




Optimization of Biomass to Bio-Syntetic Natural Gas Production: Modeling and Assessment of the AIRE Project Plant Concept

 , , , ,
, , , , 

Abstract
1. Introduction
2. Material and Methods
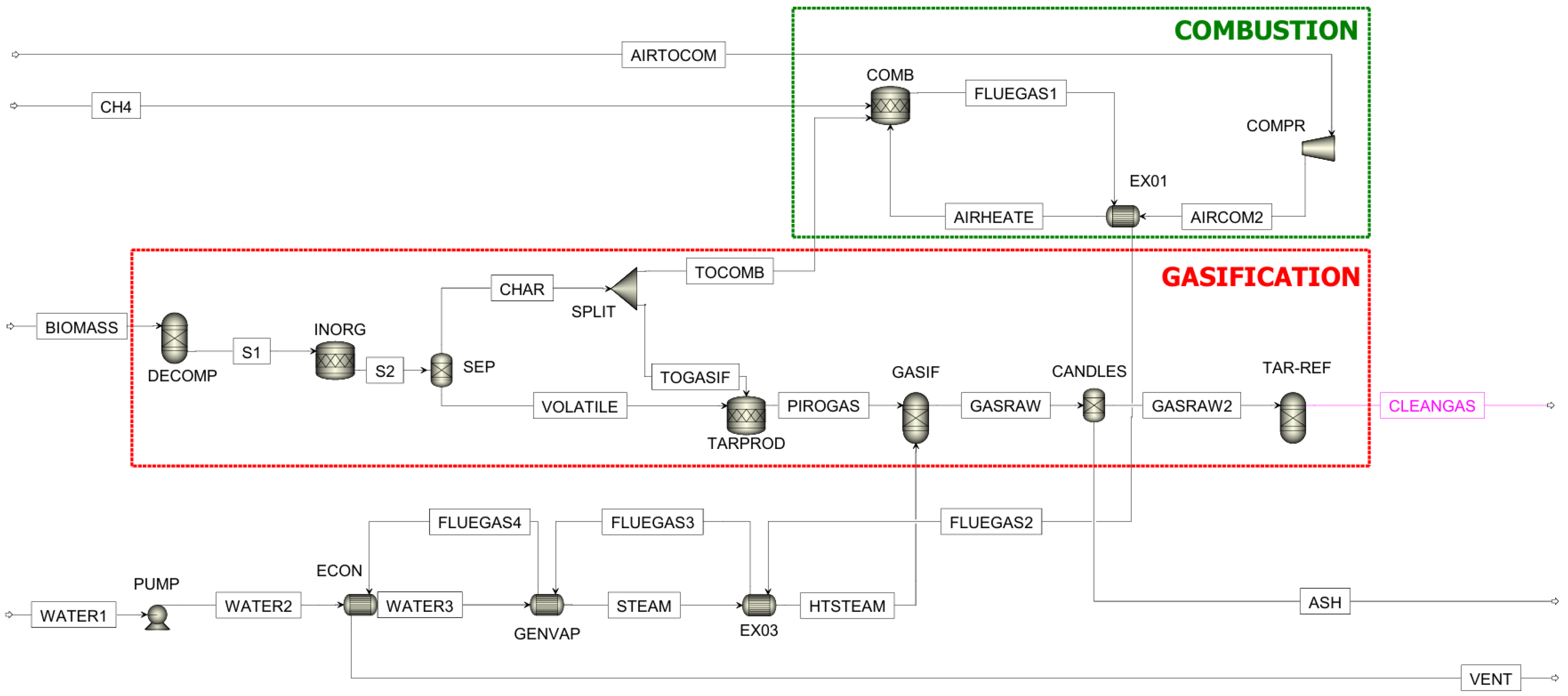
2.1. Gasification Process Simulation
Gasification Reactions
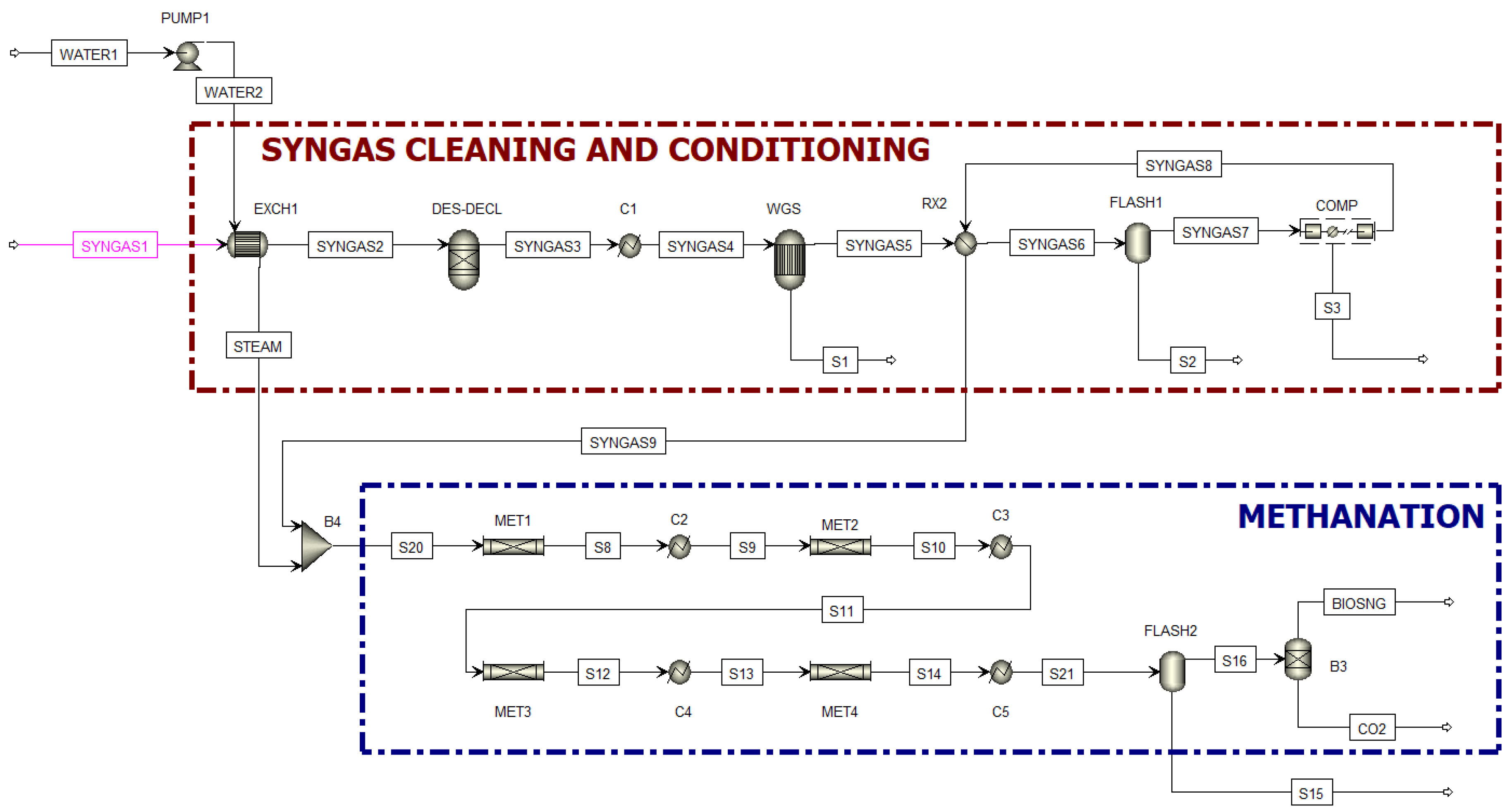
2.2. Methanation Process Simulation
Methanation Reaction
2.3. Parameters for the Performance Evaluation
2.4. Optimization Strategies
- Investigate the thermal feasibility by analyzing the operative temperatures to avoid thermal crossovers and ensure adequate driving force for heat exchange.
- Investigate the energy feasibility by analyzing the energy demand of each thermal operation.
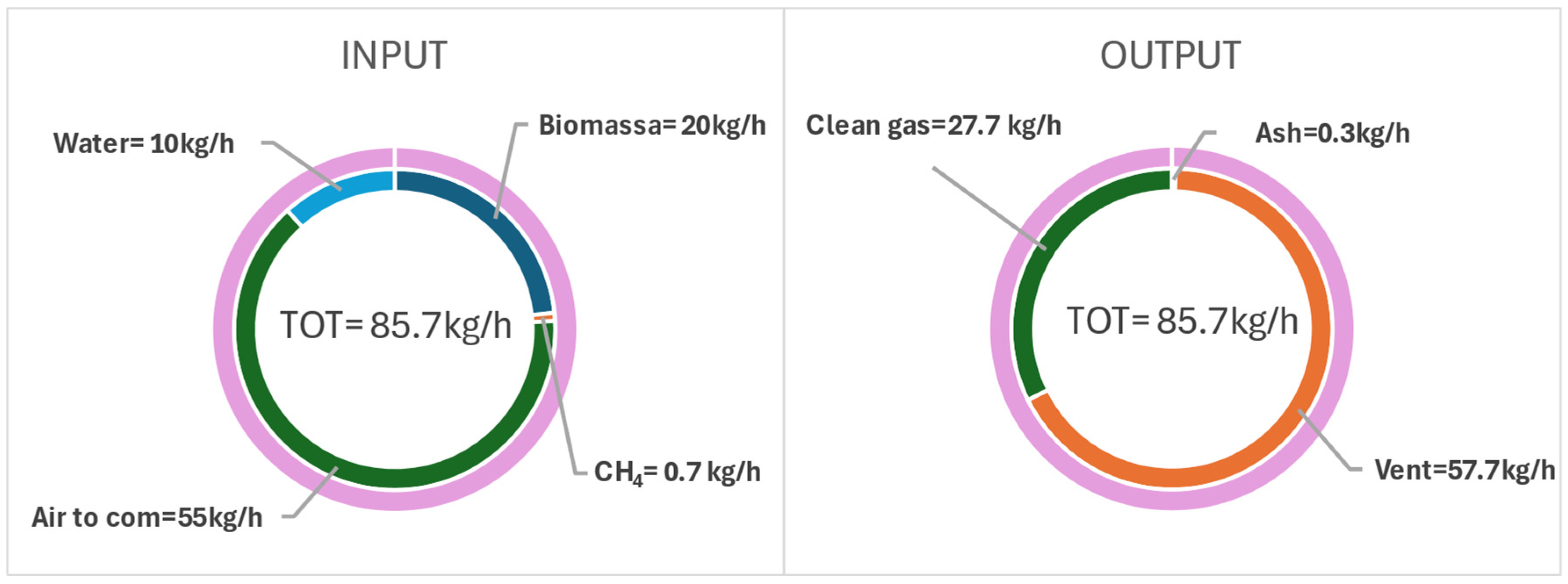
3. Results
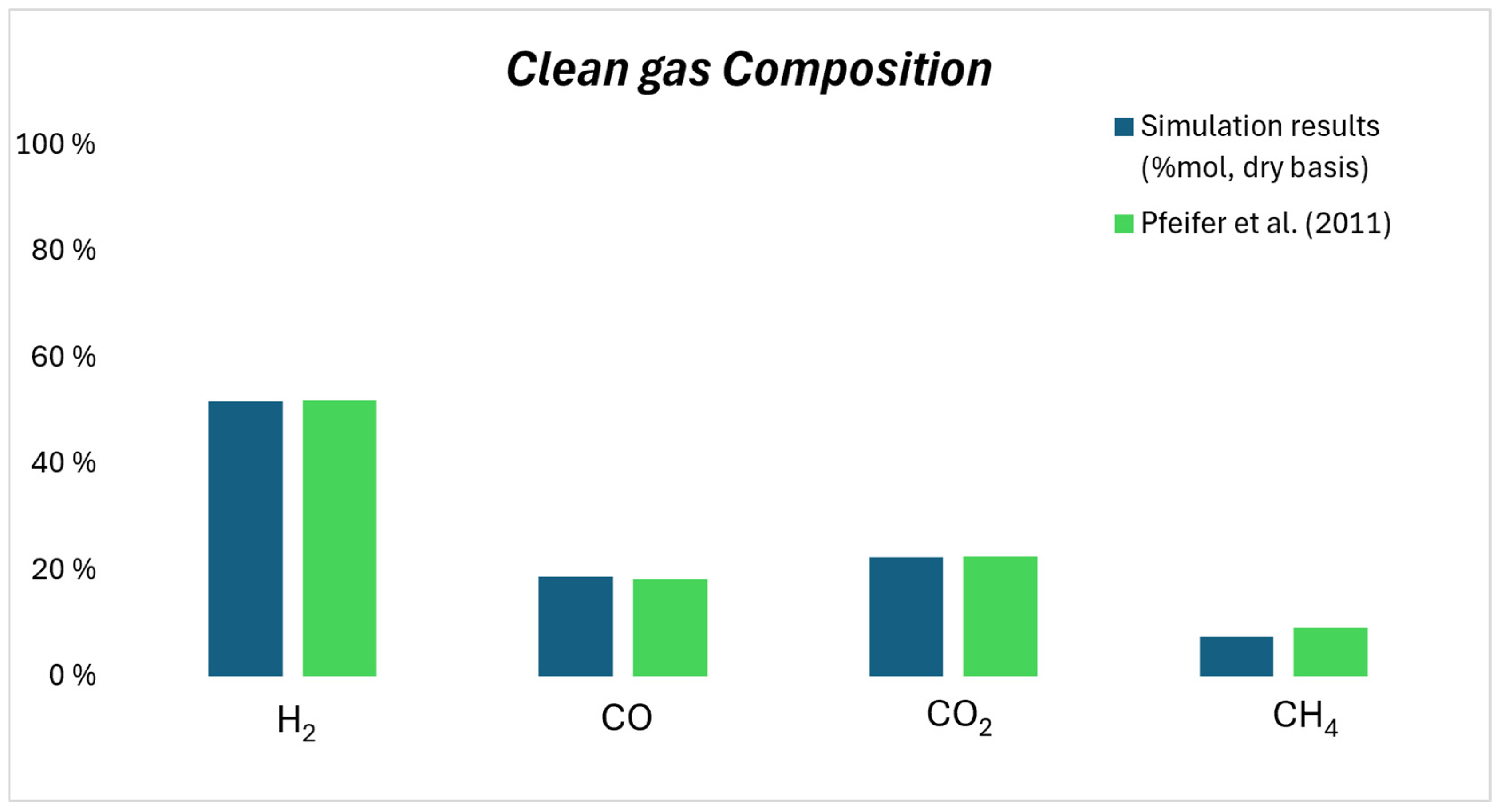
3.1. Gasification Results
3.2. Methanation Results
3.3. Optimization Results
- ➢
- Thermal recovery: Heat is recovered between methanation reactors, thereby reducing thermal losses.
- ➢
- Efficient sensible heat utilization: A portion of the sensible heat from the syngas exiting the gasification block is used to superheat the steam for gasification.
- ➢
- Flue gas optimization: The sensible heat of the flue gas exiting the burner is used to preheat the air entering the combustor, potentially reducing or even eliminating the need for auxiliary fuel.
- DFB gasification with direct methanation of the DFB product gas (case I).
- Methanation starting from DFB gasification supported by external hydrogen in the product gas (cases II and III).
- DFB gasification with in-situ CO2 removal (SER process) and direct methanation (case IV).
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AIRE | Advanced integration for renewable energies |
| Bio-SNG | Bio-synthetic natural gas |
| CC | Carbon conversion |
| CFB | Circulating fluidized bed |
| CGE | Cold gas efficiency |
| DFB | Dual fluidized bed |
| Fi | Flow rate (kg/h) of species i |
| HHV | High heating value |
