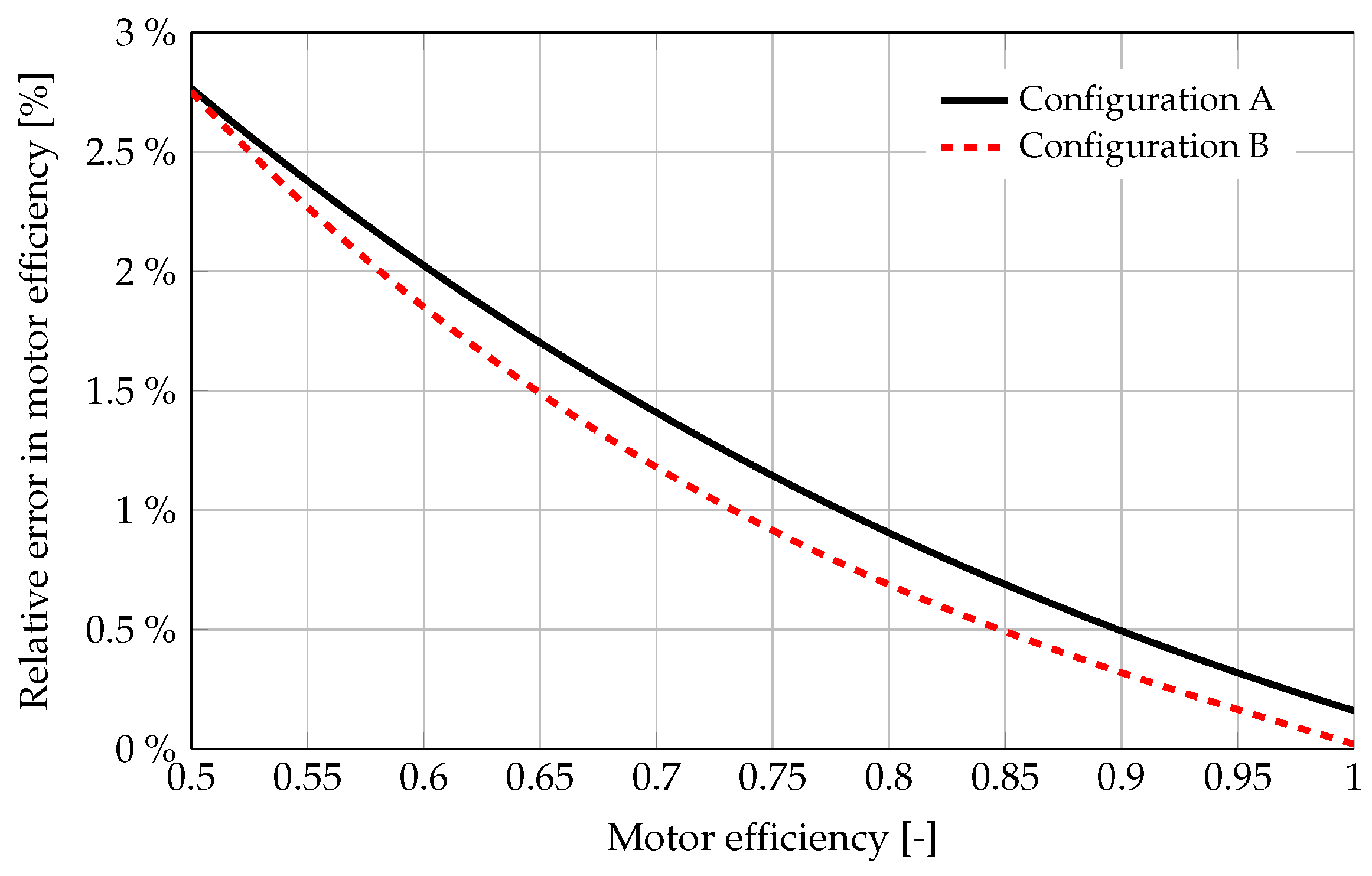
2.2. Configuration B
The relative error of Configuration A (Equation (
30)) decreases to zero when its contribution to the total losses is small, such as the losses through the insulation box. Consequently, to avoid the challenges of constructing the insulation box, an alternative measurement method is used, as shown in Configuration B in
Figure 2.
