1. Introduction
The topic concerns the dangerous phenomenon of the bubble effect (b.e.) occurring in power transformers. The bubble effect consists of the rapid release of water vapor bubbles from the wet fibrous insulation immersed in the liquid dielectric after exceeding the critical temperature (
Figure 1). The result is an increase in pressure in the transformer tank, which may lead to the unsealing of the tank, its fire, or even an explosion. On the other hand, when bubbles are formed, there is also the risk of partial discharges appearing [
1,
2].
Research on the bubble effect in transformer insulation has been going on for almost 50 years (
Figure 2), and it is still not a fully recognized phenomenon. The first article on the b.e. was published by Kaufmann in 1977, who observed this phenomenon on distribution transformer windings and on models of coils. He concluded that a transformer in an overload state that reaches high temperature may be very vulnerable to failure caused by the presence of bubbles, and while insulation temperatures exceeded 200 °C the insulation strength decreased to almost half of its value at the rated load [
3]. Heinrich, who also studied the b.e. phenomenon on the windings of transformers in an overload state, recommended reducing the maximum Hot Spot temperature to 140 °C [
4]. Kaufmann with McMillen also investigated gas bubble evolution on a coils model of a transformer while loading it above the nameplate rating. They observed that it took about 25 min for the coil interstices to fill to capacity with gas bubbles. No major difference was observed between unaged and aged coils [
5]. Next, Kaufmann et al. in [
6] presented the basic mechanism of bubble formation. Their research showed that a transformer continuously loaded near nameplate rating has a higher critical temperature for bubble formation than a lightly loaded one, and the bubble effect starts at temperatures above 150 °C. He also noticed that in transformers the moisture content of the cellulose insulation on the hottest spot of the conductor has a minor influence on the initial temperature for bubble formation.
In 2001, Oommen and Lindgren presented fundamental work [
7] concerning the b.e. in paper insulation immersed in mineral oil. Their research was conducted on a windings’ insulation model of a transformer in an overload state, in which the temperature of the upper oil layer can reach 240 °C, and the temperature of the Hot Spot can even reach 360 °C. Oommen determined the b.e. initiation temperature as depending on the moisture content in the cellulose and also noted that this temperature can be even 50 °C lower when the oil contains dissolved gas. The fact that the presence of gas in oil has a great influence on the b.e. initiation temperature was also shown in [
8].
Studies on the bubble effect implicitly assumed that the phenomenon could occur in paper on the windings in transformers in an overload state. In article [
9], the situation of the appearance of the b.e. in a 30-year-old 160 MVA transformer was presented. There were several reasons for it: the planned repair of another transformer forced its load to be increased, the air temperature had been at 26–30 °C for many days, and one of its cooling system fans had failed. The bubbling phenomenon resulted atypically, in a few hundred liters of oil being forced out of the transformer through its tap changer dehumidifier (the barrier separating oil in the tap changer from the oil in the rest of the transformer was damaged by the high difference in its pressure). Such a large amount of forced-out oil cannot be explained by the appearance of the b.e. in the paper insulation alone. The moisture content in its cellulose insulation (determined after the incident) with the use of the RVM and PDC methods was 3.2%. In accordance with IEEE standard 62-1995 [
10], the insulation was classified in the “wet” group (2–4% moisture content). Due to the unprofitability of drying, the transformer was scrapped. This case indicates that the bubble effect may appear not only in insulation paper in the Hot Spot area but also in the pressboard, whose mass in transformers is many times greater.
Research on the bubble effect in aged, moist cellulose insulation immersed in mineral oil is presented in [
11,
12,
13,
14]. Their authors proved that the inception temperature of the phenomenon for aged paper is lower than for new ones. Unfortunately, there are a relatively large number of such transformers, as shown by the results of research carried out, for example, in Poland, Germany and Sweden [
15].
As shown in
Figure 2, research on the b.e. has been conducted by other researchers. Koch and Tenbohlen in [
16] concluded that this phenomenon depends on moisture content in paper, paper quality, and paper and oil aging.
Recently research on the b.e. is also being conducted for materials other than cellulose and mineral oil. For example, Perkasa, in his research [
17], investigated the bubble effect in vegetable oil, and publications [
18,
19,
20] present the investigation results for aramid-based materials immersed in mineral oil and natural ester. Moreover, similar studies on this phenomenon are carried out in bushing insulators [
21].