| ICE | Internal combustion engine |
| IEA | International energy agency |
| PR-BM | Peng-Robinson with Boston–Mathias alpha |
| RES | Renewable energy source |
| SER | Sorption-enhanced reforming |
| S/B | Steam-to-biomass |
| WC | Water conversion |
| WGS | Water–gas shift |
| WMO | Word Meteorological Organization |
References
- World Meteorological Organization (WMO). State of the Global Climate 2023; WMO: Geneva, Switzerland, 2024. [Google Scholar]
- Gu, D.; Andreev, K.; Dupre, M.E. Major Trends in Population Growth Around the World. China CDC Wkly. 2021, 3, 604–613. [Google Scholar] [CrossRef] [PubMed]
- United Nations. World Population Prospects 2024: Summary of Results; United Nations: New York, NY, USA, 2024. [Google Scholar]
- Harjanne, A.; Korhonen, J.M. Abandoning the concept of renewable energy. Energy Policy 2019, 127, 330–340. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; Hartge, E.-U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Dees, M.; Elbersen, B.; Fitzgerald, J.; Vis, M.; Ramirez-Almeyda, J.; Glavonjic, B.; Staritsky, I.; Verkerk, H.; Monti, A.; Datta, P.; et al. S2Biom Project Grant Agreement n°608622 D1.1 Roadmap for Regional End-Users on How to Collect, Process, Store and Maintain Biomass Supply Data Delivery of Sustainable Supply of Non-Food Biomass to Support a “Resource-Efficient” Bioeconomy in Europe; Institute of Forest Sciences, University of Freiburg: Freiburg, Germany, 2017. [Google Scholar]
- Li, S.; Xu, S.; Liu, S.; Yang, C.; Lu, Q. Fast pyrolysis of biomass in free-fall reactor for hydrogen-rich gas. Fuel Process. Technol. 2004, 85, 1201–1211. [Google Scholar] [CrossRef]
- Gallifuoco, A.; Papa, A.A.; Spera, A.; Taglieri, L.; Di Carlo, A. Dynamics of liquid-phase platform chemicals during the hydrothermal carbonization of lignocellulosic biomass. Bioresour. Technol. Rep. 2022, 19, 101177. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Shukla, S.K. A review on recent gasification methods for biomethane gas production. Int. J. Energy Eng. 2016, 6, 32–43. [Google Scholar] [CrossRef]
