
Model Property Based Material Balance and Energy Conservation Analysis for Process Industry Energy Transfer Systems




Abstract
:1. Introduction
2. Reconfigurable Process Model of Process Industry Energy Transfer System
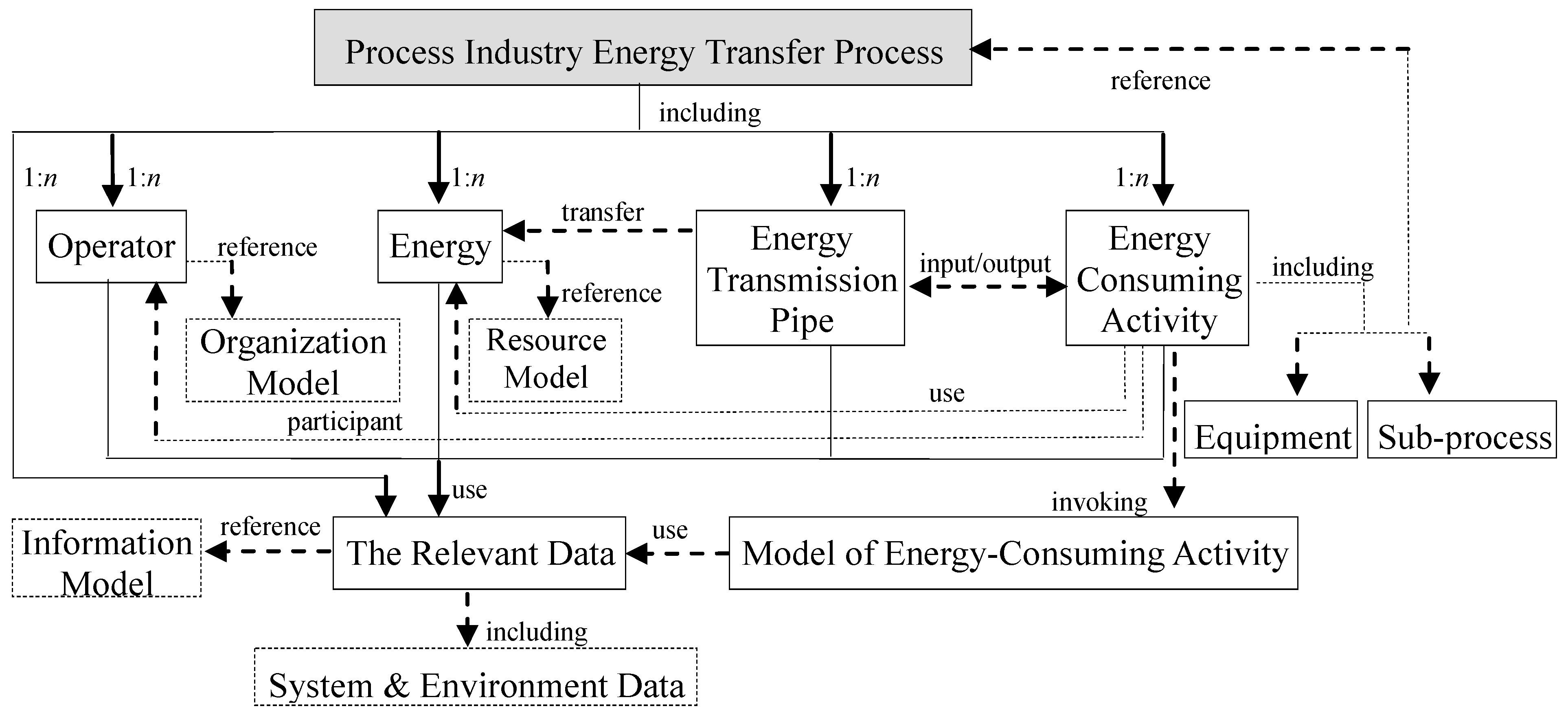
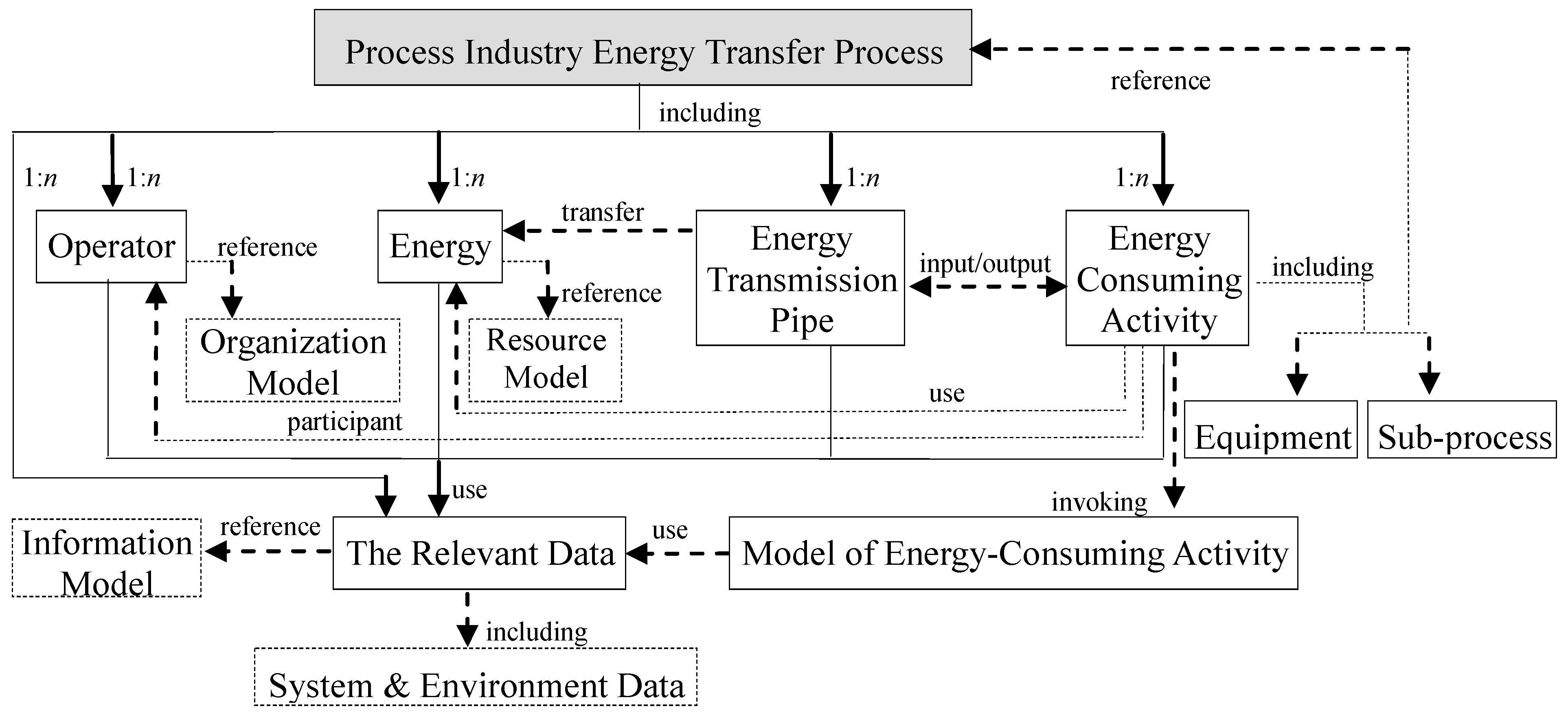
2.1. Key Factors and Interactive Relations
2.2. Formal Specification of Reconfigurable Energy Transfer Process Model
3. Material Balance Analysis Based on Model Dynamic Properties
3.1. Dynamic Incidence Matrix
3.2. Material Balance Determination Based on Dynamic Balance Quantity
3.3. Material Overstock Analysis Based on Boundedness
