1. Introduction
In Ireland there are currently limited disposal routes available for mammalian meat and bone meal (MBM). Over 100,000 tons of MBM is produced annually in Ireland [
1] and while two installations in the state are licensed to co-incinerate MBM as replacement fuels for coal and peat, the majority of Irish MBM is exported for incineration or co-incineration in the UK or Germany [
2]. MBM is stored in 18 stores throughout Ireland. At the end of 2004, 78,000 tonnes of MBM was in storage awaiting thermal destruction [
3]. Nowadays, the Irish slaughter industry produces approximately 550,000 tonnes of raw animal by-products to be processed into MBM each year [
4]. Between 2001 and 2003 a total of €145 million was spent on the rendering and disposal of MBM [
4]. From seven rendering plants Ireland produces about 150,000 tonnes of MBM per annum of which approximately 45,000 tonnes is specified risk material (SRM). All MBM (including SRM) produced in Ireland is treated at 133 °C at 3 bar for 20 minutes.
The safe disposal of MBM is necessary to prevent transmission of disease, in particular transmissible spongiform encephalopathies such as bovine spongiform encephalopathy (BSE) [
5]. The ideal disposal method would offer a safe, secure and environmentally acceptable solution and, if possible, an energy recovery component to offset the logistical and processing costs. Within the EU Waste Management Hierarchy, thermal disposal, especially incineration with energy recovery, is a desired and viable option often used in industrialized nations [
6]. Given the current restrictions on re-use and recycling of MBM and concerns regarding the effectiveness of composting, incineration with energy recovery seems a viable alternative from within the hierarchy [
7]. The combustion of organic materials, such as peat, results in the production of significant amounts of CO
2. Replacing a portion of this material with less carbon rich non-fossil fuels will help to reduce emissions of CO
2, an important factor in view of the Kyoto protocol which calls for the reduction of green house gases.
McDonnell
et al. [
8] suggested several thermal disposal and disintegration methods for animal by-products. Indeed a number of studies have studied the potential of MBM to be used as a secondary fuel with coal [
9,
10,
11]. In a study where low grade Greek brown coal and MBM blends (MBM:coal, 9:1, 4:1, 2.3:1, 1:1)) were used, MBM was found to enhance pyrolysis although problems could arise by the high contents of phosphorous, calcium and chloride in MBM [
10]. Senneca [
9] found that when a full scale boiler was used to co-fire Colombian coal and MBM at a ratio of 16:1 large quantities of fine spherically shaped particles were produced with carbon contents of around 10% (w/w).
McDonnell
et al. [
8] has examined the use and performance of MBM as a co-fuel with milled peat in fluidized bed combustion installations (FBC). A series of combustion trials were conducted with an FBC (internal diameter of 10 and 30 cm) at the University of Twente, the Netherlands. Pellets (4.8 and 10 mm in diameter and approximately 10–15 mm in length) were made from a mixture of MBM and milled peat, at MBM inclusion rates of 0%, 30%, 50%, 70% and 100%. These pellets had a weight of about 0.3 g and contained 0%, 25%, 35%, 50% and 100% MBM inclusion with the peat. While research has shown that MBM can be successfully used as a co-fuel with peat, little further research has been done. The main advantage of FBC is the possibility of utilizing a wide range of fuels with varying physical and chemical characteristics, since proper mixing of fuels and bed material is secured. FBC is capable of converting fuels completely at lower temperature levels (750–900 °C) compared to conventional combustion systems, while it offers the possibility to use bed material additives to reduce emissions levels.