- Papa, A.A.; Bartolucci, L.; Cordiner, S.; Di Carlo, A.; Mele, P.; Mulone, V.; Vitale, A. The effect of pyrolysis temperature on the optimal conversion of residual biomass to clean syngas through fast-pyrolysis/steam gasification integration. Int. J. Hydrogen Energy 2024, 95, 1316–1327. [Google Scholar] [CrossRef]
- Palone, O.; Ramezani, R.; Navarro, C.; Di Felice, L.; Borello, D.; Grasa, G.; Gallucci, F. On the reduction of NiFe/Al2O3 oxygen carrier in high-pressure chemical looping applications. Int. J. Hydrogen Energy 2024, 49, 1304–1317. [Google Scholar] [CrossRef]
- Rey, J.R.C.; Longo, A.; Rijo, B.; Pedrero, C.M.; Tarelho, L.A.C.; Brito, P.S.D.; Nobre, C. A review of cleaning technologies for biomass-derived syngas. Fuel 2024, 377, 132776. [Google Scholar] [CrossRef]
- Di Carlo, A.; Savuto, E.; Foscolo, P.U.; Papa, A.A.; Tacconi, A.; Del Zotto, L.; Aydin, B.; Bocci, E. Preliminary Results of Biomass Gasification Obtained at Pilot Scale with an Innovative 100 kWth Dual Bubbling Fluidized Bed Gasifier. Energies 2022, 15, 4369. [Google Scholar] [CrossRef]
- Papa, A.A.; Tacconi, A.; Savuto, E.; Ciro, E.; Hatunoglu, A.; Foscolo, P.U.; Del Zotto, L.; Aydin, B.; Bocci, E.; Di Carlo, A. Performance evaluation of an innovative 100 kWth dual bubbling fluidized bed gasifier through two years of experimental tests: Results of the BLAZE project. Int. J. Hydrogen Energy 2023, 48, 27170–27181. [Google Scholar] [CrossRef]
- Marchetti, L.; Guastaferro, M.; Annunzi, F.; Tognotti, L.; Nicolella, C.; Vaccari, M. Two-stage thermal pyrolysis of plastic solid waste: Set-up and operative conditions investigation for gaseous fuel production. Waste Manag. 2024, 179, 77–86. [Google Scholar] [CrossRef] [PubMed]
- Enebe, N.L.; Chigor, C.B.; Obileke, K.; Lawal, M.S.; Enebe, M.C. Biogas and Syngas Production from Sewage Sludge: A Sustainable Source of Energy Generation. Methane 2023, 2, 192–217. [Google Scholar] [CrossRef]