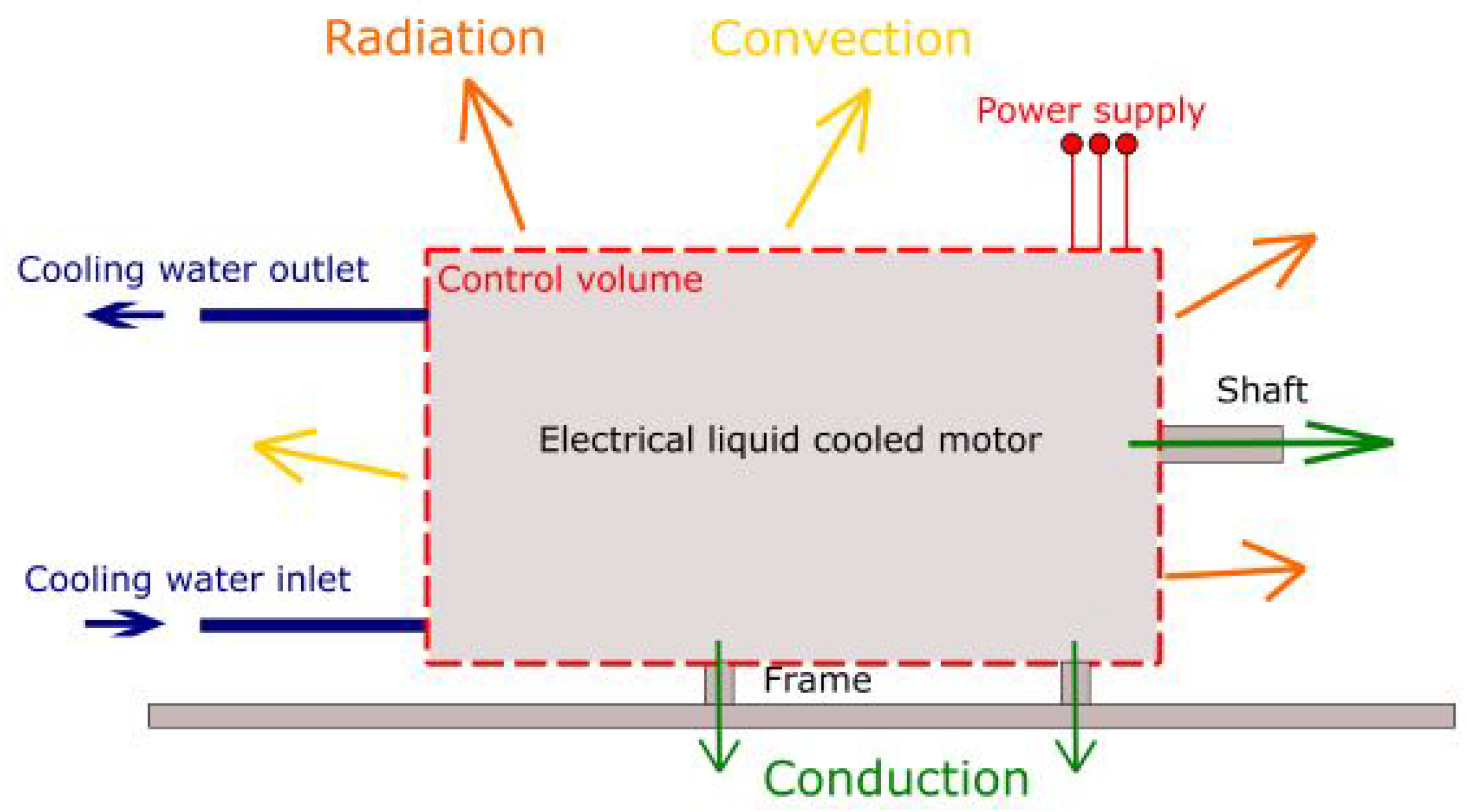
The principle is similar to Configuration A, but without the external box, convective and radiant losses are handled differently, with heat flux through the electrical machine’s wall estimated via a thermal camera. Estimating heat losses through the generation surface is more difficult in this configuration, making it less accurate. However, it can be a suitable method for electrical machines where constructing an insulation box is challenging, and where a cooling system minimizes heat flux through the external walls, ensuring effective heat removal. With a well-designed cooling system, it is expected to manage most of the heat transport, while the motor’s external surface and other loss sources contribute only a small amount. The ventilation losses are here neglected as the electrical machines are installed in open ambient. While the heat transferred to the water cooling system and the heat lost by the shaft and motor frame can be calculated similarly to Configuration A—i.e., according to Equations (
1), (
8) and (
9), respectively—the modeling of the heat lost by the motor surface through convection and radiation must be modified. This is necessary since the insulation box is no longer present, and a direct exchange between motor surface with the surrounding ambient occurs.
