
Reducing the Peak Power Demand and Setting the Proper Operating Regimes of Electrical Energy Devices in an Industrial Factory Using a Multi-Agent System—The Solutions of the DIEGO Project



Abstract
1. Introduction
2. Materials and Methods
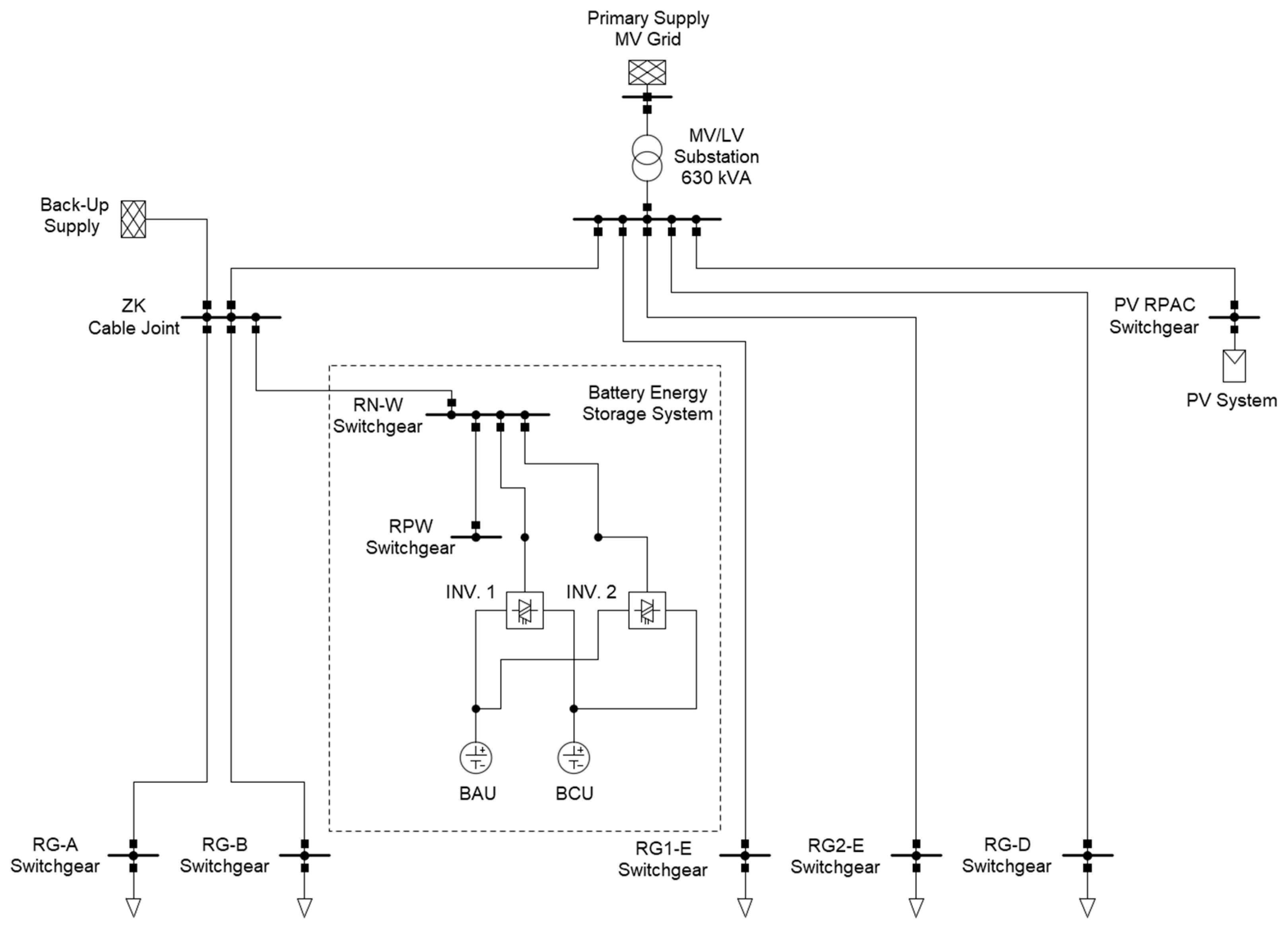
2.1. The Technical Characteristics of the Electric Power Grid in the Considered Factory
2.2. Preliminary Analysis of Collected Measurement Data
- The largest total hypothetical consumption of active energy occurred in different hours of the day; it is worth mentioning that, most often, it took place in the hours of 11:00 a.m.–1:00 p.m.
- The total hypothetical consumption of active energy on Saturdays was almost always significantly smaller than on Wednesdays, while on Sundays, it was most often a bit smaller than on Saturdays.
- A considerable daily variability in the total hypothetical active energy consumption was usually observed.
- The largest total hypothetical consumption of reactive energy occurred at different hours of the day; it is worth mentioning that there was no clear pattern.
- Charging the energy storage system occurred almost every day; it is worth mentioning that there was no clear pattern observed regarding the hours of the charging process.
- There were days in which the discharging process of the energy storage system did not occur; if the discharging of the energy storage system occurred, then it took place most often in the evening hours.
- The amount of electrical energy utilized for charging/discharging the energy storage system on Saturdays and Sundays was most often larger than on Wednesdays.
- The largest generation of active energy took place in the hours from 11:00 a.m. to 4:00 p.m.; it is worth mentioning that it was most often between 11:30 a.m. and 1:30 p.m.
- The maximum active energy generated by the PV installation was usually a significant part of the maximum total hypothetical consumption of active energy at the considered factory level, i.e., from around 45% to even 80% of the consumption. Additionally, the amount of active energy generated by the PV installation was usually quite large, large, or very large in relation to the total hypothetical consumption of active energy for the considered factory during the day.
- A considerable daily variability in the active energy generated by the PV installation was usually observed.
- The largest total hypothetical consumption of active energy and reactive energy occurred at different hours of the day;
- The largest total hypothetical consumption of active energy was about 55–60% of the largest total hypothetical consumption of active energy on Wednesday, which was chosen as a reference day;
- The consumption of reactive energy was much smaller than the consumption of active energy;
- Periods of charging and discharging the energy storage system did not always happen during these days;
- The amount of active energy generated by the PV installation during the exploitation hours of the installation was large or quite large, in relation to the total hypothetical consumption of the active energy during the day.
- The daily variability in active energy consumption was much larger than the daily variability in reactive energy consumption;
- The consumption of reactive energy was much smaller than that of active energy.
2.3. Proposed Preventive Measures for Reducing Peak Electricity Loads at the Level of the Considered Factory
- Limitation of the levels of power and energy received by power loads exploited in the factory;
- Shifting the power consumption periods of the power loads exploited in the factory during the day.
- Increasing the level of electric power and energy produced by a generation source located on the premises of the factory;
- Applying appropriate operating regimes for the electric energy storage system located on the factory premises.