- Rauch, R.; Hrbek, J.; Hofbauer, H. Biomass gasification for synthesis gas production and applications of the syngas. Wiley Interdiscip Rev. Energy Environ. 2014, 3, 343–362. [Google Scholar] [CrossRef]
- Materazzi, M.; Taylor, R.; Cozens, P.; Manson-Whitton, C. Production of BioSNG from waste derived syngas: Pilot plant operation and preliminary assessment. Waste Manag. 2018, 79, 752–762. [Google Scholar] [CrossRef] [PubMed]
- Johansson, M.T. Bio-synthetic natural gas as fuel in steel industry reheating furnaces—A case study of economic performance and effects on global CO2 emissions. Energy 2013, 57, 699–708. [Google Scholar] [CrossRef]
- Thunman, H.; Seemann, M.; Vilches, T.B.; Maric, J.; Pallares, D.; Ström, H.; Berndes, G.; Knutsson, P.; Larsson, A.; Breitholtz, C.; et al. Advanced biofuel production via gasification—Lessons learned from 200 man-years of research activity with Chalmers’ research gasifier and the GoBiGas demonstration plant. Energy Sci. Eng. 2018, 6, 6–34. [Google Scholar] [CrossRef]
- Bartik, A.; Benedikt, F.; Fuchs, J.; Hofbauer, H.; Müller, S. Experimental investigation of hydrogen-intensified synthetic natural gas production via biomass gasification: A technical comparison of different production pathways. Biomass Convers Biorefin. 2024, 14, 23091–23110. [Google Scholar] [CrossRef]
- Ciccone, B.; Murena, F.; Ruoppolo, G.; Urciuolo, M.; Brachi, P. Methanation of syngas from biomass gasification: Small-scale plant design in Aspen Plus. Appl. Therm. Eng. 2024, 246, 122901. [Google Scholar] [CrossRef]
- Wan, H.; Feng, F.; Yan, B.; Liu, J.; Chen, G.; Yao, J. Methanation of syngas from biomass gasification in a dual fluidized bed: An Aspen plus modeling. Energy Convers Manag. 2024, 318, 118902. [Google Scholar] [CrossRef]
- Luca del Zotto, Progetto AIRE, le Potenzialità Delle Biomasse Residuali. 2021. Available online: https://www.rinnovabili.it/energia/biomassa/progetto-aire-potenzialita-biomasse-residuali/ (accessed on 15 January 2025).
