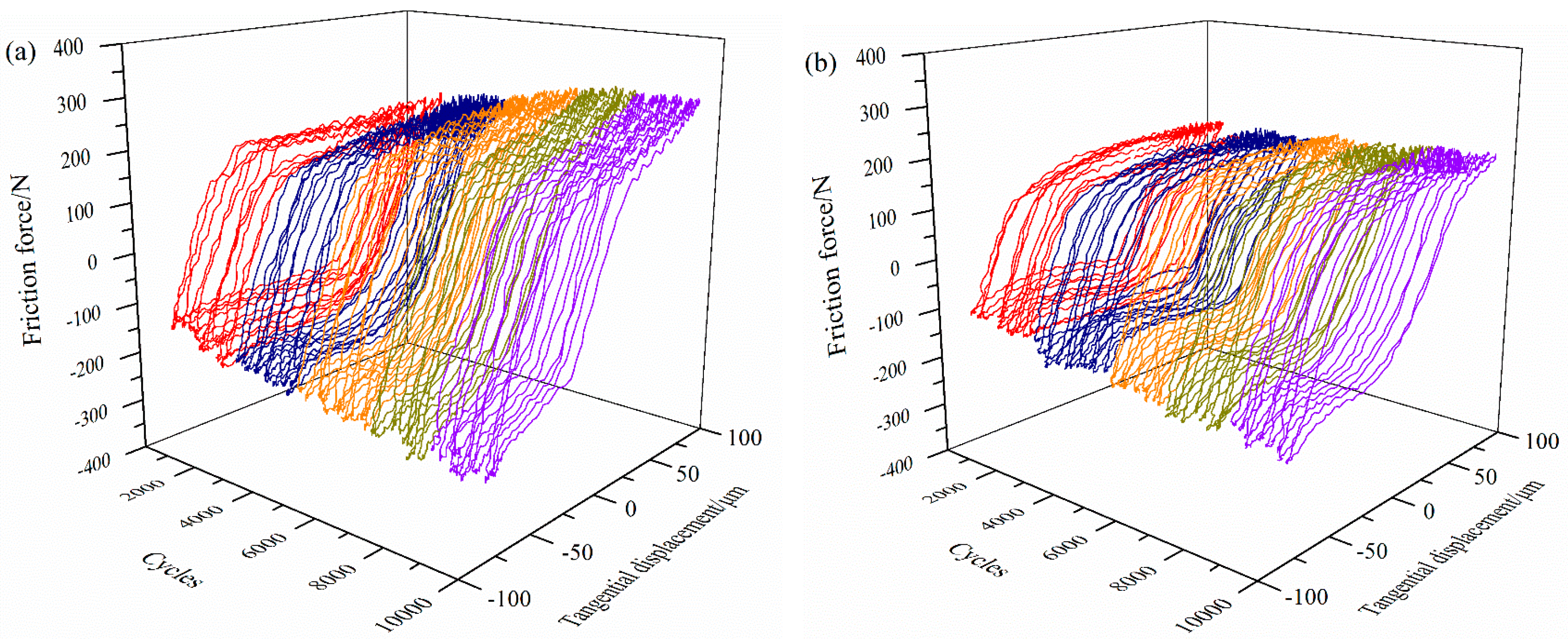
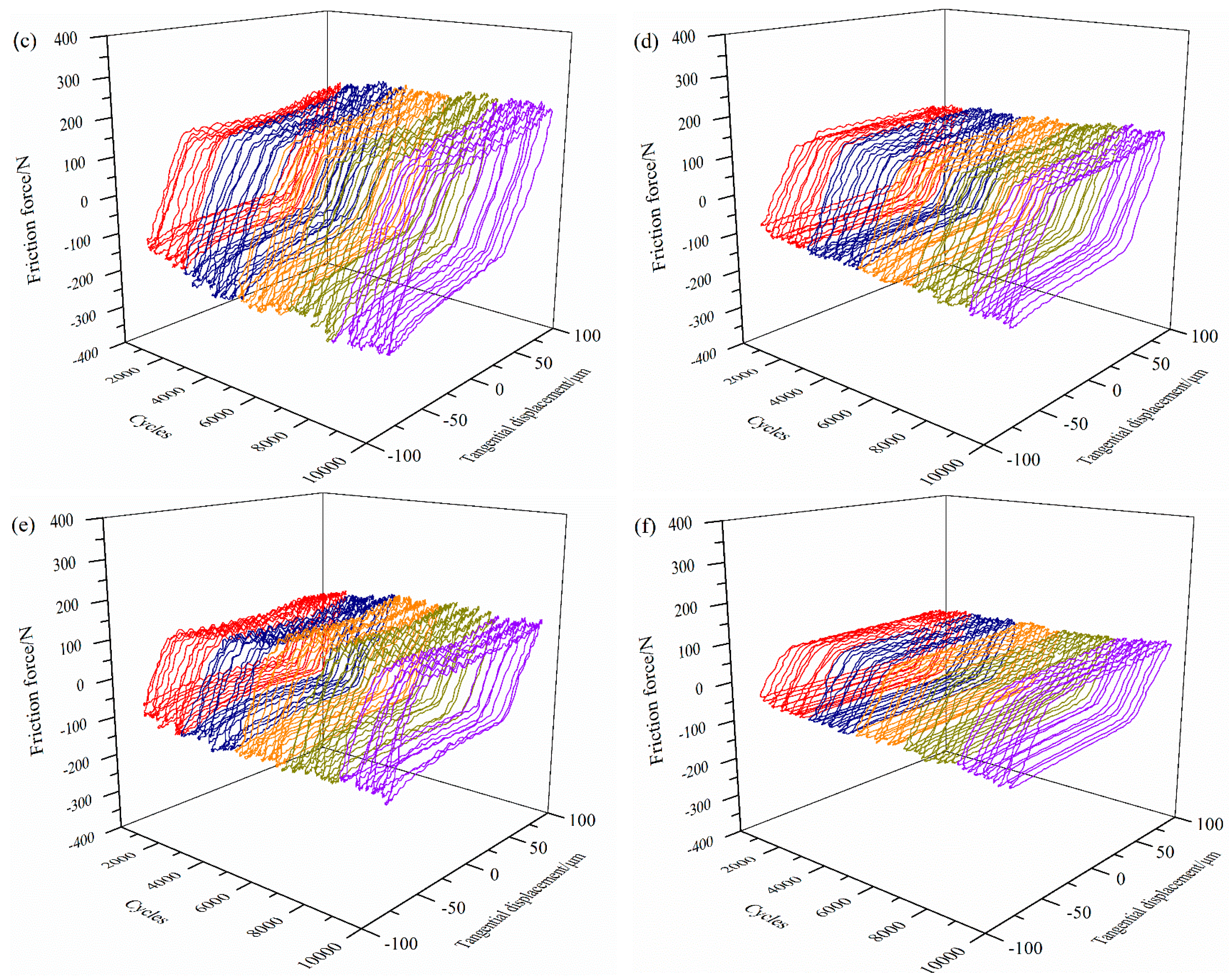
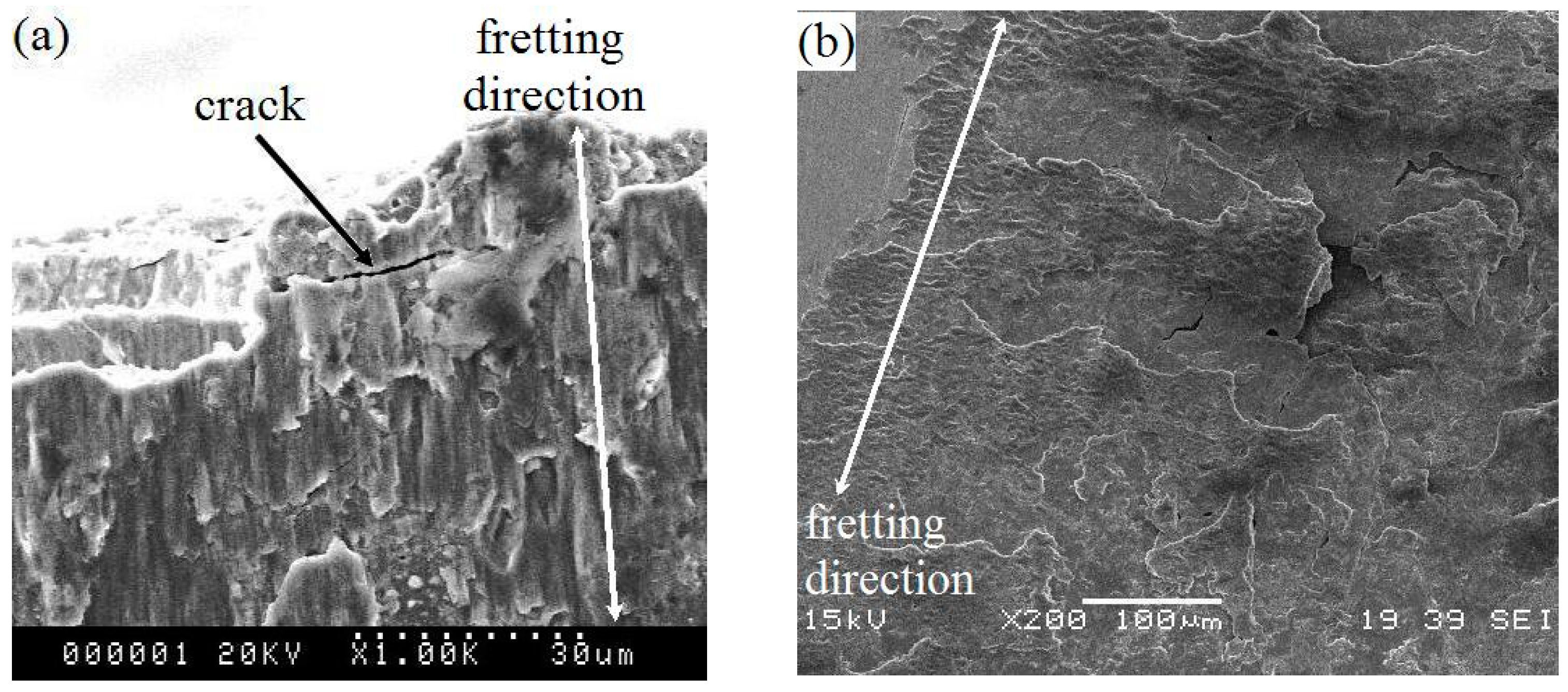
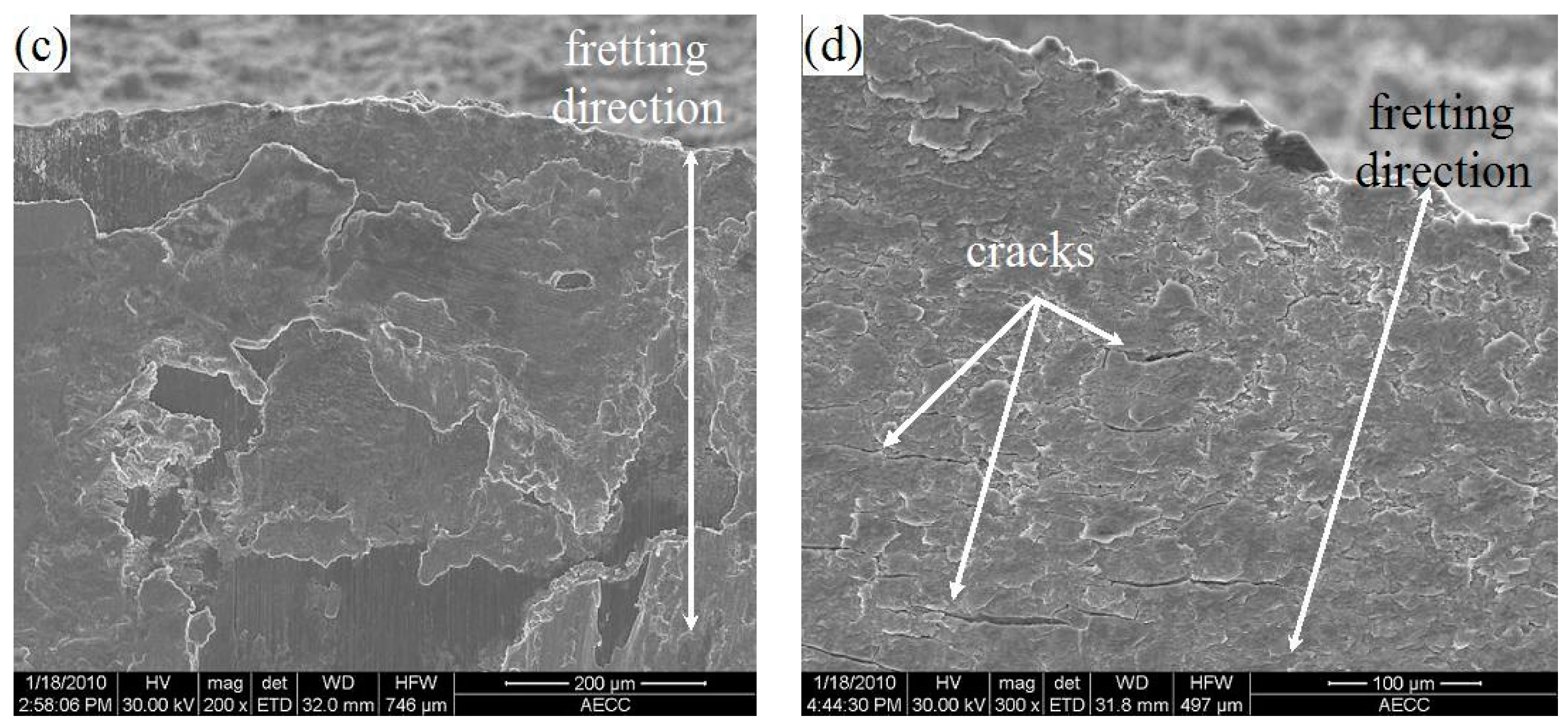
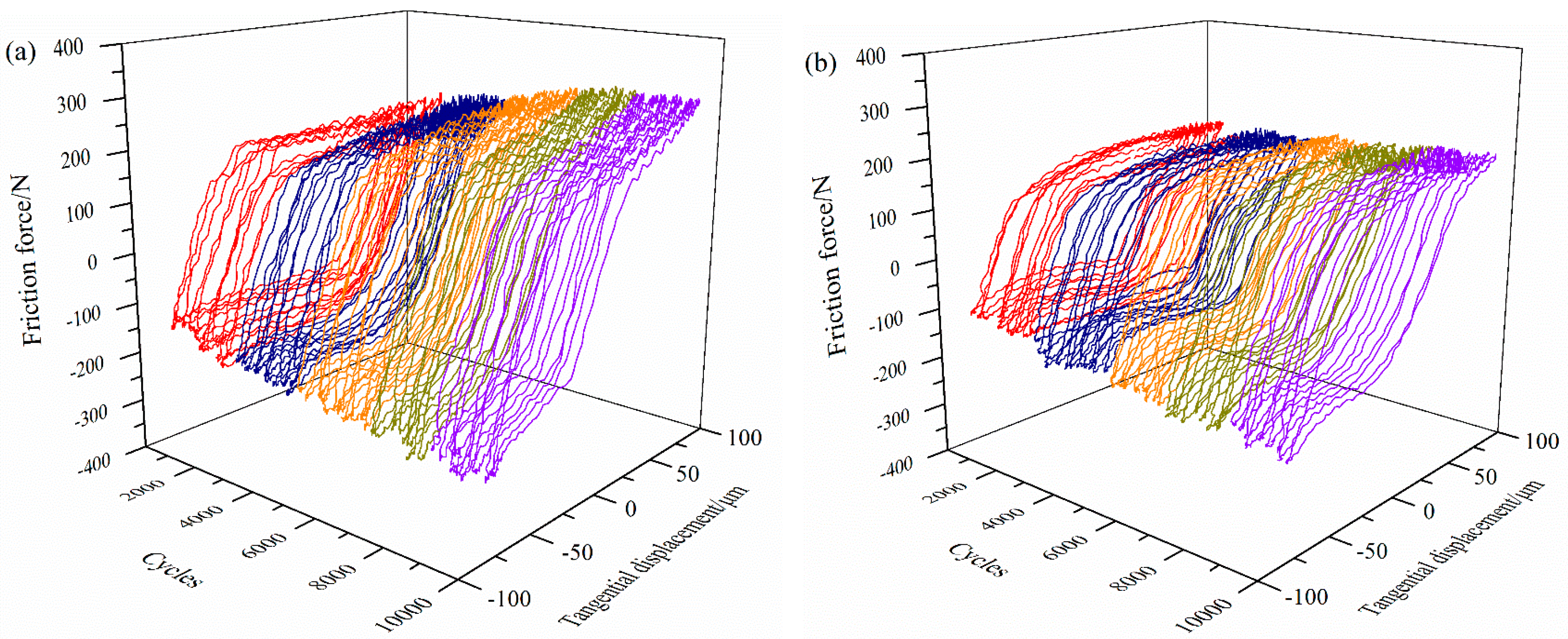
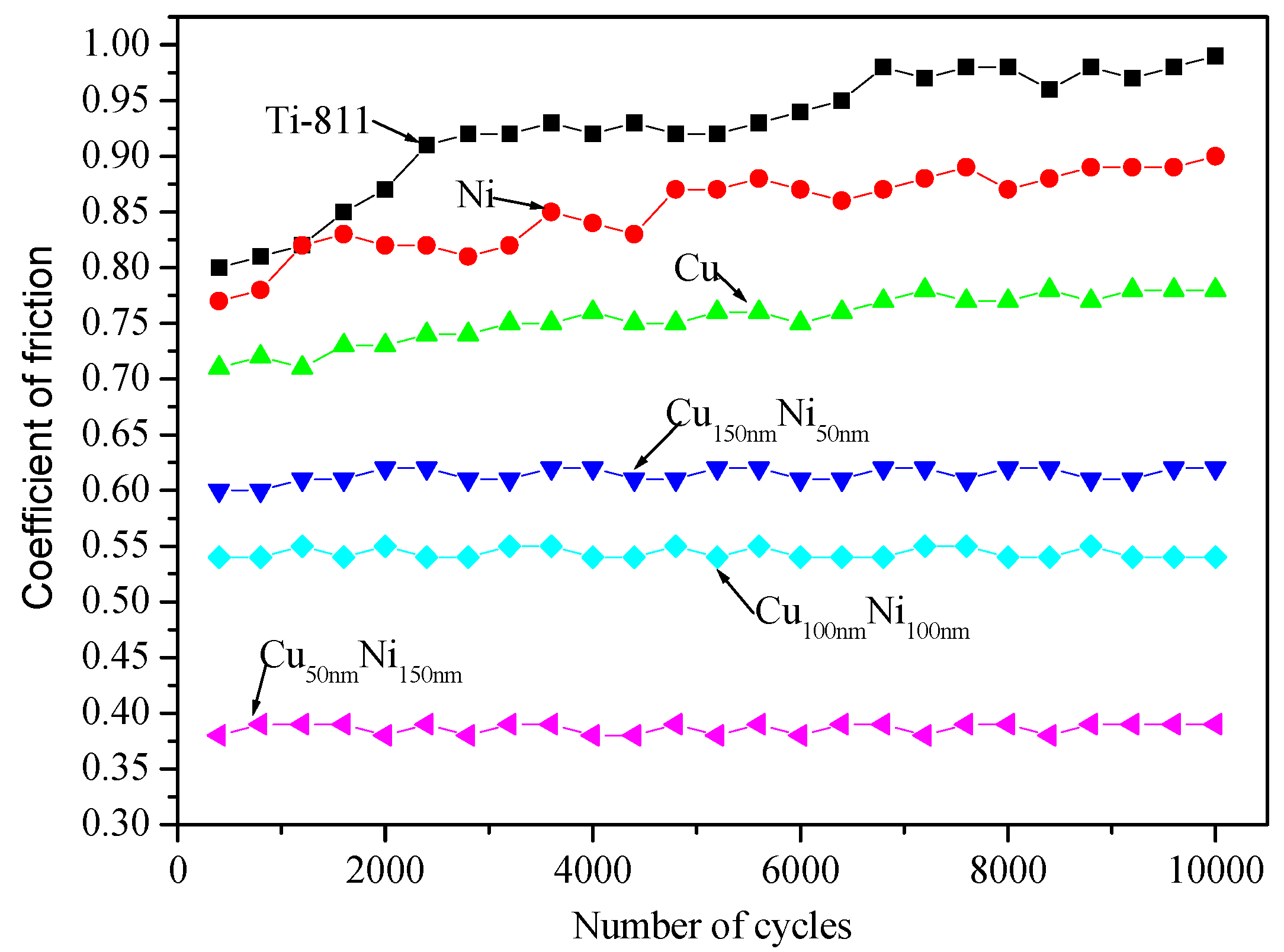
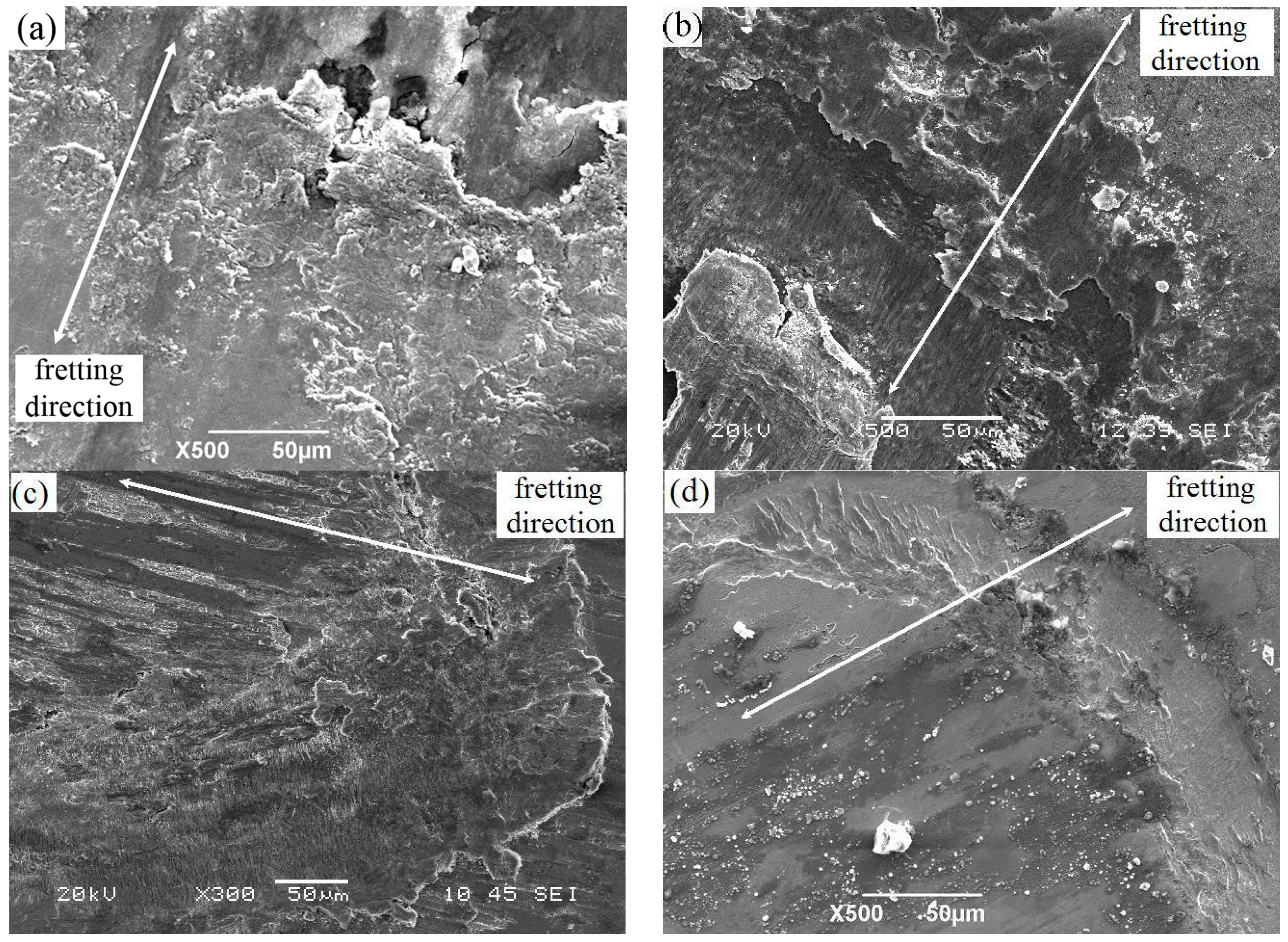
3.2. Fretting Wear
3.3. Effect of Cu/Ni Multilayer Films on the FF Life of Ti-811 Alloy
4. Discussion
4.1. Hardness of Cu/Ni Multilayer Films
4.2. Residual Stress of Cu/Ni Multilayer Films
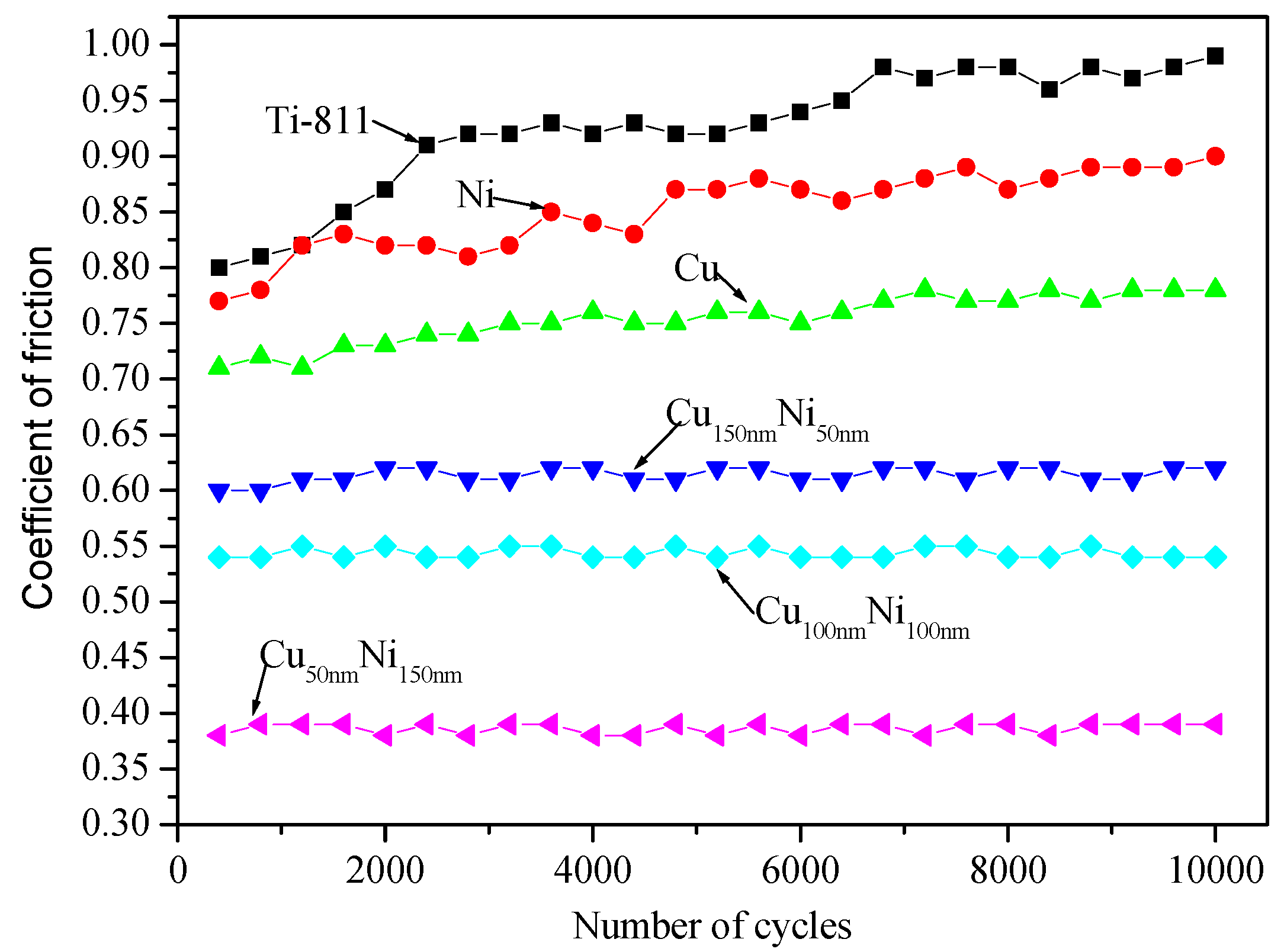
4.3. Friction of Cu/Ni Multilayer Films
4.4. FW of Cu/Ni Multilayer Films
4.5. FF of Cu/Ni Multilayer Films
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- James, C.; Edgar, A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar]
- Zhou, Y.; Zeng, W.; Yu, H. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components. Mater. Sci. Eng. A 2005, 393, 204–212. [Google Scholar] [CrossRef]