4. Energy Conservation Analysis Based on Model-Weighted Conservativeness
4.1. Energy Carrier and Energy Conservation
4.2. Static Incidence Matrix
4.3. Model-Weighted Conservation Determination
4.4. Energy Efficiency Analysis based on Model-Weighted Conservation
5. Experiment
5.1. The Design of the Experiment Platform
5.2. Example Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
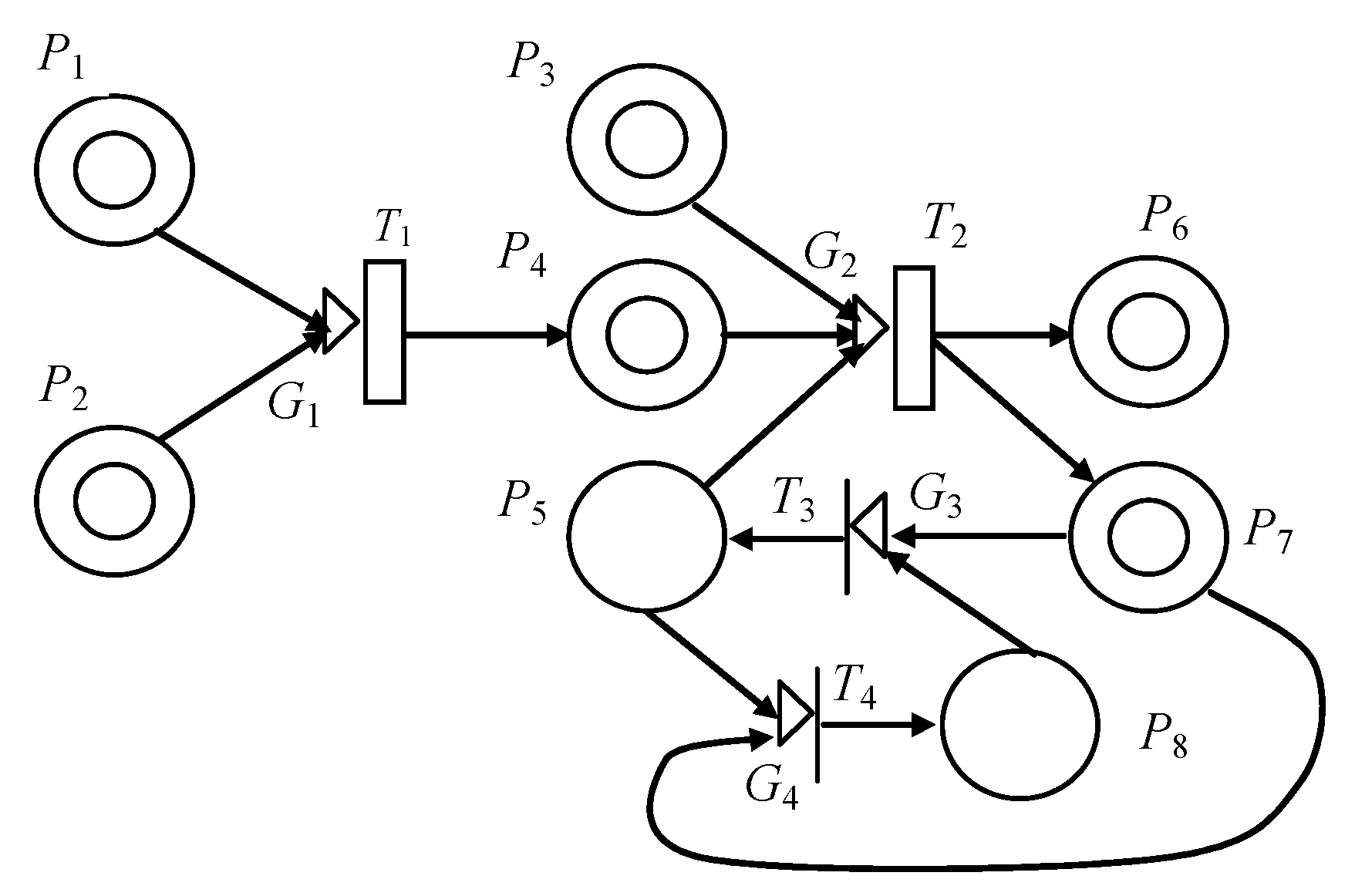
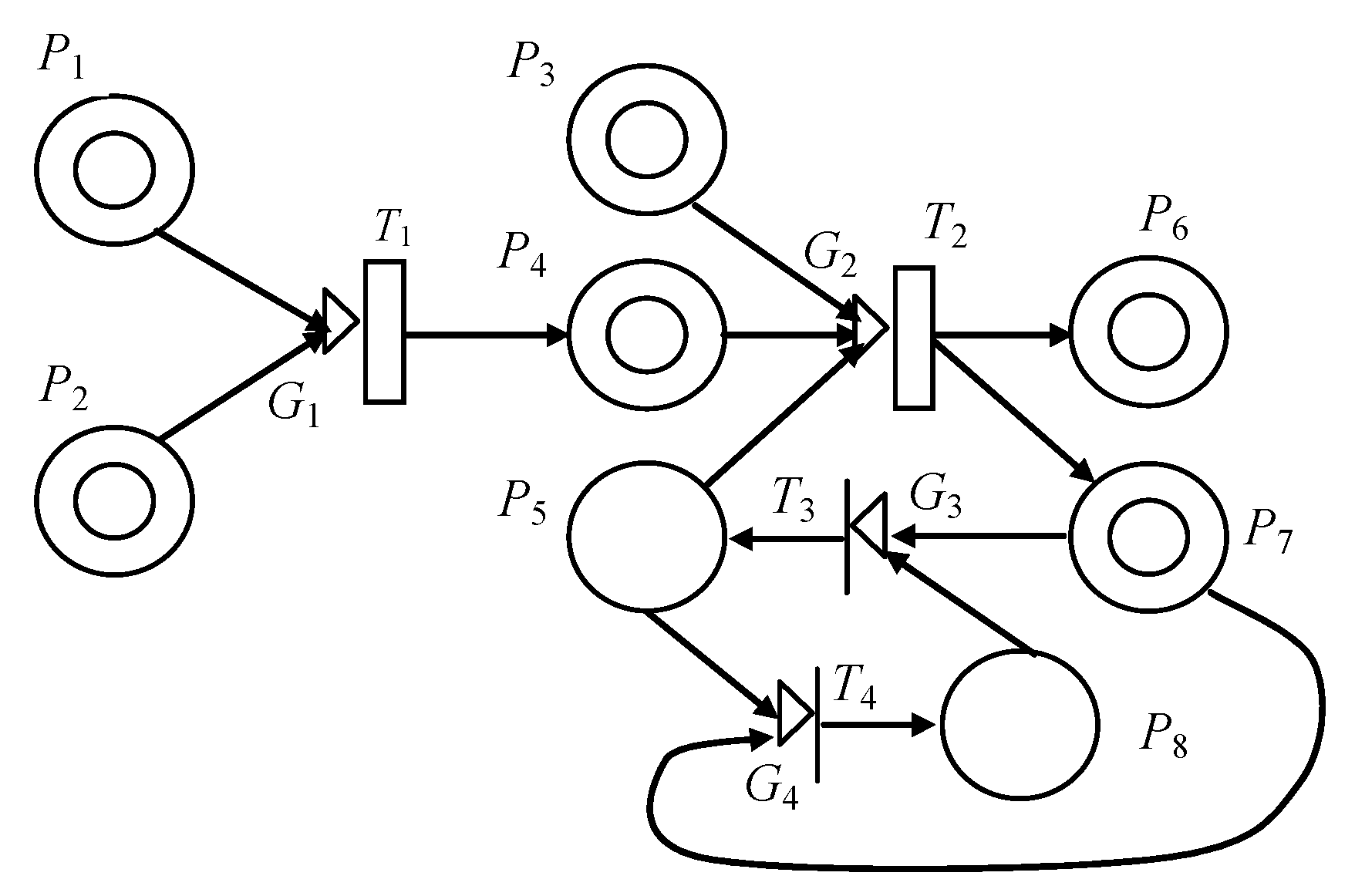
| Element | Symbolic Meaning | Attribute Restriction |
|---|---|---|
| P1 | The depository of material A | M0(P1) = 50; d1=0; K1 = +∞ |