The required measurements for this loss calculation are the external surface temperature and the undisturbed ambient temperature. The heat loss is determined by considering only the convective and radiant components.
Here,
is the motor’s external surface,
h the convective coefficient,
the Stefan–Boltzmann constant,
the emissivity,
the external surface temperature, and
the undisturbed ambient temperature.
In summary, the total power loss in Configuration B consists of multiple components:
2.3. Uncertainty Analysis
According to UNI CEI EN 13005, measurement uncertainty is classified into two categories: A and B [
34].
Type A standard uncertainty is determined through statistical analysis of a series of observations, resulting in a probability density function. To quantify this uncertainty, the mean value
of each data set is calculated as:
where
N is the total number of measurements, and
represents individual measurements. Random variations in
arise from fluctuating influence factors, which cause the observations to differ. The experimental variance
estimates the actual variance
of the probability distribution of
y. This variance is calculated as:
This value reflects the dispersion of
around the mean
. The variance of the mean is then given by:
Finally, the Type A standard uncertainty for the mean is expressed as the positive square root of this variance:
Type B standard uncertainty is evaluated when an estimate of a measurement is not obtained from repeated observations. It takes in account all available information about the variability of the measurement, including calibration certificates, technical specifications from the manufacturer, prior experience with the instrument, etc.
In this work, Type B uncertainty was determined using the uncertainties of the sensors and the data acquisition software employed for direct measurements. Specifically, uncertainties of the measuring instruments were derived from the manufacturer’s provided full-scale (FS) range and accuracy class. Since no background knowledge about the distribution of measurements provided by the manufacturer is available, a uniform probability distribution is assumed (
Figure 3), where the semi-range limits
and
are provided by the manufacturer, and the range half-width is calculated as
. Standard uncertainty
, is then determined based on these assumptions as
.
Regarding the efficiency estimation, it cannot be measured directly and must be calculated from multiple individual measurements. Since errors in these individual measurements affect the final result, the combined standard uncertainty (
) quantifies how these errors propagate through the calculation. Consider a measurement model in the form of:
where,
are input variables, and
y is the output quantity. The increments (absolute errors) of the inputs are denoted by
. The combined standard uncertainty is expressed as:
Due to the computational costs associated with this direct computations, a simplified method based on the Taylor series expansion of the function
around the actual (true conventional) values of the inputs is used. Neglecting higher-order terms, the combined standard uncertainty is approximated as:
This formula assumes independence of input quantities. If covariance terms are significant, they must also be included in the analysis. The combined standard uncertainty provides a realistic estimate of the result’s overall uncertainty, incorporating contributions from all inputs and their respective sensitivity coefficients.
For each physical quantity, the total standard uncertainty is calculated from the uncertainties of type A and B (combined or not):
Building on this, we can now consider the uncertainty propagation in the efficiency of an electrical machine. The efficiency of a machine can be expressed as the ratio between useful power (
) and absorbed power (
) at the inlet:
This method of calculation is typically applicable to machines with lower power ratings (a few kVA). For instance, an electric machine with
generally has an efficiency (
) of about 0.85. In this case, a satisfactory efficiency value would be obtained if the uncertainty is less than 2% (
), with a relative error of approximately 2.35% (
).
To achieve this, it is essential that the starting uncertainties of the measurements of both the absorbed and useful power are sufficiently small. The maximum acceptable relative error in efficiency can be derived by differentiating the equation for efficiency:
Assuming high-quality instruments with a relative error of 1% (
), the resulting relative error in efficiency is 1.41% (
), and the corresponding uncertainty becomes
. This provides a limit on the minimum accuracy required from the instruments. Consequently, the relative error in efficiency remains constant and depends solely on the uncertainty in the measurements of both the useful and absorbed power.
As an alternative, the efficiency of electrical machines involves measuring electrical power and machine losses, rather than directly measuring mechanical power at the shaft. This is beneficial because, for large machines, measuring torque and mechanical power can be difficult and requires costly equipment. In this method, the efficiency is calculated as:
This approach, known as the conventional error method, leads to different error propagation characteristics compared to the standard method. The efficiency uncertainty, derived through error propagation analysis, is expressed as:
and the relative error is calculated by:
The measurement error vanishes as efficiency approaches 1, reflecting that with negligible power loss, input or output power errors no longer affect efficiency accuracy. For comparison, consider an electric machine with an efficiency of 0.85 and the same absorbed power uncertainty (
), but with a relatively high uncertainty of 5% for the power losses (
). Applying the conventional error method, the relative error in efficiency would be 1.06% (
), and the uncertainty becomes
. These values are better than those obtained using the standard method, even though the uncertainty in the loss measurement is relatively high.
