Abstract
Against the backdrop of global energy crises and climate change, the iron and steel industry, as a typical high energy consumption and high-emission sector, faces rigid constraints for energy conservation and emission reduction. This paper systematically reviews the research progress and application effects of energy-saving technologies across the entire steel production chain, including coking, sintering, ironmaking, steelmaking, continuous casting, and rolling processes. Studies reveal that technologies such as coal moisture control (CMC) and coke dry quenching (CDQ) significantly improve energy utilization efficiency in the coking process. In sintering, thick-layer sintering and flue gas recirculation (FGR) technologies reduce fuel consumption while enhancing sintered ore performance. In ironmaking, high-efficiency pulverized coal injection (PCI) and hydrogen-based fuel injection effectively lower coke ratios and carbon emissions. Integrated and intelligent innovations in continuous casting and rolling processes (e.g., endless strip production, ESP) substantially reduce energy consumption. Furthermore, the system energy conservation theory, through energy cascade utilization and full-process optimization, drives dual reductions in comprehensive energy consumption and carbon emission intensity. The study emphasizes that future advancements must integrate hydrogen metallurgy, digitalization, and multi-energy synergy to steer the industry toward green, high-efficiency, and low-carbon transformation, providing technical support for China’s “Dual Carbon” goals.
1. Background
Since the 21st century, global energy crises and climate change issues have become increasingly severe. The steel industry, as a typical high energy consumption and high-emission sector, accounts for over 25% of global industrial energy consumption and 7–9% of carbon emissions. Under the Paris Agreement framework, more than 130 countries have proposed carbon neutrality targets. China, as the world’s largest steel producer, has its steel industry consuming 11% of the nation’s total energy consumption and contributing 15% of carbon emissions, making energy conservation and emission reduction a rigid constraint for the industry’s survival and development. The traditional steel production process features a complex system characterized by multiple links, interfaces, and multi-energy level coupling. Issues such as imbalanced process energy consumption, low utilization of waste heat and residual energy, and insufficient system coordination persist, resulting in a 15% gap in comprehensive energy consumption per ton of steel between China’s key steel enterprises and international advanced levels.
China’s steel industry has undergone multiple stages in energy conservation and consumption reduction, evolving from early initiatives such as energy-saving awareness campaigns and organizational capacity building to gradual advancements in management system reforms and equipment technology upgrades and now to the widespread adoption of advanced energy-saving technologies driven by policy incentives, achieving remarkable progress [1,2]. Internationally, Japan has realized energy efficiency and sustainable development in its steel industry through phased implementation of laws and regulations, promotion of energy-saving technologies, and shifts in development philosophies [3]. South Korea’s POSCO has formulated short-, medium-, and long-term strategies to enhance energy efficiency [4]. Germany focuses on developing new steel grades, innovative equipment, advanced processes, and carbon emission controls [5]. The United States has implemented measures such as phasing out outdated equipment and improving blast furnace technologies to reduce energy consumption and emissions [6].
In recent years, extensive research has been conducted globally on energy-efficient utilization in the steel industry, covering diverse systems and process technologies. Common energy-efficient technologies in steel production include coal moisture control (CMC) [7], thick-layer sintering [8], blast furnace top gas recovery turbine (TRT) [9], converter flue gas waste heat recovery [10], and endless/semi-endless continuous strip rolling [11]. This paper will provide a detailed review of domestic and international research progress in coking, sintering, ironmaking, steelmaking, and continuous casting/rolling processes. It will evaluate the application effects, advantages, and limitations of various technological approaches, and explore pathways to advance the steel industry toward green, high-efficiency, and sustainable development.
2. Steel Metallurgy Process System and System Boundaries
The steel metallurgical system is defined by internal boundaries marked by process interface equipment, while its external boundaries encompass the input side, raw materials (iron ore, coke, scrap steel) and energy sources (electricity, oxygen, fuel gas); output side, finished steel products and waste streams (waste gas, wastewater, solid waste). The core production processes include ironmaking systems, steelmaking systems, continuous casting systems, and continuous rolling systems (Figure 1).
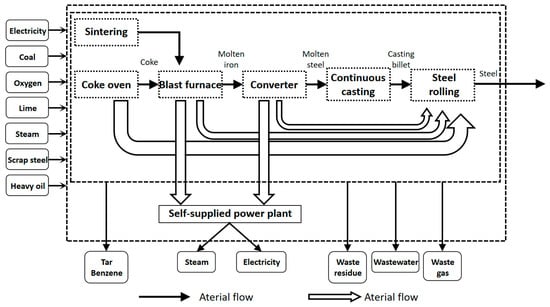
Figure 1.
Schematic diagram of the description of the steel production process and the boundary of the model system.
2.1. Steel Metallurgy System and Its Boundary Delineated Through Material Flow Analysis
Ironmaking system: Centered around the blast furnace, iron ore undergoes pre-treatment through sintering or pelletizing before being charged into the furnace alongside coke and fluxes. Under high temperature reducing conditions, iron oxides are progressively reduced by CO gas to form liquid pig iron, while generating slag and blast furnace gas.
Steelmaking system: After desulfurization pretreatment, molten iron is charged into a converter or electric arc furnace (EEF). Through oxygen blowing for decarburization and slag formation for dephosphorization/desulfurization, the carbon content is reduced to 0.02–2%, with alloying elements added to regulate steel grade composition. Secondary refining processes (e.g., ladle furnace, Ruhrstahl-Heraeus) further remove inclusions and fine-tune composition and temperature, yielding high-purity molten steel. This process relies on the thermodynamic equilibrium of redox reactions—for instance, the ΔG-T relationship of the carbon-oxygen reaction in converters determines decarburization efficiency.
Continuous casting system: Molten steel is poured from the tundish into the mold of a continuous caster, where water-cooled solidification forms continuous cast strands (slabs, billets, etc.). After cropping the head and tail sections, the strands are transferred to the rolling system. The interface between systems is marked by the ladle turret (connecting to the caster) and the continuous caster itself.
Rolling system: In the hot rolling stage, cast strands are heated to 1100–1300 °C and undergo plastic deformation through roughing mills and finishing mills to produce plates, sections, and profiles. Cold rolling, performed at room temperature, enhances dimensional accuracy and surface quality via rolling and annealing processes. The rolling operations are rooted in the principles of metal plastic deformation, necessitating the integration of crystallography and phase transformation laws into process design for optimal outcomes.
2.2. Iron and Steel Metallurgy System and Its Boundary Delineated Through Energy Flow Analysis
Ironmaking stage: Centered on the blast furnace, this phase constitutes the most energy-intensive segment of steel production. Coke combustion releases heat while generating combustible gases (primarily CO and H2), collectively termed blast furnace gas (BFG), with a calorific value of approximately 3500 kJ/m3. A portion of BFG undergoes dedusting and purification and is directed to hot blast stoves to preheat air, forming a high temperature blast air recirculation loop. The residual gas is diverted to power generation systems or downstream processes to supplement energy demands.
Steelmaking stage: In this stage, energy flow primarily occurs in converters or electric arc furnaces. Converters rely on the physical heat of molten iron (1300–1400 °C) and exothermic oxidation reactions to maintain smelting temperature, where the chemical energy from oxygen blowing is converted into thermal energy. By-product converter gas is recovered for power generation or heating. Electric arc furnaces mainly use electrical energy as the primary energy source, generating high temperatures through graphite electrode arcs to melt scrap steel, supplemented by chemical energy from gas burners.
Continuous casting and rolling stage: The energy flow here primarily involves thermal and mechanical energy. Continuous casting releases latent heat during steel solidification through cooling. The rolling process requires heating slabs to 1100–1300 °C, with hot rolling consuming mechanical energy through plastic deformation, while cold rolling relies on motor-driven rollers.
3. Energy-Saving Technologies for High Temperature Thermal Processes
3.1. Energy-Saving in Coking Process
The coking process is a critical step in coal processing. It involves loading prepared coal blend (after beneficiation and blending) into coke oven chambers using a coal charging car. Under an oxygen-deprived environment, the coal is heated to around 1000 °C, triggering thermal decomposition reactions. During this process, the organic matter in coal gradually breaks down through stages of drying, pyrolysis, semicoke formation, and final coke formation. Gaseous and liquid byproducts (coal gas, tar) are generated (Figure 2). The solid residue forms coke with specific strength and a porous structure. After completing carbonization within the designated coking time, a pusher machine extracts the coke from the chamber, the coke is guided by a coke guide car to a quenching car. Temperature reduction is achieved through either wet quenching (water spraying) or dry quenching (inert gas cooling), preparing the coke for subsequent transportation and processing.
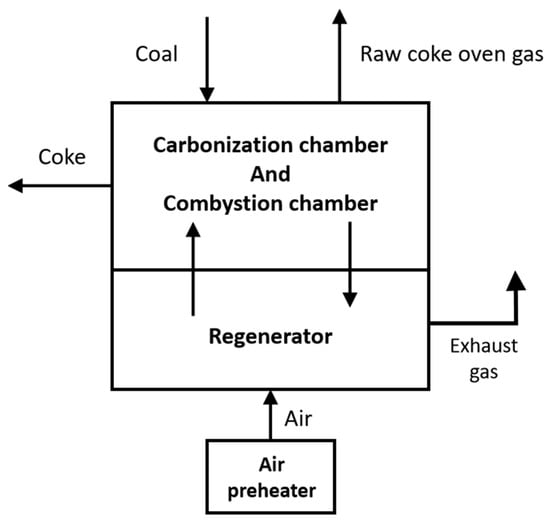
Figure 2.
Process flow diagram of coking.
The innovation in energy-saving technologies for coking processes achieves efficient energy utilization and deep resource conversion through thermodynamic optimization and reaction pathway reconfiguration. In energy efficiency enhancement, coal moisture control technology employs an indirect heat transfer moving bed drying mechanism, utilizing 160 °C low-temperature thermal sources to precisely regulate coal moisture content, thereby reducing latent heat evaporation loads in carbonization chambers. Integrated with glass-tube air preheaters, this approach optimizes flue gas waste heat recovery pathways, compressing exhaust temperature gradients below 50 °C to minimize heating furnace fuel consumption. Coke dry quenching (CDQ) technology replaces conventional wet quenching with inert gas circulation systems, harnessing coke sensible heat to drive waste heat boilers for high-pressure steam generation. By dynamically adjusting gas temperature and CO concentration via neural network predictive control models, steam output increases by 7% while ensuring complete combustion optimization. The exergy loss minimization model refines coke oven thermal parameters through dual material-energy balance analysis, optimizing blended coal ratios and heating profiles to reduce irreversible energy dissipation. For material conversion enhancement, the CO2-recycled coke oven gas-to-SNG process elevates methanation efficiency through carbon capture and cyclic injection, employing catalytic systems to convert CO2 into CH4, thereby maximizing carbon utilization in feed gas. Concurrently, SCOPE21 technology integrates coal drying-grading with thin-walled coke oven designs, enabling rapid pyrolysis and thermo-compaction of non-caking coals to produce high-strength coke, circumventing traditional reliance on premium coking coals while shortening carbonization cycles by 20% via coke reheating processes. These technologies collectively establish a full-chain energy-saving pathway spanning raw material pretreatment, carbonization reactions, and waste heat recovery. By optimizing thermodynamic boundaries and reaction engineering controls, they reduce comprehensive coking energy consumption while achieving over a 30% reduction in sulfide and NOx emissions, accelerating the coking industry’s transition toward a low-carbon circular economy.