| P2 | The depository of material B | M0(P2) = 30; d2=0; K2 = +∞ |
| P3 | The storage of electricity supplied for reactor | M0(P3) = 280; d3=0; K3 = +∞ |
| P4 | The depository of the mixer output | M0(P4) = 0; d4=0; K4=+∞ |
| P5 | The state place of power on | M0(P5) = 0; d5=0; K5 = 1 |
| P6 | The depository of the output reactant | M0(P6) = 0; d6=0; K6 = +∞ |
| P7 | The temperature change of reactor | M0(P7) = 80; d7 = 0; K6 = 100 |
| P8 | The state place of power off | M0(P8) = 1; d8 = 0; K8 = 1 |
| T1 | Mixer | , , , , , , , |
| T2 | Reactor | . , , , , , |
| T3 | The discrete control for power on | , , |
| T4 | The discrete control for power off | , , |
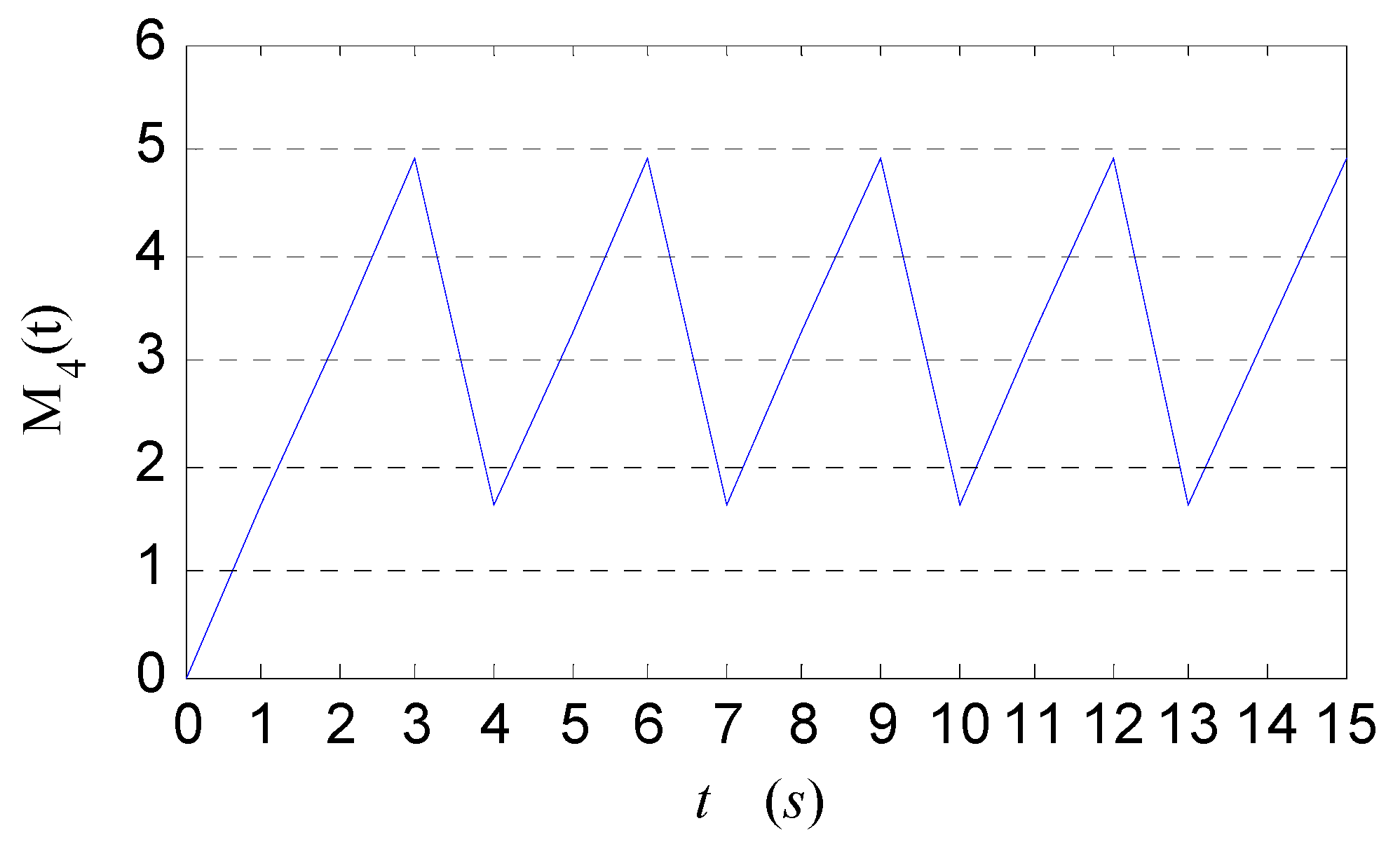
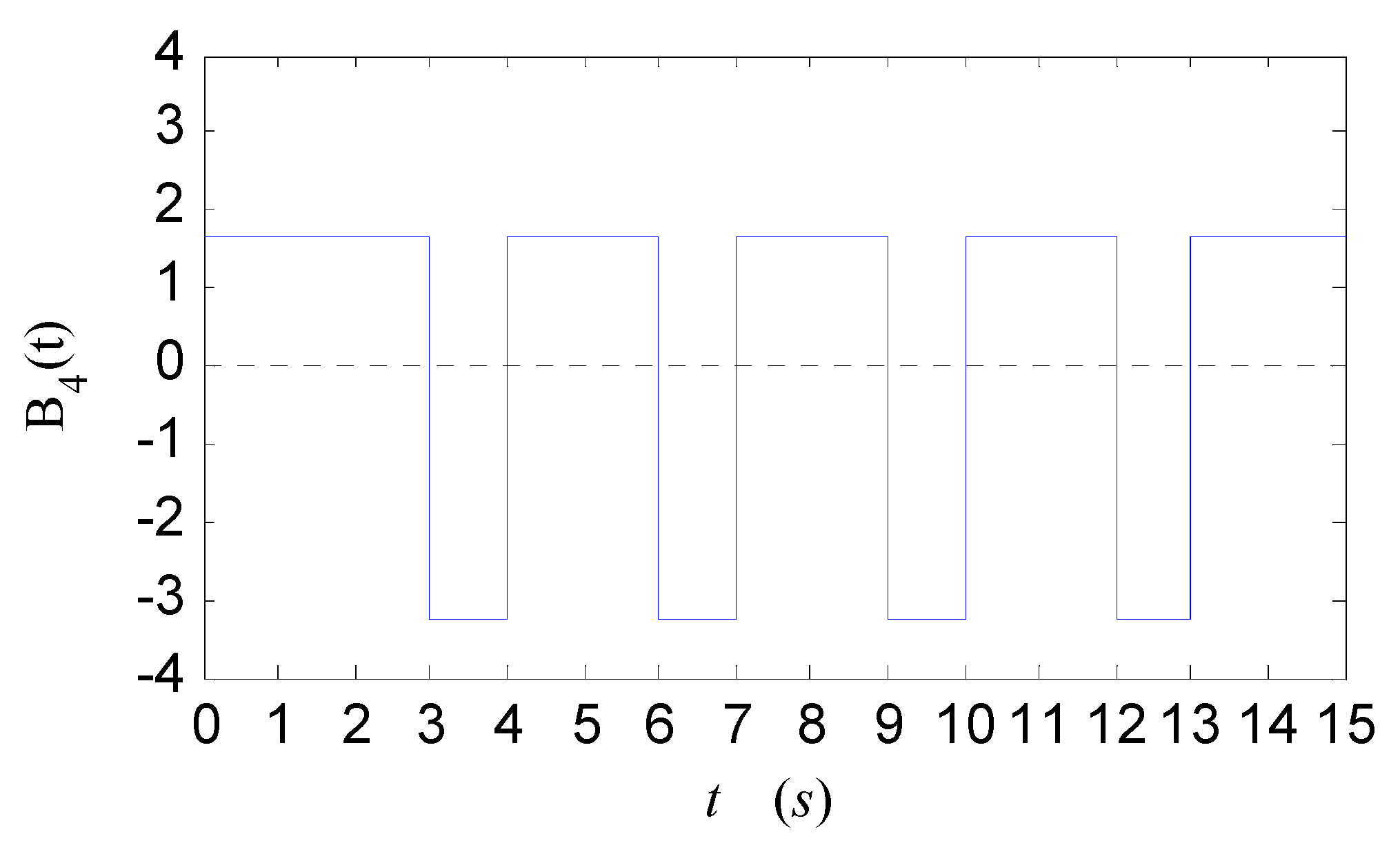
| 50 | 30 | 280.0 | 0 | 0 | 0 | 80.0 | 1 | |
| 48 | 29 | 280.0 | 1.64 | 1 | 0 | 79.9 | 1 | |
| 46 | 28 | 280.0 | 3.27 | 1 | 0 | 79.8 | 0 | |
| 44 | 27 | 280.0 | 4.91 | 1 | 0 | 79.7 | 0 | |
| 42 | 26 | 279.0 | 1.64 | 1 | 4.70 | 80.6 | 0 | |
| 40 | 25 | 279.0 | 3.27 | 1 | 4.70 | 80.5 | 0 | |
| 38 | 24 | 279.0 | 4.91 | 1 | 4.70 | 80.4 | 0 | |
| 36 | 23 | 278.1 | 1.64 | 1 | 9.40 | 81.3 | 0 | |
| 34 | 22 | 278.1 | 3.27 | 1 | 9.40 | 81.2 | 0 | |
| 32 | 21 | 278.1 | 4.91 | 1 | 9.40 | 81.1 | 0 | |
| 30 | 20 | 277.2 | 1.64 | 1 | 14.1 | 82.0 | 0 | |
| 28 | 19 | 277.2 | 3.27 | 1 | 14.1 | 81.9 | 0 | |
| 26 | 18 | 277.2 | 4.91 | 1 | 14.1 | 81.8 | 0 | |
| 24 | 17 | 276.3 | 1.64 | 1 | 18.8 | 82.7 | 0 | |
| 22 | 16 | 276.3 | 3.27 | 1 | 18.8 | 82.6 | 0 | |
| 20 | 15 | 276.3 | 4.91 | 1 | 18.8 | 82.5 | 0 |
- Some conventional methods for material and energy flow balance analysis are based on the statistical analysis of historical data [33,34]. Our model property based method can analyze material and energy flow during the dynamic simulation process of the model, so it is much more intuitive to realize dynamic analysis and find the potential material overstock and scarcity. Furthermore, it can be much easier to compare different technical processes by simply replacing constituent unit modules.
- Methods only focusing on separate balance analyses of special equipment or units are static matching computations through isolated mass balance and thermal equilibrium; this neglects the complicated correlation amongst constituent units. Our method based on the process model of energy transfer system fully considers the upstream and downstream interaction and the coupling relationship between the different units; thus, the method developed in this paper can help realize the global and dynamic analysis.