Summarizing, the literature review on the b.e., one may obtain the impression that this phenomenon can occur in an overload state of transformers only. In other words, the bubble effect, known today, generally occurs in the hottest places (Hot Spots) of the insulation system. These are the areas where the winding metal is in contact with the insulation paper. In a transformer in an overload state with a distinct temperature distribution, a Hot Spot may appear in the upper area of the unit. In this area the insulation moisture is the lowest, but temperature may have an absolutely high, dangerous value. In a transformer without a clear temperature distribution, the most dangerous area may be in its lower part. There is cellulose with higher moisture. It can be even two times higher than in its higher part [
22]. It should not be forgotten that the inception temperature of the b.e. in old insulation is reduced. For this reason, in old and very moist transformers b.e. may appear even when they are loaded with nominal power only [
23].
The assessment of the risk of the b.e. appearing in a given transformer is difficult. It depends on two important factors: the moisture of the cellulose and its temperature. In transformers there are usually no equilibrium states—there is a radial and axial distribution of moisture. For this reason (but not only), different methods of moisture content in solid insulation assessment (DFR, RVM, PDC) may give different results. Moreover, the values of the b.e. inception temperatures determined by different authors vary by even several °C (
Table 1) [
24]. Taking all this into account, sometimes the risk of the b.e. appearing in a given transformer may be assessed as low, but the phenomenon can start at a much lower temperature than expected—especially in an old unit.
The bubble effect causes a rapid desorption of water, thus drying the insulation. It is also a strongly endothermic process, which causes a significant decrease in temperature in the place where the b.e. appears [
25]. This applies especially to paper insulation, which is much thinner than the pressboard barriers. As a result, the phenomenon can be locally extinguished and may appear in neighboring places. Because the development of this phenomenon in paper is not very dynamic and it does not generate a huge volume of bubbles, the Buchholz relay sufficiently protects the transformer from failure. The thesis was put forward that there is another, hitherto unknown, mechanism of b.e. development, one that is not related to the Hot Spots of the system. It develops in a mass of cellulose heated by circulating oil. This mass consists of insulating barriers between the windings of the lower and upper voltage, usually made as pressboard sleeves with a thickness of several millimeters. In these sleeves, the temperature is 20–30 °C lower than in the Hot Spot, and it may be surprising that they can be a source of extremely high pressure in the transformer tank, growing very dynamically. This phenomenon may occur, for example, as a result of a failure of the oil cooling system in an old transformer with relatively high moisture in its insulation, as presented in this article.
Under the conditions of long-term emergency load, specified in the standard [
26], at a high Hot Spot temperature, but lower than the b.e. initiation temperature, in the winding insulation, there will be an intensive phenomenon of moisture migration against the temperature gradient, which causes significant drying of the winding paper insulation. At the same time, the moisture content in the pressboard sleeve will decrease slightly because its temperature is much lower than the temperature of the windings. In addition, there is a small temperature gradient that does not lead to significant moisture migration. As a result, there may be a situation where the oil is heated enough to start the b.e. from a pressboard sleeve. Most of the volume of the pressboard sleeve is at the same temperature provided by the oil circulating in the transformer, resulting in a large volume of insulating material. This, in turn, makes the phenomenon very intense, so that the pressure in the tank can dynamically increase and can be extremely dangerous. The investigative experiment confirmed the thesis. The bubble effect occurred in the modeled pressboard sleeve and caused the rapid unsealing of the test chamber as a result of a large increase in pressure.
The aim of the research was to demonstrate the possibility of the b.e. starting not in a Hot Spot area, but also in a large mass of pressboard insulation at a relatively low temperature. The consequence of this is a catastrophic pressure increase in the test chamber (modeling the transformer tank) leading to its explosion.
2. The Problem with Determining the b.e. Initiation Temperature
The bubble effect appears after exceeding a critical temperature, which depends mainly on the moisture content in the cellulose insulation. The moisture content of power transformer insulation after about 50 years of operation can reach more than 4.5% [
15,
27,
28]. It comes mainly from the chemical decomposition of the cellulose. If the moisture of the cellulose is up to 9%, the water molecules are bound to the cellulose fibers by physical adsorption [
29]. In turn, the process of releasing water molecules from the cellulose is described by the laws of physical desorption.
Understanding the phenomenon of water adsorption to cellulose and its consequences requires understanding the structure of cellulose.