3.1.1. Strategies for Optimizing Energy Utilization Efficiency in the Coking Process Operations
The energy utilization efficiency in coking processes refers to the ratio of effectively utilized energy to total energy input during production, typically expressed as a percentage. Ming Yan [12] conducted in-depth studies on the indirect drying characteristics and interfacial renewal of coking coal blend, designing a novel indirect heat-transfer moving bed coal moisture control system. The optimized system achieved coal moisture reduction from 12% to 5% within 15.9 min under 160–200 °C and 2 cm bed thickness conditions, doubling the heat transfer rate and significantly reducing energy input. LuHong Jiang [13] demonstrated through comparative studies that glass-tube plate air preheaters outperform conventional heat-pipe preheaters by effectively lowering flue gas temperature, improving furnace thermal efficiency, and reducing fuel consumption, yielding notable energy savings and economic benefits. Changxin Liu [14] established an optimization model for coking processes based on material and energy balances, targeting minimum exergy destruction. The optimized blended coal configuration reduced exergy destruction by 6.99% compared to baseline operations, with a 2.95% improvement in exergy conservation over thermal loss minimization approaches, substantially decreasing resource consumption.
In waste heat recovery, Murat Ergul [15] established mass and energy balance models to quantify material and energy flows in a 70-chamber coke oven battery over an entire coking cycle. The study demonstrated that implementing coke dry quenching (CDQ) and waste heat recovery measures could achieve significant energy savings and improve coke oven energy efficiency. Jian-Guo Wang [16] developed an SAE (system analysis and evaluation) model for CDQ systems, defining key indicators and conducting data analysis. By investigating the impact of supplemental air volume, the research revealed that adjusting airflow rates based on predictive model recommendations could enhance system economic efficiency by 15–20% while improving operational safety. Kai Sun [17] employed neural network predictors for model predictive control (MPC), optimizing operations by modeling circulating gas temperature and CO concentration entering boilers. This approach increased steam production by 7%, achieved precise airflow control, enhanced combustion completeness, stabilized temperature regulation, and improved waste heat recovery efficiency. Peng Wenping [18] constructed a simplified hybrid-dimensional transient heat transfer model based on non-thermal equilibrium theory for porous media. Using the finite difference method for equation discretization and C programming for iterative solutions, the study simulated parameter variations to analyze dynamic heat transfer characteristics in coke oven gas sensible heat recovery exchangers, laying groundwork for developing higher-efficiency and more reliable waste heat recovery devices.
3.1.2. The Direction of Improving the Material Conversion Rate in the Coking Process
Material conversion rate in coking processes refers to the proportion of specific substances in raw materials converted into target products during production. This metric reflects both the utilization efficiency of raw materials and the depth of chemical reactions, serving as a critical indicator for evaluating production efficiency and technological advancement in coking operations. A higher conversion rate signifies more effective transformation of raw materials into valuable products, thereby enhancing resource utilization and economic returns.
Qun Yi [19] proposed, simulated, and optimized a CO2-recycling-assisted coke oven gas-to-synthetic natural gas process based on industrial SNG production technology. Compared to conventional methods, this approach increased synthetic natural gas output by 20% while reducing production costs by 14%. Kazuro Tsuda [20] established a mathematical model correlating valve opening adjustments with flue temperature variations. By analyzing operational valve regulation and temperature data, the study developed a novel fuel valve control strategy that boosted production yield by 0.5%, offering an effective pathway for energy consumption management in coke ovens. Kenji Kato [21] pioneered the next-generation coking technology (SCOPE21), integrating coal blend pre-treatment (drying, classification, rapid heating, and hot forming), medium-low temperature carbonization in thin-walled refractory brick coke ovens, and post-coking reheating via coke dry quenching (CDQ). This innovation enables the production of high-strength coke using over 50% non-weakly caking coal, significantly enhancing production efficiency while achieving energy conservation and emission reduction.
3.1.3. Summary and Prospect
The coking industry’s representative technological innovations have achieved breakthrough progress in energy efficiency and resource conversion. The mobile bed coal moisture control system optimizes gas-solid heat transfer pathways through interfacial renewal theory, reducing coal pretreatment energy consumption by over 40%, though its application to high-ash coals requires developing graphene-Teflon anti-fouling coatings and pulsed fluidization control to address 15–20% heat transfer efficiency loss caused by tar deposition. Neural network-driven dynamic control systems enhance waste heat boiler steam output by 7% through real-time monitoring of nonlinear gas parameters, necessitating hybrid physics-informed machine learning models integrated with online coal quality spectrometers to maintain prediction accuracy under >8% feedstock variability. The CO2-recycled synthetic natural gas process achieves >90% methanation selectivity through optimized H2/CO ratio regulation, yet demands multilayer catalysts with MoS2 sulfur traps and hierarchical pore structures to extend operational stability beyond 10,000 h. SCOPE21 rapid pyrolysis technology enables 53% non-weakly caking coal utilization via thin-wall reactors with 103 °C/s heating rates, requiring graded zirconia-alumina refractories and AI thermal stress modeling to reduce its 35% capital cost premium for medium-sized plants.
To overcome systemic challenges, three-tier implementation guidelines should be prioritized: (1) Deploying digital twin platforms that integrate thermodynamic simulations with equipment degradation models to formulate lifecycle-optimized retrofitting plans, incorporating real-time coke quality feedback loops; (2) establishing modular intelligent control units adaptable to 0.5–5 million ton/year production scales through standardized API architectures and edge computing nodes; (3) implementing carbon credit trading mechanisms where verified emission reductions (2.1–3.8 tCO2/ton coke) offset 40–60% of technology upgrade costs. Future innovation pathways must focus on hydrogen-enriched coking systems combining microwave-assisted pyrolysis (20–30% energy density improvement) with oxygen-blown gasification, achieving 50% fossil fuel displacement while maintaining coke CSR > 65 through microstructural control of mosaic textures. Concurrently, developing carbon-negative routes via biomass-coal co-coking (15–25% biogenic carbon fixation) and mineral carbonation of coke oven gas (0.8–1.2 tCO2/ton slag sequestration) will position coking plants as core nodes in circular carbon networks. These measures collectively establish a technology roadmap balancing immediate energy savings with long-term decarbonization imperatives.
3.2. Energy-Saving in Sintering Process
The sintering process, a critical stage in iron and steel production, involves blending powdered iron-bearing raw materials (such as iron ore fines and recycled iron-containing dust from steel plants), fluxes (e.g., limestone and dolomite), and fuels (e.g., coke breeze and anthracite) in specific proportions. The mixed materials undergo moisturizing and pelletizing before being distributed onto sintering machine pallets. Under induced draft with negative pressure, the fuel in the mixture ignites and combusts, generating high temperatures that drive a series of physicochemical reactions—including solid-phase reactions and liquid-phase formation. These reactions bond the powdered particles into lumpy sintered ore with defined strength and granulometry. This sintered ore serves as premium feedstock for blast furnace ironmaking, providing essential structural and chemical properties for subsequent processes. Its quality directly determines blast furnace operational efficiency and molten iron quality, making sintering optimization pivotal to overall steel production performance.
Sintering process energy-saving technologies achieve synergistic enhancement of energy efficiency and resource utilization through multidimensional process optimization and equipment innovation. The liquid-sealed circular cooler technology employs a stepped self-sealing structure to optimize waste heat recovery pathways, enhancing high temperature exhaust heat capture via flow field reconstruction, while modified hood designs elevate thermal conversion efficiency by 12–15%. Flue gas recirculation technology selectively reinjects high temperature gases into sintering beds through zonal screening, leveraging exhaust sensible heat for raw mix preheating (80–120 °C temperature rise) and triggering secondary CO combustion, simultaneously suppressing NOx formation via oxygen-depleted combustion zones. Double-layer pallet cars with annular sealing grooves optimize airflow distribution through CFD-guided venturi channel designs, reducing cooling air demand by 18–25% and lowering leakage rates to <5%, thereby cutting power consumption by 15–20%. Thick-layer sintering technology utilizes the thermal inertia of ultra-thick beds (≥900 mm) to homogenize combustion temperature fields (±30 °C uniformity), promoting complete solid-phase reactions and liquid phase formation to enhance sinter strength (TI ≥ 78%, RDI ≤ 26%). High-intensity mixing-granulation technology applies shear-blade planetary mixing mechanisms to achieve 95% uniformity in quicklime distribution across nuclei particles, coupled with moisture precision control (σ ≤ 0.3%) to improve bed permeability and vertical sintering speed to 28–32 mm/min. Micro-pellet sintering processes leverage porous micro-pellet architectures (0.5–3 mm diameter, 45–50% porosity) to optimize bed voidage, integrating metallurgical dust-sludge recycling (15–25% flux replacement) with CO2 carbonation treatment to boost pellet compressive strength by 30–40%. These innovations establish a coordinated energy-saving framework combining thermal regulation, material modification, and equipment advancement, delivering dual benefits of sinter metallurgical performance optimization (reducing FeO content to 6–8%) and integrated waste heat cascade utilization (steam yield ≥ 0.18 t/t-sinter), while enabling synergistic emission reduction of dioxins (≤0.5 ng-TEQ/Nm3) and SOx/NOx (≤180 mg/Nm3). This systemic approach drives the sintering process toward green transformation with 20–25% energy intensity reduction and 15–20% operational cost savings.
3.2.1. Directions for Improving Energy Utilization Efficiency in the Sintering Process
Energy utilization efficiency in sintering processes refers to the ratio of effectively utilized energy to total energy input during production, quantifying the conversion of energy into productive work.
Peng Renzhong [22] implemented a stepped self-sealing waste heat recovery system to retrofit sintering circular coolers. Using CFD software Fluent 6.3, the study simulated pre- and post-retrofit flow and temperature fields, guiding structural optimizations of the exhaust hood. The modifications significantly enhanced waste heat recovery efficiency. Xiaohui Fan [23] proposed an FGR technology that partitions wind box zones on sintering machines to selectively recirculate high temperature flue gas. By adjusting gas composition, the method maintained sintering performance while achieving synergistic waste heat recovery and emission reduction. Experimental results demonstrated a maximum recirculation rate of 41.9%, with NOx and SOx emissions reduced by 28.6% and 8.15%, respectively. Li Qi [24] designed an innovative circular cooler featuring a double-layer pallet structure, novel annular sealing grooves, and enhanced end sealing. This upgraded system improved operational reliability while reducing power consumption by 10% compared to conventional designs.