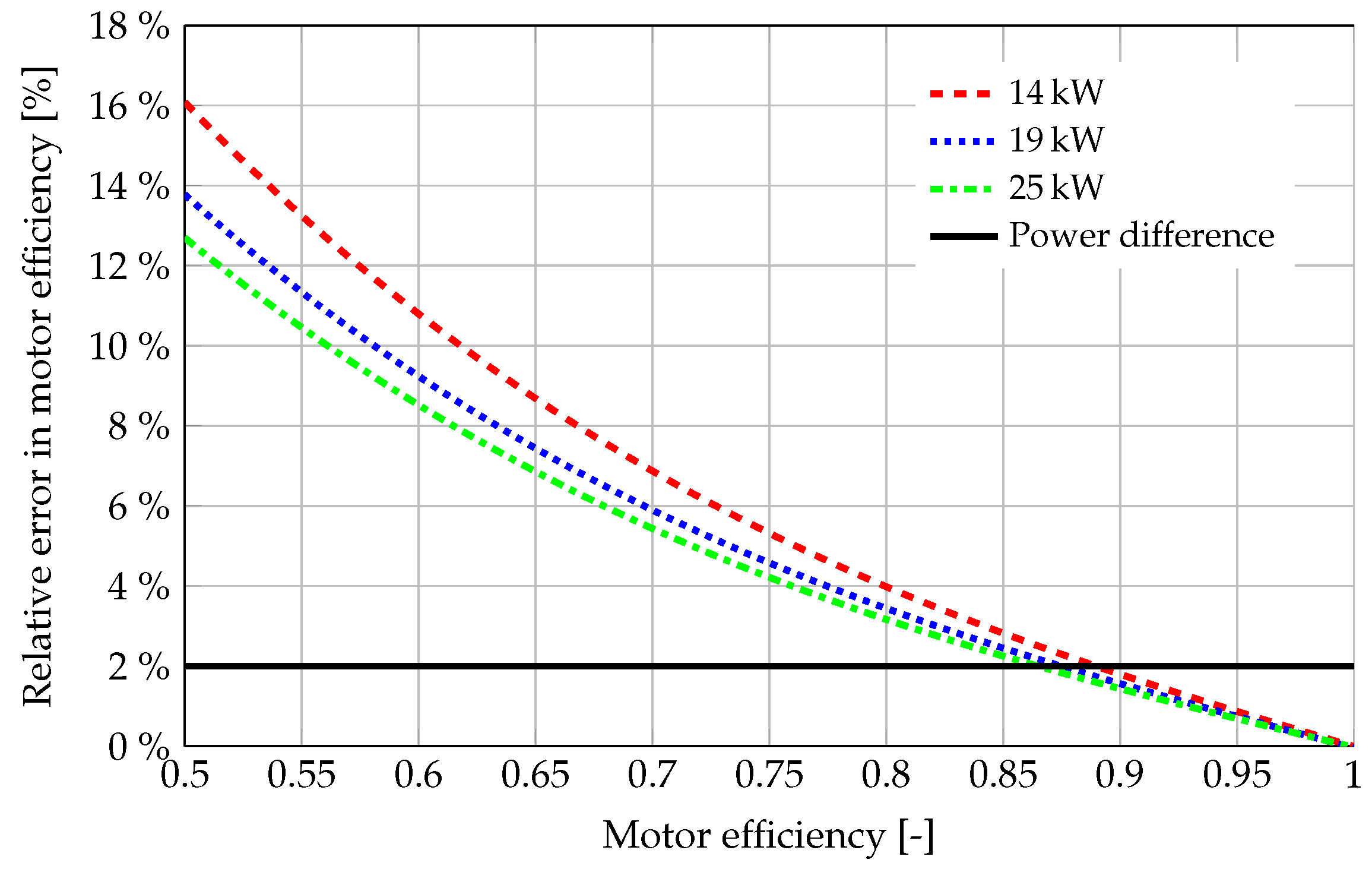
This relative error propagation trend is depicted in
Figure 4, showing how the error decreases with higher efficiency values and how the relative error for the efficiency itself converges to zero for ideal machines with
.
The main advantage of this method is that for machines with efficiencies above 80%, the relative error decreases steadily. Additionally, for large machines, measuring mechanical power at the shaft can be difficult and costly due to the need for specialized instruments, making the conventional error method a preferred choice. However, this method has limitations: it does not provide reliable uncertainty for machines with efficiencies below 70%, and for small machines, measuring losses becomes difficult due to low power loss values.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}