Long chains of cellulose molecules link together to form microfibrils. The microfibrils, in turn, join together to form macrofibrils (
Figure 3). They are arranged counter-twistingly in successive layers, forming a capillary inside, as shown in
Figure 4 [
29]. The resulting capillaries are used by plants to transport water, even up to significant heights. Of course, in sealed transformers there is no free water that the capillaries could transport. Macrofibrils have a very extensive surface area in relation to their volume. Therefore, they can accommodate a significant amount of water molecules in just a few packed monomolecular layers. The binding energy of the next water molecule layer decreases with the third power of the distance from the cellulose fiber [
30]. The desorption energy is different for each layer, but since there are only a few layers, the desorption temperature range can be several °C. This may be a characteristic of cellulose. In comparison, an alkaline glass fiber in an air atmosphere with 90% relative humidity has more than 20 monomolecular layers of adsorbed water, and consequently the range of desorption temperature is very wide.
When the temperature of the insulation increases, water molecules desorbed from the cellulose fibers combine to form bubbles and leave the insulation.
Because the desorption energy is slightly smaller for each subsequent monomolecular water layer, the intensity of the bubble phenomenon will depend on the rate of the increase in the insulation temperature. Furthermore, the location of the thermocouple when measuring the b.e. initiation temperature (inside the winding conductor, between paper layers, and in oil) also significantly affects the measured value of this temperature. In our opinion, for these reasons, different researchers obtain slightly different values of the b.e. inception temperature for the same cellulose moisture (
Table 1). The second problem in determining the b.e. inception temperature was mentioned in the previous chapter. It results from the fact that different methods of assessing the moisture content in solid transformer insulation (DFR, RVM, PDC) may give different results.
3. Experimental Research
The first experiment was to demonstrate the possibility of initiating the bubble effect in a pressboard heated with oil, without the appearance of this phenomenon in the Hot Spot area in the winding.
The experiment was carried out with the following steps:
- -
Cyclic heating of the transformer insulation model to investigate how this affects the change in the moisture content of the paper and the pressboard,
- -
Checking whether cyclic heating results in a lower bubble initiation temperature in the pressboard than in the paper,
- -
Examining the influence of the ratio of the mass of cellulose to the mass of oil on the dynamics of the pressure increase in the test chamber,
- -
Determining the characteristics of the bubble effect initiation temperature depending on the moisture content of the pressboard.
The test object was made taking into account materials and the average geometrical parameters of the transformer insulation system (winding, paper, pressboard, and oil). The transformer winding lead was modeled with a barrel (so-called patron) made of aluminum (
Figure 5a). Inside the patron, a 100 W finger heater was placed, the temperature of which was regulated using an autotransformer. In the material of the patron, a narrow channel was drilled along its axis, in which a thermocouple was placed. Because the thermocouple was located inside the aluminum patron right next to the heater, it could be assumed that the meter connected to it, after establishing the temperature equilibrium between the heater, the test object, and the surrounding air, shows the temperature of the paper. The temperature equilibrium was achieved after 1 h from the start of the experiment. During this time the heater current was manually regulated by the autotransformer to keep the temperature of the patron constant.
Hot Spot temperature is defined as the temperature of the hottest spot in the windings or other metal parts in contact with the insulating materials. Of course, the temperature of the wound paper in contact with a Hot Spot will be slightly lower due to its thermal conductivity.
In accordance with transformer insulation system design principles, the total thickness of the winding paper was assumed to be 1 mm, which was obtained by winding 20 layers of a new Kraft paper with a density of 47.6 g/m2 and a thickness of 0.05 mm. The width of the oil channel in the model is 16 mm. This corresponds to the average dimensions of the transformer insulation system.
The insulating sleeve, which in the transformer is designed to insulate the low and high voltage windings, was made of 1 mm thick rolled new Weidmann Transformerboard T4, Weidmann Electrical Technology AG, Rapperswil, Switzerland. Four layers of pressboard were wound, which corresponds to the average thickness of the barrier. Between the layers of pressboard, a thermocouple was placed. Another two thermocouples were placed in the upper and lower layers of oil. The cross-section of the test object is shown in
Figure 5b. The test object was placed in an aluminum test chamber 145 × 145 × 135 mm filled with transformer mineral oil.