3.2.2. Directions for Improving Ore Quality and Production Output in the Sintering Process
In sintering processes, the performance of sintered ore—encompassing particle size distribution, mechanical strength, chemical stability, alkalinity-acidity balance, and metallurgical properties—critically governs downstream ironmaking efficiency, with production yield standing as the core operational priority. Globally, research advances focus on thick-bed sintering, high-intensity mixing/granulation, and pelletized sintering technologies, where thick-bed sintering emerges as a transformative approach. By increasing sinter bed thickness, this method elevates machine utilization coefficients to boost output without major capital expansion, concurrently reducing energy consumption and pollutant emissions (e.g., exhaust gases, particulates).
Notably, Yufeng Wu [25] optimized surface-fuel-augmented thick-bed sintering through experimental studies, identifying critical parameters that reduced coke breeze usage by 12–15% while enhancing yield (↑8.2%), tumble index (↑3.5 points), and productivity under optimal thickness conditions. Sida Li [26] innovated thick-bed sintering by integrating dual-activity quicklime additives, achieving 15% finer pore structures and uniform particle distribution to improve granulation efficiency and bed permeability. Another breakthrough came from Zhengjian Liu [8], whose Triple Synchronization Theory combined full active lime enhancement and raw material optimization to realize 1000 mm-thick-bed sintering, delivering 18% higher productivity, 22% stronger sinter, and superior metallurgical performance. These advancements collectively demonstrate how technological refinements in material science and process engineering drive both industrial competitiveness and environmental sustainability in sintering operations.
The comparative experimental setup depicted in Figure 3 enabled Wei Liu [27] to contrast pelletized and conventional sintering mechanisms. The results demonstrated that pelletized sintering significantly reduced solid fuel consumption by 18–22%, lowered carbon emissions, and increased production yield by 12% while maintaining sinter quality. J. Pal [28] developed binder-free micro-pellets from LD sludge, blast furnace flue dust, and lime powder. Through CO2 treatment, these pellets achieved 45% lime content within an iron oxide matrix, enhancing sinter bed permeability by 30% and improving waste material utilization in steel production, thereby reducing raw material costs by 8–10%. Xiaohui Fan [29] compared mixing uniformity between drum mixers and high-intensity mixers by analyzing particle size distribution, permeability, and dry powder shedding rates. The study revealed that high-intensity mixing improved moisture, quicklime, and core particle distribution uniformity by 10–15%, subsequently boosting sintering speed and utilization coefficients. Jagannath Pal [30] innovated a composite sinter aggregate (P-SCA) by integrating ultrafine powders and metallurgical waste additives. This design enhanced particle strength by 25% while reducing sintering energy consumption and flux usage by 12% and 9%, respectively, without compromising sinter performance.
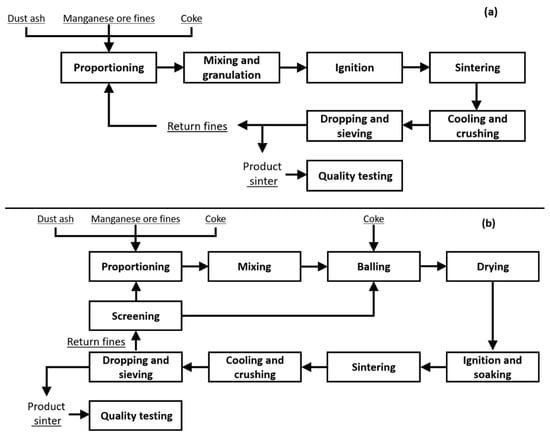
Figure 3.
The block flow diagrams of the experimental flowsheets for the traditional-sintering process (a) and pellet-sintering process (b).
3.2.3. Summary and Prospect
The latest advancements in sintering process technologies have achieved significant dual improvements in energy efficiency and product quality yet require strategic implementation frameworks to address residual challenges and maximize industrial scalability. The stepped self-sealing waste heat recovery system, achieving 72.3% thermal efficiency through CFD-optimized airflow distribution and asymmetric flow-guiding hoods, necessitates the integration of wear-resistant ceramic coatings (Al2O3-TiC composites) on sealing surfaces and real-time particle size monitoring via embedded millimeter-wave radar to mitigate the 12% efficiency loss caused by >5 mm oversized sinter particles. For split-flue gas recirculation technology, the development of adaptive oxygen potential control algorithms incorporating laser-based CO concentration sensors and pulsed injection systems could maintain combustion stability at recirculation rates > 35%, preventing CO accumulation-induced thermal efficiency degradation while sustaining 28.6% NOx reduction. The composite pellet sintering process requires enhanced binder-free pelletization through microwave-assisted CO2 activation (800–1000 °C, 15–20 min dwell time) to increase compressive strength by 40–50%, enabling application in 1000 mm ultra-thick beds while sustaining 18–22% solid fuel savings. To address raw material variability, AI-driven material adaptability systems should be implemented, combining XRF elemental analysis with machine learning models to dynamically adjust sintering parameters (e.g., suction pressure, ignition temperature) within ±2% tolerance bands.
Intelligent retrofitting solutions must adopt modular design principles, such as plug-and-play heat recovery units with standardized flanges adaptable to existing annular cooler geometries, reducing upgrade costs by 25–30% through mass-produced components. Future R&D should prioritize hybrid renewable integration, including hydrogen-enriched sintering pilots substituting 15–20% coke breeze with green H2, coupled with solar-thermal preheating of combustion air to 300–400 °C, targeting 30–35% fossil fuel displacement while maintaining sinter tumble strength ≥ 75%. These measures, combined with lifecycle carbon accounting systems and digital twin-based process optimization platforms, will establish a closed-loop technological ecosystem balancing immediate energy savings (≤48.6 kgce/t), long-term decarbonization goals, and operational cost competitiveness.
3.3. Energy-Saving in Ironmaking Process
Energy conservation in ironmaking processes refers to the systematic integration of technological innovation, process optimization, equipment upgrades, and scientific management to minimize energy consumption, maximize utilization efficiency, and eliminate energy waste across blast furnace operations. This holistic approach spans raw material selection, equipment operation, and production process refinement, aiming to achieve sustainable development in the ironmaking industry. By reducing the high energy demands inherent in sintered ore production, energy conservation directly lowers operational costs while mitigating pollutant emissions (e.g., CO2, SOx, NOx) associated with energy generation and consumption. Such measures alleviate environmental pressures on the steel sector and accelerate its green transition. Strategic improvements in raw material preprocessing and advanced process control technologies serve as key enablers for energy efficiency gains.
Ironmaking process energy-saving technologies achieve synergistic optimization of energy efficiency and environmental performance through multidimensional technological innovations. High-efficiency pulverized coal injection technology enhances combustion efficiency in the tuyere zone by leveraging the high volatile content of hydrochar fuels, combined with hydrogen-rich gas injection to balance oxygen competition mechanisms, optimizing combustion temperature field distribution, and reducing coke consumption. Burden preparation technology employs a composite charge structure of high-basicity sinter and acidic pellets to narrow the softening temperature range and improve indirect reduction efficiency while utilizing high-grade iron ore and enhanced coke quality to reduce slag generation. Flash ironmaking technology replaces traditional coking and sintering processes with natural gas/hydrogen-based direct reduction of iron ore concentrates, reconstructing reaction pathways to lower carbon demand. Gasification smelting reduction technology enhances exergy efficiency through energy flow reorganization, forming a coupled system of gas-phase reduction and molten bath reactions. At the system level, integration of gas-steam combined cycles with waste heat cascade recovery, alongside carbon capture and resource utilization technologies, forms a full-process low-carbon solution spanning raw material pretreatment to energy recovery. This drives the transformation of ironmaking processes toward carbon reduction at the source and leapfrogging energy efficiency.
The following case studies exemplify practical implementations of energy conservation strategies in ironmaking.
3.3.1. High-Efficiency Pulverized Coal Injection
High-efficiency pulverized coal injection (PCI) technology is a critical innovation for optimizing blast furnace smelting by refining fuel composition and injection parameters. Its core objectives include reducing coke ratio, minimizing energy consumption, and achieving low-carbon operations. This technology enhances thermal input through hydrogen-rich gas injection (e.g., CH4, H2)—leveraging their high calorific value and rapid combustion to lower raceway zone temperatures and direct reduction rates—while balancing coal-gas combustion efficiency via oxygen competition mechanisms to meet smelting demands.
Cuiliu Zhang [31] investigated the combustion behavior of hydrochar (produced from low-rank coal via hydrothermal carbonization, HTC) in blast furnaces. Using a 3D computational model, the study simulated hydrochar and conventional pulverized coal dynamics in tuyere and raceway zones. Key findings revealed hydrochar’s 15% faster combustion rate due to higher volatile content, 20% shorter flame length, and 8% higher burnout ratio compared to traditional coal. Hydrochar injection also improved gas penetration depth by 12%, enhancing furnace permeability and smelting stability. Jianliang Zhang [32] analyzed the impact of hydrogen-rich gas composition on energy consumption and raceway conditions in oxygen-enriched blast furnaces. By developing multi-zone mass/heat balance models and CFD simulations, the research demonstrated that increasing hot blast temperature to 1150 °C elevated physical heat input, reducing coke ratio by 8.5% and boosting gas utilization efficiency to 52.3%. This aligns with operational data from Nippon Steel, where hot blast temperatures of 1150–1250 °C are standard for optimizing coke combustion kinetics. Optimized hydrogen blending ratios (H2: 30–35%, CH4: 10–15%) further lowered CO2 emissions by 18% while maintaining raceway adiabatic flame temperatures at 2050–2150 °C. Kristin Onarheim [33] modeled blast furnace operations integrated with gas turbine power generation and CO2 capture (MEA vs. Selexol) using Aspen Plus. The study showed that combining high-efficiency PCI with carbon capture and storage (CCS) reduced net CO2 emissions by 62–68% compared to conventional processes, while co-generated power met 40% of plant electricity demand. This hybrid approach achieved an overall energy efficiency of 89.7%, demonstrating the synergy between advanced PCI and decarbonization technologies.
3.3.2. Fine Material Technology for Ironmaking in Blast Furnaces
Energy conservation in blast furnace ironmaking relies fundamentally on advanced burden preparation technologies, which optimize raw materials through structural adjustments of furnace charge, granularity and strength optimization, and chemical composition control. These techniques directly address the energy intensity challenges inherent in conventional ironmaking processes.