- Kuczynski, S.; Łaciak, M.; Olijnyk, A.; Szurlej, A.; Włodek, T. Thermodynamic and technical issues of hydrogen and methane-hydrogen mixtures pipeline transmission. Energies 2019, 12, 569. [Google Scholar] [CrossRef]
- Green, D.W.; Perry, R.H. Perry’s Chemical Engineers’ Handbook, 8th ed.; McGraw-Hill Education: Berkshire, UK, 2008; Available online: https://www.accessengineeringlibrary.com/content/book/9780071422949 (accessed on 18 December 2024).
- Alptekin, F.M.; Celiktas, M.S. Review on Catalytic Biomass Gasification for Hydrogen Production as a Sustainable Energy Form and Social, Technological, Economic, Environmental, and Political Analysis of Catalysts. ACS Omega 2022, 7, 24918–24941. [Google Scholar] [CrossRef] [PubMed]
- Murakami, T.; Xu, G.; Suda, T.; Matsuzawa, Y.; Tani, H.; Fujimori, T. Some process fundamentals of biomass gasification in dual fluidized bed. Fuel 2007, 86, 244–255. [Google Scholar] [CrossRef]
- Li, Y.H.; Chen, Z.; Watkinson, P.; Bi, X.; Grace, J.; Lim, C.J.; Ellis, N. A novel dual-bed for steam gasification of biomass. Biomass Convers. Biorefin. 2018, 8, 357–367. [Google Scholar] [CrossRef]
- Colelli, L.; Verdone, N.; Bassano, C.; Segneri, V.; Vilardi, G. Optimization of Power to Gas system with cooled reactor for CO2 methanation: Start-up and shut-down tests with Ru-based and Ni-based kinetics. Energy 2024, 312, 133554. [Google Scholar] [CrossRef]
- Dimian, A.C.; Bildea, C.S.; Kiss, A.A. Introduction in Process Simulation. Comput. Aided Chem. Eng. 2014, 35, 35–71. [Google Scholar] [CrossRef]
- Solís, A.; Rocha, S.; König, M.; Adam, R.; Garcés, H.O.; Candia, O.; Muñoz, R.; Azócar, L. Preliminary assessment of hazelnut shell biomass as a raw material for pellet production. Fuel 2023, 333, 126517. [Google Scholar] [CrossRef]
- ASTM D5373-93 (1997); Standard Methods for Instrumental Determination of Carbon, Hydrogen, and Nitrogen in Laboratory Samples of Coal and Coke. ASTM International: West Conshohocken, PA, USA, 1993.
- ASTM D4239-18e1; Standard Test Method for Sulfur in the Analysis Sample of Coal and Coke Using High-Temperature Tube Furnace Combustion. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D2361-95; Standard Test Method for Chlorine in Coal. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D7582-15; Standard Test Methods for Proximate Analysis of Coal and Coke by Macro Thermogravimetric Analysis. ASTM: West Conshohocken, PA, USA, 2015.
- Boie, W. Fuel Technology calculations. Energietechnik 1952, 3, 309–316. [Google Scholar]
- Fercher, E.; Hofbauer, H.; Fleck, T.; Rauch, R.; Veronik, G. Two Years Experience with the Ficfb-Gasification Process. In Biomass for Energy and Industry, Proceedings of the 10th European Conference and Technology Exhibition Biomass for Energy and Industry, Würzburg, Germany, 8–11 June 1998; Commission of the European Communities: Brussels, Belgium, 1998. [Google Scholar]
- Puig-Gamero, M.; Pio, D.T.; Tarelho, L.A.C.; Sánchez, P.; Sanchez-Silva, L. Simulation of biomass gasification in bubbling fluidized bed reactor using aspen plus®. Energy Convers Manag 2021, 235, 113981. [Google Scholar] [CrossRef]
- Marcantonio, V.; Bocci, E.; Monarca, D. Development of a Chemical Quasi-Equilibrium Model of Biomass Waste Gasification in a Fluidized-Bed Reactor by Using Aspen Plus. Energies 2020, 13, 53. [Google Scholar] [CrossRef]
- El-Rub, Z.A.; Bramer, E.A.; Brem, G. Experimental comparison of biomass chars with other catalysts for tar reduction. Fuel 2008, 87, 2243–2252. [Google Scholar] [CrossRef]
- Rapagnà, S.; Jand, N.; Kiennemann, A.; Foscolo, P.U. Steam-gasification of biomass in a fluidised-bed of olivine particles. Biomass Bioenergy 2000, 19, 187–197. [Google Scholar] [CrossRef]
- Han, J.; Liang, Y.; Hu, J.; Qin, L.; Street, J.; Lu, Y.; Yu, F. Modeling downdraft biomass gasification process by restricting chemical reaction equilibrium with Aspen Plus. Energy Convers. Manag. 2017, 153, 641–648. [Google Scholar] [CrossRef]
- Doherty, W.; Reynolds, A.; Kennedy, D. The effect of air preheating in a biomass CFB gasifier using ASPEN Plus simulation. Biomass Bioenergy 2009, 33, 1158–1167. [Google Scholar] [CrossRef]
- Lahijani, P.; Zainal, Z.A.; Mohammadi, M.; Mohamed, A.R. Conversion of the greenhouse gas CO2 to the fuel gas CO via the Boudouard reaction: A review. Renew. Sustain. Energy Rev. 2015, 41, 615–632. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Bruno, J.C.; Coronas, A. Review and analysis of biomass gasification models. Renew. Sustain. Energy Rev. 2010, 14, 2841–2851. [Google Scholar] [CrossRef]
- Rönsch, S.; Schneider, J.; Matthischke, S.; Schlüter, M.; Götz, M.; Lefebvre, J.; Prabhakaran, P.; Bajohr, S. Review on methanation—From fundamentals to current projects. Fuel 2016, 166, 276–296. [Google Scholar] [CrossRef]
- Gao, J.; Wang, Y.; Ping, Y.; Hu, D.; Xu, G.; Gu, F.; Su, F. A thermodynamic analysis of methanation reactions of carbon oxides for the production of synthetic natural gas. RSC Adv. 2012, 2, 2358–2368. [Google Scholar] [CrossRef]
- Stangeland, K.; Kalai, D.; Li, H.; Yu, Z. CO2 Methanation: The Effect of Catalysts and Reaction Conditions. In Energy Procedia; Elsevier: Amsterdam, The Netherlands, 2017; pp. 2022–2027. [Google Scholar] [CrossRef]
- Vitale, A.; Papa, A.A.; Iannello, S.; Ciro, E.; Hatunoglu, A.; Corradetti, V.; Rovelli, N.; Foscolo, P.U.; Di Carlo, A. Devolatilization of Polypropylene Particles in Fluidized Bed. Energies 2023, 16, 6324. [Google Scholar] [CrossRef]
- Pfeifer, C.; Koppatz, S.; Hofbauer, H. Catalysts for dual fluidised bed biomass gasification-an experimental study at the pilot plant scale. Biomass Convers. Biorefin. 2011, 1, 63–74. [Google Scholar] [CrossRef]
- Taylor, D.G.; Taylor, D.; Raju, A. Renewable Syngas Methanation; California Energy Commission: Sacramento, CA, USA, 2024.
