Some Properties of Densified Eastern Redcedar as Function of Heat and Pressure



Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Samples and Applied Tests
2.2. Moisture Content and Density of the Samples
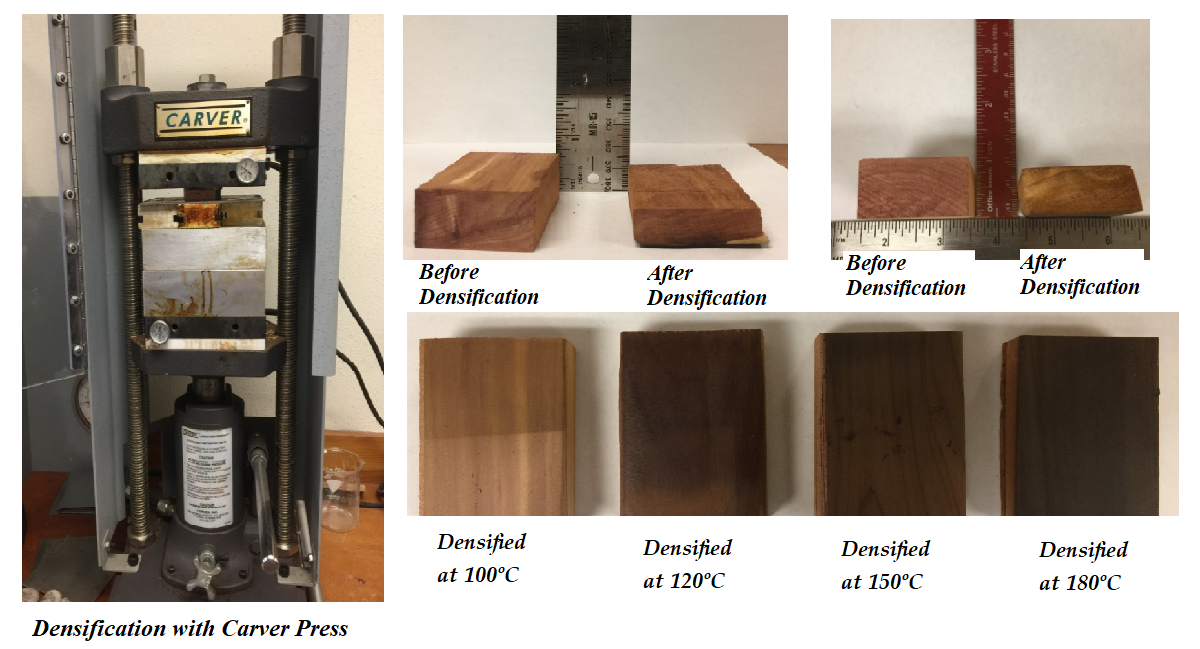
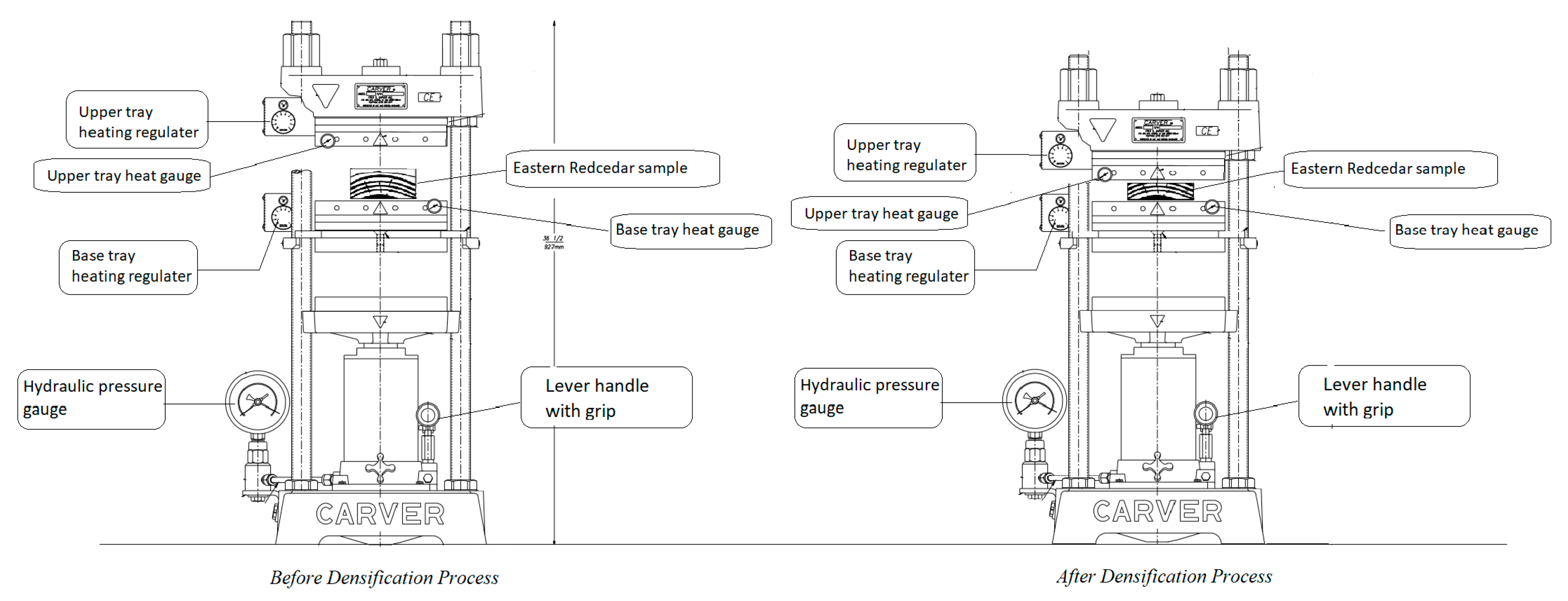
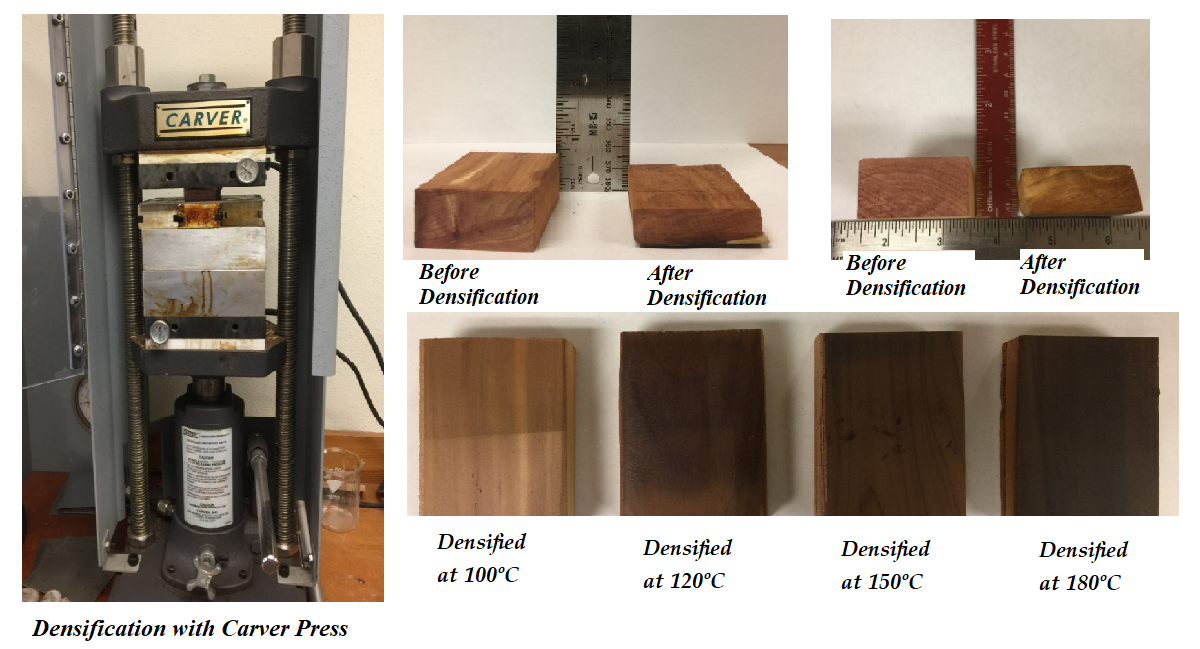
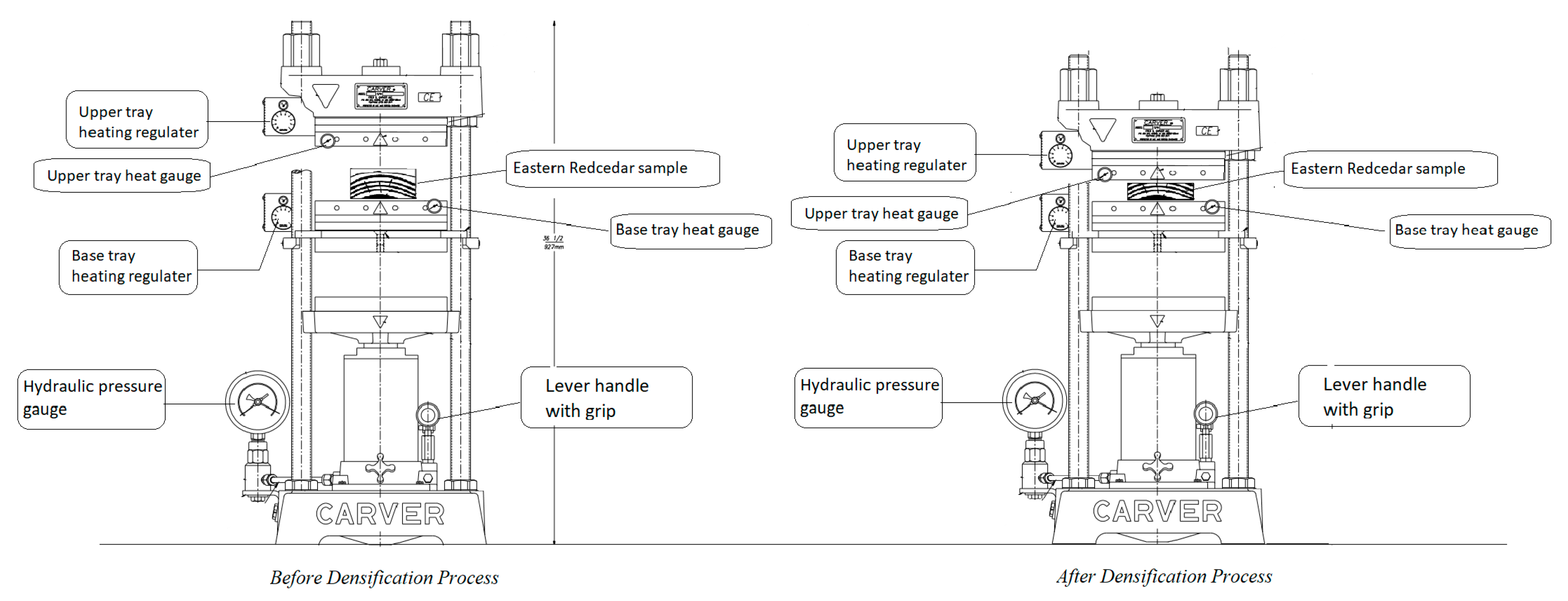
2.3. Densification Process
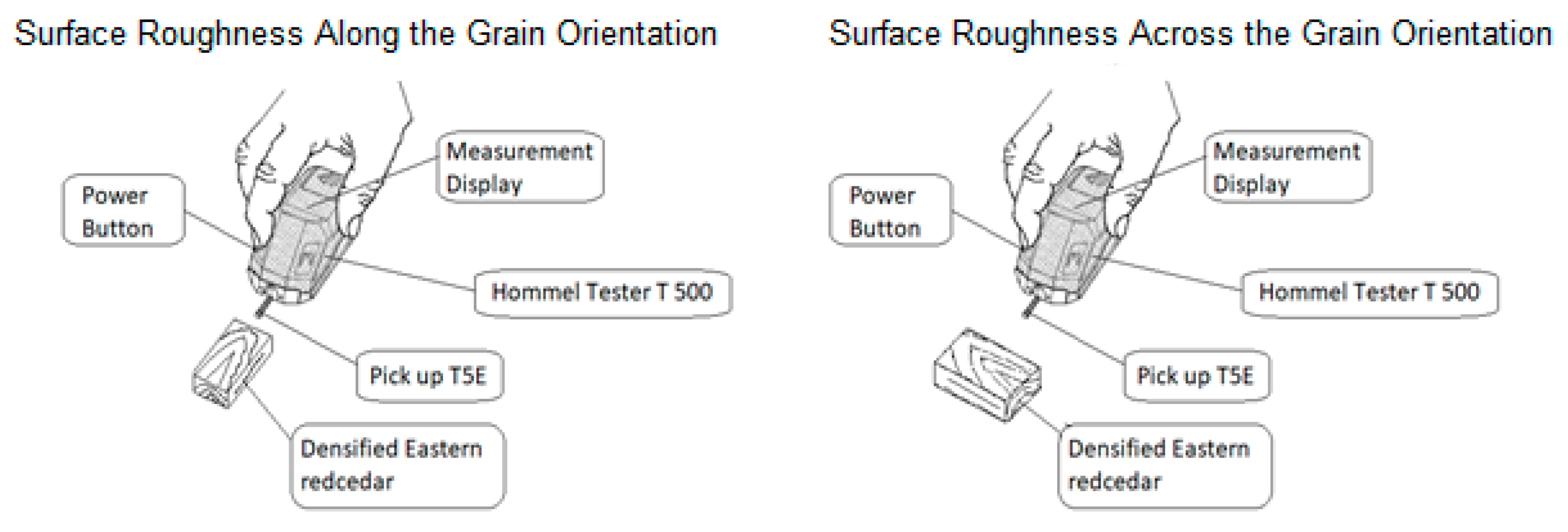
2.4. Surface Roughness Measurement
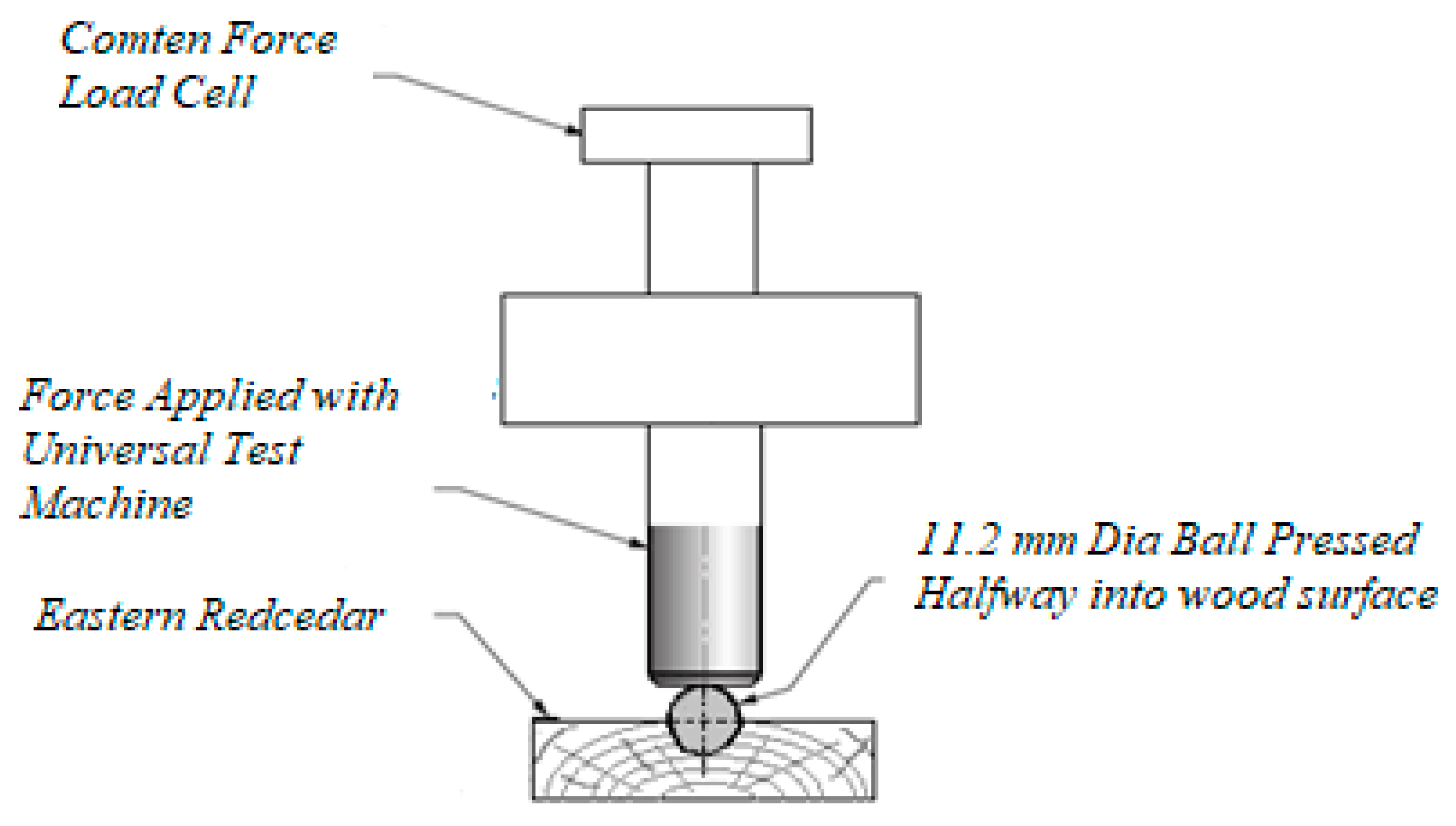
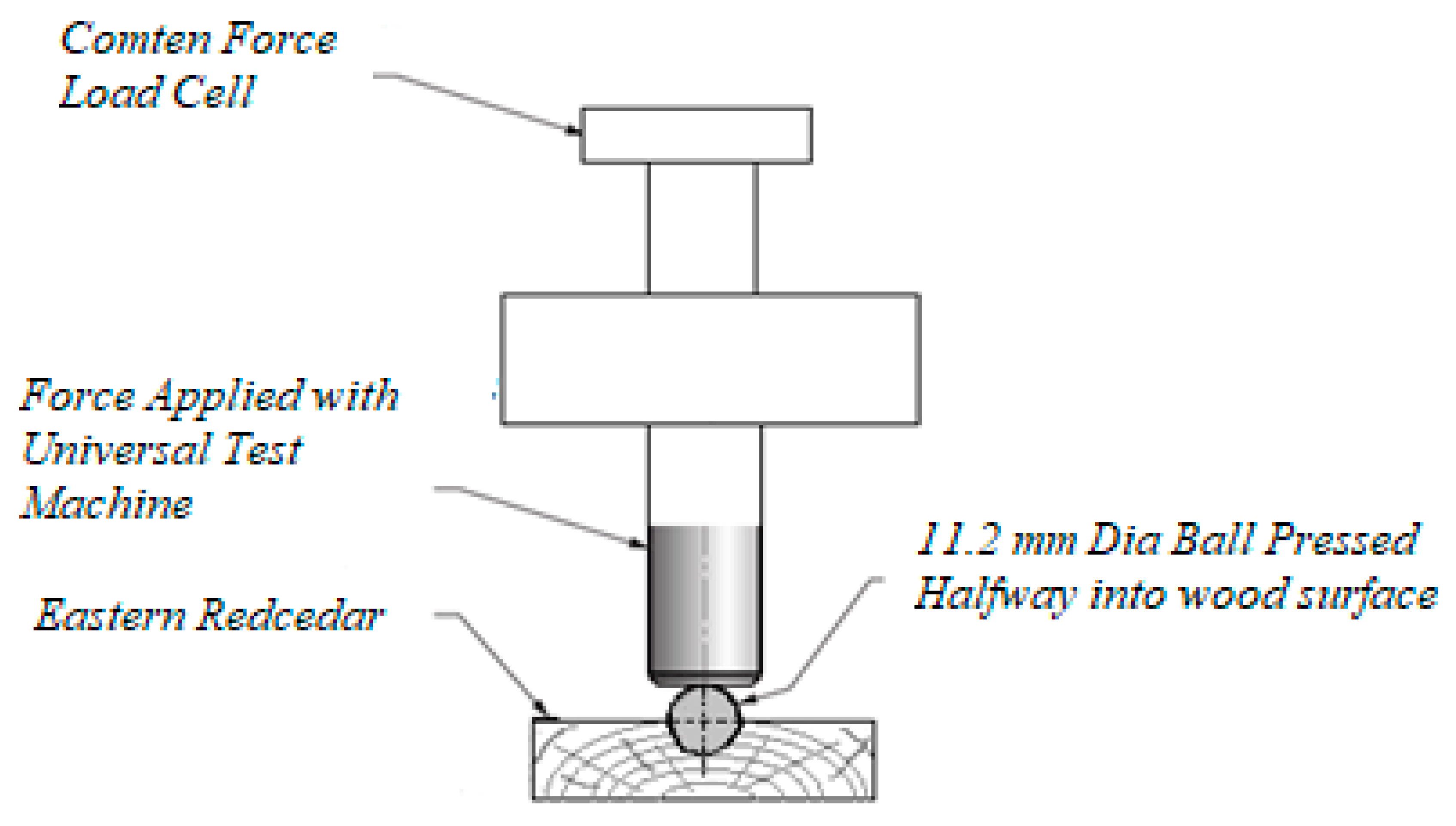
2.5. Hardness Measurement of the Samples
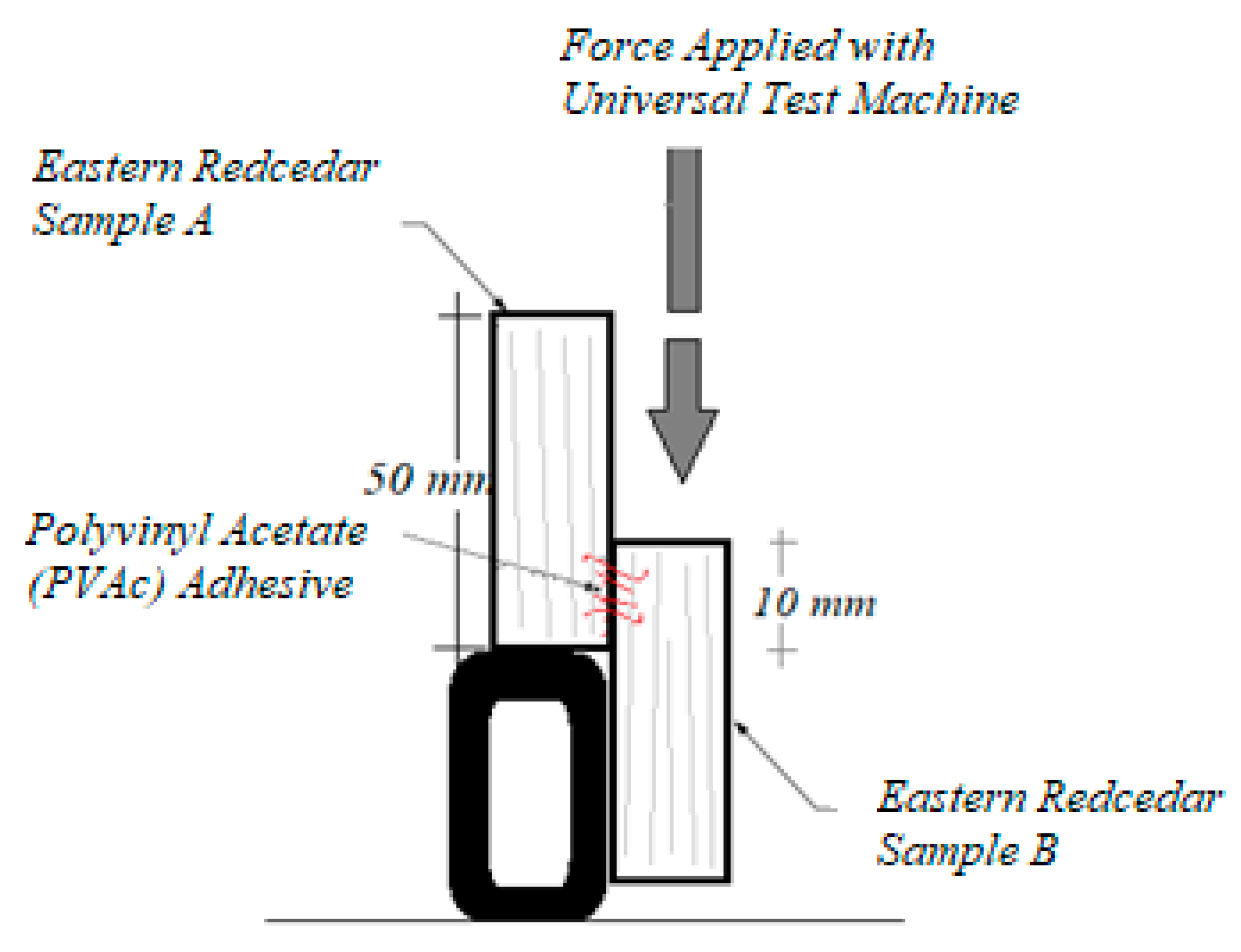
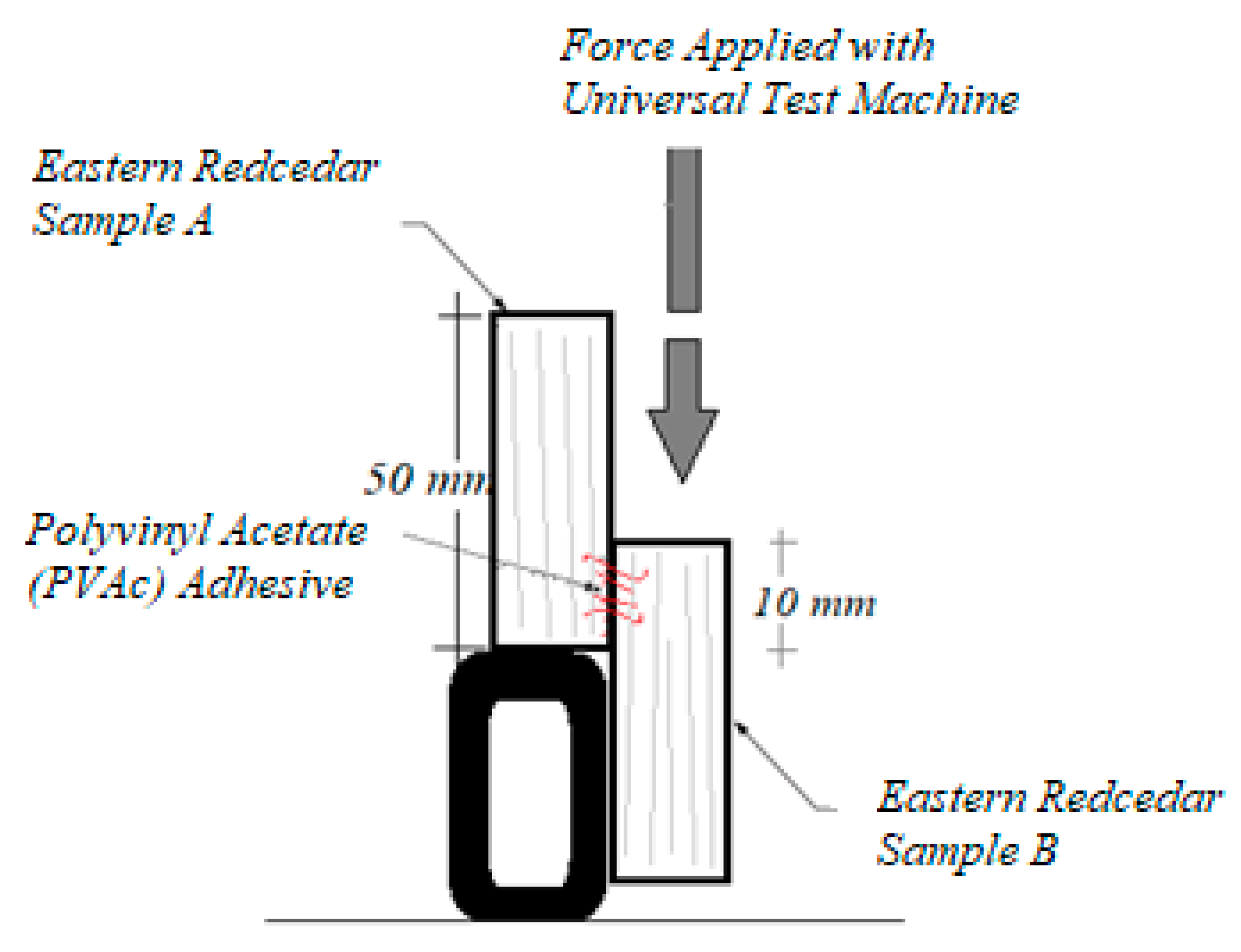