Bubbling fluidized bed combustion (BFBC) technology is a modern combustion technology especially suitable for unhomogeneous bio-fuels [
12]. BFBC installations have the advantage of being able to operate with higher residence times with lower fluidization velocity [
13]. Kouvo and Backman [
14] found that two main characteristics of BFBC that affect the release of trace elements and distinguish it from pulverized combustion are the combustion temperature and the interaction between the fuel and fuel ash and the bed material. In a BFBC technology, Basu [
15] found that the circulation of fly ash from the cyclone improves the sulfur capture efficiency. Cummins
et al. [
16] studied the effects of the co-combustion of MBM and peat on flue gas emissions and fluidization when using a BFBC. It was concluded that the potential is good for using MBM as a co-fuel with peat in a BFBC while maintaining high air quality standards. In addition, it has been shown that combustion of MBM can be conducted with negligible societal risks [
17]. In order to take the advantage of higher residence times with lower fluidization velocity and improve on accuracy of assessment of flue gas emissions and quality of the ash an experiment was developed with the following objectives:
1. To evaluate the suitability of MBM for co-combustion with peat in BFB combustor under various MBM / peat mixes, ranging from 15% to 100% MBM;
2. To study the effects of the co-combustion of MBM and peat on flue gas emissions, bed fluidization, ash agglomeration tendency in the bed, and the composition and quality of the ash.
