Hot Deformation Behavior and Pulse Current Auxiliary Isothermal Forging of Hot Pressing Sintering TiAl Based Alloys


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
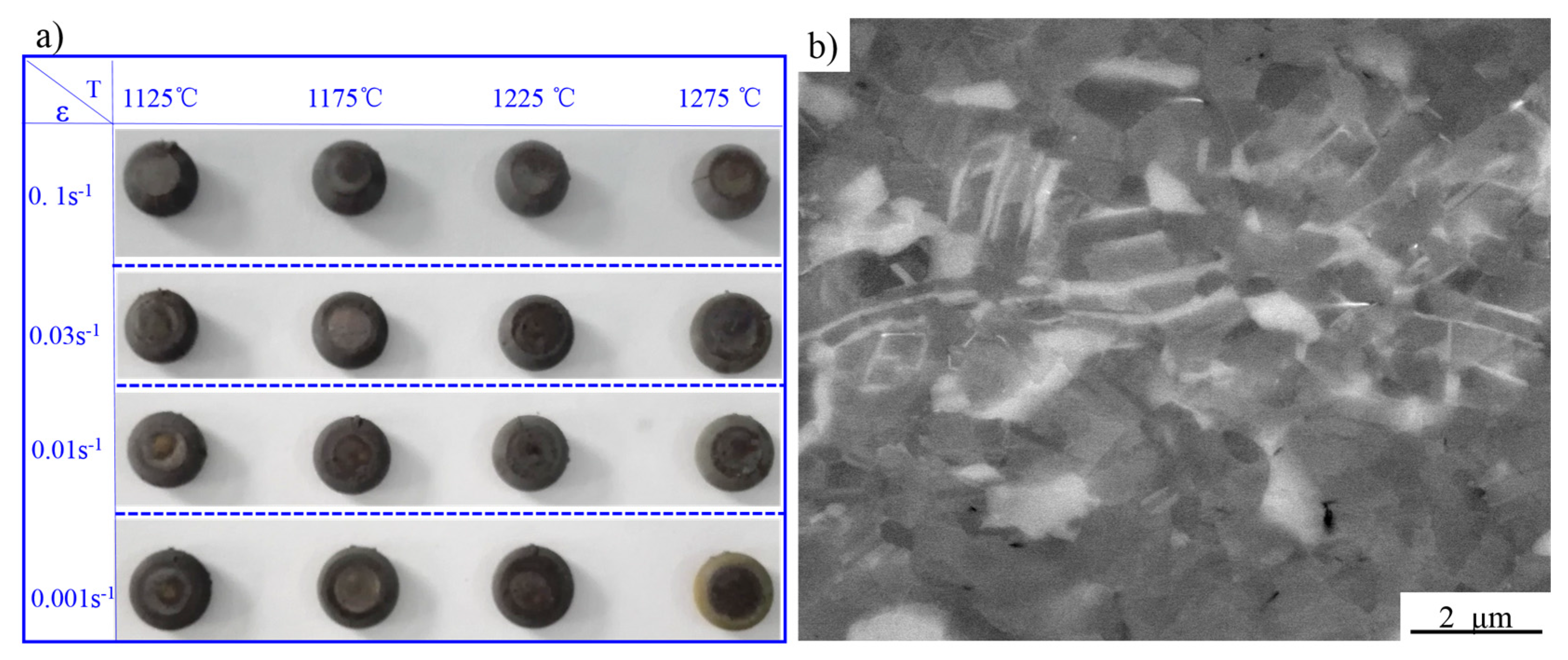
3.1. Hot Deformation Behavior of the Sintered Alloy
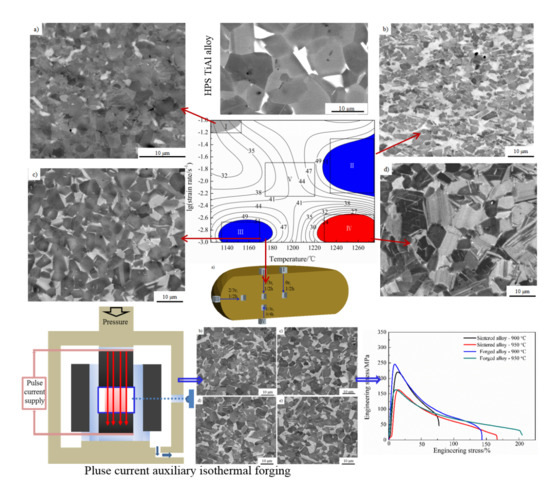