2.6.Adhesive Bondline Shear Strength Process
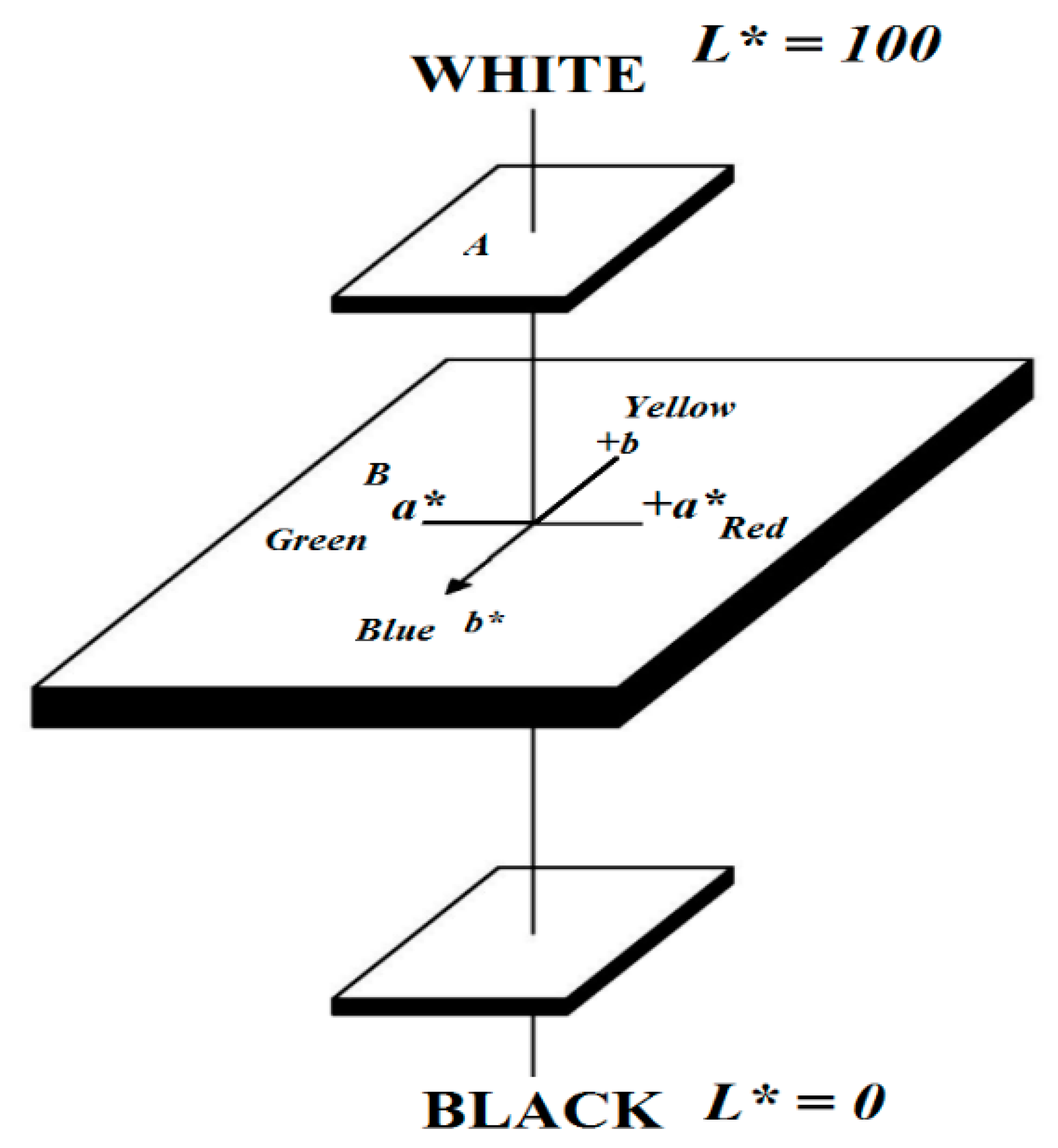
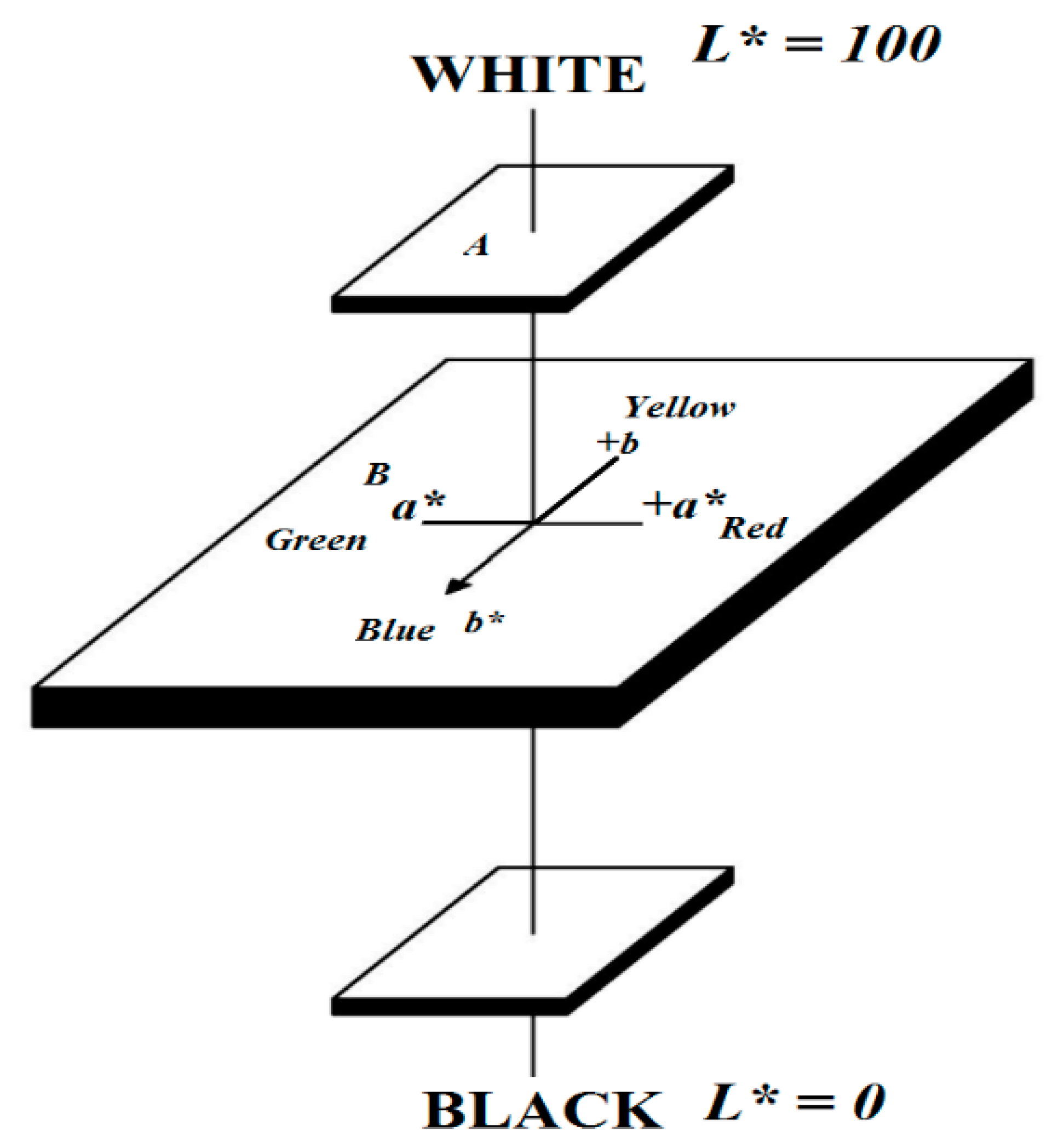
2.7. Color Measurement of the Samples
| ∆L* = L*t − L*c | h = arctg(b*/a*) |
| ∆a* = a*t − a*c | C* = (a*2 + b*2)1/2 |
| ∆b* = b*t − b*c | ∆E = (∆L*2 + ∆a*2 + ∆b*2) |
2.8. Data Analysis
3. Results and Discussion
3.1. Effect of the Temperature Level on Mechanical and Physical Properties
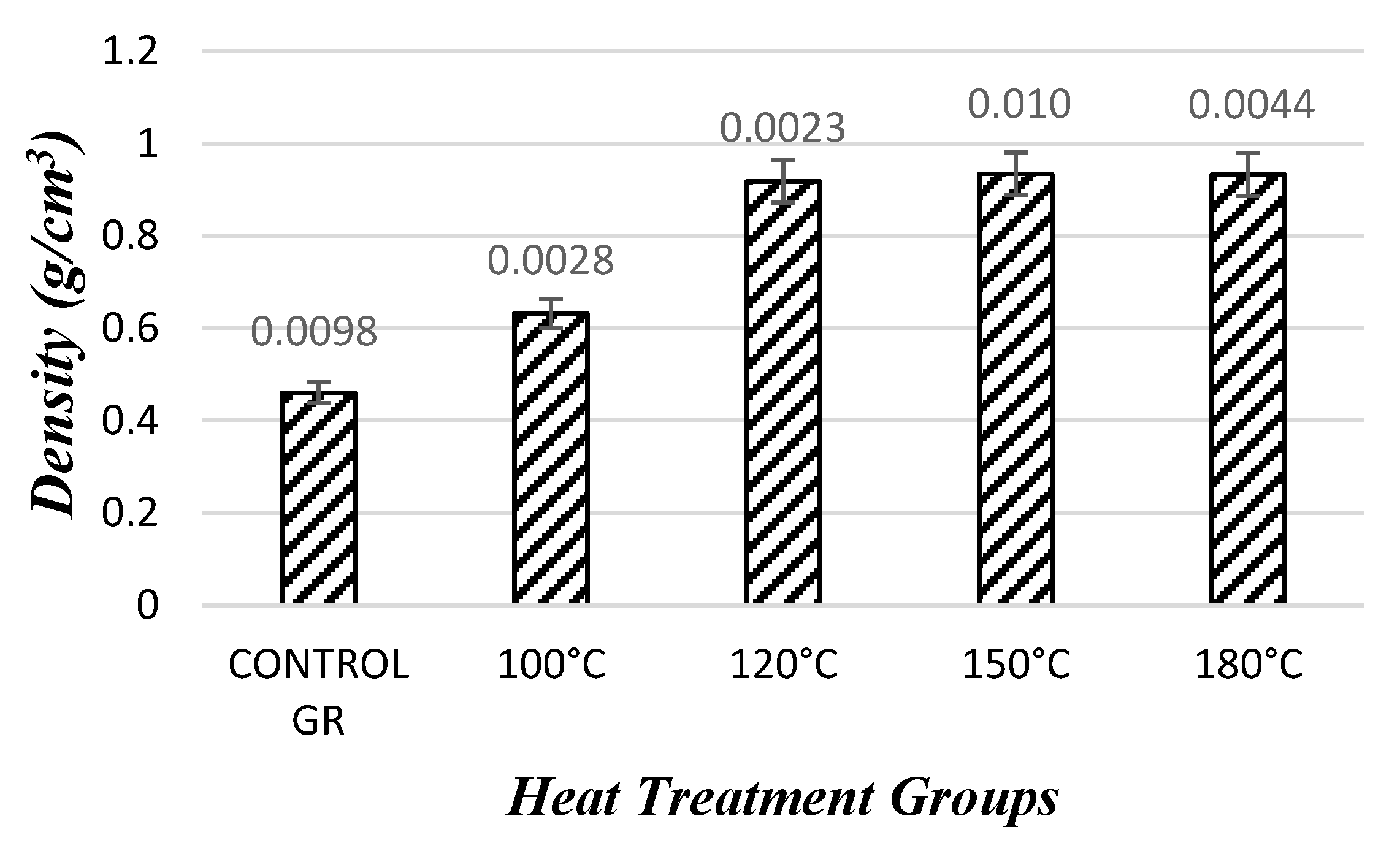
3.1.1. Evaluation of Density
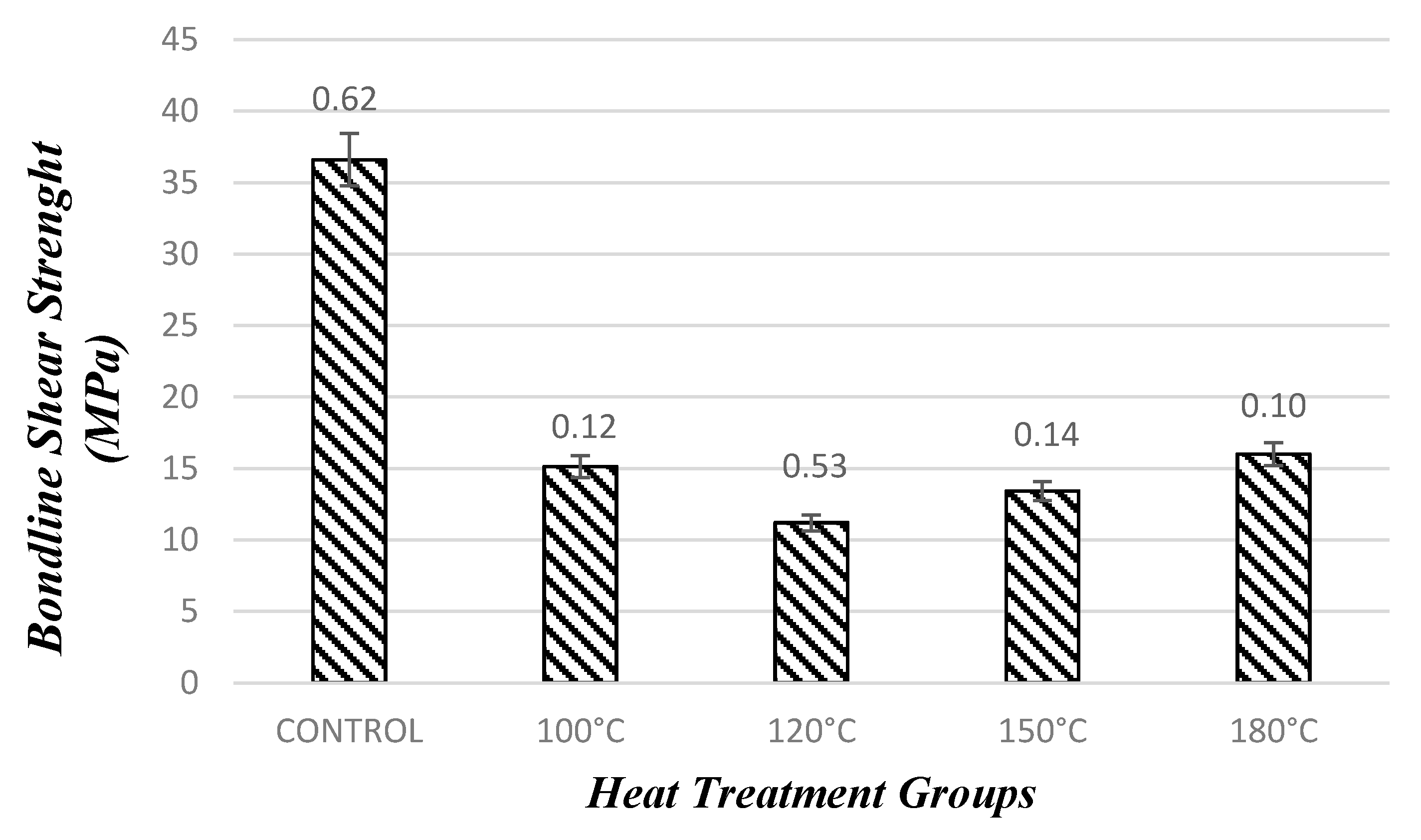
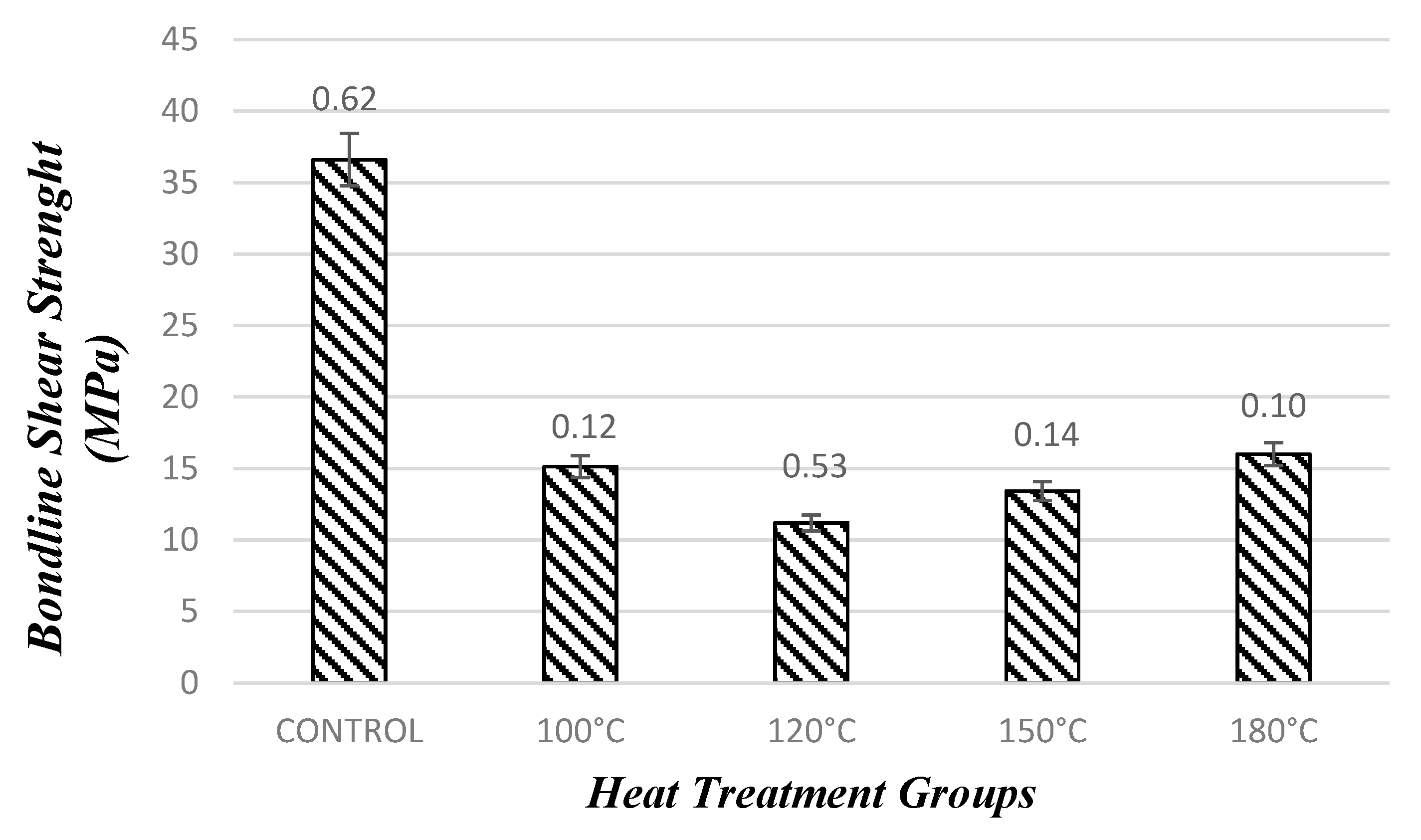
3.1.2. Evaluation of Adhesive Bondline Shear Strength Test
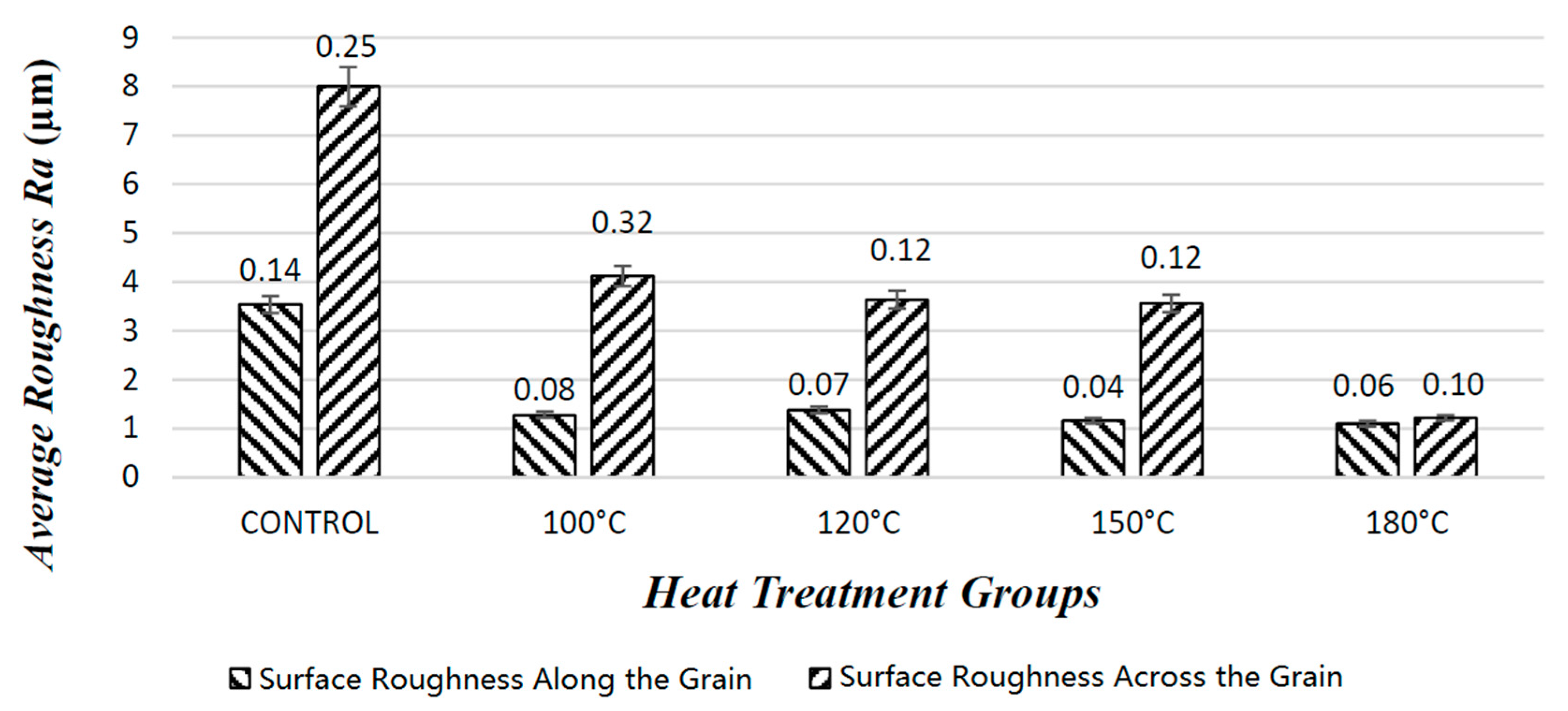