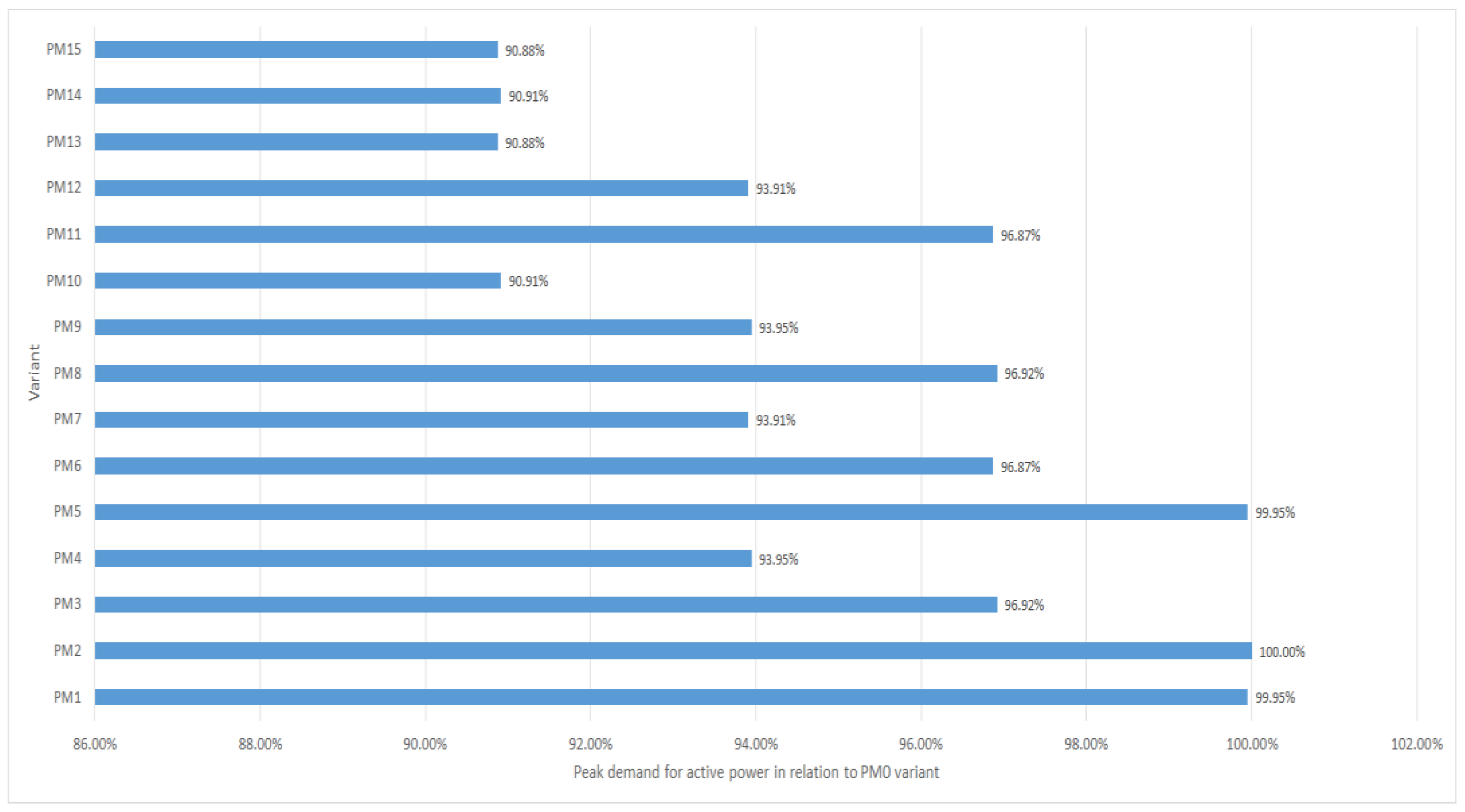
2.4. Feasibility and Effectiveness of Proposed Preventive Measures: Analysis Based on Measurement Data Samples
- PM1—Shifting the demand for electrical power and energy of the laser sets installed in the factory in the range of ±60 min (four periods of 15 min). The time horizon adopted in this study results from the specific technological process in the analyzed industrial facility. In particular, the laser start time could be shifted forward or backward by 15, 30, 45, or 60 min. The laser start-up process is not fully automated and requires the operator’s presence. Moreover, the cutting time depends on the thickness of the processed material. Cutting operations requiring longer processing times are conducted during the day shift, while elements with shorter processing times are handled during the afternoon and night shifts. As a result, the facility owner determined that the permissible time shift for the laser start-up—and consequently, the corresponding power demand adjustment—must not exceed one hour.
- PM2—An increase of 50% in the capacity of the electrical energy storage system located on the premises of the factory in comparison with the rated capacity of the currently functioning system.
- PM3—An increase of 50% in the level of electrical power and energy delivered from the PV installation existing on the premises of the factory in comparison with the installed power of the currently operating PV installation.
- PM4—The modification of the control algorithm for the operation of the electrical energy storage system. The changed control algorithm assumed that the storage system would be charged if and only if a surplus of active power generated over the factory’s total demand for active power took place. In turn, the discharging of the storage system (and in this way, a reduction in the peak power load of the factory) would take place when the value of the active power received from the DSO grid was greater than 100 kW. In the case of power consumption from 0 to 100 kW, the storage system would be switched off. The discharge threshold of the energy storage system was set at 100 kW of power drawn from the distribution grid, reflecting the relatively small capacity of the storage system compared to the facility’s daily energy demand. This setting allows, on the one hand, for a reduction in peak power demand from the grid and, on the other hand, prevents the storage system from discharging too rapidly when recharging from the PV source is not possible.
2.5. Setting the Proper Operating Regimes for Electrical Devices
- A reduction in network losses resulting from reactive energy consumption by various kinds of electrical energy receivers;
- A reduction in network losses connected with the transmission or distribution of electrical energy, also including losses in the internal distribution systems of electrical energy powering the installations used in industrial processes.
- Problems regarding reactive power (energy), both at the level of the entire considered factory and at the level of individual bays supplying switchgears, from which, in turn, devices carrying out specific technological processes are powered, occur. There are 15 min time intervals when the value of the tanϕ power factor exceeds the permissible value of the factor, equal to 0.4.
- There are also 15 min intervals in which reactive energy is delivered to the grid.