Hong Yong Sohn [34] pioneered suspension ironmaking technology, utilizing natural gas or hydrogen for direct reduction of iron ore concentrates. This innovation bypasses traditional coke-making and sintering stages, achieving 40–45% lower energy consumption and 55–60% CO2 reduction compared to blast furnace routes. Xiaoyue Fan [35] conducted seminal research on the cohesive zone—a critical reaction region governing blast furnace efficiency. Through post-operation furnace dissection studies, the work characterized cohesive zone morphology, burden behavior patterns, and the detrimental effects of trace elements (e.g., Zn, K), providing operational guidelines to reduce thermochemical energy waste by 12–18%. Process innovation remains pivotal, as demonstrated by H.K. Pinegar [36], who developed gas-based suspension ironmaking technology. The study encompassed process flow diagram (PFD) development, ASPEN Plus simulations, and techno-economic analysis for commercial-scale implementation. Comparative analysis revealed that two-stage suspension processes outperform single-stage approaches, achieving 28% higher energy efficiency and 35% lower carbon intensity through optimized heat recovery and reaction kinetics.
3.3.3. Others
China’s blast furnace ironmaking sector, characterized by numerous furnaces with varying capacities (2000–5500 m3) and divergent economic efficiencies, requires plant-specific system optimization and tailored process technologies to maximize energy conservation and emission reduction benefits.
Jianfei He [37] developed an exergy loss minimization model for ironmaking systems, conducting comprehensive optimization of material/energy flows. The study identified key factors influencing exergy losses (e.g., 20–25% thermal inefficiency in gas recycling, 12–15% heat dissipation in burden distribution), providing theoretical foundations and operational guidelines for energy-saving improvements. Yuan Zhao [38] innovated the coal gasification-smelting reduction (CCGSR) process, integrating coal gasification with iron ore smelting reduction (Figure 4). This system achieved 88.15% exergy efficiency and 98.64% energy efficiency—surpassing conventional blast furnace performance by 18–22%—demonstrating immense potential for industrial decarbonization through waste heat cascading and reaction enthalpy optimization.
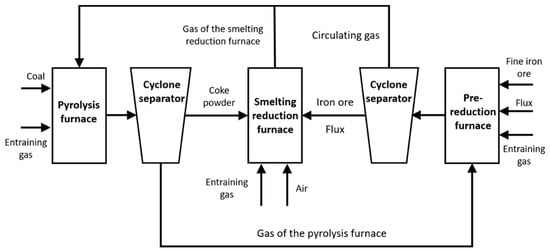
Figure 4.
Schematic diagram of CCGSR process.
3.3.4. Summary and Prospect
The latest advancements in blast furnace ironmaking technologies demonstrate transformative progress in energy efficiency and decarbonization, yet require targeted engineering solutions and systemic integration strategies to overcome persistent barriers. For hydrothermal carbon oxygen-enriched injection, the development of low-temperature (≤200 °C) HTC processes utilizing Fe3O4 nanoparticle catalysts can reduce preparation energy intensity by 35–40%, while integrating biomass waste co-processing (e.g., 15–20% lignin addition) enhances hydrochar calorific value to 25–28 MJ/kg, improving economic viability. To address flame penetration limitations, real-time particle trajectory tracking via phased-array lidar combined with adaptive nozzle pulsation control (2–5 Hz frequency modulation) optimizes coal distribution in raceways, achieving 95% burnout rates even with 0.1–3 mm particle size variations.
The hydrogen-enriched gas co-injection system demands refractory material innovation, such as gradient ZrO2-SiC composites with plasma-sprayed thermal barrier coatings (TBCs), to withstand 1150–1300 °C preheated gas erosion, extending lining lifespan to 8–10 years. AI-driven flame temperature prediction models (LSTM networks with 10 ms refresh rates) enable dynamic H2/CH4 ratio adjustments (±0.5% precision) across 12–16 tuyeres, stabilizing gas utilization above 52% under 30% hydrogen blending. For flash ironmaking, membrane-based hydrogen purification (Pd-Ag alloy modules) coupled with liquid organic hydrogen carrier (LOHC) systems reduces storage/transport costs by 40–50%, while 3D-printed microchannel reactors (50–200 μm pore structures) enhance reduction kinetics, enabling 99.5% H2 purity with <2% pressure loss.
System-wide implementation requires digital twin platforms integrating multiphysics models (discrete element method for burden descent, CFD for gas flow) with real-time spectral analysis of raw materials (LIBS/XRF cross-verification), enabling predictive adjustments of coke/PCI ratios (±3 kg/THM) and blast parameters (humidity ± 1 g/Nm3). Policy frameworks must establish hydrogen subsidy mechanisms (35–40/tCO2). These measures collectively forge a techno-economic pathway to sub −1.0 tCO2/THM emissions with 15–20% energy intensity reductions, positioning blast furnaces as transitional hubs toward carbon-neutral metallurgy.
3.4. Energy-Saving in Steelmaking Process
The iron and steel industry—as a fundamental pillar of the national economy—has become a critical focus for energy conservation and emission reduction in the industrial sector due to its high energy consumption and substantial carbon footprint. Driven by global climate change imperatives and the “Dual Carbon” goals, enhancing energy efficiency and controlling carbon emissions in steelmaking processes have emerged as central challenges for industrial transformation. Traditional steel production involves multiple stages, including sintering, ironmaking, converter/electric furnace steelmaking, continuous casting, and rolling, with energy consumption accounting for over 60% of the industry’s total energy use.
Steelmaking process energy-saving technologies achieve comprehensive energy efficiency optimization through multi-technology synergy across the entire production chain. High-efficiency continuous casting technology integrates multi-furnace sequential casting processes with intelligent algorithms, utilizing thin-slab casting to accelerate solidification and employing dynamic soft reduction technology to improve internal slab structure. The hot charging process seamlessly connects casting and rolling operations to minimize thermal energy loss. Converter flue gas waste heat recovery leverages high temperature flue duct thermochemical properties by injecting waste tire powder or pulverized coal to trigger pyrolysis reactions, converting CO2 to CO via the Boudouard reaction while enhancing gas quality through coke oven gas reforming, combined with waste heat boilers for tiered power generation. Intelligent control systems optimize oxygen lance positioning and carbon-oxygen equilibrium through dynamic modeling, improving endpoint precision via real-time feedback adjustments to reduce process energy consumption. Multi-energy synergy systems integrate gas-steam combined cycles with waste heat recovery networks, utilizing TRT gas pressure recovery and thermal energy storage to establish closed-loop energy flow management. This constructs a full-process energy efficiency enhancement pathway from raw material processing to product forming, delivering an integrated solution that combines process innovation with low-carbon transformation.
3.4.1. High-Efficiency Continuous Casting Technology
High-efficiency continuous casting technology (HECCT) has garnered significant attention as a key component of integrated energy-saving solutions. Xianchun Tan [39] focused on energy conservation and CO2 emission reduction in the steel industry, highlighting that under policy scenario (PS) and strengthened policy scenario (SPS), thin slab continuous casting (TSCC)—a cost-effective integrated energy-saving technology—has developed rapidly. From an energy-saving perspective, coal, electricity, and natural gas conservation rely on distinct technologies, while the energy-saving benefits of HECCT are embedded within the broader framework of integrated energy-saving technologies, evolving alongside their advancements. Regarding CO2 emission reduction potential, integrated energy-saving technologies exhibit divergent trends under PS and SPS scenarios, with HECCT’s emission reduction effects aligning with these overarching trajectories.
Yongzhou Wang [40] proposed an integrated methodology centered on continuous casting scheduling, directly formulating production batch plans using slabs as fundamental units while harmonizing material allocation plans. A multi-objective mixed integer programming model was developed to simultaneously minimize unplanned slab weight, maximize continuous caster productivity, and minimize penalties for dimensional variations between adjacent slabs, all under multiple production constraints. To solve the model, an enhanced NSGA-II algorithm incorporating local search strategies was designed, leveraging specialized encoding-decoding schemes and heuristic population initialization to improve solution quality and efficiency. Comparative experiments using 10 sets of production data demonstrated the superiority of EINSGA-II over standard NSGA-II and SPEA2 algorithms. Additionally, 8 case studies comparing the integrated one-step approach (IOSA), traditional two-step methods, and manual scheduling strategies revealed that IOSA significantly outperformed alternatives in reducing unplanned slab weight, increasing continuous casting furnace counts, and optimizing slab rolling size sequences.
3.4.2. Converter Flue Gas Waste Heat Recovery Technology
Sensible heat recovery technology for converter flue gas in steelmaking energy conservation is a vital approach for efficient energy utilization and environmental protection. This technology primarily involves two pathways: injecting waste tire powder into the vaporization cooling flue of converters to utilize high temperature waste heat (~1400 °C) for pyrolysis, generating high-quality syngas through complex reactions of waste tires under extreme heat; and injecting pulverized coal into converter evaporation flues, where residual heat drives reactions between coal and CO2 in flue gas to produce CO. These processes involve intricate reaction mechanisms influenced by temperature, heating rates, coal/tire powder properties, and other variables [41].
Traditional sensible heat recovery methods face critical limitations, including substantial energy waste, high CO2 content in converter gas (reducing gas quality), and direct CO2 emissions exacerbating climate change. To address these challenges, Binglang Ren [42] proposed a thermochemical energy storage strategy using coke oven gas to reform converter gas within flues, effectively reducing gas flow while improving conversion efficiency and heat recovery (Figure 5). Bao Wang [43] innovated a process injecting pulverized coal into converter evaporation flues, leveraging the thermodynamic spontaneity of coal-CO2/O2 reactions at 1000–1800 K to convert CO2 to CO, enabling secondary energy recovery. Additionally, Jianan Zhou [44] pioneered a groundbreaking method by injecting waste tire powder into converter vaporization cooling flues, utilizing high temperature waste heat for pyrolysis gas production. This approach transforms waste tires into high-value resources, offering both theoretical insights and technical solutions for industrial-scale implementation.
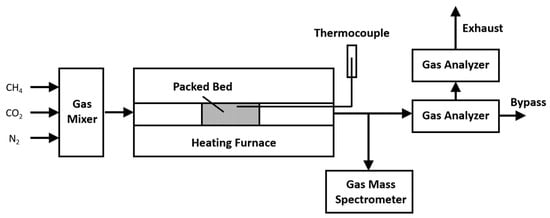
Figure 5.
Schematic of the device for experiments [42].
3.4.3. Others
The production processes in steelmaking workshops exhibit high complexity with tightly coupled material and energy flows, making rational scheduling and optimization a critical pathway to reduce energy consumption costs. The energy-conscious steel plant scheduling problem (SPSP-ES) holds significant implications for the sustainable development of steel enterprises.