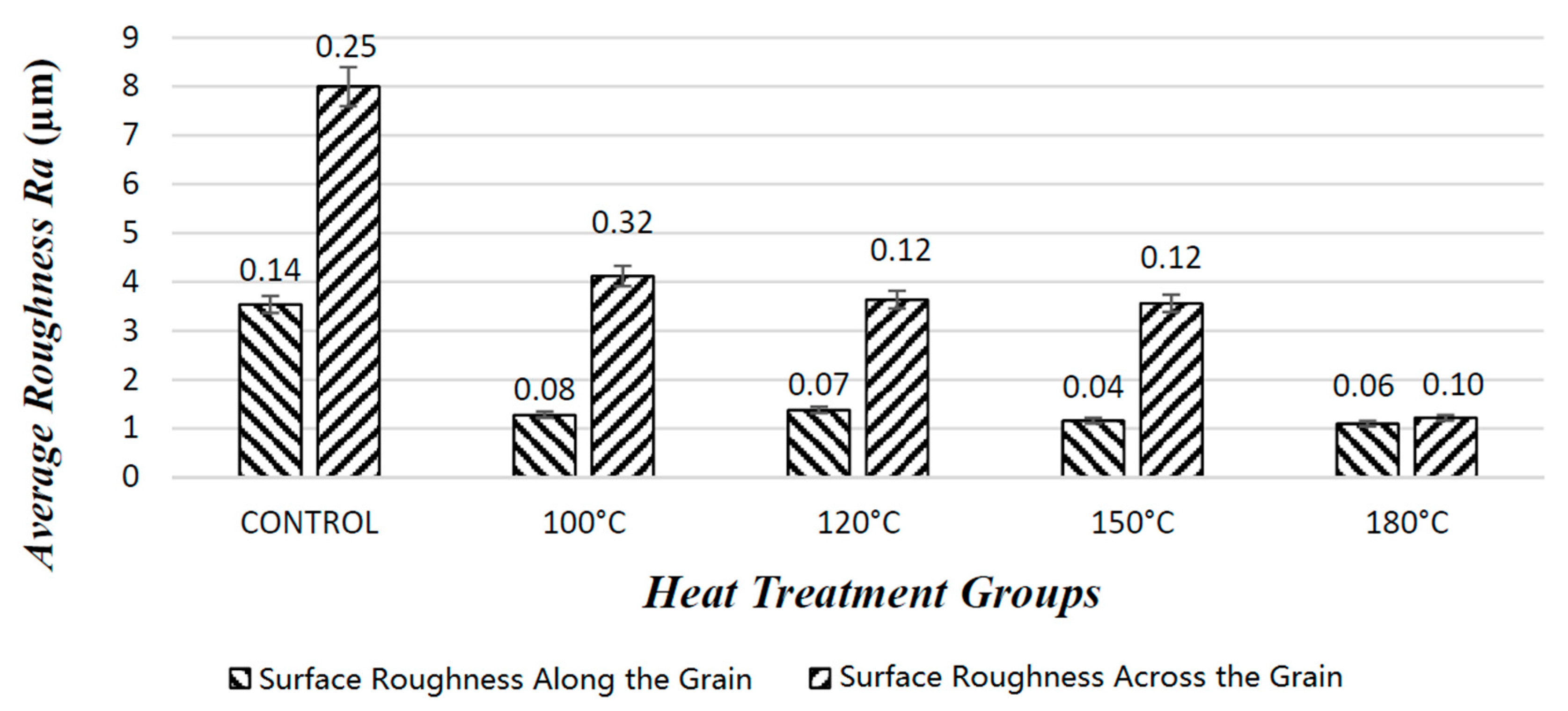
3.1.3. Evaluation of Surface Roughness Tests
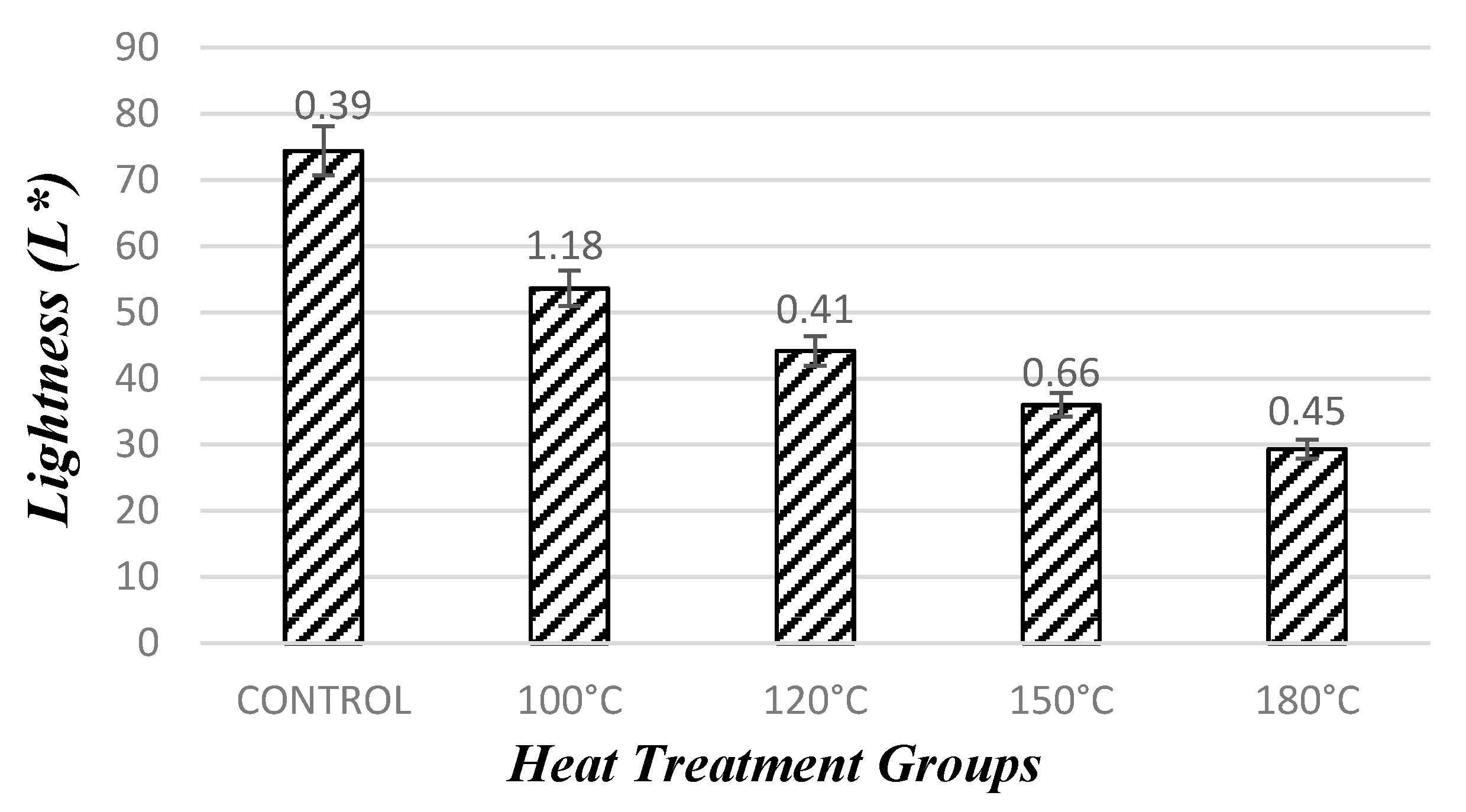
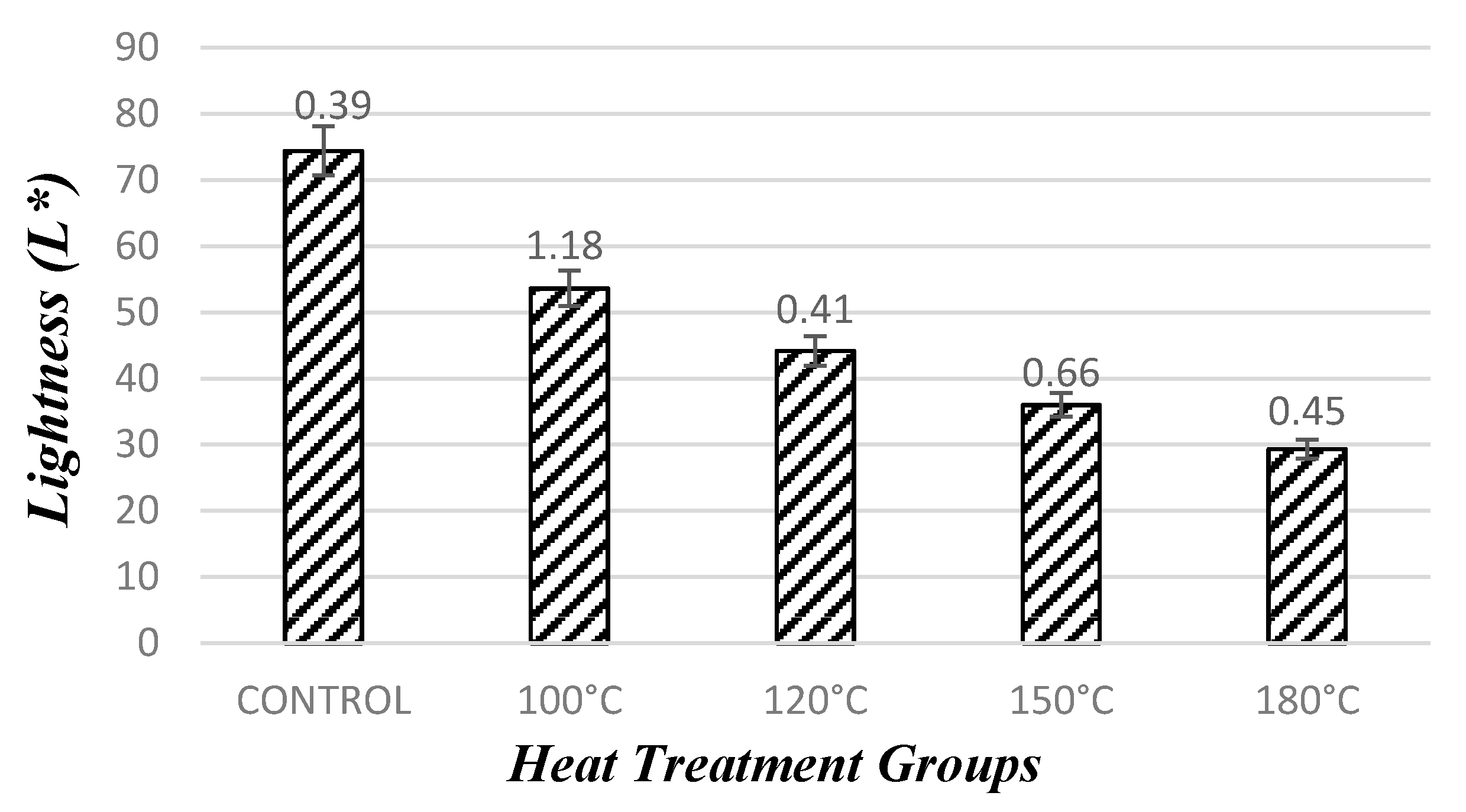
3.1.4. Evaluation of Lightness Test
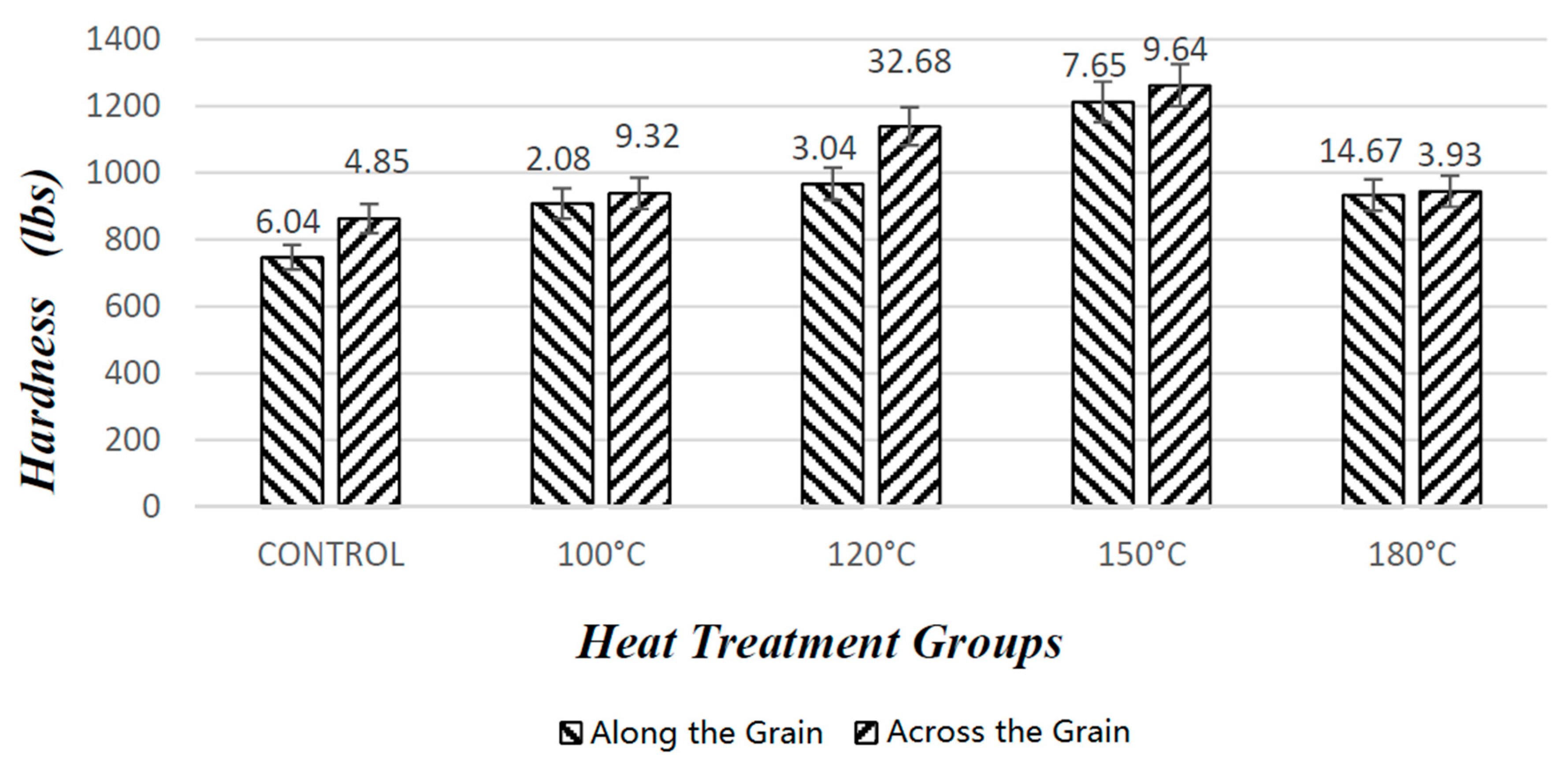
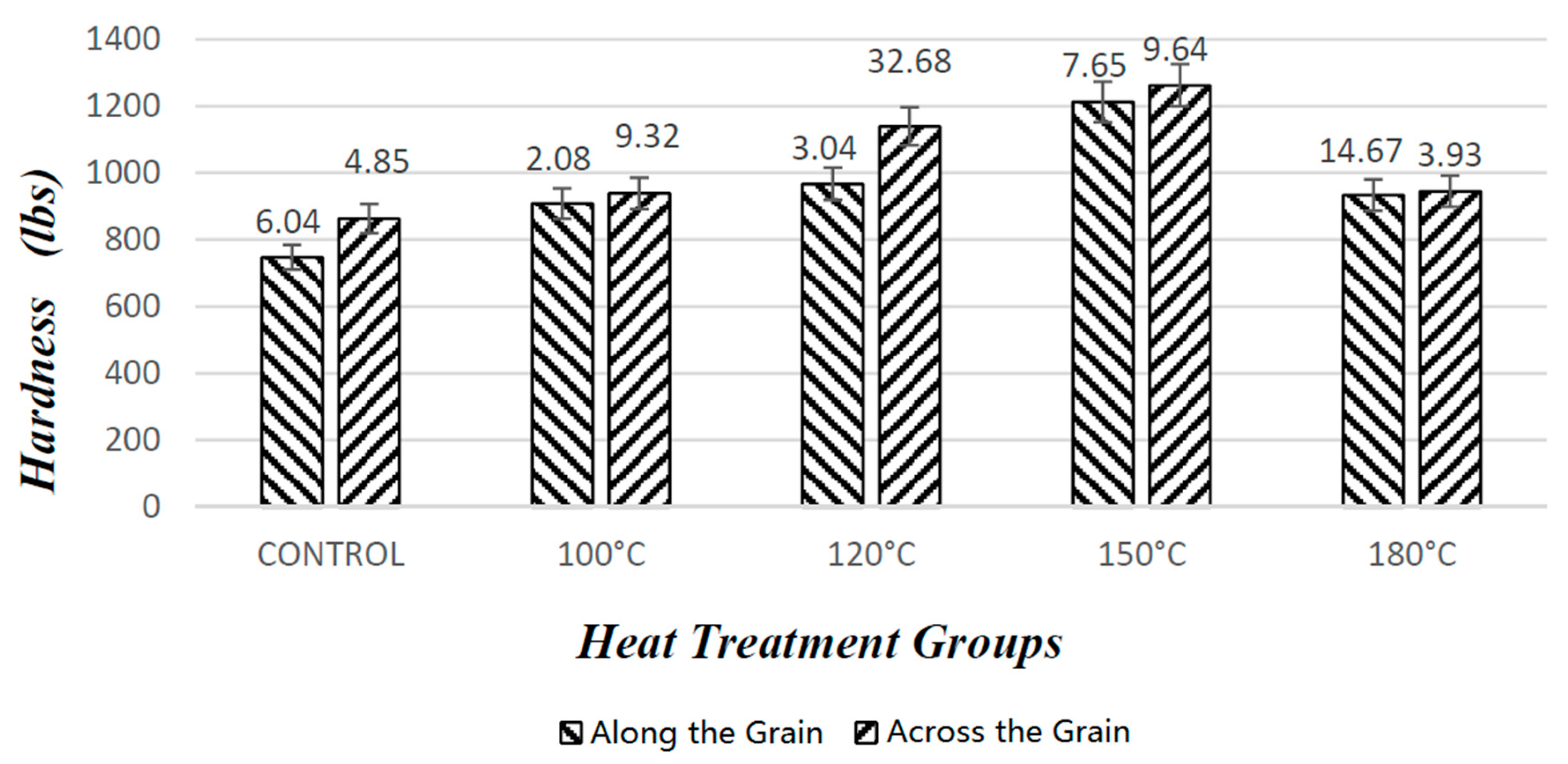
3.1.5. Evaluation of Hardness Tests
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Inoue, M.; Norimoto, M.; Tanahashmi, M.; Rowell, R.M. Steam or heat fixation of compressed wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Diouf, P.N.; Stevanovic, T.; Cloutier, A.; Fang, C.H.; Blanchet, P.; Koubaa, A.; Mariotti, N. Effects of thermo-hygro-mechanical