2. Materials and Methods
2.1. Fluidized bed trial facility
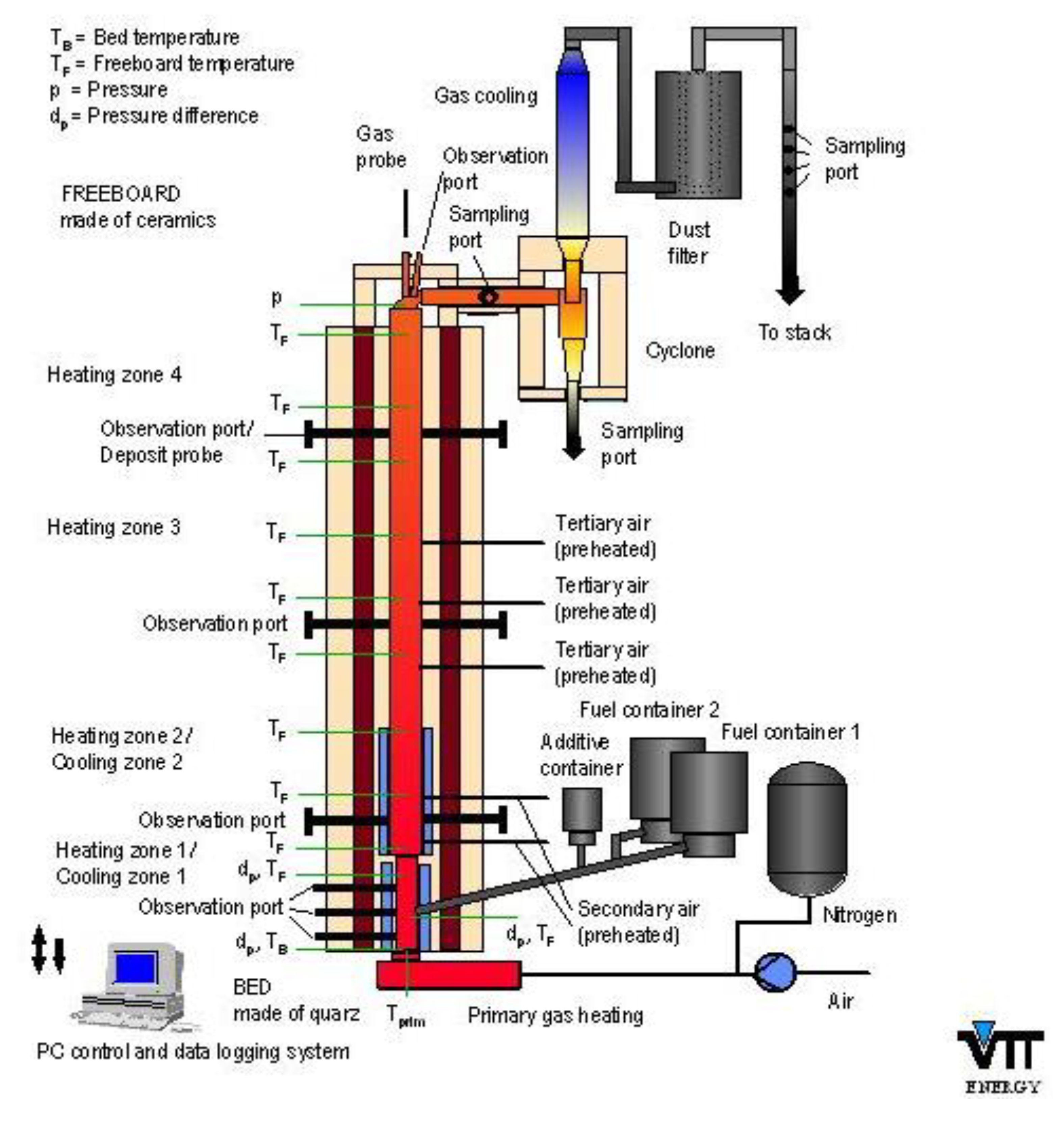
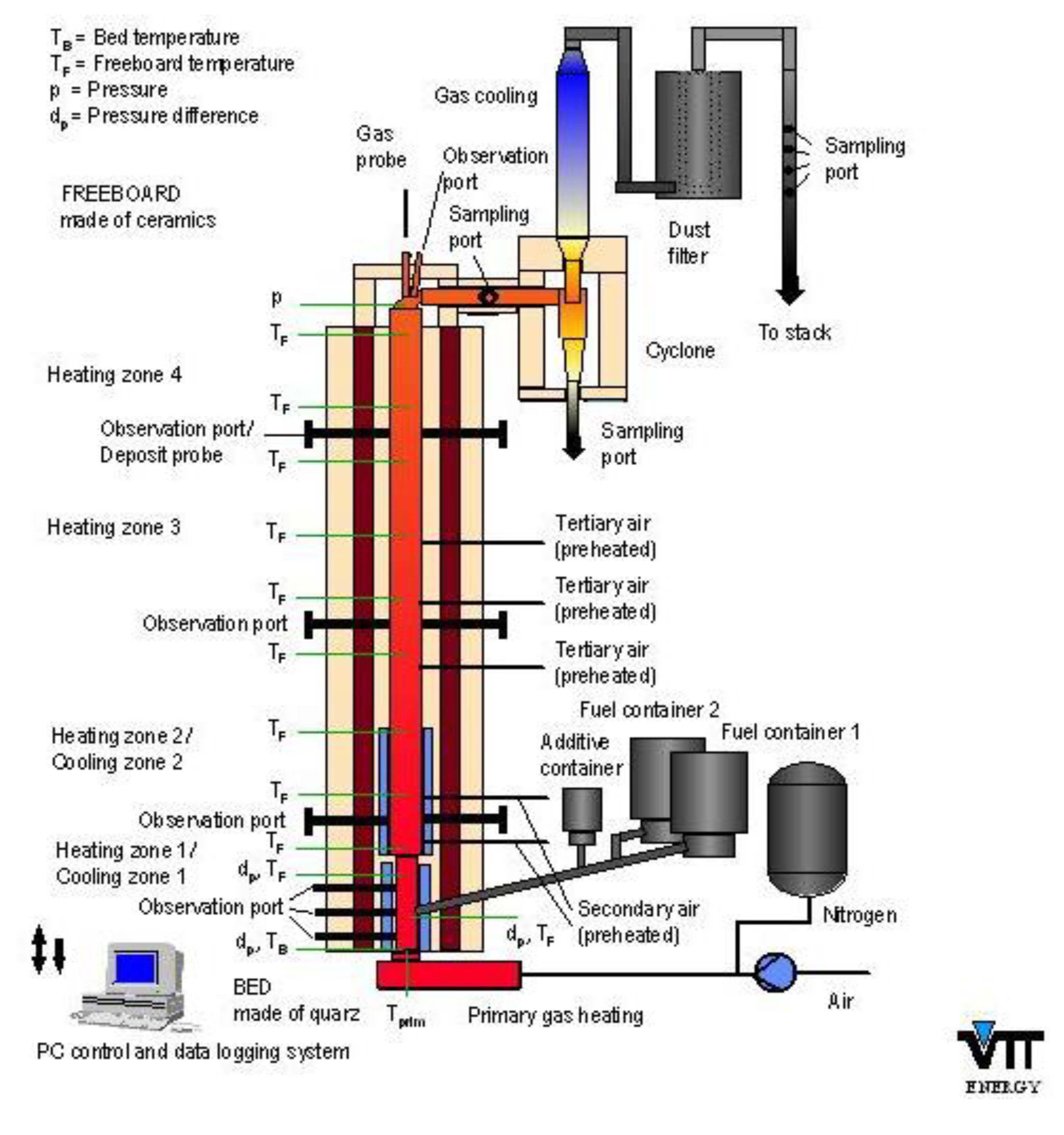
MBM and peat co-combustion experiments were carried out with VTT Energy’s (Jyvaskyla, Finland) fluidized bed trial facility of 20 kW output (
Figure 1). The reactor consists of an air/water-cooled fluidized-bed refractory lining (ceramic) combustor. The top of the reactor is made of uncooled, thermally insulated acid-proof steel having refractory lining inside the walls. The desired temperature levels in the reactor were maintained with four separately controlled heaters at bed and freeboard areas. The bed area and two separate zones of the freeboard were cooled down with air or water if necessary. The sampling ducts and the cyclone for fly ash separation from the flue-gases were located in a horizontal pipe after the reactor. Cyclone and filter ash were collected and used as samples for further analysis.
Combustion air was preheated and separated the right proportion to primary, secondary and tertiary air. The amount of these were adjusted and measured by thermal mass-flow meters. The fuels were fed into the fluidized bed using two screw-feeders. Hot air (700 °C) was used to start the reactor before fuel feeding to heat the appropriate amount of sand to 650 °C. Silica sand was used as the bed material. The total amount of the bed sand varied between 1.6 and 1.8 kg depending on the fuel. The starting period of the reactor was about 2 hours.
Figure 1.
VTT Energy’s fluidized bed trial facility (FBC) of 20 kW fuel output.