During the experiment, for 4 days, the aluminum patron was cyclically heated from air temperature in the laboratory (23 °C) to a temperature below the temperature of the initiation of the bubble effect phenomenon. The cartridge was heated in the following cycles: 2.5 h of heating (100 °C) and 21.5 h of unforced cooling, 2.5 h of heating (144 °C) and 45.5 h of unforced cooling, 4.5 h of heating (144 °C) and unforced cooling to the air temperature. This procedure was intended to simulate the cyclic loading of the transformer.
After the last cycle, when the oil has reached ambient temperature (24 h), samples of winding paper and pressboard were taken to determine their moisture content using the Karl Fisher method. Before the experiment, the moisture content of the winding paper and pressboard was the same (3.40%), while after cyclic heating and cooling, the moisture content of the paper decreased to 2.81%, and that of the pressboard to 3.12%. The weight ratio of cellulose to oil was 1:27. It corresponds to the ANER3E 160 000/220 PN transformer, manufactured in Lodz, Poland by Elta in 2000.
This part of the experiment showed that cyclic heating of the windings causes the paper insulation on these windings to dry out much faster than pressboard insulation.
In the second phase of the experiment, the oil was heated by a 150 W finger heater installed into an aluminum block 25 × 25 × 16 mm, placed directly under the bottom of the test chamber. This time the patron was not heated. The use of this block was intended to equalize the temperature distribution under the test chamber. The chamber was filled with mineral oil and tightly closed, but a 2 cm thick air cushion was left inside. The aluminum block temperature was controlled manually using thermocouples (in the upper and lower layers of the oil) and an autotransformer, and it was raised from 23 °C at a rate of about 1 °C/min. During the experiment, the temperatures of the upper and lower layers of oil were almost the same, which resulted from the natural circulation of the oil (convection).
The bubble effect was found in the pressboard at 112 °C and no b.e. was observed in the winding paper. The oil temperature was maintained at approx. 115 °C. At that temperature, the b.e. was intensified, as a result of which, within several minutes, the pressure in the test chamber increased to 0.3 bar above atmospheric, and the test chamber exploded (its seal was damaged). The dependence of the pressure in the air cushion above the oil on time, measured from b.e. initiation, is shown in
Figure 6.
A very dangerous phenomenon should be noted: the intensity of the b.e. observed at increased pressure in the test chamber increased significantly after it was unsealed. This was due to the threefold reduction in pressure in the chamber, which resulted in a threefold increase in the volume of bubbles. This phenomenon can be extremely dangerous in the event of damage to the sealing of the transformer tank caused by the appearance of the b.e. The sudden appearance of a large number of big bubbles in the oil insulation can destroy the electrical strength of this oil and, as a result, a short circuit transformer windings. The only way to avoid a catastrophe is to switch off the transformer immediately after detecting a rapid drop in pressure inside the tank. Of course, it would be better to switch off the transformer before the seal is destroyed.
In the next experiment, the influence of the ratio of the mass of cellulose to the mass of oil on the dynamics of the pressure increase in the air cushion above the oil in the test chamber was checked. The test object was made in the form of a pressboard block with dimensions of 70 × 60 × 43 mm. It was suspended on a tripod in the center of the research chamber. The highest ratio of cellulose mass to oil mass was assumed, equal to 1:11.6. It corresponds to an ANSR3Ha 450000/400 PN, 160 MVA transformer, produced by Elta, Poland, in 2010.
Comparing the results in
Figure 6 and
Figure 7, much greater pressure increase dynamics can be seen with a higher ratio of cellulose mass to oil mass value. After 5 min from the start of the b.e., for the ratio of 1:27, in the test chamber, 0.1 bar was reached, and for the ratio of 1:11.6, approximately 0.8 bar was reached.
Figure 8 shows selected frames from the film presenting the bubble effect in the pressboard sample heated with mineral oil. The sample was made in the form of a block of many layers of pressboard. The first photo was taken about 1 min. after the b.e. started, and the second just before the test chamber seal was damaged. The smaller number of bubbles in the second photo is due to the high pressure in the chamber.
The next experiment consisted of determining the characteristics of the bubble effect initiation temperature depending on the moisture content of the pressboard. Preparing pressboard samples for testing consisted of drying them in a vacuum dryer and then in a controlled moistening in a climatic chamber. The moisture content of the pressboard samples ranged from 2.0 to 4.8%. The tested pressboard had the form of a block with dimensions of 60 × 70 × 4.3 mm. The temperature was measured between the pressboard layers and in the oil in its upper and lower layers. It was found that with a slow increase in the oil temperature, equal to 1 °C/min, the temperature of the pressboard is equal to the temperature of the oil in its upper layer with an accuracy of 0.1 °C.