densification on the surface characteristics of trembling aspen and hybrid poplar wood veneers. Appl. Surf. Sci. 2011, 257, 3558–3564. [Google Scholar] [CrossRef]
- Kollmann, F.P.; Kuenzi, E.W.; Stamm, A.J. Principles of Wood Science and Technology; Vol. II Wood Based Materials; Springer: New York, NY, USA; Heidelberg/Berlin, Germany, 1975; pp. 139–149. [Google Scholar]
- Kultikova, E.V. Structure and Properties Relationships of Densified Wood. Master’s Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 1999; p. 136. [Google Scholar]
- Kutnar, A.; Sernek, M. Densification of wood. Zbornik Gozdarstva Lesarstva 2007, 82, 53–62. [Google Scholar]
- Ulker, O.; Imırzı, O.; Burdurlu, E. The effect of densification temperature on some physical and mechanical properties of Scots pine. BioResources 2012, 7, 5581–5592. [Google Scholar] [CrossRef]
- Morsing, N. Densification of Wood—The Influence of Hygrothermal Treatment on Compression of Beech Perpendicular to the Grain; Department of Structural Engineering and Materials, Technical University of Denmark: Lyngby, Denmark, 2000; Volume 79, pp. 138–177. [Google Scholar]
- Dwianto, W.; Morooka, T.; Norimoto, M.; Kitajima, T. Stress relaxation of sugi (Cryptomeria japonica D. Don) wood in radial compression under high temperature steam. Holzforschung 1999, 53, 541–546. [Google Scholar] [CrossRef]