Figure 1.
VTT Energy’s fluidized bed trial facility (FBC) of 20 kW fuel output.
2.2. Experimental design and fuel preparation
Six trials were carried out as detailed in
Table 1. Temperature of the FBC during the trials was 880 °C or 820 °C. This was due to the variation in the LHV of the different fuels which resulted in fluidization of the material at varying temperatures. The amount of MBM used in each co-combustion trial varied between 15% and 35% on a dry material basis. A 100% MBM trial was also completed. During trial 4 melting of ash caused bed agglomeration as the temperature was too high for 35% MBM. Trial 5 is an extra trial with a lower temperature than planned with 30% MBM. Trial 6 has also been run at a lower temperature than planned.
The fuels were crushed and screened to the mean particle size of
ca. 5 mm. The resulting fuels were analyzed to determine their fuel properties (
Table 2). Milled peat was dried to a moisture content of 37% and its coarse particles were crushed before the trials. Fuel properties were analyzed at VTT Energy according to international standards.
Table 1.
Experimental design showing combustion trial conditions.
Table 1.
Experimental design showing combustion trial conditions.
| Trials | Peat (wt% dry) | MBM (wt% dry) | T, °C (planned) | T, °C (performed) |
|---|
| 1 | 85 | 15 | 880 | 877 |
| 2 | 80 | 20 | 880 | 881 |
| 3 | 80 | 20 | 820 | 818 |
| 4 | 65 | 35 | 880 | 881 |
| 5 | 66 | 34 | 820 | 824 |
| 6 | 0 | 100 | 820 | 831 |
Table 2.
Fuel Properties and sulphur content analysis of peat and MBM material.
Table 2.