- Wei, D.; Wang, Y.; Yang, X. Analysis of failure behaviors of dovetail assemblies due to high gradient stress under contact loading. Eng. Fail. Anal. 2011, 18, 314–324. [Google Scholar] [CrossRef]
- Lee, B.; Suh, J.; Lee, H. Investigations on fretting fatigue in aircraft engine compressor blade. Eng. Fail. Anal. 2011, 18, 1900–1908. [Google Scholar] [CrossRef]
- Waterhouse, R.B. Fretting Corrosion; Pergamon Press: Oxford, UK, 1972. [Google Scholar]
- Liu, K.; Hill, M. The effects of laser peening and shot peening on fretting fatigue in Ti-6Al-4V coupons. Tribol. Int. 2009, 42, 1250–1262. [Google Scholar] [CrossRef]
- Golden, P.; Hutson, A.; Sundaram, V. Effect of surface treatments on fretting fatigue of Ti-6Al-4V. Int. J. Fatigue 2007, 29, 1302–1310. [Google Scholar] [CrossRef]
- Tang, J.; Liu, D.; Zhang, X. Effects of Plasma ZrN Metallurgy and Shot Peening Duplex Treatment on Fretting Wear and Fretting Fatigue Behavior of Ti6Al4V Alloy. Materials 2016, 9, 217–243. [Google Scholar] [CrossRef]
- Du, D.; Liu, D.; Ye, Z. Fretting wear and fretting fatigue behaviors of diamond-like carbon and graphite-like carbon films deposited on Ti-6Al-4V alloy. Appl. Surf. Sci. 2014, 313, 462–469. [Google Scholar] [CrossRef]
- Yu, S.; Liu, D.; Zhang, X. Effects of combined plasma chromizing and shot peening on the fatigue properties of a Ti6Al4V alloy. Appl. Surf. Sci. 2015, 353, 995–1002. [Google Scholar] [CrossRef]
- Tang, C.; Liu, D.; Tang, B. Influence of plasma molybdenizing and shot-peening on fretting damage behavior oftitanium alloy. Appl. Surf. Sci. 2016, 390, 946–958. [Google Scholar] [CrossRef]
- Zhou, Y.; Rao, G.; Wang, J. Influence of Ti/TiN bilayered and multilayered films on the axial fatigue performance of Ti46Al8Nb alloy. Thin Solid Films 2011, 519, 2207–2212. [Google Scholar] [CrossRef]