Xiaoyuan Lian [45] conducted in-depth research on this issue, proposing a two-tier energy-saving strategy that operates at both the unit process and system-wide workflow levels. This approach maintains production efficiency while reducing the average comprehensive energy consumption per heat, stabilizing energy production, and ensuring the safe, stable operation of energy systems. Pengfei Su [46] focused on energy-saving decision-making in steel plants, developing a multi-objective mixed integer linear programming (MO-MILP) model based on an extended resource-task network (RTN) framework. This model integrates factors such as electricity costs, indirect emissions, and PTR variability, and has been embedded into industrial information management systems to coordinate production and energy management. The implementation improves temporal granularity in operations and enhances renewable energy utilization efficiency.
3.4.4. Summary and Prospect
Steel manufacturing energy efficiency technologies are advancing toward system-level thermodynamic integration, necessitating material, algorithmic, and operational innovations to overcome persistent barriers. The thin slab continuous casting (TSCC) energy-embedded model requires adaptive weight deviation control through laser profilometry-guided dynamic soft reduction (0.1–0.3 mm/m adjustment precision) and SiO2-Al2O3 nanoparticle-reinforced mold fluxes to stabilize energy-optimized solidification paths. For converter flue gas thermochemical energy storage, graded NiCrAlY/YSZ thermal barrier coatings (100–150 μm thickness) with in-situ CMAS corrosion resistance additives should be applied to reactor liners, while integrating tunable diode laser absorption spectroscopy (TDLAS) enables real-time CO/H2 ratio monitoring (±1.5% accuracy) to sustain 14.2 MJ/m3 syngas quality under 7% feedstock variability. The multi-objective scheduling system demands hybrid quantum-classical optimization algorithms (QAOA embedded with MILP) to solve 10⁶-variable models within 30 s cycles, coupled with edge computing modules for inter-process energy flow prediction.
To address hydrogen-based continuous casting compatibility, material genome databases should screen high-strength mold copper alloys resistant to hydrogen embrittlement at 400–600 °C. System implementation must adopt phased digital twin platforms integrating (1) CFD-DEM coupled slag-metal interaction models for reaction kinetic prediction, (2) blockchain-enabled dynamic carbon accounting across energy carriers, and (3) AI-driven scenario simulation for extreme condition resilience (e.g., 15% scrap ratio fluctuations). Regulatory frameworks should incentivize cross-process energy sharing through tiered carbon pricing and fast-track certification for hydrogen hybrid furnaces. These measures will cement the 23.5% carbon intensity reduction baseline into a 35–40% decarbonization trajectory while maintaining <2% yield loss across the steelmaking value chain.
4. Breakthrough in Compact Process Integration Technology
4.1. Energy-Saving in Continuous Casting and Rolling Process
Traditional hot rolling processes involve energy-intensive steps such as slab cooling and reheating in furnaces, whereas continuous casting and rolling (CCR) technology eliminates these intermediate stages by directly hot-rolling freshly cast slabs, significantly reducing energy consumption (Figure 6). Compared to conventional slab rolling, CCR achieves 30–50% lower energy demand and is applicable to diverse products, including thick plates, thin sheets, and strip steels.
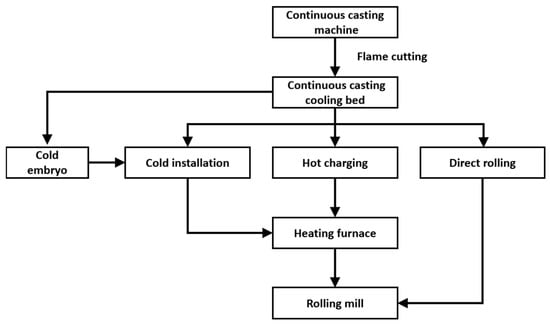
Figure 6.
Flowchart of continuous casting and rolling.
Continuous casting and rolling processes redefine thermal processing pathways through full-process integration and intelligent control, transcending traditional segmented production models. Endless strip production (ESP) utilizes a bow-type caster seamlessly integrated with rolling lines to directly deform strands during solidification (40–60% liquid core ratio), harnessing latent heat to maintain 1100–1250 °C plastic deformation zones, eliminating 85–95% sensible heat losses from intermediate cooling-reheating cycles. Thin slab casting and rolling (CSP/FTSR) optimizes molten steel flow patterns via funnel-shaped molds while ensuring ±10 °C temperature uniformity through soaking furnace dynamic thermal regulation, concurrently enhancing dimensional precision (thickness tolerance ≤ 0.05 mm) and microstructure homogeneity (ferrite grain size 5–8 μm). Multi-mode continuous casting-rolling (MCCR) employs real-time casting speed-rolling load matching algorithms (0.5–2.5 m/min adaptive range) with online width adjustment and thickness feedback systems to dynamically optimize rolling schedules. Intelligent control frameworks establish multiscale solidification-heat transfer-deformation coupling models, predicting hot-charging parameters to adjust heating curves (ΔT ≤ 15 °C/m), while hybrid genetic algorithm-linear programming optimization reduces slab dwell time by 30–45%. Digital scheduling systems coordinate casting-rolling rhythms through dynamic temperature strategies (700–950 °C gradient control), integrating waste heat cascade utilization (steam yield ≥ 0.5 t/t-steel) with process continuity enhancement. These innovations forge a high-efficiency, low-consumption metal processing paradigm through synergistic integration of continuous production intensification, thermodynamic path compression, and AI-driven decision-making, establishing the technological foundation for green metallurgical transformation.
G. Arvedi et al. [47] highlighted the development of ESP (endless strip production) technology based on the ISP process, achieving fully continuous strip production. This innovation marked the first large-scale application of endless rolling for high-quality strips, significantly boosting production efficiency by eliminating pauses and energy waste. The process reduces the production cycle from molten steel to hot-rolled coils to just 7 min. Energy consumption is ~40% lower than conventional hot strip mills and 25–30% lower compared to ISP lines, establishing ESP as a groundbreaking advancement in continuous steel processing.
Zhang et al. [48] reported the application of Hazelett continuous casting and rolling technology in China’s aluminum deep-processing sector. This project pioneered the direct casting of purified electrolytic aluminum liquid into slabs after alloy mixing, followed by short-flow processing via three-stand hot rolling to produce aluminum strips. Notably, it operates as the widest production line of its kind globally.
Emil Mihailov et al. [49] developed a mathematical model for metal solidification, cooling, transportation, and pre-deformation heating in continuous casting and rolling. By creating a universal algorithm based on this model, they achieved online optimization control of the entire process. The algorithm quantifies the energy-saving potential of hot charging under varying conditions and identifies key parameters to minimize energy use, enhancing both efficiency and economic returns.
Zhang [50] addressed energy consumption differences caused by varying connection methods between continuous casting and hot rolling. By studying the transition modes between cold and hot charging in reheating furnaces, they established an energy consumption functional relationship model and formulated a casting-rolling scheduling model with dual objectives: minimizing production time and energy waste. This approach optimizes scheduling while meeting operational requirements.
Wang et al. [51] tackled integrated scheduling between steelmaking, continuous casting, and hot rolling. They translated energy-saving goals into reducing slab storage time to minimize temperature loss. A two-stage integrated mathematical model was developed, coupled with a hybrid algorithm combining genetic algorithms and linear programming. Simulation experiments validated the model’s effectiveness and algorithmic feasibility.
Roderick I.L. Guthrie et al. [11] traced the evolution of continuous casting from its origins in 1856 with Henry Bessemer’s twin-roll casting (TRC) concept to modern breakthroughs. Key milestones include the rise of Conventional Continuous Casting (CCC) by CONCAST in the 1950s, the emergence of thin slab casting (TSC) in 1985, and transformative innovations such as Arvedi’s ESP technology (2009) for endless strip production and Italy’s 2015 operational line for low-cost, energy-efficient hot-rolled steel. Their analysis contrasts CCC, TSC, TRC, and HSBC processes, highlighting technological progress across eras.
By integrating traditional processes with smart controls, waste heat recovery, and predictive mathematical modeling, continuous casting and rolling technologies significantly reduce energy consumption and CO2 emissions, aligning with China’s “Dual Carbon” goals. Future advancements in hydrogen metallurgy and digitalization promise further breakthroughs in energy-efficient steel production.
Iterative advancements in continuous casting-rolling technologies focus on resolving thermodynamic bottlenecks and enhancing full-process integration. For endless strip production (ESP), implementing gradient nanocrystalline roll surface modification (e.g., laser-clad WC-CoCr coatings) combined with multiphase flow field regulation—using real-time infrared thermography to dynamically adjust cooling intensity—can mitigate thermal fatigue in high-strength steel rolling. To ensure reliability in fully continuous systems, digital twin-driven equipment health management systems should integrate acoustic emission crack monitoring and residual stress prediction algorithms, enabling 3D synergetic control of rolling force-temperature-strain rate. The intelligent scheduling model requires rolling horizon optimization (RHO) frameworks, dynamically calibrating temperature-loss predictions via in-situ grain size detection (EBSD coupled with machine learning) at casting-rolling interfaces to maintain scheduling accuracy during frequent product transitions.
Deep decarbonization demands innovations in hydrogen-based heating compatibility with traditional combustion systems, prioritizing proton exchange membrane-based hydrogen concentration compensation for natural gas blending and developing alumina-dispersion-strengthened copper molds resistant to hydrogen embrittlement. Material genome approaches must establish microstructure-property databases, integrating high-throughput phase-field simulations to optimize electromagnetic stirring parameters in secondary cooling zones for micron-level dendrite arm spacing control. System-level integration requires tripartite “energy-material-information” coupling platforms, merging carbon flow tracking models with lifecycle assessment (LCA) tools and blockchain-enabled cross-process carbon emission traceability. Future efforts should standardize equipment reliability certifications and advance Industry 5.0-enabled cognitive rolling systems, establishing a holistic energy-material efficiency framework aligned with carbon neutrality imperatives.
4.2. Energy-Saving in Other Energy and Power Processes
Beyond advancements in energy-saving techniques across individual steelmaking stages, significant progress has been made in industrial energy efficiency technologies within steel production systems. Key innovations include high-efficiency combustion technologies, waste heat recovery and utilization, and computerized control systems, all of which synergistically enhance energy utilization rates while reducing operational costs and environmental impacts. These integrated approaches exemplify the industry’s shift toward holistic energy management and sustainable production practices.