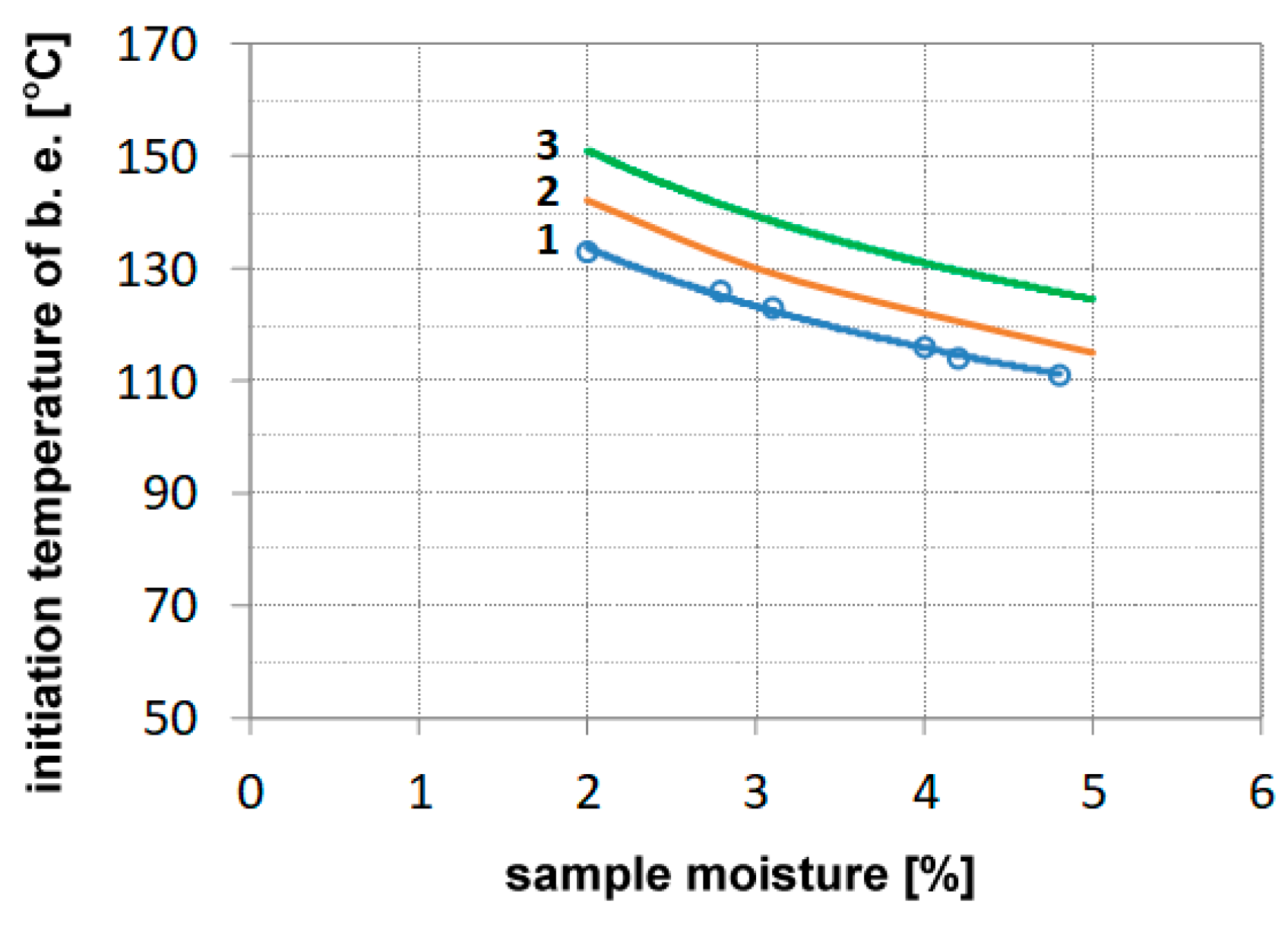
Characteristic 1 in
Figure 9 shows the dependence of the b.e. initiation temperature on pressboard moisture obtained during the experiment. For comparison, two characteristics of the b.e. initiation temperature in the wound paper in the Hot Spot area have been added. Characteristic 2 comes from Oommen [
7], while characteristic 3 comes from work [
32]. All these characteristics are similar. As you can see, the course of the curves is the same, regardless of whether the bubbles were formed in the paper or the pressboard insulation. The difference in the initiation temperature of the b.e. in the pressboard block and in the winding paper in the Hot Spot area should not be surprising. This is due to the fact that the paper temperature was not measured directly on the winding but between the first and second layer of the paper. Due to its thermal conductivity, the measured initiation temperature of the b.e. will always be slightly higher compared to the actual one.