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Analysis | Proximate Analysis | ||
|---|---|---|---|
| Ash (wt.%dry) | 1.20 | Moisture (wt.%) | 7.90 |
| Carbon (wt.%dry) | 50.96 | Fixed Carbon (wt.%dry) | 23.3 |
| Hydrogen (wt.%dry) | 5.72 | Volatile Matter (wt.%dry) | 75.5 |
| Nitrogen (wt.%dry) | 0.42 | Ash (wt.%dry) | 1.20 |
| Chlorine (wt.%dry) | 0.02 | ||
| Sulfur (wt.%dry) | 0.03 | HHV (MJ/kg) | 19.27 |
| Oxygen (wt.%dry) | 41.65 | ||
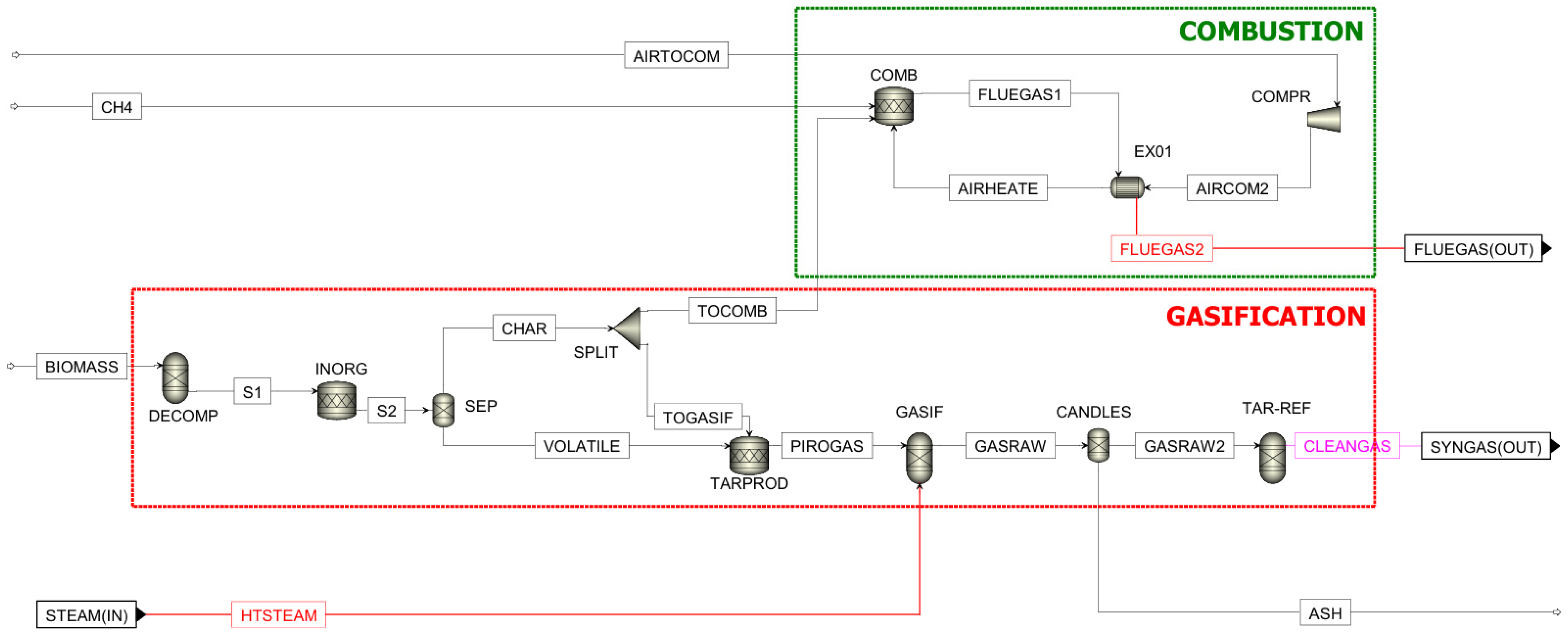
| ASPEN Plus® Unit | Block ID | Description |
|---|---|---|
| RYIELD | DECOMP | Converts the non-conventional stream “BIOMASS” into conventional components, from which weight fraction is calculated according to biomass characterization. |
| RSTOIC | INORG | Converts the inorganic components of the biomass (N2, S, Cl) into syngas contaminants (NH3, H2S, HCL). |
| TARPROD | Simulates tar content produced during the process by establishing the conversion of C and H2 obtained in the previous step. | |
| COMB | Converts char and CH4 to produce energy for gasification. | |
| SEP | SEP | Separates char from volatile compounds. |
| CANDLES | Separates ashes from the raw gas. | |
| RGIBBS | GASIF | Produces gaseous fuel. |
| TAR-REF | Produces H2 from tar. | |
| FSPLIT | SPLIT | Divides the char stream, sending some to the combustion chamber and some to the TARPROD reactor. |
| COMPR | COMPAIR | Isentropic compressor that exerts slight overpressure. |
| HEATX | EX01 | Recovers the sensible heat in the flue gas leaving the combustor by bringing the air to combustion temperature. |
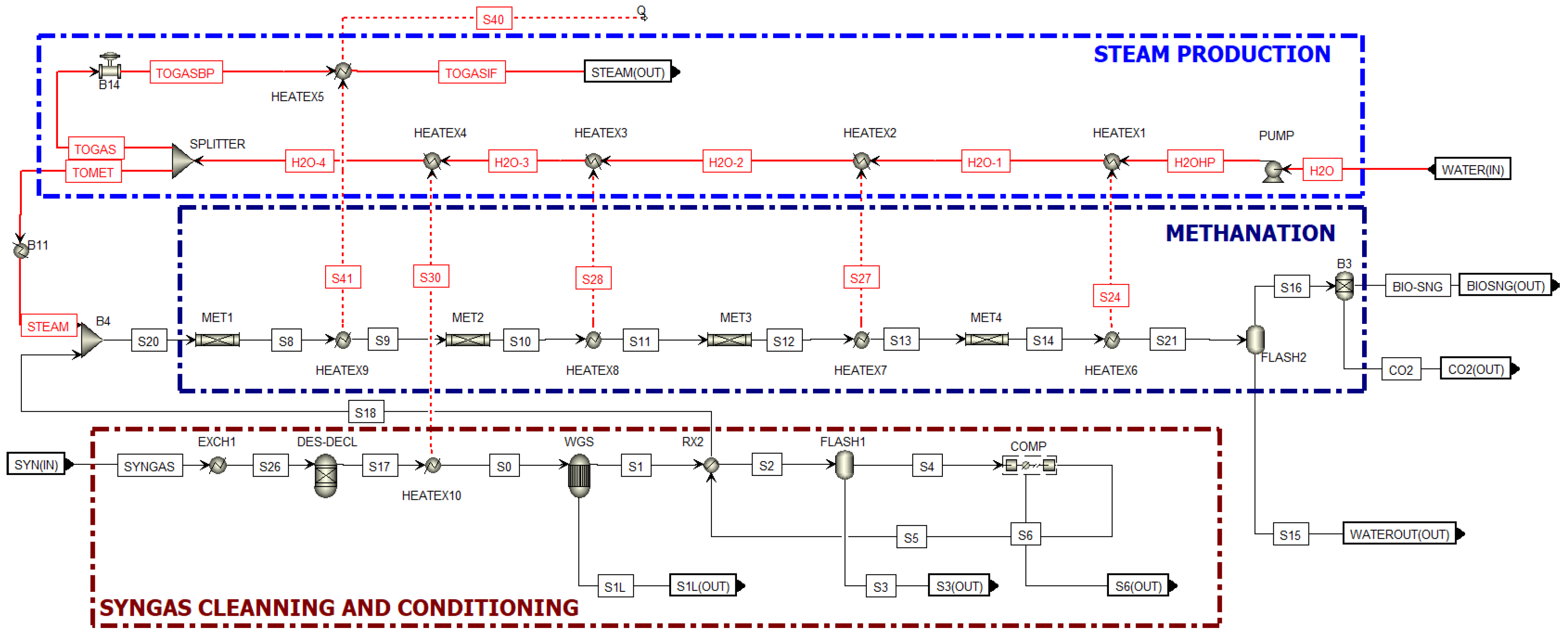
| ASPEN Plus® Unit | Block ID | Description |
|---|---|---|
| RGIBBS | DES-DECL | Removes H2S and HCl. |
| REQUIL | WGS | Adiabatic reactor where the WGS reaction takes place. |
| RPLUG | MET1, MET2, MET3, MET4 | Adiabatic reactors where the Bio-SNG is produced. |
| PUMP | PUMP1 | Water is pressurized from 1 to 20 atm. |
| HEATX | EXCH1, C1, RX2, C2, C3, C4, C5 | Heat exchanger. |
| FLASH | FLASH1–FLASH2 | Flash separator used to separate water from the gas. |
| SEP | B3 | Separator for CO2 removal from Bio-SNG. |
| MCOMPR | COMP | Gas undergoes methanation and is compressed from 1 to 20 atm. |
| MIXER | B4 | Gas and steam are mixed before entering the methanators. |
| H2 (wt.%) | H2O (wt.%) | O2 (wt.%) | C (wt.%) | N2 (wt.%) | S (wt.%) | Cl (wt.%) | Ash (wt.%) |