2.6. Control Algorithm Used for Industrial Plant’s Performance Improvement
2.6.1. Introduction
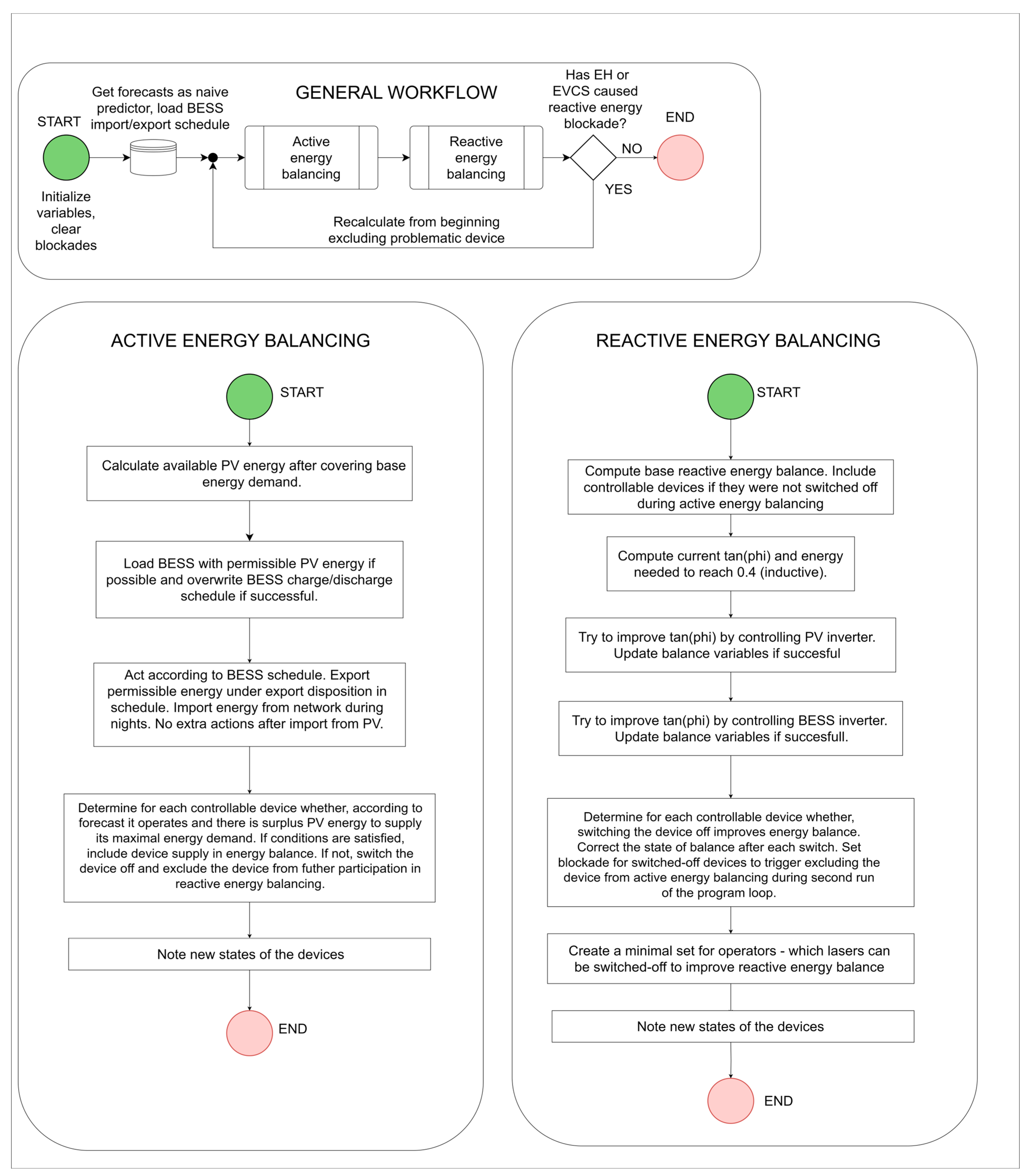
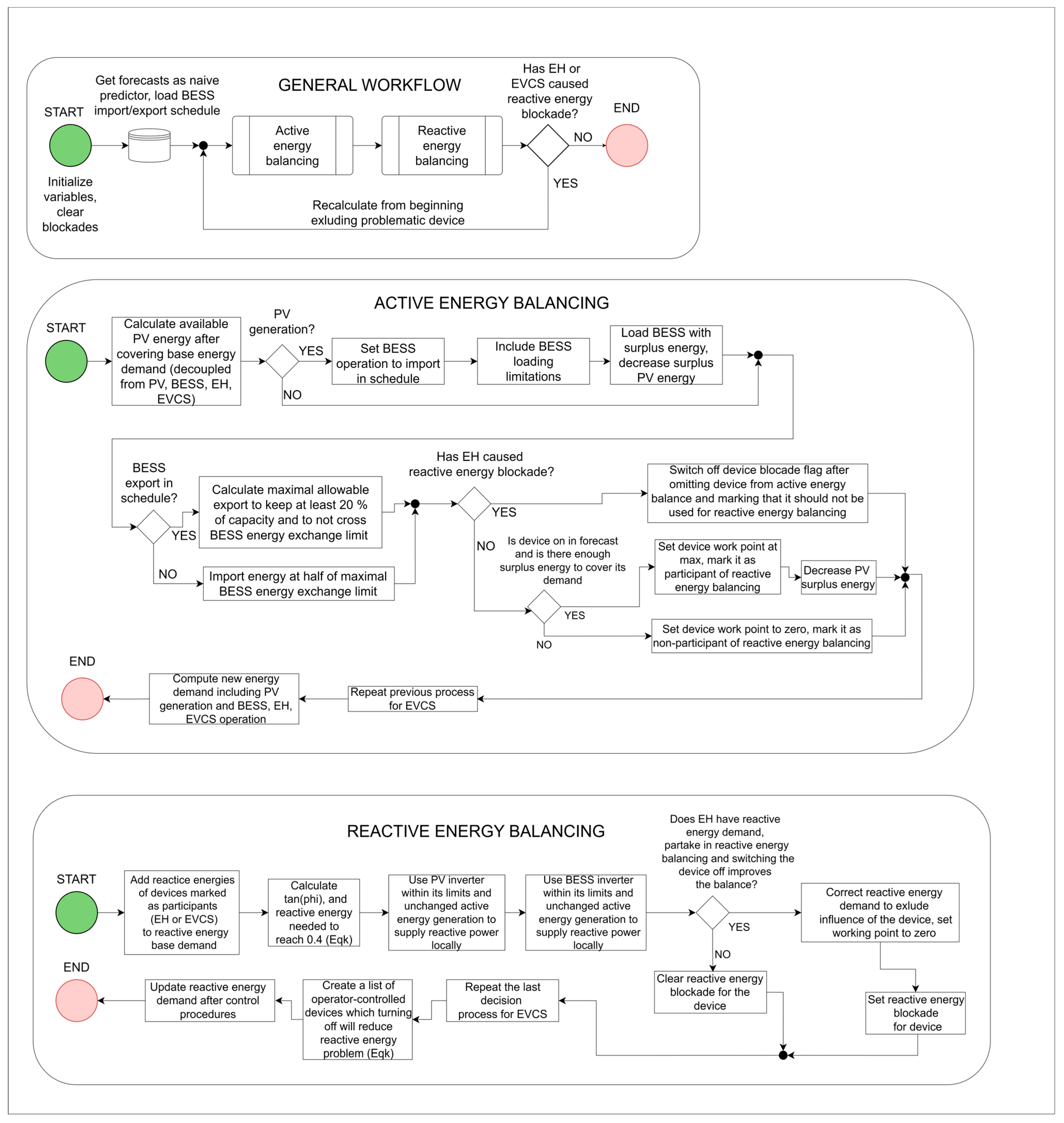
2.6.2. Generic Workflow of Algorithm
2.6.3. Active Energy Balancing
2.6.4. Reactive Energy Compensation
2.6.5. Calculation of Algorithm Effectiveness Metrics
- t—type of energy, p for active energy and q for reactive energy.
- bef—state before control of industrial plant took action.
- aft—state after control.
- —saved energy, with unit dependent on type of energy.
- t—type of energy, p for active energy and q for reactive energy.
- —autoconsumption degree of a given type of energy generated by the industrial plant’s PV system.
- —a given type of energy generated by PV.
- —t-type energy demand, directly corresponding to either or .