- Zhang, Z.; Rapaud, O.; Allain, N. Microstructures and tribological properties of CrN/ZrN nanoscale multilayer coatings. Appl. Surf. Sci. 2009, 255, 4020–4026. [Google Scholar] [CrossRef]
- LiU, Y.; Bufford, D.; Wang, H. Mechanical properties of highly textured Cu/Ni multilayers. Acta Mater. 2011, 59, 1924–1933. [Google Scholar] [CrossRef]
- Abadias, G.; Michel, G.; Tromas, C. Stress, interfacial effects and mechanical properties of nanoscale multilayered coatings. Surf. Coat. Technol. 2007, 202, 844–853. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, Z.; Wang, M. Structure evolution and mechanical properties enhancement of Al/AlN multilayer. Appl. Surf. Sci. 2007, 253, 8835–8840. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, T.; Chen, H. Microstructure, mechanical and tribological properties of TiN/Mo2N nano-multilayerfilms deposited by magnetron sputtering. Surf. Coat. Technol. 2015, 261, 156–160. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, D. Improvement of the fretting damage resistance of Ti-811 alloy by Cu/Ni multilayer films. Tribol. Int. 2011, 44, 1488–1494. [Google Scholar] [CrossRef]
- Ghosh, S.; Limaye, P.; Bhattachary, S. Effect of Ni sublayer thickness on sliding wear characteristics of electrodeposited Ni/Cu multilayer coatings. Surf. Coat. Technol. 2007, 201, 7441–7448. [Google Scholar] [CrossRef]
- Burnett, P.; Rickerby, D. The mechanical properties of wear-resistant coatings I: Modelling of hardness behaviour. Thin Solid Films 1987, 148, 41–50. [Google Scholar] [CrossRef]
- Carpenter, J.S.; Misra, A.; Anderson, P.M. Achieving maximum hardness in semi-coherent multilayer thin films with unequal layer thickness. Acta Mater. 2012, 60, 2625–2636. [Google Scholar] [CrossRef]