Fuel Properties and sulphur content analysis of peat and MBM material.
| Parameters | Peat MBM |
|---|
| Moisture content, w% | 36.8 8.09 |
| Ash content, w% (815 °C) | 3.40 23.8 |
| Volatile matters, w% | 61.1 68.1 |
| Calorific heating value (kJ/kg) | 22560 19325 |
| Net calorific heating value in dry matter, kJ/kg | 21403 18192 |
| Sulphur (S) content in dry matter, w% | 0.28 |
2.3. Flue gas and ash sampling procedure
Gas sampling schedule and combustion conditions during sampling are given in
Table 3. Main flue gas analyses were carried out using a combination of traditional on-line analyzers and FTIR spectrometry. During each trial flue gas was sampled by suction pump, equipped with a gas meter, for analysis of HCl, VOC and Amino Acids.
Table 3.
Gas sampling schedule and combustion conditions during sampling.
Table 3.
Gas sampling schedule and combustion conditions during sampling.
| Trials | Parameters | Combustion conditions |
|---|
| | CO (ppm) | NO (ppm) | O2% | SO2 (ppm) | CO2% | Temp (°C) |
|---|
| 1 | HCl | 7 | 84 | 5.9 | 44 | 14.5 | 118 |
| VOCs | 10 | 91 | 6.1 | 36 | 14.3 | 118 |
| Amino acids | 11 | 84 | 6.0 | 35 | 14.3 | 119 |
| 2 | HCl + VOCs | 17 | 77 | 5.9 | 57 | 14.2 | 119 |
| Amino acids | 19 | 79 | 6.1 | 52 | 14.0 | 119 |
| 3 | HCl | 20 | 56 | 5.8 | 35 | 14.4 | 119 |
| VOCs | 26 | 56 | 5.7 | 36 | 14.5 | 119 |
| Amino acids | 21 | 55 | 6.2 | 31 | 14.0 | 119 |
| 4 | Amino acids | 59 | 60 | 5.9 | 77 | 14.2 | 119 |
| HCl | 51 | 62 | 5.9 | 81 | 14.0 | 119 |
| VOCs | 12 | 72 | 6.2 | 76 | 14.4 | 119 |
| 5 | HCl | 51 | 39 | 5.7 | 51 | 14.2 | 119 |
| VOCs | 102 | 39 | 5.7 | 56 | 14.3 | 119 |
| Amino acids | 43 | 37 | 5.8 | 49 | 14.1 | 119 |
| 6 | HCl | 227 | 25 | 6.5 | 142 | 12.0 | 119 |
| VOCs | 188 | 25 | 6.4 | 128 | 12.0 | 119 |
| Amino acids | 186 | 24 | 6.4 | 133 | 12.0 | 119 |
During trial 4, a flue gas sample was also captured for the analysis of polychlorinated biphenyls (PCB), chlorobenzenes and chlorophenols, polychlorinated dibenzo-p-dioxins (PCDD) and -furans (PCDF), and also for polycyclic aromatic hydrocarbons (PAH). Ash samples were taken from the ash separation cyclone (cyclone ash), from the bag house filter (dust collector ash) and from the bed (bed ash) for compositional analysis, and for estimation of the safety of the ash disposal by using so called leaching trial.
2.4. Flue analysis
Oxygen, carbon dioxide, carbon monoxide, sulphur dioxide, and nitrogen oxides were measured using Magnos 6 G, Uras 10 P, Uras 10 E, Radas 2 G and Radas 2 G analysers respectively from Hartman & Braun (Germany). Hydrocarbons were measured using FTIR spectrometry (Bomem MB-100, Canada). Temperature was recorded using a NiCr-Ni thermoelement. These devices all operated continuously and the readings were recorded every tenth second.
Volatile organic components (VOCs) were determined partly by FTIR and partly by TENAX-sampling system, where the flue gas was sucked through a TENAX-tube. The concentrations of VOCs (mg/N m3) were analyzed by purge-trap technique followed by GC/MS (P&T/GC-MS) using external standard. When the emissions of VOCs (mg/N m3) are calculated the laboratory blank Tenax sample was used as a zero sample and the VOCs values of it were subtracted from the measured samples.