- In the case of known input-output models or model identification module of energy-consuming equipment (as related to mentioned in Definition 3), following the modeling principle derived in this paper, the process model of energy transfer system can be reconfigured by just resetting the relative production constraints. So, the proposed method can be applied to different industry production processes.
6. Conclusions
- The Reconfigurable Process Model of Process Industry Energy Transfer System (RPM_PIETS) is presented, which can embody the interaction of the key factors and the complex networking connection of the energy transfer process. It is independent of energy type and energy consuming equipment.
- Based on the dynamic property of RPM_PIETS, the material balance determination and material overstock analysis methods are proposed.
- In terms of the concept of energy carrier, the model-weighted conservation determination is advocated and the energy efficiency analysis is also given.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Desel, J.; Esparza, J. Free Choice Petri Nets; Cambridge University Press: Cambridge, UK, 2005; pp. 1–30. [Google Scholar]
- Wright, A.J.; Oates, M.R.; Greenough, R. Concepts for dynamic modelling of energy-related flows in manufacturing. Appl. Energy 2013, 112, 1342–1348. [Google Scholar] [CrossRef]
- Barton, P.I. Energy Systems Engineering. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2009; pp. 55–57. [Google Scholar]
- Ling, T.; Lin, H.; Rongling, C.; An, C. Establishment and simulation of the RBF model of the unit process energy consumption of an automobile enterprise. In Proceedings of the International Workshop on Intelligent Systems and Applications, Wuhan, China, 23–24 May 2009; pp. 1–4.
- Blum, H. The economic efficiency of energy-consuming equipment: A DEA approach. Energy Effic. 2015, 8, 1–18. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, S.; Wu, C.; Li, K. Identification of Chiller Model in HVAC System Using Fuzzy Inference Rules with Zadeh’s Implication Operator. In Life System Modeling and Intelligent Computing; Springer-Verlag: Berlin/Heidelberg, Germany, 2010; pp. 399–408. [Google Scholar]
- Diwekar, U.; Small, M.J. Process Analysis Approach to Industrial Ecology. In A Handbook of Industrial Ecology; Edward Elgar Publishing: Cheltenham, UK, 2002; pp. 114–118. [Google Scholar]
- Bobák, M.; Šnita, D.; Hrdlička, J.; Pelc, V.; Kotala, T. Innovative process simulation software not only for electromembrane processes. Desalination Water Treat. 2014, 11, 1–5. [Google Scholar] [CrossRef]
- Moeller, A. Computational Modeling of Material Flow Networks. In ICT Innovations for Sustainability; Springer: Berlin, Germany, 2015; pp. 301–311. [Google Scholar]
- Montagna, J.M.; Iribarren, O.A. A new strategy for process simulation with the sequential modular approach. Comput. Ind. 1989, 12, 23–29. [Google Scholar] [CrossRef]
- Kamath, R.S.; Biegler, L.T.; Grossmann, I.E. An equation-oriented approach for handling thermodynamics based on cubic equation of state in process optimization. Comput. Chem. Eng. 2010, 34, 2085–2096. [Google Scholar] [CrossRef]
- Marchetti, M.; Rao, A.; Vickery, D. Mixed mode simulation-Adding equation oriented convergence to a sequential modular simulation tool. Comput. Aided Chem. Eng. 2001, 9, 231–236. [Google Scholar]
- Moeller, A.; Prox, M.; Schmidt, M.; Lambrecht, H. Simulation and optimization of material and energy flow systems. In Proceedings of the 2009 Winter Simulation Conference (WSC), Austin, TX, USA, 13–16 December 2009; pp. 1444–1455.
- Kanianska, R.; Guštafíková, T.; Kizekova, M.; Kovanda, J. Use of material flow accounting for assessment of energy savings: A case of biomass in Slovakia and the Czech Republic. Energy Policy 2011, 39, 2824–2832. [Google Scholar] [CrossRef]
- Gou, H.; Olynyk, S. A corporate mass and energy simulation model for an integrated steel plant. Iron Steel Technol. 2007, 4, 141–150. [Google Scholar]
- Andersen, J.P.; Hyman, B. Energy and material flow models for the US steel industry. Energy 2001, 26, 137–159. [Google Scholar] [CrossRef]
- Yin, R.Y. Comment on behavior of energy flow and construction of energy flow network for steel manufacturing process. Iron Steel 2010, 45, 1–9. [Google Scholar]
- David, R.; Alla, H. Discrete, Continuous, and Hybrid Petri Nets, 2nd ed.; Springer-Verlag: Berlin, Germany, 2010. [Google Scholar]
- Zurawski, R.; Zhou, M. Petri nets and industrial applications: A tutorial. IEEE Trans. Ind. Electron. 1994, 41, 567–583. [Google Scholar] [CrossRef]
- Başak, Ö.; Albayrak, Y.E. Petri net based decision system modeling in real-time scheduling and control of flexible automotive manufacturing systems. Comput. Ind. Eng. 2015, 86, 116–126. [Google Scholar]
- Ma, F.M.; Wang, J. Fuzzy Petri nets model oriented to enterprise energy consumption process. Comput. Integr. Manuf. Syst. 2007, 13, 1679–1685. [Google Scholar]
- Ma, F.M.; Zhang, T.F.; Li, Y. Model-driven based evolution rules and conflicts analysis for enterprise energy consumption process. In Proceedings of Second International Conference on Intelligent Computation Technology and Automation, Changsha, China, 10–11 October 2009; pp. 219–222.