|---|---|---|---|---|---|---|---|
| 5.27 | 7.90 | 38.36 | 46.93 | 0.39 | 0.03 | 0.02 | 1.11 |
| T (°C) | 612 |
| H2 (mol.%, dry basis) | 51.6% |
| CO (mol.%, dry basis) | 18.7% |
| CO2 (mol.%, dry basis) | 22.3% |
| CH4 (mol.%, dry basis) | 7.4% |
| HHV (MJ/kg) | 12.25 |
| Stream | Temperature (°C) | Energy Content (kW) | Sensible Heat (kW) | |
|---|---|---|---|---|
| INPUT | Biomass | 25 | 100.03 | - |
| Methane | 25 | 10.80 | - | |
| OUTPUT | Vent | 88.06 | 1.56 | |
| Clean gas | 612 | 93.75 | 12.78 | |
| Ash | 850 | 1.85 | 0.05 |
| Block Name | Energy Duty (kW) |
|---|---|
| DECOMP | 38.14 |
| TARPROD | 0.05 |
| GASIF | −20.7 |
| COMB | −18.41 |
| INORG | −0.10 |
| H2 (%mol) | CO (%mol) | CO2 (%mol) | CH4 (%mol) | H2O (%mol) | N2 (%mol) | HHV (MJ/kg) |
|---|---|---|---|---|---|---|
| 10.4 | 0.4 | 4.2 | 83.8 | 0.7 | 0.6 | 48.9 |
| Stream | Temperature (°C) | Energy Content (kW) | Sensible Heat (kW) | |
|---|---|---|---|---|
| INPUT | Clean gas | 612 | 94.56 | 12.78 |
| OUTPUT | Bio-SNG | 40.0 | 79.63 | 0.01 |
| Block Name | Energy Duty (kW) |
|---|---|
| C1 (heater) | −2.36 |
| FLASH1 | −1.73 |
| C2 (heater) | −5.77 |
| C3 (heater) | −0.82 |
| C4 (heater) | −3.44 |
| C5 (heater) | −3.49 |
| FLASH2 (Flash) | −9.01 |
| B3 (Sep) | −0.03 |
| Stream | Water2 | Water3 | Steam | HTSTEAM |
|---|---|---|---|---|
| From | Pump | ECONOM | GENVAP | EX03 |
| To | ECONOM | GENVAP | EX03 | GASIF |
| Temperature (°C) | 20 | 112 | 112 | 450 |
| Heat duty (kW) | 1.16 | 6.4 | 1.88 |
| Stream | S8 | S9 | S10 | S11 | S12 | S13 | S14 | S21 |
|---|---|---|---|---|---|---|---|---|
| From | MET1 | C2 | MET2 | C3 | MET3 | C4 | MET4 | C5 |
| To | C2 | MET2 | C3 | MET3 | C4 | MET4 | C5 | FLASH2 |
| Temperature (°C) | 630.7 | 290 | 342 | 290 | 504.2 | 290 | 385.5 | 150.5 |
| Stream | Temperature (°C) | Energy Content (kW) | Sensible Heat (kW) | |
|---|---|---|---|---|
| INPUT | Biomass | 25 | 100.03 | - |
| OUTPUT | Flue gas | 105 | - | 1.27 |
| Clean gas | 615.1 | 94.56 | 12.78 | |
| Ash | 850 | 1.85 | 0.05 | |
| Bio-SNG | 40 | 79.62 | 0.01 |
| Block Name | Heat Duty (kW) |
|---|---|
| DECOMP | 38.19 |
| TARPROD | 0.05 |
| GASIF | −21.56 |
| COMB | −17.89 |
| INORG | −0.10 |
| B13 (heater) | −2.14 |
| B12 (heater) | −3.56 |
| FLASH1 | −1.73 |
| FLASH2 (Flash) | −9.49 |
| B3 (Sep) | −0.03 |