The concentration of HCl (mg/N m3) in the flue gases were analyzed on-line by FTIR during Trial 1 and by titrimetric analysis after sampling during all of the trials. HCl must be measured from wet gas however water disturbs FTIR measurements of other gases. Hence HCl was analyzed during Trials 2–6 using only the titrimetric method.
The amino acids concentrations were analyzed by liquid chromatography after acid hydrolysis as detailed in Buck and Krummen [
18]. The analyzed amino acids are asparagic acid, threonine, serine, glutaminic acid, glycine, alanine, valine, isoleusine, leusine, tyrosine, phelynealanine, histidine, lysine and arginine.
In order to determine the concentration of particulates in the flue gas (mg/N m3) the FBC-reactor was equipped with a bag house filter located after the cyclone. The mass (g) of the cyclone and filter ashes was measured after each trial run. The concentration of the particulates in the flue gas during each trial was then calculated using the flue gas flow rate (m3/s) and the duration of the trial (s).
The analysis of all organic compounds in the flue gas samples and amino acids analysis were carried out at VTT Chemical Technology (Espoo, Finland) and VTT Biotechnology and Food Research (Espoo, Finland) respectively.
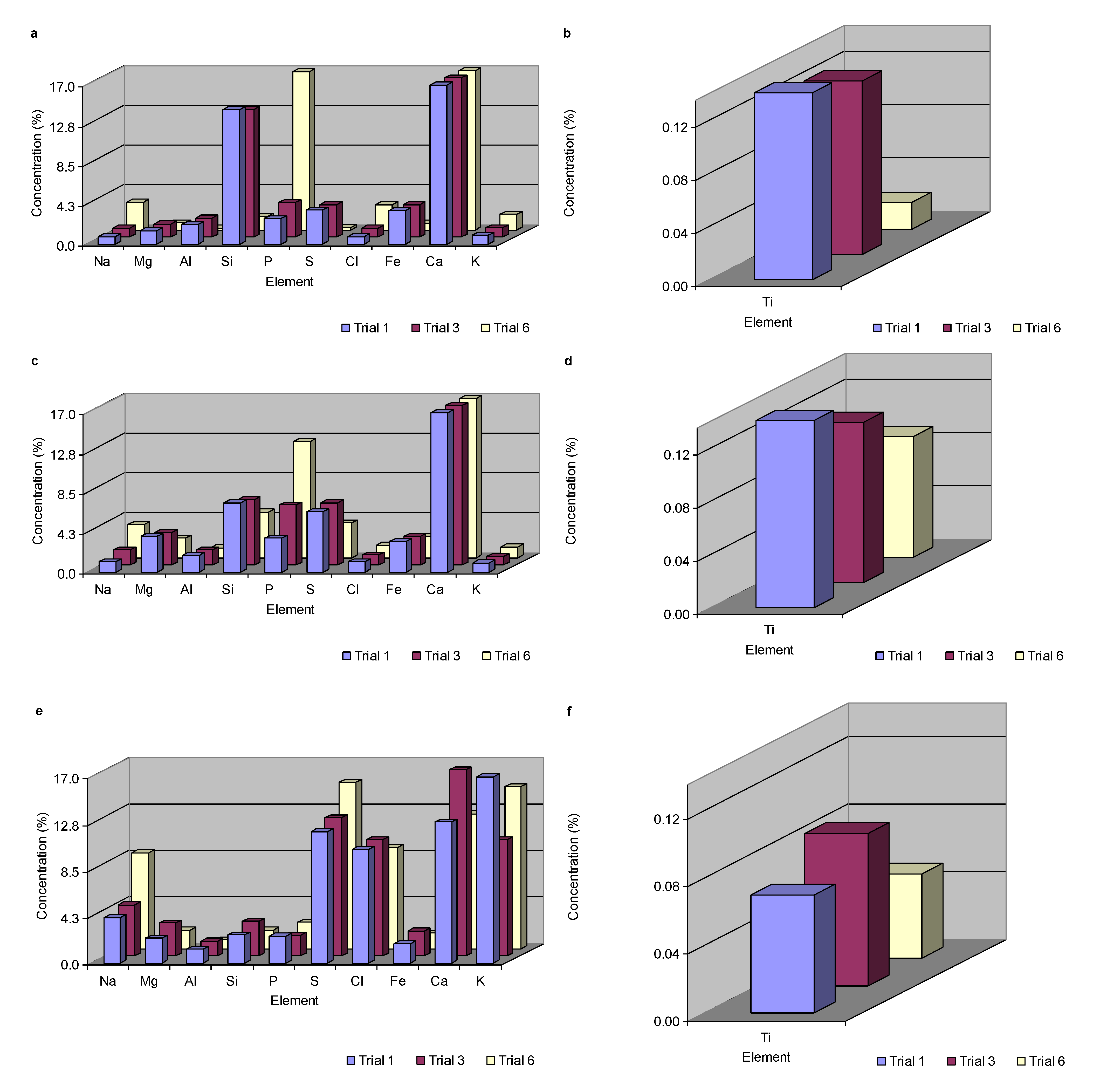
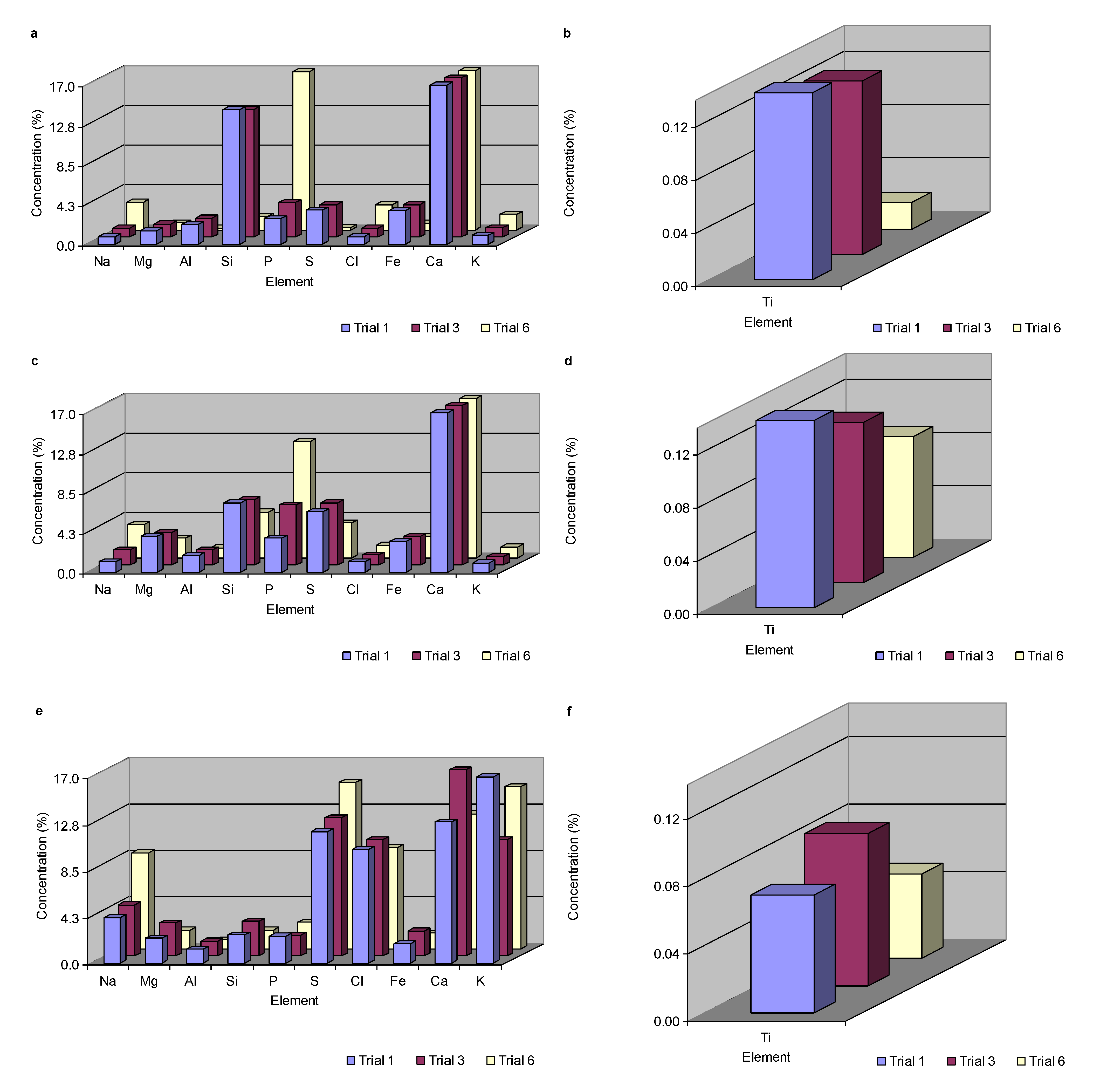
2.5. Ash analysis
The concentrations of important elements in fuel mixture, cyclone and filter ashes and in some bed ashes (including carbon) were analyzed by XRF-analysis method at VTT Chemical Technology (Outokumpu, Finland).