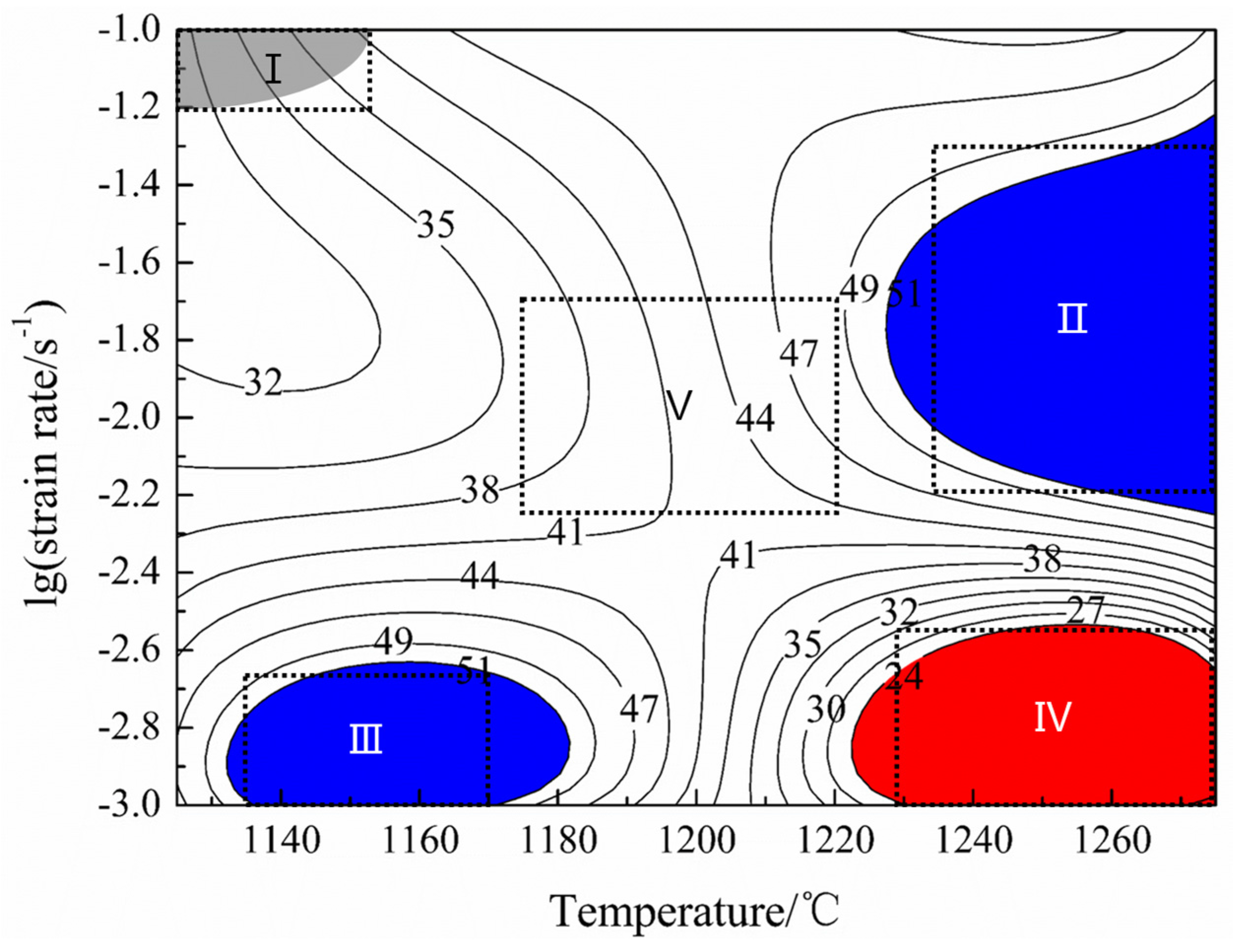
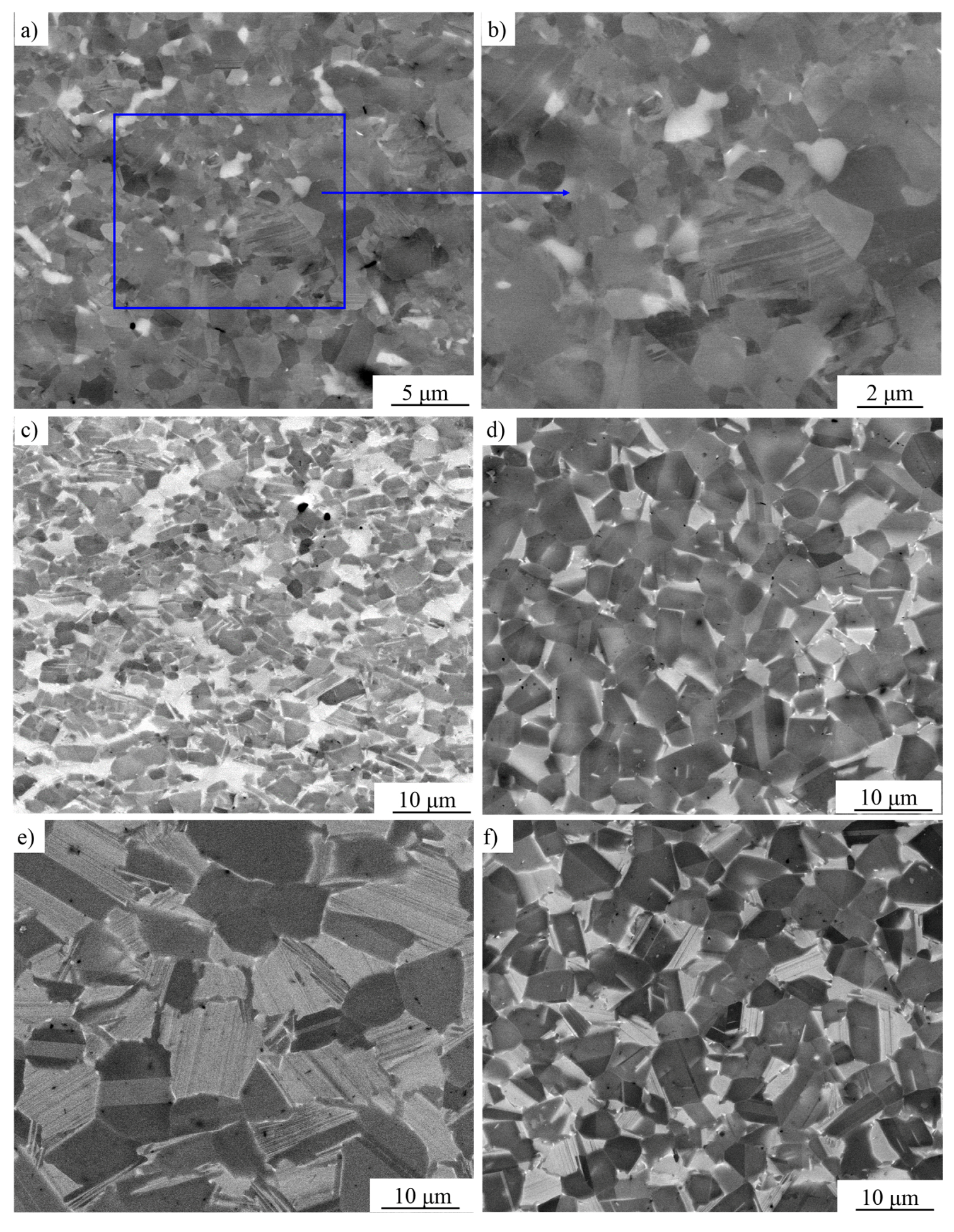
3.2. The Processing Map and Microstructure Evolution
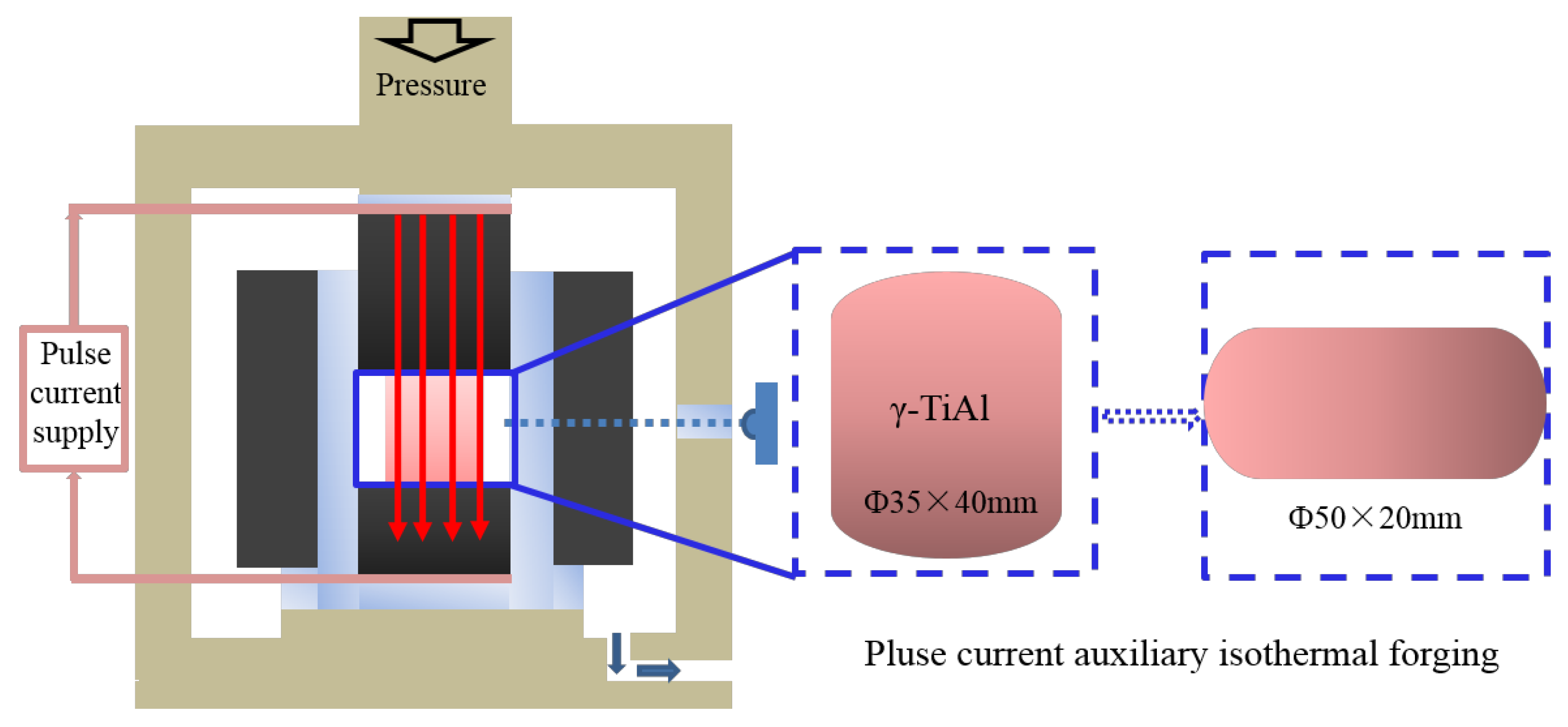
3.3. The PCIF of the Sintered TiAl Based Alloy
4. Conclusions
- (1)
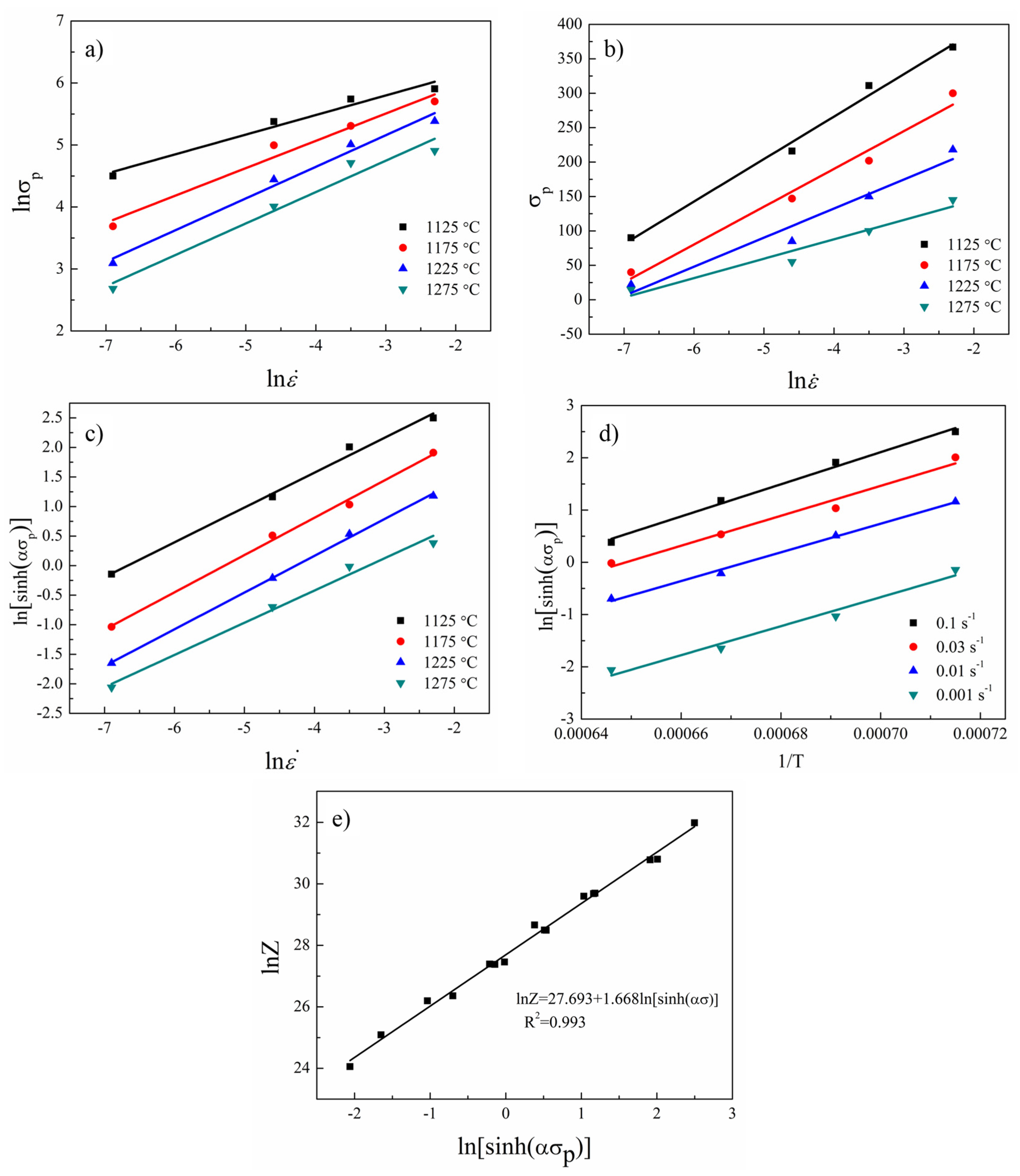