The experiment showed that the b.e. phenomenon proceeds in the same way, regardless of whether it occurs in paper insulation in the Hot Spot area or in the pressboard sleeve. However, it can be noticed that the inception temperature of the b.e. in the pressboard was lower than in the paper.
4. Conclusions
The first part of the experiment consisted of the cyclic heating and cooling of a transformer cellulose–oil insulation model. The model consisted of a heated aluminum patron, insulating paper wound on it, and a pressboard cylinder surrounding the patron. The initial moisture content of the paper and pressboard was 3.4%. The paper insulation was heated intermittently: 2.5 h of heating at 100 °C, 21.5 h of unforced cooling, 2.5 h of heating at 144 °C, 45.5 h of unforced cooling, 4.5 h of heating at 144 °C and unforced cooling. As a result, the moisture content of the paper decreased to 2.81%, and that of the pressboard to 3.12%.
The second part of the experiment consisted of slowly heating the same transformer insulation model with the use of hot oil only (not by the patron). The oil was heated, from 23 °C, in the lower part of the test chamber. Due to convection, the temperature throughout the insulation was uniform. The bubble effect was found in the pressboard only after reaching 112 °C. After setting the temperature to 115 °C, the b.e. in the paper still did not appear, but its intensity in the pressboard increased significantly. As a result, within a few minutes, the pressure in the test chamber reached 1.3 bar, and the seal of the test chamber was damaged. This part of the experiment showed that the bubble effect in a pressboard slowly heated by oil produces a very large number of bubbles, which caused a sudden, very large increase in the pressure in the test chamber. Additionally, it was noted that the intensity of the b.e. increased significantly after the test chamber seal was damaged.
In the next experiment, the influence of the 1:27 and 1:11.6 ratios of the mass of cellulose to the mass of oil on the pressure increase dynamics in the test chamber was tested.
This experiment showed that much greater pressure increase dynamics can be seen with a higher cellulose mass to oil mass ratio. After 5 min from the start of the b.e., for the ratio of 1:27, the pressure in the test chamber reached 0.1 bar, and for the ratio of 1:11.6, it reached approximately 0.8 bar.
The last experiment consisted of determining the characteristics of the bubble effect initiation temperature of the pressboard samples depending on their moisture content, which ranged from 2.0 to 4.8%. The experiment showed that the b.e. phenomenon proceeds in the same way, regardless of whether it occurs in paper insulation in the Hot Spot area or in the pressboard sleeve.
The following conclusions can be drawn based on the experiments conducted:
- -
In operating transformers, where the temperature rises and falls cyclically, the moisture content of the paper winding insulation may be lower than that of the pressboard barriers; for this reason, the bubble effect inception temperature can be lower in the pressboard than in the paper;
- -
A higher ratio of cellulose mass to oil mass in the transformer causes a greater pressure increase inside its tank after the bubble effect occurs;
- -
If the bubble effect appears in a transformer large mass of a very moist pressboard, it can be extremely dangerous; the high dynamics of water desorption cause an extreme increase in pressure in the tank; this process is fundamentally different from the well-known and described in the literature bubble effect in the windings’ paper insulation;
- -
The increasing pressure in the transformer tank as a result of the development of the bubble effect causes a reduction in the number of bubbles, but a very dangerous phenomenon should be noted: if the high intensity of the b.e. will lead to the tank becoming unsealed, the number and volume of the bubbles will increase dramatically;
- -
The b.e. phenomenon proceeds in the same way, regardless of whether it occurs in paper insulation in the Hot Spot area or in the pressboard sleeve.
The authors put forward the thesis that there is another mechanism of the b.e. that is unrelated to Hot Spots. We believe that the presented research results confirmed our thesis.
In the future, the authors plan to conduct similar studies on alternative insulation materials, like Nomex 910 and Nomex 926, immersed in alternative liquids (natural and synthetic esters).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}