- —a constant allowing us to create equivalent power corresponding to the given energy at the end of a considered 15 min period.
- —the active energy measured in the considered 15 min period.
- —the reactive energy measured in the considered 15 min period.
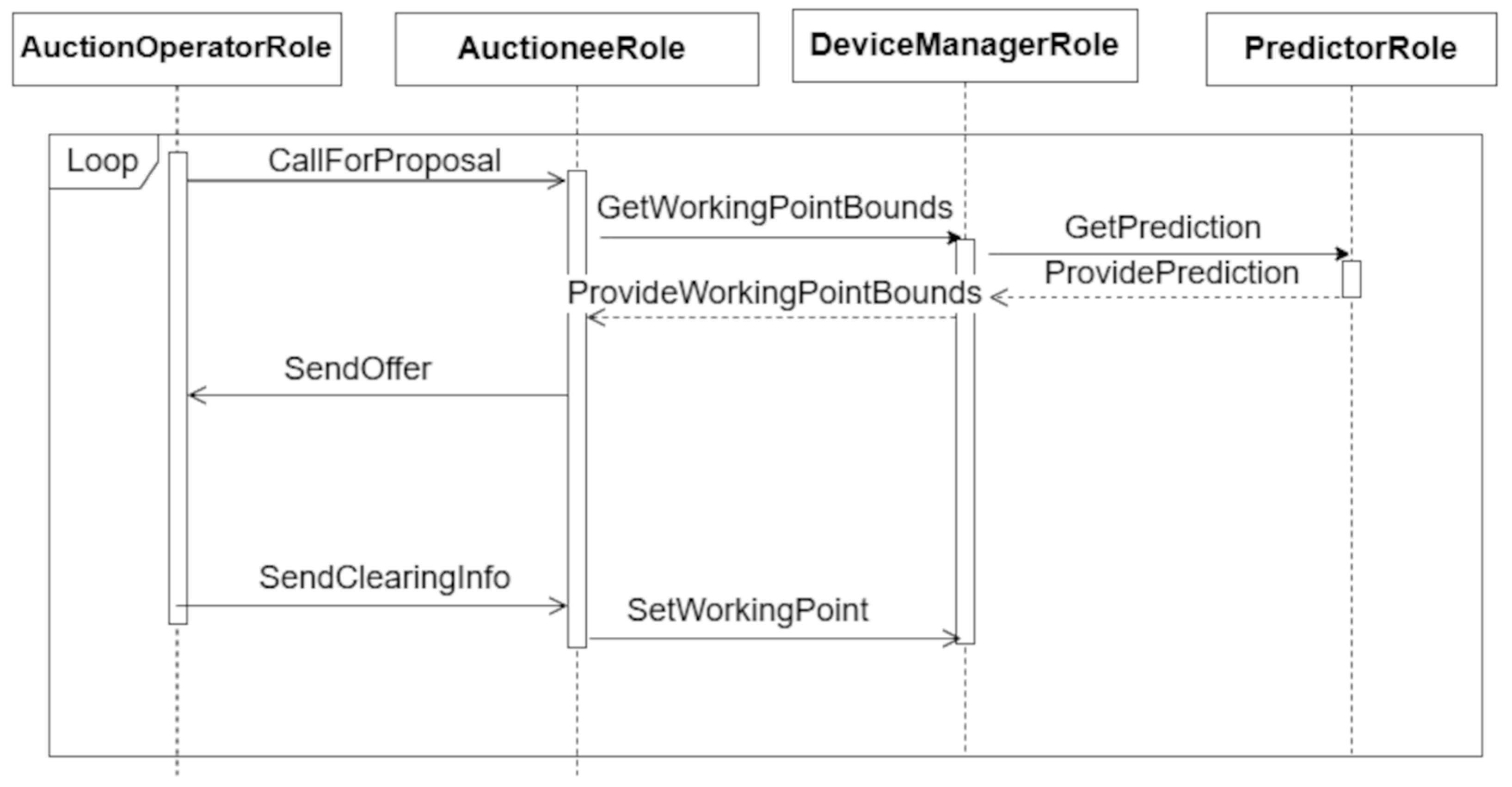
2.7. Multi-Agent Systems for Reducing the Peak Power Demand and Setting the Proper Operation Regimes of Electrical Devices Located in the Factory
- “AuctionOperatorRole”, whose purpose was to organize the double auctions between participants represented by “AuctioneeRole”, clearing and sending the results back to participants.
- “AuctioneeRole”, the purpose of which was to report a bid to buy (to consume energy from a specified range or, in the case of rigid bid, a certain amount of energy) and a bid to sell (to deliver energy from a specified range or, in the case of rigid bid, a certain amount of energy) to the “AuctionOperatorRole” role. The type of bid and the purpose for the specific type of energy (active or reactive) were specified in the data. This role received information about the device (current operating point) from the “DeviceManagerRole”. After receiving a decision from “AuctionOperatorRole” regarding the established operating point of the device, it passed it to “DeviceManagerRole”.
- “DeviceManagerRole”, whose purpose was to transfer data from the device (current operating point, permissible operating range) and predictions (working point prediction, working range prediction) to “AuctioneeRole”, setting the current operating point resulting from the auction. The requests for predictions were sent to the appropriate “PredictorRole”.
- “PredictorRole”, which calculated the prediction for the operating point or operating range of the appropriate device. It received the request, calculated it, and sent it back to “DeviceManagerRole”.