| B11 (heater) | 0.50 |
| CGEGasification | 94% |
| CGEMethanation | 84% |
| CGEOverall | 79% |
| Syngas yield wet | 1.78 | Nm3Syngas/kgBio |
| Syngas yield dry | 1.43 | Nm3Syngas/kgBio |
| Bio-SNG yield | 0.29 | Nm3Bio-SNG_dry/Nm3CleanGas_dry |
| Overall Bio-SNG yield | 0.41 | Nm3Bio-SNG_dry/kgBio |
| Bio-SNG methane content | 83.9 | vol.% |
| (Equation (18)) | 84.2 | - |
| (Equation (19)) | 79.6 | - |
| Bartik et al. [22] | Wan et al. [24] | |||||
|---|---|---|---|---|---|---|
| Aspen Plus Modeling | Experimental Investigation | ASPEN Plus Modeling | ||||
| (Case I) | (Case II) | (Case III) | (Case IV) | |||
| CGE (Equation (15)) | 79% | 58% | 58–59% | 58–59% | 66% | 61% |
| CH4 (vol.%) | 85.5% | 42.0% | 62.40% | 58.80% | 70.00% | 96.11% |
| CO (vol.%) | 0.3% | 0% | 0.3% | 0.3% | 0.3% | 0.00% |
| CO2 (vol.%) | 4.1% | 46.0% | 11.0% | 6.0% | 17.7% | 3.47% |
| H2 (vol.%) | 10.2% | 12.0% | 26.30% | 34.50% | 12.00% | 0.42% |
| Stechiometrich Number: SN (*) | 0.91 | 1.04 | ||||
| Methanation Temperature | 290 °C | 360 °C | 358 °C | 364 °C | 342 °C | 300 °C |
| Methanation Pressure | 10 bar | 1 bar | 1 bar | 1 bar | 1 bar | 30 bar |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Bisceglie, E.; Papa, A.A.; Vitale, A.; Pasqual Laverdura, U.; Di Carlo, A.; Bocci, E. Optimization of Biomass to Bio-Syntetic Natural Gas Production: Modeling and Assessment of the AIRE Project Plant Concept. Energies 2025, 18, 753. https://doi.org/10.3390/en18030753
Di Bisceglie E, Papa AA, Vitale A, Pasqual Laverdura U, Di Carlo A, Bocci E. Optimization of Biomass to Bio-Syntetic Natural Gas Production: Modeling and Assessment of the AIRE Project Plant Concept. Energies. 2025; 18(3):753. https://doi.org/10.3390/en18030753
Chicago/Turabian StyleDi Bisceglie, Emanuele, Alessandro Antonio Papa, Armando Vitale, Umberto Pasqual Laverdura, Andrea Di Carlo, and Enrico Bocci. 2025. "Optimization of Biomass to Bio-Syntetic Natural Gas Production: Modeling and Assessment of the AIRE Project Plant Concept" Energies 18, no. 3: 753. https://doi.org/10.3390/en18030753
APA StyleDi Bisceglie, E., Papa, A. A., Vitale, A., Pasqual Laverdura, U., Di Carlo, A., & Bocci, E. (2025). Optimization of Biomass to Bio-Syntetic Natural Gas Production: Modeling and Assessment of the AIRE Project Plant Concept. Energies, 18(3), 753. https://doi.org/10.3390/en18030753