Steel industry energy and power system energy-saving technologies reconstruct energy conversion pathways through thermodynamic optimization and digital integration. Metallurgical high-efficiency combustion employs oxygen-enriched staged combustion mechanisms coupled with modified weighted-sum-of-gray-gases (WSGG) models to resolve radiative heat transfer characteristics in high-concentration CO2/H2O environments, enhancing flame thermal efficiency through turbulent combustion coupling while suppressing NOx generation. Waste heat recovery systems leverage gravity-bed boiler particle convection heat transfer models and extended discrete element method (XDEM) simulations to decode latent-sensible heat synergy in semi-molten blast furnace slag, establishing thermochemical conversion chains for gasification-based syngas production to achieve high temperature waste heat cascade utilization. Computerized control architectures integrate multiscale mathematical models with adaptive algorithms, optimizing solid waste valorization pathways through phase composition prediction while combining carbon capture processes with gas turbine combined cycle retrofits to form material-energy collaborative regulation networks. These technologies systematically converge combustion intensification, deep waste heat conversion, and digital twin platforms into a closed-loop system for thermal energy release, recovery, and regeneration, driving the transformation of steel energy systems toward intelligent, low-carbon evolution through integrated thermal management and data-driven operational synergy.
4.2.1. Energy-Saving of High-Efficiency Combustion Technology in Metallurgy
QI et al. [52] investigated the combustion characteristics of gas-fired furnaces within the 21–36% oxygen-enriched range, a relatively low-concentration interval previously underexplored compared to high-oxygen or industry-specific scenarios. Their work provides critical data for broader applications of oxygen-enriched combustion. By analyzing nitrogen oxide (NOx) emissions across multiple combustion modes, they demonstrated that flue gas recirculation and staged oxygen supply effectively reduce NOx emissions. Combining experimental and numerical simulations, the study offers a comprehensive evaluation of oxygen-enriched combustion dynamics.
Fengsheng QI et al. [53] addressed the high energy consumption and pollution issues of traditional air-combustion ladle preheating by developing a three-dimensional mathematical model to explore pure oxygen combustion. The model incorporates turbulent combustion behavior and its coupling with heat transfer during ladle heating. To accurately calculate gas radiation properties under high CO2/H2O concentrations—a hallmark of oxygen-enriched combustion—the authors enhanced the weighted sum of gray gases model (WSGGM). Compared to conventional models, this improved version better predicts gas absorption coefficients in oxygen-rich environments. Their comparative analysis revealed that pure oxygen combustion achieves higher flame temperatures and shorter flame lengths than air combustion, highlighting its potential for energy-efficient, low-emission ladle preheating.
4.2.2. Waste Heat Recovery and Utilization
Blast furnace slag, a solid byproduct of ironmaking discharged at 1450–1550 °C, contains substantial thermal energy. Efficient utilization of this waste heat is critical for reducing energy waste and carbon emissions in steel production, making advanced recovery technologies pivotal for industry decarbonization.
Liu et al. [54] proposed a gravity-bed waste heat boiler system to recover thermal energy from high temperature slag particles. Compared to conventional methods, this technology minimizes energy loss, enhances recovery rates, and generates high temperature steam for power generation. Their study systematically analyzed the effects of Reynolds number, slag particle diameter, descent velocity, and boiler tube arrangement on heat transfer coefficients and recovery efficiency. Through experimental and theoretical analyses, they derived a semi-empirical correlation for heat transfer between slag particles and boiler tubes.
Duan et al. [55] developed a system model using ASPEN Plus to integrate blast furnace slag waste heat with coal gasification for syngas production, achieving resource-efficient utilization and energy cascade conversion. By varying parameters such as temperature and water-to-coal ratio (S/C), they comprehensively evaluated gasification performance using metrics such as carbon conversion efficiency (CE), cold gas efficiency (CGE), syngas production rate (PE), and syngas calorific value per kg of coal (HV). This approach offers a novel pathway for synergistic energy recovery and emission reduction in steel plants.
Feng et al. [56] pioneered the study of heat transfer characteristics of semi-molten blast furnace slag particles in moving beds, overcoming the traditional assumption of uniform internal particle temperature. By applying the extended discrete element method (XDEM) to simulate heat recovery processes, they integrated particle dynamics, thermodynamics, and fluid flow/heat transfer interactions. Their findings revealed that the semi-molten state alters temperature evolution, heat transfer rates, and sensible/latent heat release between particles and fluids, though overall waste heat recovery efficiency remains largely unaffected.
Key modifications included replacing partial coke with pulverized coal injection (PCI) to enhance top gas calorific value for gas turbine power generation. Results demonstrated that substituting inefficient gas boilers with high-efficiency combined cycle gas turbines boosts energy productivity and reduces nominal CO2 emissions per ton of hot metal.
4.2.3. Computer Control Technology
Conventional steelmaking processes suffer from inefficiencies in energy utilization and waste management, compromising both economic viability and environmental sustainability. Addressing these challenges requires novel technologies to enhance production efficiency, optimize energy use, and reduce solid waste generation.
Tamara Chistyakova et al. [57] adopted an integrated approach to resource and energy conservation in converter steelmaking, treating energy and material flows as an interconnected system. They developed a computerized system grounded in a robust library of mathematical models, enabling comprehensive analysis, prediction, and optimization of process parameters. By integrating system databases with mathematical models, the system adaptively adjusts to varying production conditions, providing data-driven decision support. Crucially, the study prioritized metallurgical waste recycling—predicting the phase composition and chemical properties of slag to repurpose it for building materials, thereby transforming solid waste into valuable resources.
4.2.4. Summary and Prospect
Metallurgical energy innovations prioritize combustion optimization, waste heat recovery, and intelligent control to advance low-carbon transitions. For medium-low concentration oxygen-enriched combustion, developing gradient Al2O3-ZrO2 composite coatings with active cooling channels (≤0.3 mm microchannel spacing) can mitigate burner material oxidation under 2100 K flames, while integrating tunable O2 injection lances enables dynamic adjustment of staged oxygen ratios (±1.5%) to balance NOx suppression and thermal efficiency. The blast furnace slag gravity bed system requires bed porosity stabilization through pulsed fluidization control (2–5 Hz frequency modulation) and slag particle surface modification (SiO2 nano-coatings) to prevent agglomeration-induced heat transfer degradation. Simultaneously, optimizing slag particle size distribution (D50 = 5 mm ± 0.3) via electromagnetic sieving enhances latent heat recovery consistency.
To address coal gasification-slag heat integration pressure mismatches, hybrid simulation frameworks combining CFD with discrete element modeling (DEM) should optimize gas-solid flow regimes, while adaptive pressure-compensation valves (0.1–0.5 MPa response precision) can minimize energy losses. Intelligent control systems demand lightweight digital twin architectures (edge computing-based) with subsecond data latency, utilizing federated learning to harmonize heterogeneous process data (temperature, pressure, emissions) across 15–20 data protocols. Future implementation must adopt modular retrofit kits for slag heat exchangers and combustion chambers, standardized via ISO 14405-2 [58] for rapid deployment. Concurrently, material genome platforms should screen high-entropy alloys resistant to 1300 °C cyclic thermal stress, while AI-driven multi-objective algorithms (NSGA-III variants) must balance carbon-intensity reduction with production stability under ±10% operational fluctuations, ensuring scalable adoption of integrated energy-mass synergy solutions.
5. System Energy-Saving Theory and Application
The energy conservation theory for iron and steel systems is a methodology rooted in thermodynamics and systems engineering principles, centered on the synergistic optimization of energy flows and material flows across the entire industrial chain. It transcends the conventional focus on single-process energy savings, prioritizing energy-grade matching and waste-to-resource conversion throughout the full steel production cycle. For instance, it employs cascade utilization technologies to recover sensible heat from blast furnace gas and waste heat/pressure from steelmaking processes into usable energy while reducing inefficiencies through process coupling. The theory extends system boundaries to encompass raw material pretreatment, production process control, and secondary energy recovery from by-products (e.g., slag, dust), ultimately achieving dual goals: doubled energy efficiency and reduced carbon emission intensity.
This framework holds transformative value in addressing the steel industry’s “Dual Carbon” challenges. As a sector accounting for 15% of global industrial energy consumption, the theory overcomes the limitations of isolated energy-saving measures by reconstructing energy flows across entire processes. Practical implementations demonstrate reductions in comprehensive energy consumption per ton of steel by 7–18% and CO2 emission intensity by 15–22%. Amid rising energy prices and scrap steel shortages, its “waste-to-resource + process intensification” pathway directly lowers steel production costs by 80–120 RMB per ton. By aligning energy conservation with profitability and decarbonization with value creation, the theory shifts the industry from end-of-pipe treatment to source-level emission reduction, establishing itself as a foundational methodology for global steel industry greening [59,60,61,62,63,64].
System energy conservation theory restructures the energy and material flow networks across the entire steel metallurgy process chain, transcending the limitations of single-process energy conservation. It establishes cross-scale synergistic optimization mechanisms among coking, sintering, and blast furnace ironmaking processes (Table 1). Centered on energy-grade cascade utilization, this theory dynamically integrates technologies including coke dry quenching (CDQ) waste heat power generation in coking processes, sintering flue gas recirculation heat recovery, and hydrogen-based injection technology in blast furnaces. This integrated approach forms a closed-loop system with multi-energy complementarity that coordinates energy quality gradients with production process requirements, achieving comprehensive optimization of energy efficiency and carbon reduction throughout the entire production chain.

Table 1.
Comparison table of the energy-saving technology effects at each stage of the steel metallurgy process system.
Jean-Christian Brunke et al. [5] conducted a bottom-up techno-economic model for the German steel industry, evaluating the potential of 32 energy-saving measures through energy conservation cost curves (ECCC). Their analysis revealed that between 2013 and 2035, the sector could achieve 11.7% fuel savings (92.74 PJ/year) and 12.2% CO2 reduction (7.39 Mt/year), alongside 2.2% electricity savings (17.69 PJ/year).
Taking a 1780 mm hot-rolled strip production line in a Chinese steel plant as a case study, Xun Shen [65] established an optimization model spanning from sintering to hot rolling. By employing linear programming (LP) and nonlinear programming (NLP) methods, along with systematic analysis of the relationship between process energy consumption and steel ratio, the model aimed to minimize energy consumption and CO2 emissions. Through optimization of blast furnace burden ratios and operational parameters, comprehensive energy consumption was reduced by 2.29%.
Mao Xu [66] achieved cross-industry recycling of by-products by integrating steel, chemical, building materials, and power industries. Utilizing the NSGA-II algorithm, he optimized technological combinations among energy conservation, emission reduction, and economic objectives to resolve multi-objective conflicts. The theoretical framework demonstrated practical effectiveness in 3 Mt/a and 9 Mt/a scale steel plants, achieving 15.9% and 27.1% energy consumption reductions, along with 16.3% and 42.6% pollutant emission reductions, respectively.