3. Results
3.1. Statistical Description of Results
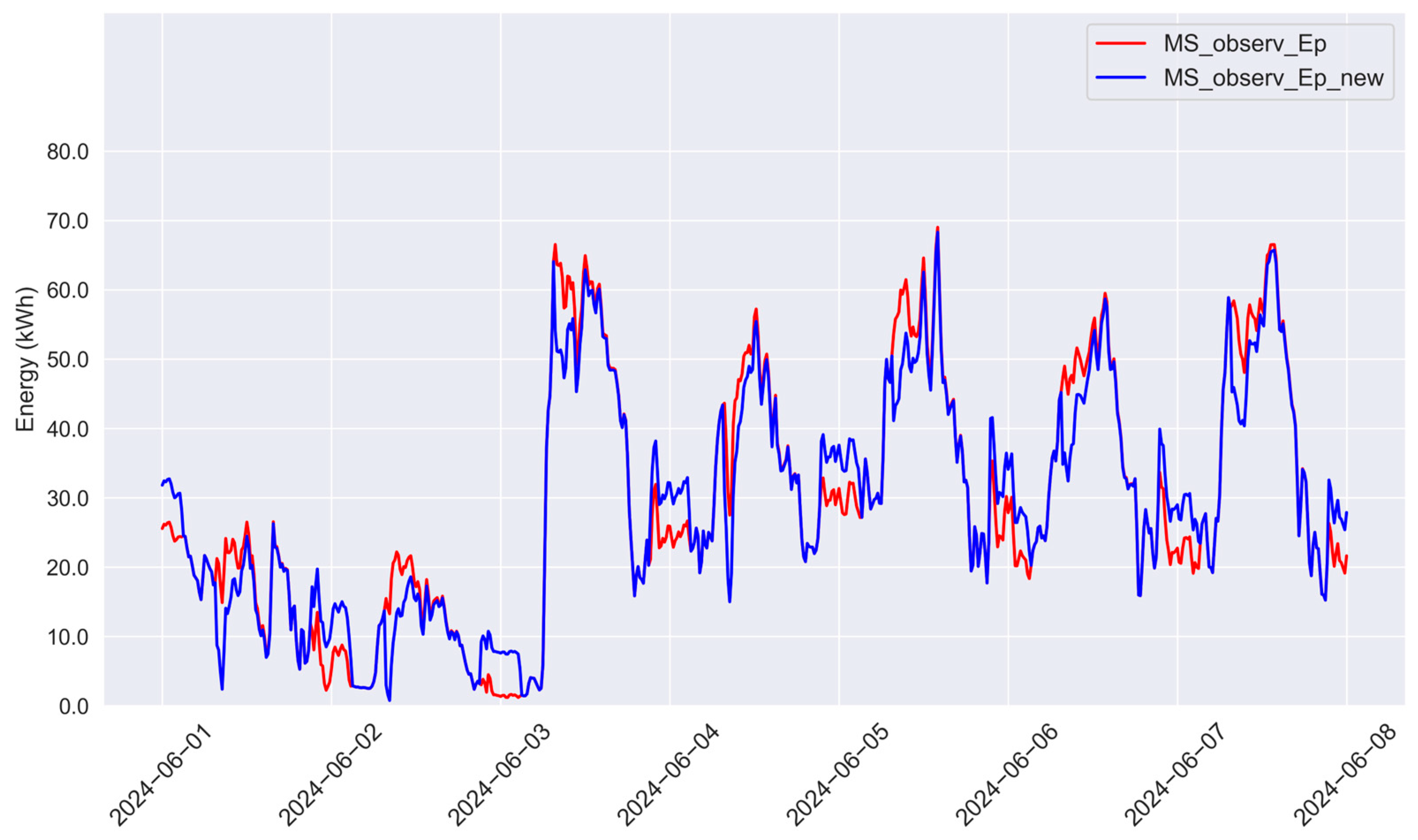
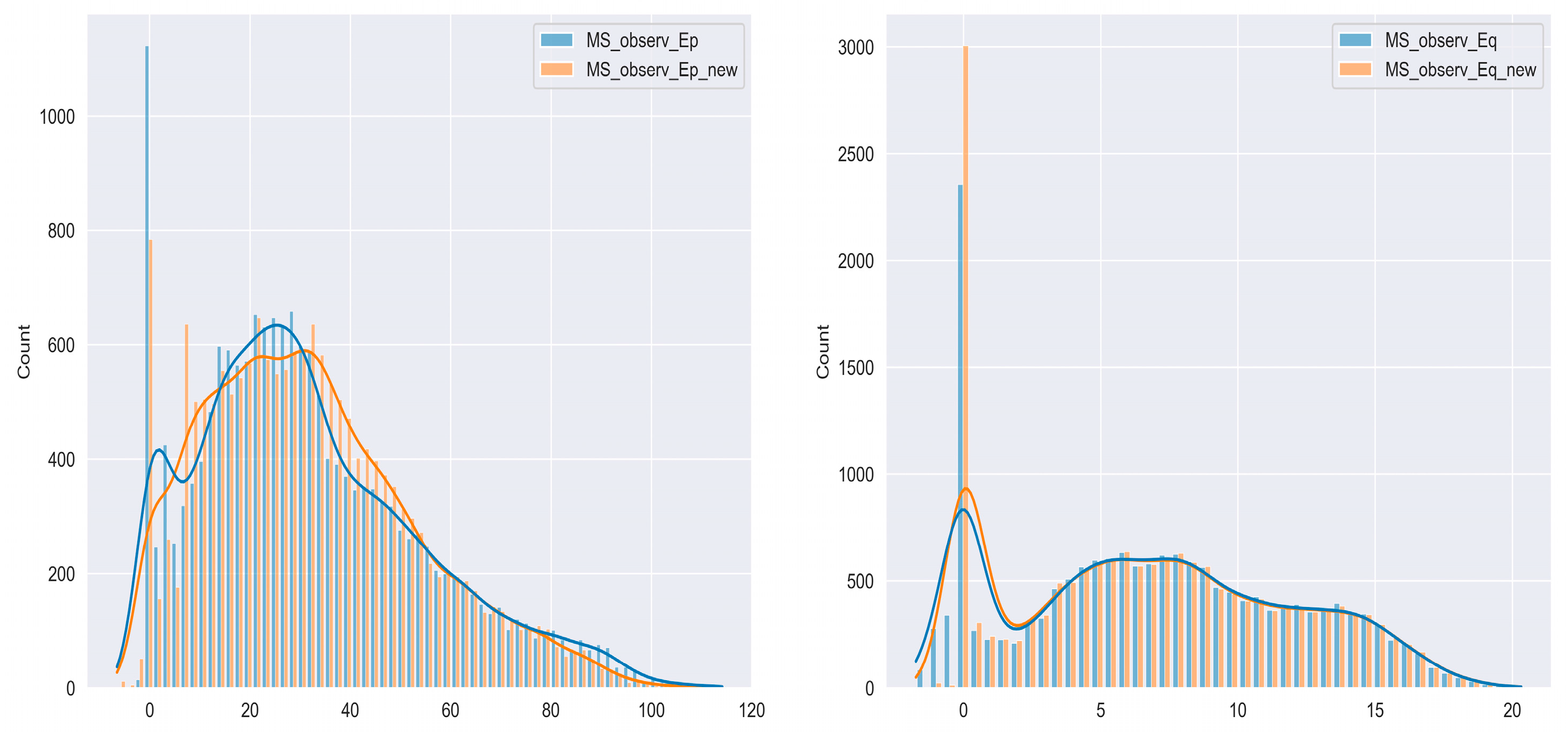
- Observable energies before the improvement procedure, as seen on the main switchgear level (MS_observ);
- Observable energies as seen on the main switchgear level after improvement (MS_observ_new);
- The difference between the observable energies before and after the improvement procedure (delta_MS_observ);