- İmirzi, H.O.; Ülker, O.; Burdurlu, E. Effect of densification temperature and some surfacing techniques on the surface roughness of densified Scots pine. Bioresources 2013, 9, 191–209. [Google Scholar] [CrossRef]
- Blomberg, J.; Persson, B.; Blomberg, A. Effects of semi-isostatic densification of wood on the variation in strength properties with density. Wood Sci. Technol. 2005, 39, 339–350. [Google Scholar] [CrossRef]
- Bekhta, P.; Hiziroglu, S.; Shepelyuk, O. Properties of plywood manufactured from compressed veneer as building material. Mater. Des. 2009, 30, 947–953. [Google Scholar] [CrossRef]
- Candan, Z.; Hiziroglu, S.; McDonald, A.G. Surface quality of thermally compressed Douglas fir veneer. Mater. Des. 2010, 31, 3574–3577. [Google Scholar] [CrossRef]
- Aydin, I.; Colakoglu, G. Effects of surface inactivation, high temperature drying and preservative treatment on surface roughness and color of alder and beech wood. Appl. Surf. Sci. 2005, 252, 430–440. [Google Scholar] [CrossRef]
- Dilik, T.; Hiziroglu, S. Bonding strength of heat treated compressed Eastern redcedar wood. Mater. Des. 2012, 42, 317–320. [Google Scholar] [CrossRef]
- Seborg, R.M.; Millett, M.A.; Stamm, A.J. Heat-Stabilized Compressed Wood (Staypak); US Dept. of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1956; pp. 1–21.