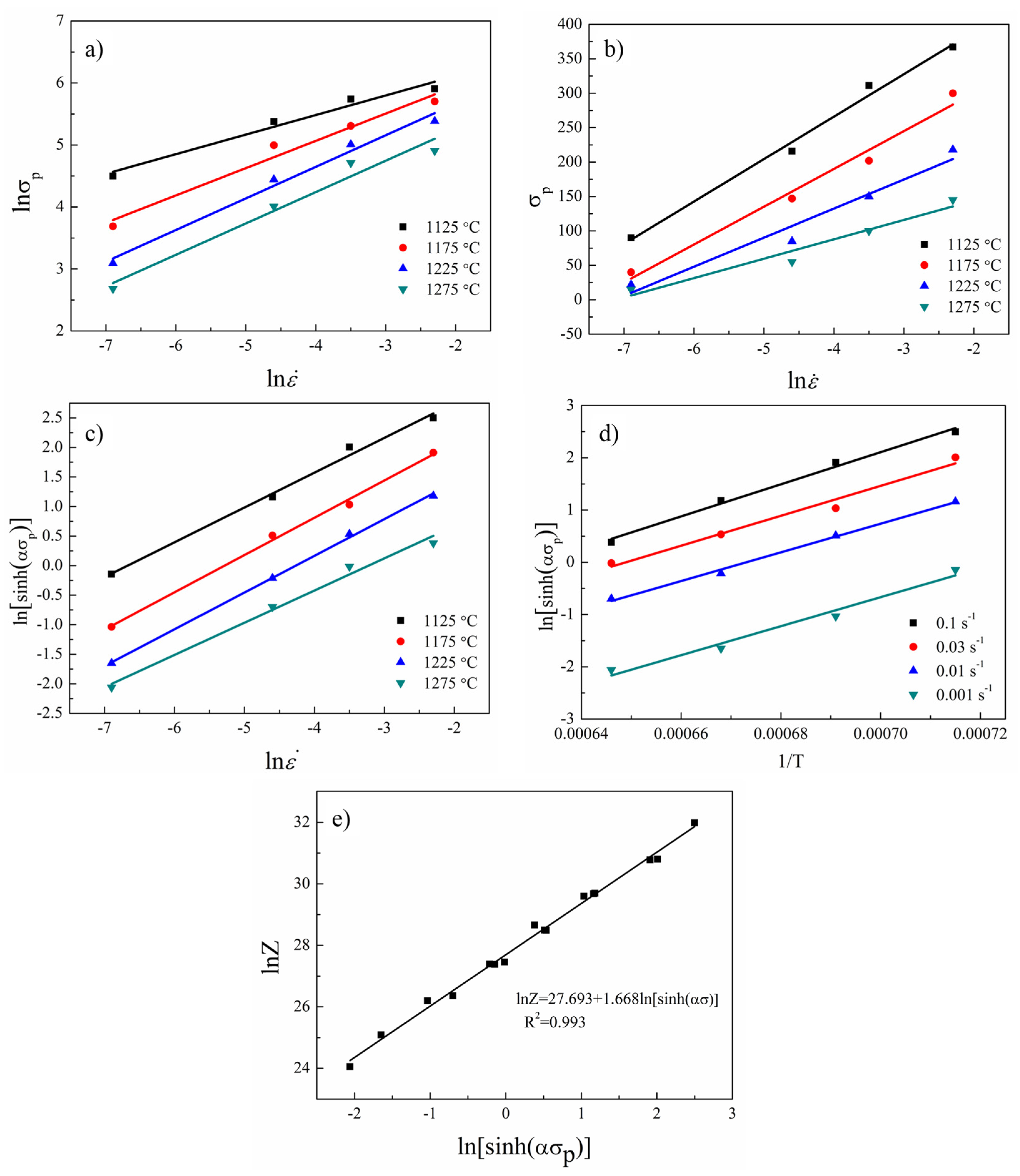
- Based on the compression tests, the Q of sintered TiAl based alloy was calculated to be 398.50 kJ/mol when compressed at a temperature range of 1125–1275 °C, and the constitutive equation was expressed as:
- (2)
- The sintered alloy possessed excellent deformation performance. The microstructural evolution depended strongly on the deformation temperature and strain rate. According to the processing map and microstructure observation, the optimal hot working parameters of the sintered alloy were in the temperature range of 1130–1180 °C and strain rate range of 10−3–2.5 × 10−3 s−1.