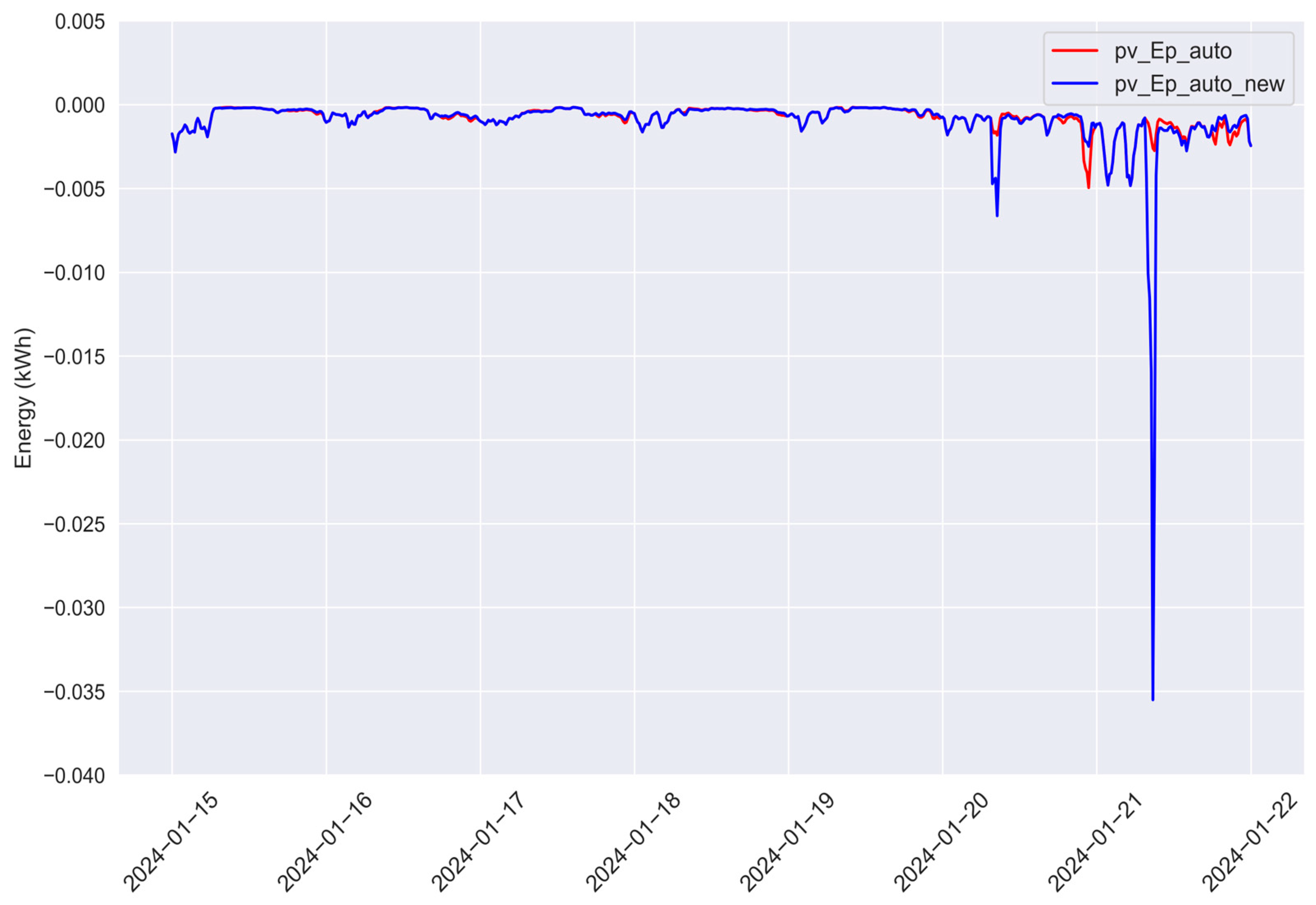
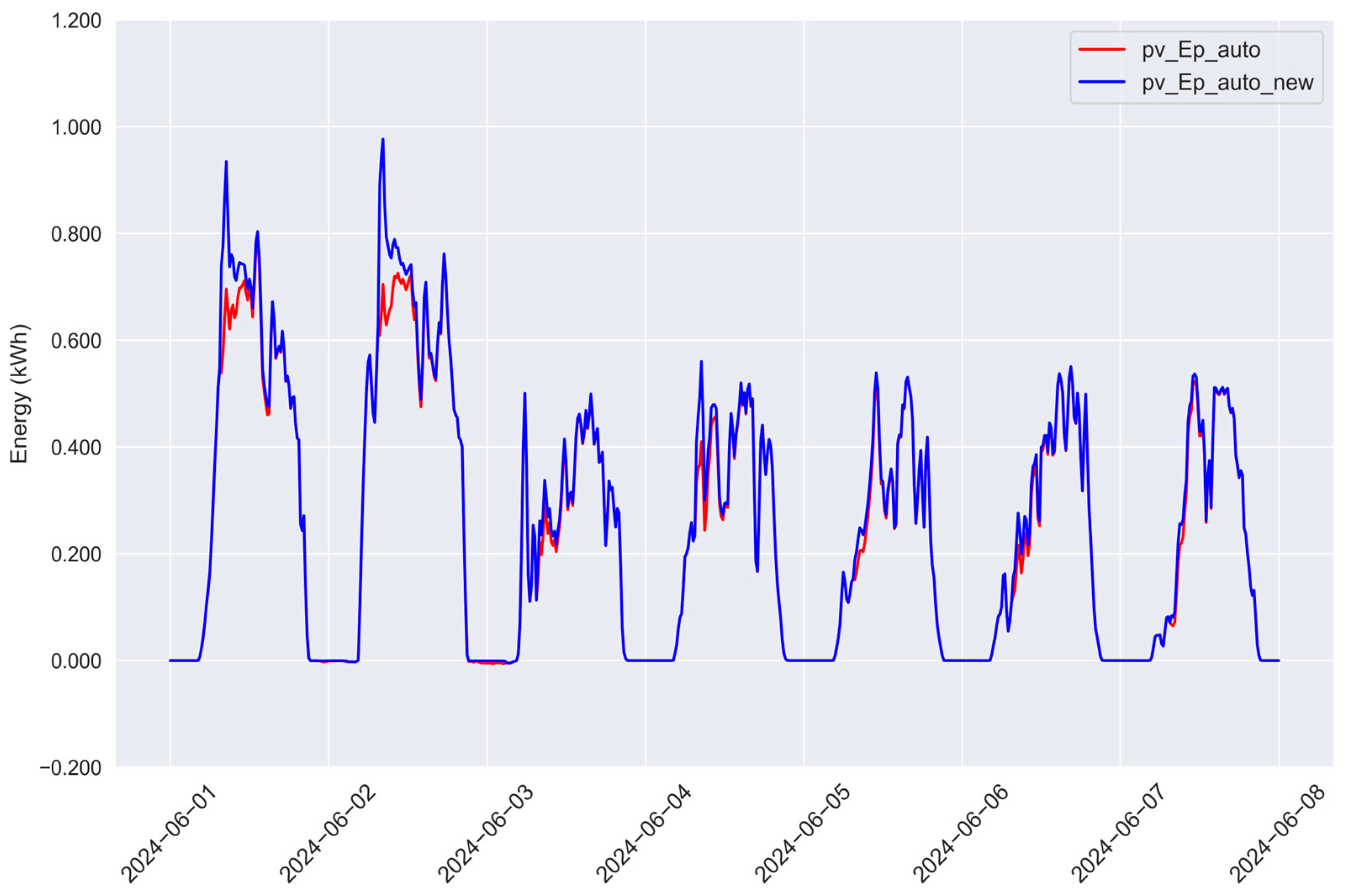
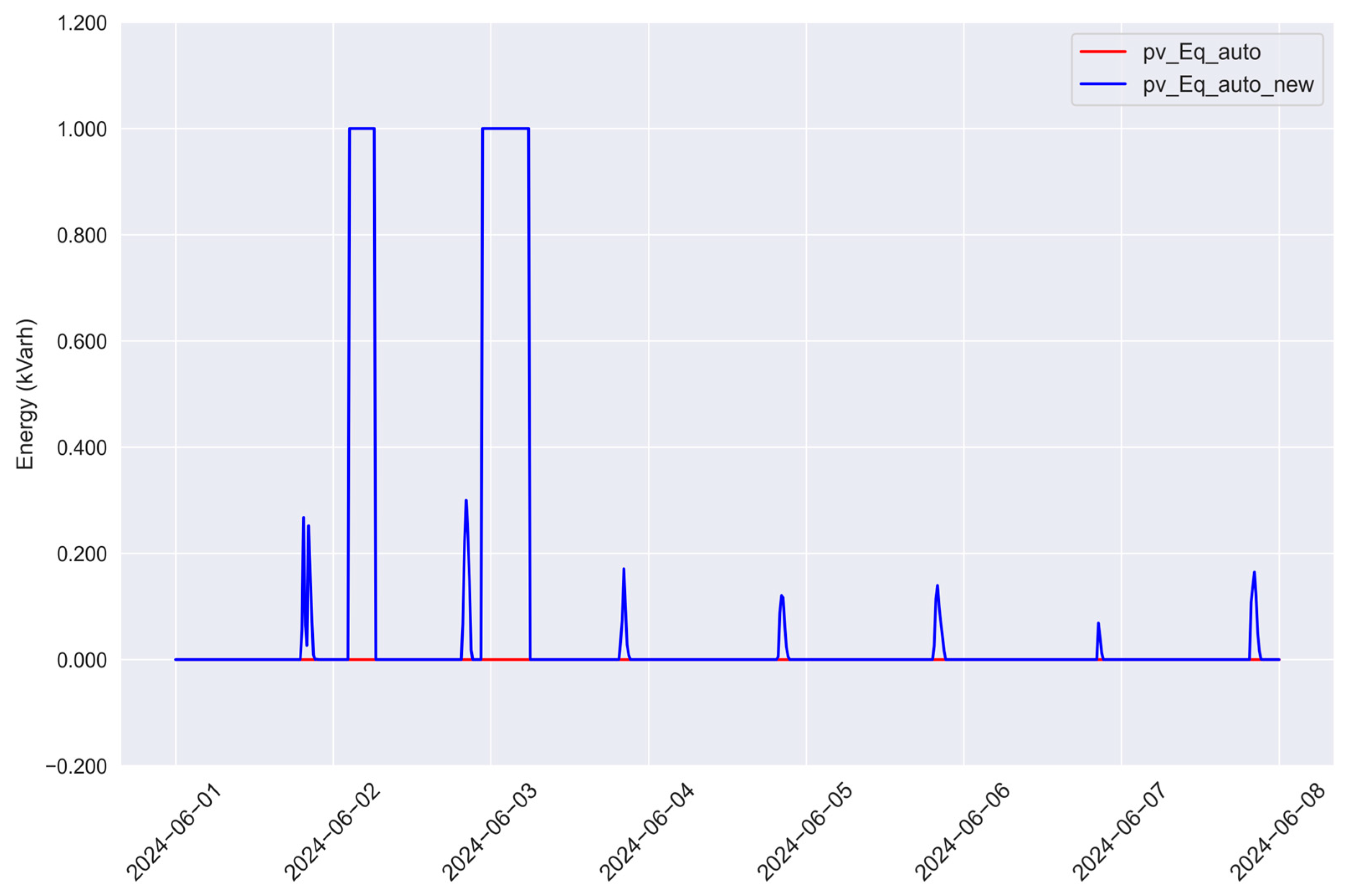
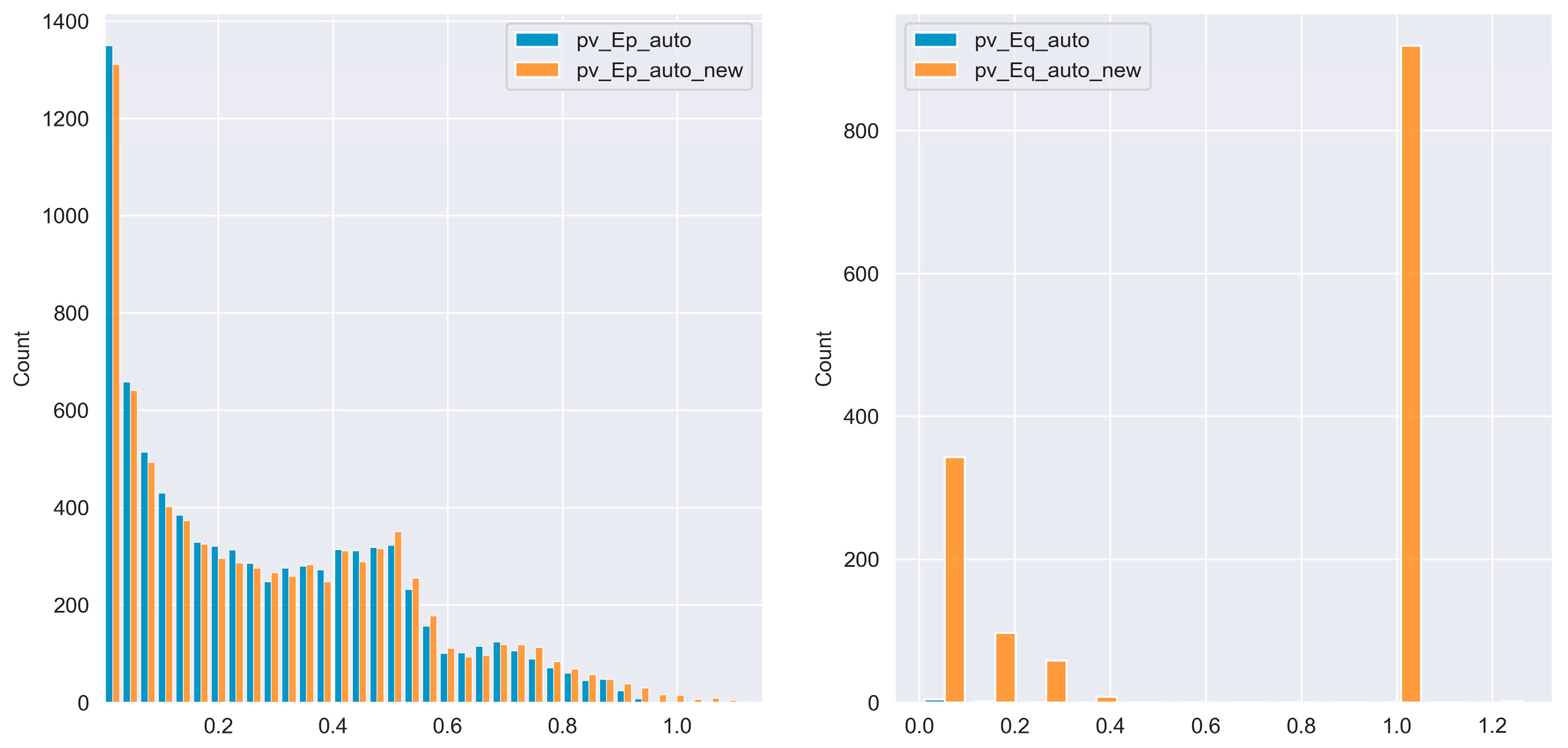
- PV energy autoconsumption before the improvement procedure (suffix: auto);
- PV energy autoconsumption after the improvement procedure (suffix: auto_new);
- The difference between PV energy autoconsumption before and after the improvement procedure (suffix: auto; prefix: pv);
- The phase angle tangent corresponding to the observable energies before the improvement procedure (tg);
- The phase angle tangent corresponding to the observable energies after the improvement procedure (tg_new);
- The difference between the phase angle tangents corresponding to the observable energies before and after the improvement procedure (delta_tg).