- Best, E.; Wimmel, H. Structure Theory of Petri Nets. In Transactions on Petri Nets and Other Models of Concurrency VII; Springer-Verlag: Berlin, Germany, 2013; pp. 162–224. [Google Scholar]
- Zhou, K.Q.; Zain, A.M.; Mo, L.P. A decomposition algorithm of fuzzy petri net using an index function and incidence matrix. Expert Syst. Appl. 2015, 42, 3980–3990. [Google Scholar] [CrossRef]
- Peterson, J.L. Petri Net Theory and the Modeling of Systems; Prentice-Hall: Englewood Cliffs, NJ, USA, 1981. [Google Scholar]
- Murata, T. Petri nets: Properties, analysis and applications. Proc. IEEE 1989, 77, 541–580. [Google Scholar] [CrossRef]
- Patel, A.M.; Joshi, A.Y. Modeling and analysis of a manufacturing system with deadlocks to generate the reachability tree using petri net system. Procedia Eng. 2013, 64, 775–784. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Sun, X.; Gao, J.; Gu, S.; Zheng, X. Reachability determination in acyclic Petri nets by cell enumeration approach. Automatica 2011, 47, 2094–2098. [Google Scholar] [CrossRef]
- Buchholz, P. Adaptive decomposition and approximation for the analysis of stochastic Petri nets. Perform. Eval. 2004, 56, 23–52. [Google Scholar] [CrossRef]
- Das, S.K.; Agrawal, V.K.; Sarkar, D.; Patnaik, L.M. Invariant-preserving Petri net reduction and conditions for invariant-existence. Comput. Electr. Eng. 1988, 14, 75–91. [Google Scholar] [CrossRef]
- Aybar, A.; Iftar, A. Overlapping decompositions and expansions of Petri nets. IEEE Trans. Autom. Control 2002, 47, 511–515. [Google Scholar] [CrossRef]
- Gong, Y.B. Methods for triangular fuzzy number multi-attribute decision making with given preference information on alternative. Control Decision 2012, 27, 281–285. [Google Scholar]
- Yu, Q.B.; Lu, Z.W.; Cai, J.J. Calculating method for influence of material flow on energy consumption in steel manufacturing process. J. Iron Steel Res. Int. 2007, 14, 46–51. [Google Scholar] [CrossRef]
- Chen, C.J.; Feng, Y.P.; Xu, H.; Rong, G. Multiscale data rectification method with application to material balance in petrochemical enterprises. CIESC J. 2010, 61, 1919–1926. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, F.; O’Hare, G.M.P.; Zhang, T.; O’Grady, M.J. Model Property Based Material Balance and Energy Conservation Analysis for Process Industry Energy Transfer Systems. Energies 2015, 8, 12283-12303. https://doi.org/10.3390/en81012283
Ma F, O’Hare GMP, Zhang T, O’Grady MJ. Model Property Based Material Balance and Energy Conservation Analysis for Process Industry Energy Transfer Systems. Energies. 2015; 8(10):12283-12303. https://doi.org/10.3390/en81012283
Chicago/Turabian StyleMa, Fumin, Gregory M. P. O’Hare, Tengfei Zhang, and Michael J. O’Grady. 2015. "Model Property Based Material Balance and Energy Conservation Analysis for Process Industry Energy Transfer Systems" Energies 8, no. 10: 12283-12303. https://doi.org/10.3390/en81012283
APA StyleMa, F., O’Hare, G. M. P., Zhang, T., & O’Grady, M. J. (2015). Model Property Based Material Balance and Energy Conservation Analysis for Process Industry Energy Transfer Systems. Energies, 8(10), 12283-12303. https://doi.org/10.3390/en81012283