- (3)
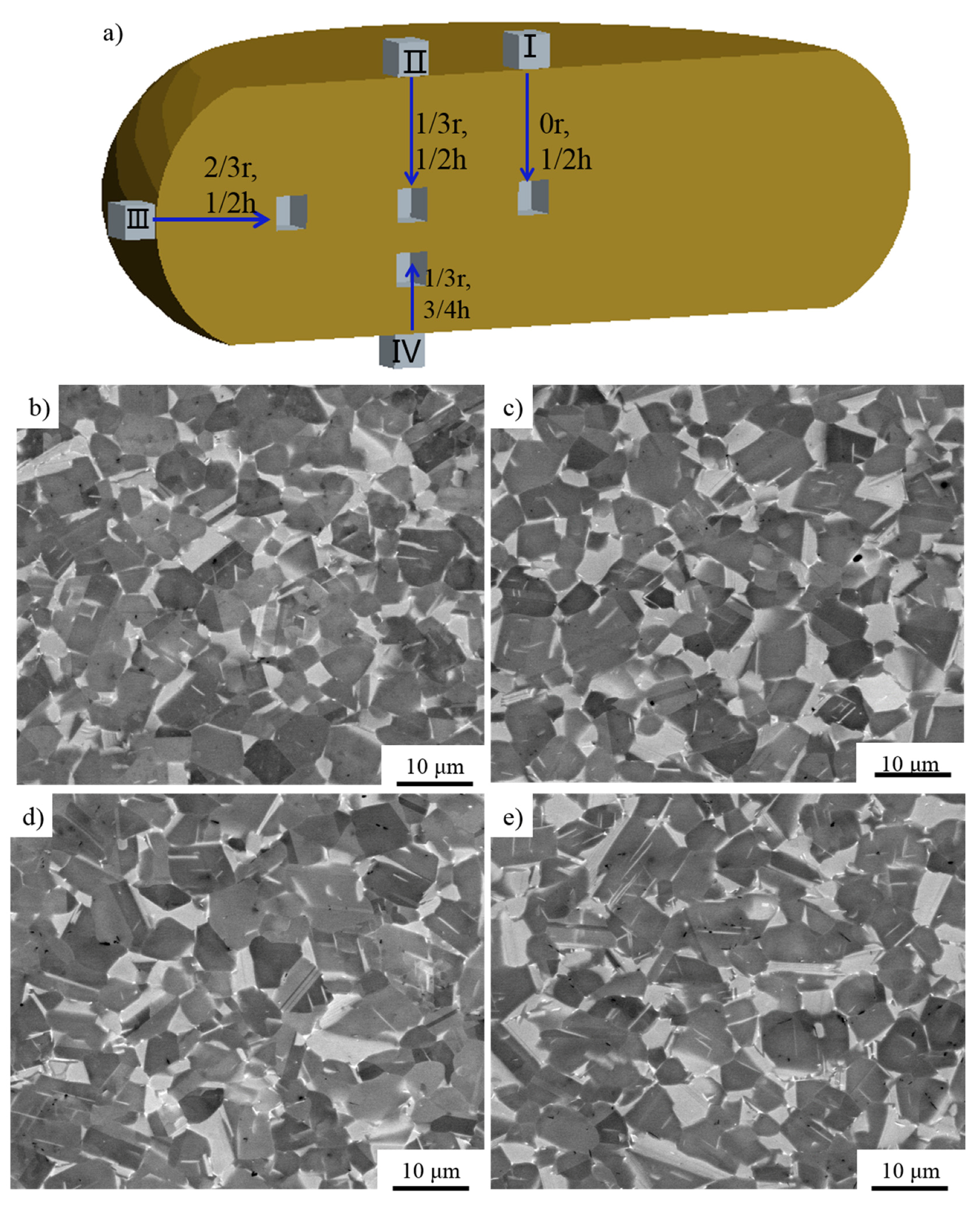
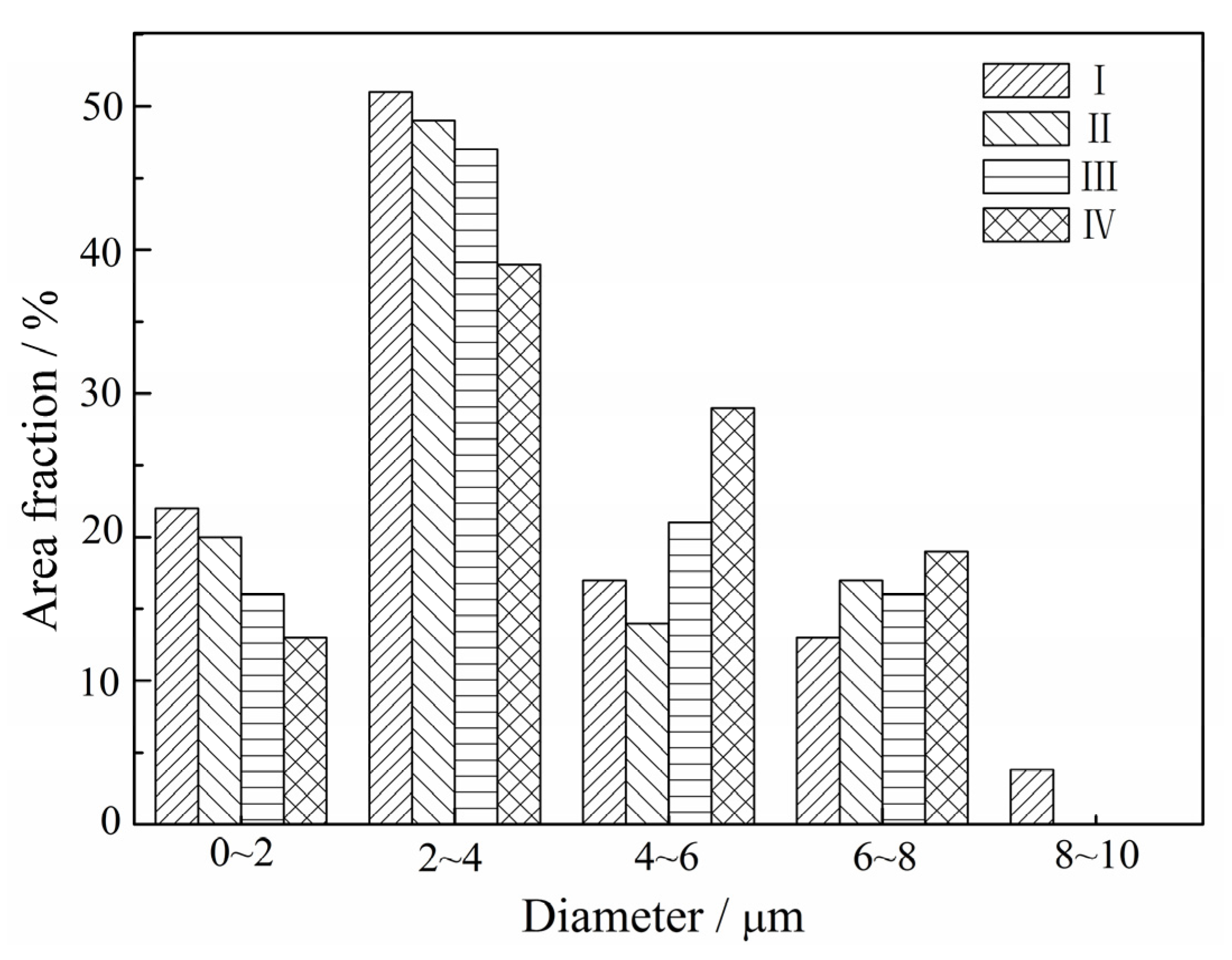
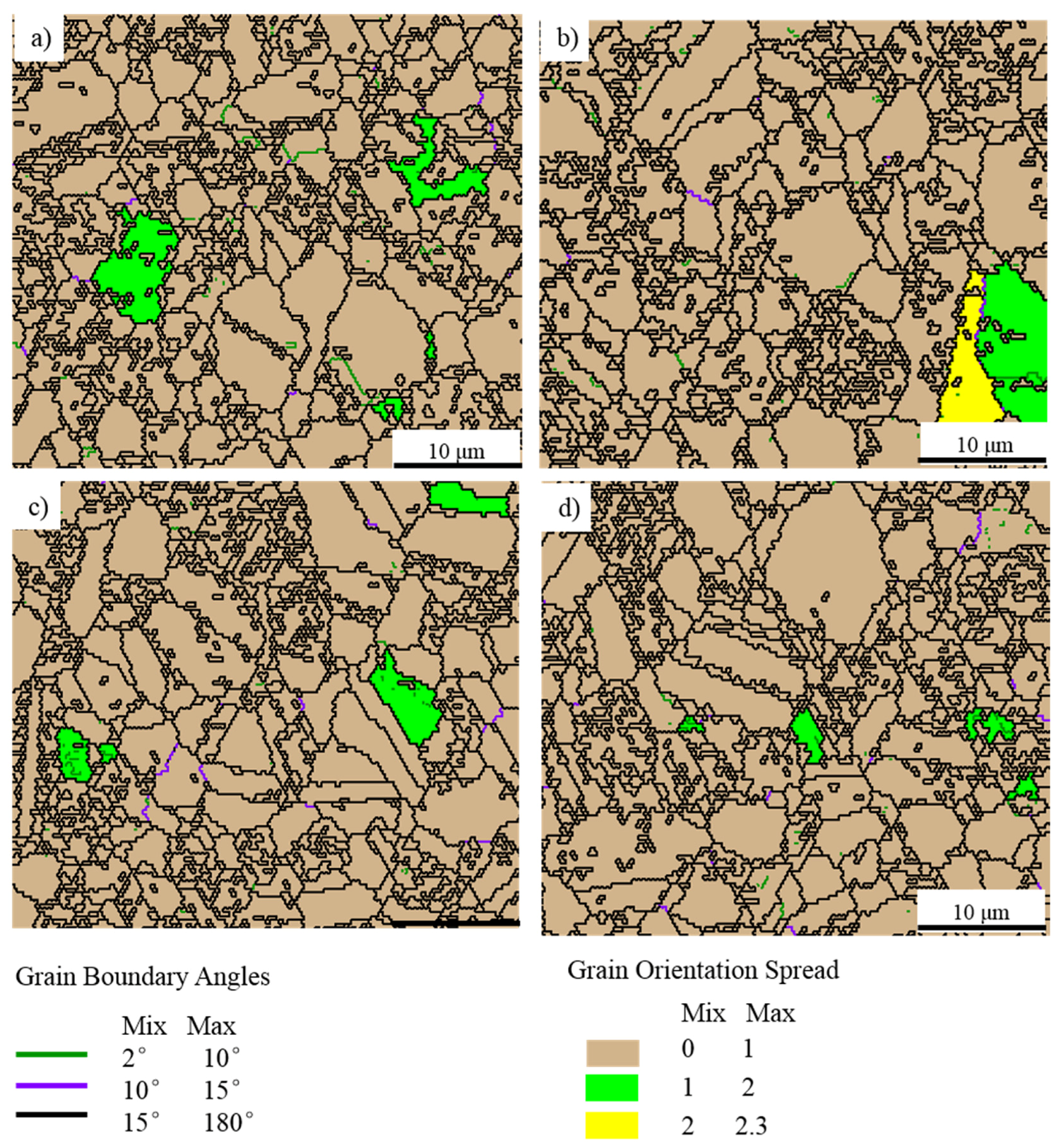
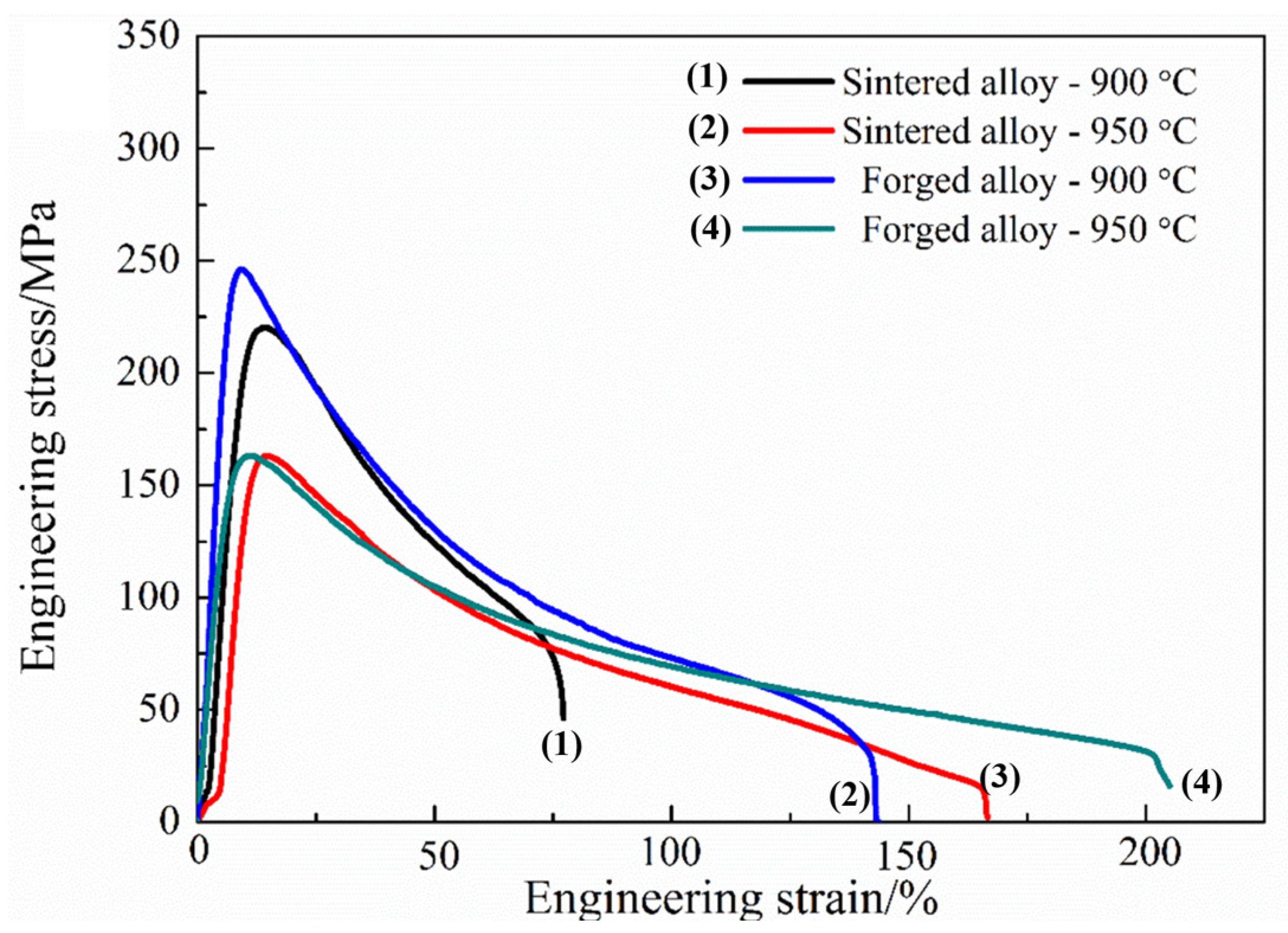
- The PCIF process produced forged TiAl based alloys with homogeneous and refined microstructure successfully. When the sintered alloy was forged at 1175 °C with a nominal strain rate of 10−3 s−1, phase transformation of γ→α2 and complete DRX occurred, resulting in obtaining a refined NG microstructure which possessed a good secondary hot workability. At 900 °C, the elongation of the forged alloy was double that of the as-sintered one.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Djanarthany, S.; Viala, J.C.; Bouix, J. An overview of monolithic titanium aluminides based on Ti3Al and TiAl. Mater. Chem. Phys. 2001, 72, 301–319. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys-an assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Loria, E.A. Gamma titanium aluminides as prospective structural materials. Intermetallics 2000, 8, 1339–1345. [Google Scholar] [CrossRef]
- Wang, X.S.; Zhang, M.; Song, X.P.; Jia, S.; Chen, Q.; Kawagoishi, N. Fatigue failure analyses on a Ti-45Al-8Nb-0.2W-0.2B-0.1Y alloy at different temperatures. Materials 2012, 5, 2280–2291. [Google Scholar] [CrossRef]
- Lapin, J. Creep behaviour of a cast TiAl-based alloy for industrial applications. Intermetallics 2006, 14, 115–122. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Simpkins, R.J., II; Rourke, M.P.; Bieler, T.R.; McQuayb, P.A. The effects of HIP pore closure and age hardening on primary creep and tensile property variations in a TiAl XDTM alloy with 0.1 wt.% carbon. Mater. Sci. Eng. A 2007, 463, 208–215. [Google Scholar] [CrossRef]
- Chen, R.; Ma, T.; Guo, J.; Ding, H.; Su, Y.; Fu, H. Deformation behavior and microstructural evolution of hydrogenated Ti44Al6Nb alloy during thermo-compression at 1373–1523 K. Mater. Des. 2016, 108, 259–268. [Google Scholar] [CrossRef]
- Cui, N.; Kong, F.; Wang, X.; Chen, Y.; Zhou, H. Hot deformation behavior and dynamic recrystallization of a β-solidifying TiAl alloy. Mater. Sci. Eng. A 2016, 652, 231–238. [Google Scholar] [CrossRef]