- Fu, Q.; Cloutier, A.; Laghdir, A. Optimization of the Thermo-Hygromechanical (THM) Process for Sugar Maple Wood Densification. BioResources 2016, 11, 8844–8859. [Google Scholar] [CrossRef]
- Kasemsiri, P.; Hiziroglu, S.; Rimdusit, S. Characterization of heat treated eastern redcedar (Juniperus virginiana L.). J. Mater. Process. Technol. 2012, 212, 1324–1330. [Google Scholar] [CrossRef]
- Mummery, L. Surface Texture Analysis: The Handbook; Hommelwerke: Muhlhausen, Germany, 1993. [Google Scholar]
- Priadi, T.; Hiziroglu, S. Characterization of heat treated wood species. Mater. Des. 2013, 49, 575–582. [Google Scholar] [CrossRef]
- Bekhta, P.; Niemz, P. Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 2003, 57, 539–546. [Google Scholar] [CrossRef]
- Shida, S.; Hiziroglu, S. Evaluation of shear strength of Japanese wood species as a function of surface roughness. For. Prod. J. 2010, 60, 400–404. [Google Scholar] [CrossRef]
- Militz, H. Thermal Treatment of Wood: European Processes and Their Background; IRG/WP: Stockholm, Sweden, 2002. [Google Scholar]
- Mitsui, K.; Murata, A.; Kohara, M.; Tsuchikawa, S. Colour modification of wood by light-irradiation and heat treatment. In Proceedings of the First European Conference on Wood Modification, Ghent, Belgium, 3–4 April 2003. [Google Scholar]
- Akgül, M.; Korkut, S. The effect of heat treatment on some chemical properties and colour in Scots pine and Uludağ fir wood. Afr. J. Biotechnol. 2012, 7, 2854–2859. [Google Scholar]
- Toker, H.; Baysal, E.; Kotekli, M.; Turkoglu, T.T.; Kart, S.; Sen, T.F.; Peker, T.H. Surface characteristics of oriental beech and scots pine woods heat-treated above 200 °C. Wood Res. 2016, 61, 43–54. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Applied Tests | Size of Specimens Before Densification (mm) | Size of Specimens After Densification (mm) | Number of Specimens | |
|---|---|---|---|---|
| Control | Densified | |||
| Density | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Sheer Strength | 90 × 40 × 20 | 90 × 40 × 14 | 5 | 20 |
| Surface Roughness Parallel to the Grain | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Surface Roughness Perpendicular to the Grain | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Janka Hardness Strength Radial D. | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Janka Hardness Strength Tangential D. | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Color Differences | 50 × 40 × 20 | 50 × 40 × 14 | 5 | 20 |
| Sample Types | Statistical Value | Density (g/cm3) | Bondline Shear Strength (MPa) | Surface Roughness (Ra) | Lightness L* | Hardness | ||
|---|---|---|---|---|---|---|---|---|
| Across the Grain (μm) | Along the Grain (μm) | Radial (lbs) | Tangential (lbs) | |||||
| Control | Mean | 0.4604 | 36.60 | 8.00 | 3.54 | 74.39 | 747.20 | 863.20 |
| Standard Dev. | 0.0219 | 1.40 | 0.56 | 0.32 | 0.88 | 13.51 | 10.84 | |
| Densified at 100 °C | Mean | 0.6316 | 15.13 | 4.12 | 1.28 | 53.60 | 908.20 | 939.00 |
| Standard Dev. | 0.0064 | 0.28 | 0.72 | 0.17 | 2.64 | 4.65 | 20.84 | |
| Densified at 120 °C | Mean | 0.9180 | 11.20 | 3.64 | 1.38 | 44.17 | 966.60 | 1138.80 |
| Standard Dev. | 0.0051 | 1.18 | 0.27 | 0.16 | 0.92 | 6.80 | 73.08 | |
| Densified at 150 °C | Mean | 0.9340 | 13.42 | 3.56 | 1.16 | 35.99 | 1262.20 | 1212.40 |
| Standard Dev. | 0.0225 | 0.32 | 0.28 | 0.08 | 1.48 | 21.56 | 39.48 | |
| Densified at 180 °C | Mean | 0.9320 | 16.00 | 1.22 | 1.10 | 29.32 | 933.80 | 945.00 |
| Standard Dev. | 0.0099 | 0.23 | 0.23 | 0.14 | 1.02 | 32.82 | 8.80 | |
| Applied Tests | Statistical Values | Sum of Squares | Level of Significance (p ≤ 0.05) |
|---|---|---|---|
| Density | Between Groups | 95,1473.36 | 0.000 |
| Within Groups | 4638.80 | ||
| Total | 96,112.16 | ||
| Adhesive Bondline Shear Strength | Between Groups | 2121.47 | 0.000 |
| Within Groups | 14.53 | ||
| Total | 2136.01 | ||
| Surface Roughness Across to Grain | Between Groups | 120.03 | 0.001 |
| Within Groups | 4.24 | ||
| Total | 124.27 | ||
| Surface Roughness Along to Grain | Between Groups | 21.57 | 0.000 |
| Within Groups | 0.76 | ||
| Total | 22.33 | ||
| Lightness | Between Groups | 6172.75 | 0.000 |
| Within Groups | 47.47 | ||
| Total | 6220.23 | ||
| Hardness in Radial Direction | Between Groups | 561,002.96 | 0.000 |
| Within Groups | 11,546.80 | ||
| Total | 572,549.76 | ||
| Hardness in Tangential Direction | Between Groups | 545,846.64 | 0.001 |
| Within Groups | 13,890.40 | ||
| Total | 559,737.04 |
| Physical and Mechanical Tests | Densification Temperature (°C) | H.G. * A | H.G. * B | H.G. * C | H.G. * D | H.G. * E |
|---|---|---|---|---|---|---|
| Density | Control Group | 0.460 | ||||
| 100 °C | 0.631 | |||||
| 120 °C | 0.918 | |||||
| 150 °C | 0.934 | |||||
| 180 °C | 0.932 | |||||
| Bondline Shear Strength | Control Group | 36.60 | ||||
| 100 °C | 15.13 | |||||
| 120 °C | 11.20 | |||||
| 150 °C | 13.42 | |||||
| 180 °C | 16.00 | |||||
| Surface Roughness Across the Grain Orientation | Control Group | 8.00 | ||||
| 100 °C | 4.12 | |||||
| 120 °C | 3.64 | |||||
| 150 °C | 3.56 | |||||
| 180 °C | 1.22 | |||||
| Surface-Roughness Along the Grain Orientation | Control Group | 3.54 | ||||
| 100 °C | 1.28 | |||||
| 120 °C | 1.16 | |||||
| 150 °C | 1.38 | |||||
| 180 °C | 1.10 | |||||
| Lightness | Control Group | 73.39 | ||||
| 100 °C | 53.60 | |||||
| 120 °C | 44.17 | |||||
| 150 °C | 35.99 | |||||
| 180 °C | 29.32 | |||||
| Hardness in Radial Direction | Control Group | 747.20 | ||||
| 100 °C | 908.20 | |||||
| 120 °C | 966.60 | |||||
| 150 °C | 1212.40 | |||||
| 180 °C | 933.80 | |||||
| Hardness in Tangential Direction | Control Group | 863.20 | ||||
| 100 °C | 939.00 | |||||
| 120 °C | 1139.20 | |||||
| 150 °C | 1262.20 | |||||
| 180 °C | 945.00 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ulker, O.; Hiziroglu, S. Some Properties of Densified Eastern Redcedar as Function of Heat and Pressure. Materials 2017, 10, 1275. https://doi.org/10.3390/ma10111275
Ulker O, Hiziroglu S. Some Properties of Densified Eastern Redcedar as Function of Heat and Pressure. Materials. 2017; 10(11):1275. https://doi.org/10.3390/ma10111275
Chicago/Turabian StyleUlker, Onur, and Salim Hiziroglu. 2017. "Some Properties of Densified Eastern Redcedar as Function of Heat and Pressure" Materials 10, no. 11: 1275. https://doi.org/10.3390/ma10111275
APA StyleUlker, O., & Hiziroglu, S. (2017). Some Properties of Densified Eastern Redcedar as Function of Heat and Pressure. Materials, 10(11), 1275. https://doi.org/10.3390/ma10111275