Rui Hu et al. [67] proposed strategies including establishing independent coking plants, promoting scrap steel recycling systems, and optimizing industrial concentration through system dynamics and fuel-powered footprint analysis. Their model demonstrated that full implementation could reduce energy consumption to 170 kgce/t (only 34.7% of traditional processes). Boqiang Lin et al. [68] applied a stochastic frontier analysis model of excessive energy input to assess total-factor energy efficiency and conservation potential in China’s steel sector. Based on Debreu-Farrell efficiency, the model defined excessive energy input as deviations from the deterministic production frontier. Results revealed 31.1% excessive energy input and an annual conservation potential of 103.35 Mtce. Yihan Wang [69] et al. developed a multi-objective optimization model under uncertainty to address energy conservation and CO2 emission reduction (ECCER) management in China’s steel industry. The model incorporated 67 variables and five parameter categories (industrial structure, energy use, emissions, economics, and policy). Accounting for uncertainties, optimal solutions achieved 6.3% lower energy intensity, 7.6% lower CO2 emissions, and 4.2% higher economic returns compared to deterministic scenarios.
6. Conclusions
This study elucidates the phased innovation characteristics and synergistic optimization potential of energy-saving technologies across the entire steel metallurgy process chain. The coking process, through breakthroughs in coal moisture control (CMC) and coke dry quenching (CDQ) technologies, overcomes traditional thermodynamic limitations to achieve precise moisture regulation and efficient sensible heat recovery, establishing a novel “energy-quality dual control” paradigm for coke production. In sintering operations, thick-layer technology combined with composite raw material enhancement mechanisms resolves the paradoxical challenge of “high permeability versus low fuel consumption” while boosting productivity, demonstrating coupled advantages in raw material processing and pollution control. The ironmaking system reconstructs reduction reaction pathways via hydrogen-based fuel substitution and optimized pulverized coal injection parameters, maintaining stable furnace conditions even when fuel substitution rates exceed 30%, highlighting precise regulation capabilities in high temperature reaction kinetics. The continuous casting-rolling sequence achieves a revolutionary seven-minute hyper-rapid transformation from liquid steel to hot-rolled coils through fully integrated technologies such as endless strip production (ESP), creating an extreme production paradigm characterized by “thermal continuity-zero waiting temperature”. The systematic energy optimization framework transcends process boundaries by establishing energy-grade matching networks and material circulation systems, enabling nonlinear superposition effects in full-process energy efficiency enhancement. Each technological innovation adheres to metallurgical thermodynamic principles while redefining traditional energy flow boundaries, with their synergistic interactions providing multi-scale solutions for the steel industry to realize “energy efficiency leapfrogging-carbon emission decoupling”.
The greatest gains lie in coking and ironmaking due to mature technologies (CMC, CDQ, PCI) and scalable hydrogen solutions. However, critical challenges persist: steelmaking requires breakthroughs in waste heat recovery under high-CO2 flue gas conditions, while sintering struggles with material uniformity and cost-effective ultra-thick beds (>1000 mm). Hydrogen metallurgy scalability, AI-driven digital twins for real-time optimization, and cross-industry synergies (e.g., slag-to-cement recycling) remain future priorities. Notably, biomass injection in blast furnaces reduces emissions by 20% but raises costs and compatibility issues, highlighting the need for balanced innovation. Achieving net-zero demands accelerated R&D in hydrogen infrastructure, policy support for carbon capture, and global collaboration to align with 1.5 °C pathways.
Funding
The study was funded by the Open Project of Key Laboratory of Industrial Fluid Energy Conservation and Pollution Control, the Ministry of Education (NO. CK-2024-0034) and the Natural Science Foundation of Shandong Province of China (NO. ZR2023ME116).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Du, Z.; Lin, B. Analysis of carbon emissions reduction of China’s metallurgical industry. J. Clean. Prod. 2018, 176, 1177–1184. [Google Scholar] [CrossRef]
- Yu, X.; Tan, C. China’s pathway to carbon neutrality for the iron and steel industry. Glob. Environ. Chang. 2022, 76, 102574. [Google Scholar] [CrossRef]
- Kobori, S. When Energy Efficiency Begets Air Pollution: Fuel Conservation in Japan’s Steel Industry, 1945–1960. Technol. Cult. 2022, 63, 401–426. [Google Scholar] [CrossRef]
- Zhang, C.; He, W.; Hao, R. Comparative analysis of asian main iron and steel countries’ total factor energy efficiency. Curr. Sci. 2017, 112, 2226–2233. [Google Scholar] [CrossRef]
- Brunke, J.-C.; Blesl, M. A plant-specific bottom-up approach for assessing the cost-effective energy conservation potential and its ability to compensate rising energy-related costs in the German iron and steel industry. Energy Policy 2014, 67, 431–446. [Google Scholar] [CrossRef]
- Li, B.; Li, X.; Li, C. Progress on Efficient Utilization of Energy Resources of Steel Industry Home and Abroad. J. Eng. Stud. 2022, 9, 68–77. [Google Scholar] [CrossRef]
- Zeng, D.-L.; Hu, Y.; Gao, S.; Liu, J.-Z. Modelling and control of pulverizing system considering coal moisture. Energy 2015, 80, 55–63. [Google Scholar] [CrossRef]
- Liu, Z.; Niu, L.; Zhang, S.; Dong, G.; Wang, Y.; Wang, G.; Kang, J.; Chen, L.; Zhang, J. Comprehensive Technologies for Iron Ore Sintering with a Bed Height of 1000 mm to Improve Sinter Quality, Enhance Productivity and Reduce Fuel Consumption. ISIJ Int. 2020, 60, 2400–2407. [Google Scholar] [CrossRef]
- Wu, P.; Yang, C.-J. Identification and control of blast furnace gas top pressure recovery turbine unit. ISIJ Int. 2012, 52, 96–100. [Google Scholar] [CrossRef]
- Wang, Z.Q.; Liu, L.W.; Xia, X.X.; Zhou, N.J. Dynamic test on waste heat recovery system with organic Rankine cycle. J. Cent. South Univ. 2014, 21, 4607–4612. [Google Scholar] [CrossRef]
- Guthrie, R.I.L.; Isac, M.M. Continuous casting practices for steel: Past, present and future. Metals 2022, 12, 862. [Google Scholar] [CrossRef]
- Yan, M.; Song, X.; Tian, J.; Lv, X.; Zhang, Z.; Yu, X.; Zhang, S. Construction of a New Type of Coal Moisture Control Device Based on the Characteristic of Indirect Drying Process of Coking Coal. Energies 2020, 13, 4162. [Google Scholar] [CrossRef]
- Jiang, L. Application of Glass Plate Tubular Air Preheater on the Heating Furnace of Delayed Coking Unit. J Qilu Petrochemical Industry. J. Cent. South Univ. 2019, 47, 129–132, 141. [Google Scholar]
- Liu, C.; Xie, Z.; Sun, F.; Chen, L. Exergy analysis and optimization of coking process. Energy 2017, 139, 694–705. [Google Scholar] [CrossRef]
- Ergul, M.; Selimli, S. An applied study on energy analysis of a coke oven. Sci. Technol. Energy Transit. 2024, 79, 1. [Google Scholar] [CrossRef]
- Wang, J.-G.; Wang, Y.; Yao, Y.; Yang, B.-H.; Ma, S.-W. Stacked autoencoder for operation prediction of coke dry quenching process. Control. Eng. Pract. 2019, 88, 110–118. [Google Scholar] [CrossRef]
- Sun, K.; Tseng, C.-T.; Wong, D.S.-H.; Shieh, S.-S.; Jang, S.-S.; Kang, J.-L.; Hsieh, W.-D. Model predictive control for improving waste heat recovery in coke dry quenching processes. Energy 2015, 80, 275–283. [Google Scholar] [CrossRef]
- Wenping, P.; Zhiping, J.; Gailin, L.; Tao, B.; Lixing, Z.; Congxiu, G. Dynamic Heat Transfer Characteristic of Heat Exchanger for Sensible Heat Recovery of Raw Coke Oven Gas. J. Therm. Sci. Eng. Appl. 2022, 14, 121009. [Google Scholar] [CrossRef]
- Yi, Q.; Wu, G.-S.; Gong, M.-H.; Huang, Y.; Feng, J.; Hao, Y.-H.; Li, W.-Y. A feasibility study for CO2 recycle assistance with coke oven gas to synthetic natural gas. Appl. Energy 2017, 193, 149–161. [Google Scholar] [CrossRef]
- Tsuda, K. Reduction in coke oven heat consumption through improved fuel valve adjustment. IFAC Proc. Vol. 2012, 45, 132–133. [Google Scholar] [CrossRef]
- Kato, K. Development of Next-Generation Coke Manufacturing Technology (SCOPE21). Tetsu-to-Hagané 2010, 96, 196–200. [Google Scholar] [CrossRef][Green Version]
- Peng, R.; Yang, X.; Guo, L.; Xiao, W. Production Practice of High-efficiency Utilization of Waste Heat from Sintering Ring Cooling Machine. J. Min. Metall. 2021, 30, 134–138. [Google Scholar]
- Fan, X.; Wong, G.; Gan, M.; Chen, X.; Yu, Z.; Ji, Z. Establishment of refined sintering flue gas recirculation patterns for gas pollutant reduction and waste heat recycling. J. Clean. Prod. 2019, 235, 1549–1558. [Google Scholar] [CrossRef]
- Li, Q. The Application of Liquid-sealed Ring Cooling Technology. Tianjin Metall. 2018, 38, 21–23. [Google Scholar]
- Wu, Y.; Gan, M.; Ji, Z.; Fan, X.; Zhao, G.; Zhou, H.; Zheng, H.; Wang, X.; Liu, L.; Li, J. New approach to improve heat energy utilization efficiency in iron ore sintering: Exploration of surface fuel addition. Process. Saf. Environ. Prot. 2024, 190, 125–137. [Google Scholar] [CrossRef]
- Li, S.; Zhang, J.; Wang, Y.; Niu, L.; Dai, Y.; Hu, W.; Liu, Z. Structural Characteristics of Active Quicklime Flux and Optimization of Quasiparticle Granulation Performance in Thick-Bed Sintering. Steel Res. Int. 2024, 96, 2400660. [Google Scholar] [CrossRef]