- Jiang, H.; Zeng, S.; Zhao, A.; Ding, X.; Dong, P. Hot deformation behavior of β phase containing γ-TiAl alloy. Mater. Sci. Eng. A 2016, 661, 160–167. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, X.; Kong, F.; Chen, Y. Dynamic recrystallization of the constituent γ phase and mechanical properties of Ti43Al9V-0.2Y alloy sheet. Materials 2017, 10, 1089. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.C.; Shan, D.B.; Zhang, H.; Li, X.A.; Zhang, Y.Z.; Nutt, S. Effects of extrusion deformation on microstructure, mechanical properties and hot workability of beta containing TiAl alloy. Mater. Sci. Eng. A 2013, 571, 199–206. [Google Scholar] [CrossRef]
- He, W.; Liu, Y.; Tang, H.; Li, Y.; Liu, B.; Liang, X.; Xi, Z.P. Microstructural characteristics and densification behavior of high-Nb TiAl powder produced by plasma rotating electrode process. Mater. Des. 2017, 132, 275–282. [Google Scholar] [CrossRef]
- Liu, Y.; Liang, X.; Liu, B.; He, W.; Li, J.; Gan, Z.; He, Y. Investigations on processing powder metallurgical high-Nb TiAl alloy sheets. Intermetallics 2014, 55, 80–89. [Google Scholar] [CrossRef]
- Couret, A.; Molénat, G.; Galy, J.; Thomas, M. Microstructures and mechanical properties of TiAl alloys consolidated by spark plasma sintering. Intermetallics 2008, 16, 1134–1141. [Google Scholar] [CrossRef]
- Couret, A.; Voisin, T.; Thomas, M.; Monchoux, J.P. Development of a TiAl Alloy by Spark Plasma Sintering. JOM 2017, 69, 2576–2582. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K.; Suresh, K. Hot working behavior and processing map of a γ-TiAl alloy synthesized by powder metallurgy. Mater. Des. 2011, 32, 4874–4881. [Google Scholar] [CrossRef]
- Sun, Y.; Hu, L.X.; Ren, J.S. Investigation on the hot deformation behavior of powder metallurgy TiAl-based alloy using 3D processing map. Mater. Charact. 2015, 100, 163–169. [Google Scholar] [CrossRef]
- Wen, D.S.; Zong, Y.Y.; Wang, Y.Q.; Liu, Z.Y.; Shan, D.B. Positive influence of hydrogen on the hot workability and dynamic recrystallization of a γ-TiAl based alloy. Mater. Sci. Eng. A 2016, 656, 151–164. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K. Processing map and hot working mechanisms in a P/M TiAl alloy composite with in situ carbide and silicide dispersions. Mater. Sci. Eng. A 2010, 527, 6589–6595. [Google Scholar] [CrossRef]