- Abadias, G.; Uglov, V.; Saladukhin, I. Growth, structural and mechanical properties of magnetron-sputtered ZrN_SiNx nanolaminated coatings. Surf. Coat. Technol. 2016, 308, 158–167. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction and Wear of Materials, 2nd ed.; Wiley: New York, NY, USA, 1995; p. 38. [Google Scholar]
- Bowden, F.; Moore, A.; Tabor, D. The Ploughing and Adhesion of Sliding Metals. J. Appl. Phys. 1943, 14, 80–91. [Google Scholar] [CrossRef]
- Stoudt, M.R.; Ricker, R.E.; Cammarat, R.C. The influence of a multilayered metallic coating on fatigue crack nucleation. Int. J. Fatigue 2001, 23, S215–S223. [Google Scholar] [CrossRef]
- Wolfe, D.; Singh, J.; Narasimhan, K. Synthesis of titanium carbide/chromium carbide multilayers by the co-evaporation of multiple ingots by electron beam physical vapor deposition. Surf. Coat. Technol. 2002, 160, 206–218. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Cu/MPa | Ni/MPa |
|---|---|---|
| Cu | −152 ± 39 | – |
| Ni | – | −146 ± 28 |
| Cu150nmNi50nm | −782 ± 69 | −664 ± 43 |
| Cu100nmNi100nm | −861 ± 42 | −622 ± 58 |
| Cu50nmNi150nm | −929 ± 56 | −575 ± 32 |
| Sample | Each Specimen FF Life | Average FF Life |
|---|---|---|
| Ti-811 alloy | 95,102 | 88,207 |
| 97,317 | ||
| 72,201 | ||
| Cu | 268,737 | 259,148 |
| 236,346 | ||
| 272,360 | ||
| Ni | 89,213 | 107,628 |
| 120,445 | ||
| 113,227 | ||
| Cu150nmNi50nm | 191,446 | 182,639 |
| 195,213 | ||
| 161,260 | ||
| Cu100nmNi100nm | 446,439 | 435,842 |
| 444,616 | ||
| 416,470 | ||
| Cu50nmNi150nm | 305,248 | 294,635 |
| 300,216 | ||
| 278,442 |
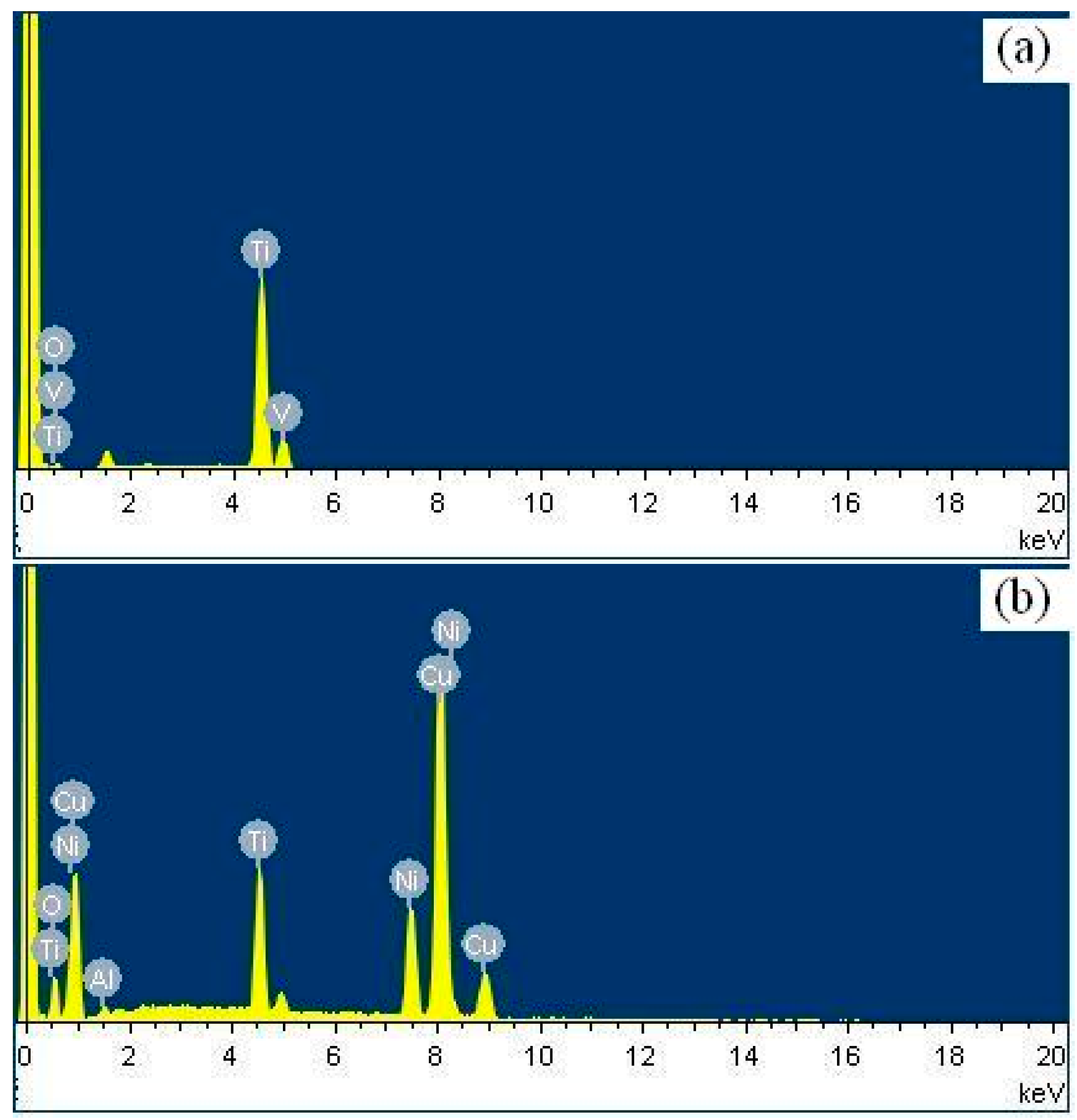
| Sample | O | Al | Ti | Ni | Cu | V |
|---|---|---|---|---|---|---|
| Ti-811 alloy | 54.09 | – | 44.63 | – | – | 1.28 |
| Cu150nmNi50nm | 28.26 | 1.63 | 8.99 | 22.87 | 38.25 | – |
| Cu100nmNi100nm | 24.27 | 1.14 | 6.17 | 32.45 | 35.97 | – |
| Cu50nmNi150nm | 19.98 | 2.79 | 9.91 | 42.36 | 24.96 | – |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Liu, D.; Li, X.; Dong, H.; Xi, Y. The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy. Materials 2017, 10, 585. https://doi.org/10.3390/ma10060585
Zhang X, Liu D, Li X, Dong H, Xi Y. The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy. Materials. 2017; 10(6):585. https://doi.org/10.3390/ma10060585
Chicago/Turabian StyleZhang, Xiaohua, Daoxin Liu, Xiaoying Li, Hanshan Dong, and Yuntao Xi. 2017. "The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy" Materials 10, no. 6: 585. https://doi.org/10.3390/ma10060585
APA StyleZhang, X., Liu, D., Li, X., Dong, H., & Xi, Y. (2017). The Effect of Modulation Ratio of Cu/Ni Multilayer Films on the Fretting Damage Behaviour of Ti-811 Titanium Alloy. Materials, 10(6), 585. https://doi.org/10.3390/ma10060585