The Toxicity Characteristic Leaching Procedure (TCLP) was carried out to determine the mobility of analytes present in the ashes,
i.e., in order to estimate the risk of loss of elements to the ground water. The procedure was carried out according to the standard TCLP method 1311 [
19]. TCLP trials were conducted for cyclone ash, dust collector ash and bed material samples. From colatures the mercury of the samples has been determined by PSA-analyzer cold vapour method and phosphorus (P) has been analyzed according to Finnish standard SFS 3026 [
20]. Other metals have been determined using a Perkin-Elmer SIMAA 6000 graphite furnace atomic absorption spectrophotometer (Perkin-Elmer, USA).
The metal analyses of leaching trials were carried out at VTT Energy with the XRF-analysis of fuels and ashes completed at VTT Chemical Technology (Outokumpu, Finland).
4. Conclusions
CO content was quite low varying mainly in the range of 10 to 60 ppm, except for trial 6 when 100% MBM was combusted. Slightly higher CO content (189 ppm) may be due to higher volatile content of MBM and to the simultaneously lower freeboard temperature. Sulphur dioxide content was in the range of 30–80 ppm during co-combustion. In trial 6, SO2 content is higher due to the local reducing atmosphere where sulphates might decompose.
Emissions were mainly below the limits stated in the IPC Guidance Note for combustion of MBM. In all trials conversion of sulphur to SO2 was very low, but SO2 emissions were over the limit of 50 mg/m3. Therefore in order for such a facility to operate an SO2 abatement strategy must be introduced. The inclusion of a suitable sorbent such as limestone should reduce the SO2 to below the limit required. Concentrations of NOx in flue gases were also low when taking the high nitrogen content of the fuels into account. NOx emissions were below the limit of 300 mg/m3 in every trial. The HCl contents in the flue gases varied near the limit of 30 mg/m3 and VOCs contents were clearly below the limit of 20 mg/m3. Amino acids were not found in any flue gas and ash samples. All the concentrations were below the determination limit of analysis method. Analyzed dioxins (PCDD/PCDF) concentration of flue gas was 0.41 ng/m3 N, and its limit is 1 ng/m3. The concentrations of other analyzed hydrocarbonates were also low.
During the trials bed agglomeration and ash melting occurred only once. This took place when the fuel mixture contained 35% of MBM and the combustion temperature was 880 °C. The melting of ash caused bed agglomeration and fluidization ceased. The main reason for bed slagging was melting of calcium phosphate. Fluidization problems such as bed agglomeration and ash sintering can be avoided when bed temperature is about 850 °C and share of the MBM is not more than 20%. In conclusion the results of this study indicate that a BFB reactor can, under optimum conditions, be operated within emission limits when MBM is used as a co-fuel with peat.



{kind=link}
{kind=link}