- Marnier, G.; Keller, C.; Noudem, J.; Hug, E. Functional properties of a spark plasma sintered ultrafine-grained 316L steel. Mater. Des. 2014, 63, 633–640. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.; Hantcherli, M.; Svea, M.; Clemens, H.; Couret, A. Microstructures and mechanical properties of a multi-phase β-solidifying TiAl alloy densified by spark plasma sintering. Acta Mater. 2014, 73, 107–115. [Google Scholar] [CrossRef]
- Li, C.; Zhang, K.F.; Jiang, S.S.; Zhao, Z.P. Pulse current auxiliary bulging and deformation mechanism of AZ31 magnesium alloy. Mater. Des. 2012, 34, 170–178. [Google Scholar] [CrossRef]
- Trzaska, Z.; Couret, A.; Monchoux, J. Spark plasma sintering mechanisms at the necks between TiAl powder particles. Acta Mater. 2016, 118, 100–108. [Google Scholar] [CrossRef]
- Chen, H.S.; Wang, W.X.; Li, Y.L.; Zhou, J.; Nie, H.H.; Wu, Q.C. The design, microstructure and mechanical properties of B4C/6061Al neutron absorber composites fabricated by SPS. Mater. Des. 2016, 94, 360–367. [Google Scholar] [CrossRef]
- Xu, G.H.; Lu, Z.; Zhang, K.F. The oxidation resistance of submicron-grained NiAl-Al2O3 composite fabricated by pulse current auxiliary sintering. Intermetallics 2012, 31, 99–104. [Google Scholar] [CrossRef]
- Cheng, L.; Chang, H.; Tang, B.; Kou, H.; Li, J. Deformation and dynamic recrystallization behavior of a high Nb containing TiAl alloy. J. Alloys Compd. 2013, 552, 363–369. [Google Scholar] [CrossRef]
- Zeng, S.; Zhao, A.; Jiang, H.; Ren, Y. Flow behavior and processing maps of Ti-44.5Al-3.8Nb-1.0Mo-0.3Si-0.1B alloy. J. Alloys Compd. 2017, 698, 786–793. [Google Scholar] [CrossRef]
- Du, Z.; Jiang, S.; Zhang, K. The hot deformation behavior and processing map of Ti-47.5Al-Cr-V alloy. Mater. Des. 2015, 86, 464–473. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Lu, Z.; Zhao, C.; Yang, X. Hot deformation behavior and processing map of a γ’-hardened nickel-based superalloy. Mater. Sci. Eng. A 2014, 604, 1–8. [Google Scholar] [CrossRef]