- Liu, W.; Zhu, D.; Pan, J.; Wei, Z.; Yang, C.; Guo, Z.; Zhang, W.; Ruan, Z.; Jiang, L. Study on Sintering Technology of Manganese Ore Fines Strengthened by Pellet-Sintering Process. J. Sustain. Met. 2024, 10, 1415–1427. [Google Scholar] [CrossRef]
- Pal, J.; Ghorai, S.; Venkatesh, P.; Goswami, M.C.; Bandyopadhyay, D.; Ghosh, S. Development of fluxed micropellets for sintering utilising iron oxide waste fines. Ironmak. Steelmak. 2013, 40, 498–504. [Google Scholar] [CrossRef]
- Fan, X.; Zhang, Y.; Ji, Z.; Gan, M.; Li, Q.; He, S. The Influence and Mechanism of Intensive Mixing on the Sintering of High-proportion Concentrates. J. Iron Steel Res. 2021, 33, 25–31. [Google Scholar]
- Pal, J.; Ghorai, S.; Goswami, M.C.; Prakash, S.; Venugopalan, T. Development of Pellet-Sinter Composite Agglomerate for Blast Furnace. ISIJ Int. 2014, 54, 620–627. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, G.; Ning, X.; Zhang, J.; Wang, C. Numerical simulation of combustion behaviors of hydrochar derived from low-rank coal in the raceway of blast furnace. Fuel 2020, 278, 118267. [Google Scholar] [CrossRef]
- Zhang, J.; Ye, L.; Xu, R.; Zhao, P.; Yu, Y.; Guo, P.; Li, T.; Wang, Y.; Zhu, J. Effects of Hydrogen-Rich Gas Composition on Energy Consumption and the Raceway State of Oxygen Blast Furnace. Met. Mater. Trans. B 2024, 56, 499–514. [Google Scholar] [CrossRef]
- Onarheim, K.; Arasto, A. Staged implementation of alternative processes in an existing integrated steel mill for improved performance and reduced CO2 emissions—Part I: Technical concept analysis. Int. J. Greenh. Gas. Control. 2016, 45, 163–171. [Google Scholar] [CrossRef]
- Sohn, H.Y. Energy Consumption and CO2 Emissions in Ironmaking and Development of a Novel Flash Technology. Metals 2020, 10, 54. [Google Scholar] [CrossRef]
- Fan, X.; Jiao, K.; Zhang, J.; Wang, R. Comprehensive Research about Critical Interaction Region Named Cohesive Zone in Series of Dissected Blast Furnaces. ISIJ Int. 2021, 61, 1758–1767. [Google Scholar] [CrossRef]
- Pinegar, H.K.; Moats, M.S.; Sohn, H.Y. Flowsheet development, process simulation and economic feasibility analysis for novel suspension ironmaking technology based on natural gas: Part 1—Flowsheet and simulation for ironmaking with reformerless natural gas. Ironmak. Steelmak. 2013, 39, 398–408. [Google Scholar] [CrossRef]
- He, J.; Zhang, W.; Na, H.; Sun, J.; Yuan, Y.; Qiu, Z.; Yan, T.; Du, T. Optimization and Analysis of Minimizing Exergy Loss in Ironmaking System. Energy Technol. 2021, 9, 2000838. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, T.; Zhou, B.; Ma, C.; Dong, Y. Exergy analysis of a novel ironmaking process combining coal gasification with the smelting reduction of iron ore. Fuel 2024, 372, 132261. [Google Scholar] [CrossRef]
- Tan, X.; Li, H.; Guo, J.; Gu, B.; Zeng, Y. Energy-saving and emission-reduction technology selection and CO2 emission reduction potential of China’s iron and steel industry under energy substitution policy. J. Clean. Prod. 2019, 222, 823–834. [Google Scholar] [CrossRef]
- Wang, Y.-Z.; Zheng, Z.; Zhu, M.-M.; Zhang, K.-T.; Gao, X.-Q. An integrated production batch planning approach for steelmaking-continuous casting with cast batching plan as the core. Comput. Ind. Eng. 2022, 173, 108636. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, D.; Wang, L. Analysis of the Energy-saving Path in the Steelmaking Process. J. Metall. Equip. 2023, 288, 74–76. [Google Scholar]
- Ren, B.; Wang, G.; Zuo, H.; Xue, Q.; She, X.; Wang, J. In-situ catalytic reforming of converter gas in converter flue based on thermochemical energy storage: Kinetics and numerical simulation. J. Energy Storage 2022, 48, 103693. [Google Scholar] [CrossRef]
- Wang, B.; Zhou, J.; Xie, J.; Liu, Z.; Zhang, H.; Zhou, L. Numerical and experimental investigations of converter gas improvement inside a flue using its waste heat and CO2 by pulverized coal injection. Environ. Prog. Sustain. Energy 2017, 37, 1503–1512. [Google Scholar] [CrossRef]
- Zhou, J.; Song, W.; Li, Y.; Wang, B.; Cheng, R. High-quality syngas production: The green and efficient utilization of waste tire and waste heat from the steelmaking converter process. Waste Manag. 2021, 131, 98–107. [Google Scholar] [CrossRef] [PubMed]
- Lian, X.; Zheng, Z.; Wang, C.; Gao, X. An energy-efficient hybrid flow shop scheduling problem in steelmaking plants. Comput. Ind. Eng. 2021, 162, 107683. [Google Scholar] [CrossRef]
- Su, P.; Zhou, Y.; Wu, J. Multi-objective scheduling of a steelmaking plant integrated with renewable energy sources and energy storage systems: Balancing costs, emissions and make-span. J. Clean. Prod. 2023, 428, 139350. [Google Scholar] [CrossRef]
- Arvedi, G.; Mazzolari, F.; Bianchi, A.; Holleis, G.; Siegl, J.; Angerbauer, A. The Arvedi Endless Strip Production line (ESP): From liquid steel to hot-rolled coil in seven minutes. Rev. Métallurgie 2008, 105, 398–407. [Google Scholar] [CrossRef]
- Zhang, G.; Luo, J.; Huang, H. Product Characteristics of the Hazelett Continuous Casting and Rolling Production Line and Its Demonstration Significance in Energy Conservation and Emission Reduction. J. Light. Metals. 2011, 325–328. [Google Scholar] [CrossRef]
- Mihailov, E.; Petkov, V.; Ivanova, M.; Stoyanova, B. Possibilities for saving energy in ferrous metallurgy: Integration of technological processes. Therm. Sci. 2016, 20, 623–636. [Google Scholar] [CrossRef]
- Zhang, N.; Jiang, T.; Lv, Z. Research on Continuous Casting–Hot Rolling Scheduling Model Involving Reheating Furnace Conversion Mode and Improved Bat Optimization Solution Algorithm. Appl. Sci. 2024, 14, 4494. [Google Scholar] [CrossRef]
- Wang, S.; Shi, Y.; Liu, S. Integrated Scheduling for Steelmaking Continuous Casting— Hot Rolling Processes considering Hot Chain Logistics. Math. Probl. Eng. 2020, 2020, 6902934. [Google Scholar] [CrossRef]
- Qi, L.; Guo, J.; Wang, Q.; Dai, W.; Bai, H.; Cang, D. High-efficient combustion of gas-fired furnace with 21∼36% oxygen-enriched air. Met. Res. Technol. 2018, 115, 613. [Google Scholar] [CrossRef]
- Qi, F.; Shan, J.; Li, B.; Baleta, J. Numerical study on ladle baking process of oxy-fuel combustion. Therm. Sci. 2020, 24 Pt A, 3511–3520. [Google Scholar] [CrossRef]
- Liu, J.; Yu, Q.; Peng, J.; Hu, X.; Duan, W. Thermal energy recovery from high-temperature blast furnace slag particles. Int. Commun. Heat Mass. Transf. 2015, 69, 23–28. [Google Scholar] [CrossRef]
- Duan, W.; Yu, Q.; Zuo, Z.; Qin, Q.; Li, P.; Liu, J. The technological calculation for synergistic system of BF slag waste heat recovery and carbon resources reduction. Energy Convers. Manag. 2014, 87, 185–190. [Google Scholar] [CrossRef]
- Feng, Y.-H.; Zhang, Z.; Qiu, L.; Zhang, X.-X. Heat recovery process modelling of semi-molten blast furnace slag in a moving bed using XDEM. Energy 2019, 186, 115876. [Google Scholar] [CrossRef]
- Chistyakova, T.; Novozhilova, I.; Kozlov, V.; Shevchik, A. Resource and energy saving control of the steelmaking converter process, taking into account waste recycling. Energies 2023, 16, 1302. [Google Scholar] [CrossRef]
- ISO 14405-2; Geometrical Product Specifications (GPS)—Dimensional Tolerancing—Part 2: Dimensions Other Than Linear or Angular Sizes. ISO: Geneva, Switzerland, 2018.
- Guang, D. Anshan Iron and Steel Company applies the theory of systems engineering to do a good job in system energy conservation. J. Metall. Energy 1987, 40, 4–6. [Google Scholar]
- Hongfu, L. Discussion and Application Practice of the Energy Saving Theory and Methods for the Iron and Steel Manufacturing Process System. J. Energy Metall. Ind. 2020, 39, 59. [Google Scholar]
- Nan, J.; Rao, Z.; Liu, X.; He, H.; Liao, S. Research Progress on Monitoring and Simulation Technologies of Metallurgical Processes Based on System Energy Saving. J. Process Eng. 2014, 14, 708–714. [Google Scholar]
- Wu, S.; Wang, Y.; Huang, Q. Progress in the Application of Low-carbon Emission Reduction Technologies in the Hot Rolling Process of Strip Steel. J. Ind. Heat. 2023, 52, 54–58. [Google Scholar]
- Chengquan, Z. System energy conservation is an important way to deepen energy conservation management: On the application of systems engineering in energy conservation management. J. Energy Eng. 1990, 10, 4–8. [Google Scholar]
- Zhang, Q.; Xu, J.; Zhao, X. Energy and exergy analyses of an integrated iron and steel making process. J. Energy Eng. 2018, 26, 454–480. [Google Scholar] [CrossRef]
- Shen, X.; Chen, L.; Xia, S.; Xie, Z.; Qin, X. Burdening proportion and new energy-saving technologies analysis and optimization for iron and steel production system. J. Clean. Prod. 2018, 172, 2153–2166. [Google Scholar] [CrossRef]
- Xu, M.; Li, S.; Wang, Y.; Liu, Q. Towards Green and Low-Carbon Transformation via Optimized Polygeneration System: A Case Study of the Iron and Steel Industry. Appl. Sci. 2024, 14, 8052. [Google Scholar] [CrossRef]
- Hu, R.; Zhang, C. Discussion on energy conservation strategies for steel industry: Based on a Chinese firm. J. Clean. Prod. 2017, 166, 66–80. [Google Scholar] [CrossRef]
- Lin, B.; Wang, X. Exploring energy efficiency in China’s iron and steel industry: A stochastic frontier approach. Energy Policy 2014, 72, 87–96. [Google Scholar] [CrossRef]
- Wang, Y.; Wen, Z.; Yao, J.; Dinga, C.D. Multi-objective optimization of synergic energy conservation and CO2 emission reduction in China’s iron and steel industry under uncertainty. Renew. Sustain. Energy Rev. 2020, 134, 110128. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).