- Cao, R.; Li, L.; Chen, J.H.; Zhang, J.; He, H. Study on compression deformation, damage and fracture behavior of TiAl alloys: Part I. Deformation and damage behavior. Mater. Sci. Eng. A 2010, 527, 2455–2467. [Google Scholar] [CrossRef]
- Marketz, W.T.; Fischer, F.D.; Clemens, H. Deformation mechanisms in TiAl intermetallics—Experiments and modeling. Int. J. Plast. 2003, 19, 281–321. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Niu, H.Z.; Kong, F.T.; Chen, Y.Y.; Yang, F. Microstructure characterization and tensile properties of beta phase containing TiAl pancake. J. Alloys Compd. 2011, 509, 10179–10184. [Google Scholar] [CrossRef]
- Zong, Y.; Wen, D.; Liu, Z.; Shan, D. γ-Phase transformation, dynamic recrystallization and texture of a forged TiAl-based alloy based on plane strain compression at elevated temperature. Mater. Des. 2016, 91, 321–330. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n1 | β | Q | α | A | n |
|---|---|---|---|---|---|
| 1.976 | 0.0172 | 398,500 | 8.7 × 10−3 | 1.064 × 1012 | 1.688 |
| Sample | I | II | III | IV |
|---|---|---|---|---|
| γ phase | 86.1 | 87.1 | 85.8 | 86.4 |
| α2 phase | 13.9 | 12.9 | 14.2 | 13.6 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, C.; Jiang, S.; Zhang, K. Hot Deformation Behavior and Pulse Current Auxiliary Isothermal Forging of Hot Pressing Sintering TiAl Based Alloys. Materials 2017, 10, 1437. https://doi.org/10.3390/ma10121437
Shi C, Jiang S, Zhang K. Hot Deformation Behavior and Pulse Current Auxiliary Isothermal Forging of Hot Pressing Sintering TiAl Based Alloys. Materials. 2017; 10(12):1437. https://doi.org/10.3390/ma10121437
Chicago/Turabian StyleShi, Chengcheng, Shaosong Jiang, and Kaifeng Zhang. 2017. "Hot Deformation Behavior and Pulse Current Auxiliary Isothermal Forging of Hot Pressing Sintering TiAl Based Alloys" Materials 10, no. 12: 1437. https://doi.org/10.3390/ma10121437
APA StyleShi, C., Jiang, S., & Zhang, K. (2017). Hot Deformation Behavior and Pulse Current Auxiliary Isothermal Forging of Hot Pressing Sintering TiAl Based Alloys. Materials, 10(12), 1437. https://doi.org/10.3390/ma10121437