3.2. Relative Metrics of Energy Effciency
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DIEGO | Digital Energy Path for Planning and Operation of Sustainable Grid, Products and Society |
| IoT | Internet of Things |
| PV | Photovoltaic |
| MAS | Multi-agent system |
| DC | Direct current |
| P2P | Peer-to-peer |
| EV | Electric vehicle |
| SPADE | Smart Python Agent Development Environment |
| MV | Medium-voltage |
| LV | Low-voltage |
| UPS | Uninterruptible power supply |
| EVCS | Electric vehicle charging station |
| EH | Electric heater |
| PM | Preventive measure |
| DSO | Distributed system operator |
| BESS | Battery energy storage system |
| MS | Main switchgear |
| FR | Functional requirements |
| UML | Unified Modeling Language |
| XMPP | Extensible Messaging and Presence Protocol |
| JSON | JavaScript Object Notation |
| PLN | Polish złoty |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Percentiles and Other Statistical Metrics | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Std | Min | 0.1% | 1% | 2% | 5% | 25% | 50% | 75% | 95% | 98% | 99% | 99.9% | 100% | Max | |
| MS_observ_Ep | 32.073 | 22.5689 | −2.6986 | −0.6581 | 0 | 0 | 0 | 15.5008 | 28.2218 | 45.5258 | 76.9155 | 87.8443 | 92.3125 | 105.16 | 114.134 | 114.13386 |
| MS_obser_Ep_new | 32.0169 | 21.0727 | −6.4883 | −2.6152 | −0.0009 | 0 | 0.98433 | 15.7844 | 29.5537 | 44.9446 | 72.6043 | 82.6893 | 87.7353 | 99.4077 | 108.824 | 108.8245 |
| delta_MS_observ_Ep | 0.05608 | 1.49615 | 3.78977 | 1.95709 | 0.00086 | 0 | −0.9843 | −0.2836 | −1.3318 | 0.58125 | 4.31116 | 5.15497 | 4.57717 | 5.7527 | 5.30936 | 5.3093649 |
| MS_observ_Eq | 6.86473 | 5.08589 | −1.7283 | −1.5255 | −1.0239 | −0.7572 | −0.0842 | 2.7547 | 6.70256 | 10.7196 | 15.411 | 16.6485 | 17.3454 | 19.1143 | 20.3206 | 20.320623 |
| MS_obser_Eq_new | 6.86542 | 5.04821 | −1.0352 | −0.9282 | −4 × 10−17 | −7 × 10−18 | 0 | 2.66389 | 6.64981 | 10.6898 | 15.4245 | 16.6587 | 17.3532 | 19.1146 | 20.3206 | 20.320623 |
| delta_MS_observ_Eq | −0.0007 | 0.03768 | −0.6931 | −0.5973 | −1.0239 | −0.7572 | −0.0842 | 0.0908 | 0.05275 | 0.02974 | −0.0135 | −0.0102 | −0.0078 | −0.0003 | 0 | 0 |
| pv_Ep_auto | 0.13694 | 0.21464 | −1.2089 | −0.0393 | −0.0052 | −0.0034 | −0.0019 | −0.0006 | 2.6 × 10−5 | 0.22782 | 0.60433 | 0.74339 | 0.80939 | 0.91672 | 1.13492 | 1.1349196 |
| pv_Ep_auto_new | 4.6 × 1010 | 5.4 × 1012 | −2 × 1014 | −0.0163 | −0.0028 | −0.0021 | −0.0014 | −0.0005 | 0 | 0.2328 | 0.6447 | 0.78534 | 0.87088 | 1.22574 | 5.3 × 1014 | 5.34 × 1014 |
| delta_pv_Ep_auto | −5 × 1010 | −5 × 1012 | 1.6 × 1014 | −0.023 | −0.0024 | −0.0013 | −0.0006 | −6 × 10−5 | 2.6 × 10−5 | −0.005 | −0.0404 | −0.0419 | −0.0615 | −0.309 | −5 × 1014 | −5.34 × 1014 |
| pv_Eq_auto | 1.6 × 10−5 | 0.00144 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.174 | 0.1739968 |
| pv_Eq_auto_new | 0.06233 | 0.23739 | −0.387 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 1.27438 | 1.2743808 |
| delta_pv_Eq_auto | −0.0623 | −0.2359 | 0.38698 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | −1 | −1 | −1 | −1 | −1.1004 | −1.100384 |
| tg | 0.21926 | 0.51086 | −45.053 | −0.9422 | −0.353 | −0.2034 | −0.0216 | 0.15674 | 0.2307 | 0.29083 | 0.4247 | 0.55864 | 0.86289 | 2.48668 | 32.7156 | 32.71559 |
| tg_new | 3.9 × 1010 | 5.7 × 1012 | −8 × 1013 | −0.1929 | −4 × 10−18 | −5 × 10−19 | 0 | 0.14474 | 0.22007 | 0.29285 | 0.44464 | 0.54491 | 0.69998 | 2.68229 | 7.3 × 1014 | 7.303 × 1014 |
| delta_tg | −4 × 1010 | −6 × 1012 | 8.2 × 1013 | −0.7492 | −0.353 | −0.2034 | −0.0216 | 0.012 | 0.01063 | −0.002 | −0.0199 | 0.01373 | 0.16291 | −0.1956 | −7 × 1014 | −7.303 × 1014 |
Appendix B
References
- Pardo, N.; Moya, J.A. Prospective Scenarios on Energy Efficiency and CO2 Emissions in the European Iron & Steel Industry. Energy 2013, 54, 113–128. [Google Scholar] [CrossRef]
- Moya, J.A.; Pavel, C.C. Energy Efficiency and GHG Emissions—Prospective Scenarios for the Pulp and Paper Industry; Publications Office of the European Union: Luxembourg, 2018; pp. 1–73. [Google Scholar]
- Johansson, M.T. Improved Energy Efficiency within the Swedish Steel Industry—The Importance of Energy Management and Networking. Energ. Effic. 2014, 8, 713–744. [Google Scholar] [CrossRef]
- Al-Thani, S.K.; Amato, A.; Koc, M.; Al-Ghamdi, S.G. Urban Sustainability and Livability: An Analysis of Doha’s Urban-form and Possible Mitigation Strategies. Sustainability 2019, 11, 786. [Google Scholar] [CrossRef]
- Tang, C.; Wang, S.; Zhou, C.; Zheng, X.; Li, H.; Shi, X. An Energy-Image Based Multi-Unit Power Load Forecasting System. In Proceedings of the 2018 IEEE International Conference on Industrial Internet (ICII), Seattle, WA, USA, 21–23 October 2018. [Google Scholar] [CrossRef]
- Ali, T.M.; Saquib, M. Design of Adaptive Electrical Energy Management System for Cost Minimization. In Proceedings of the 2014 17th International Conference on Computer and Information Technology (ICCIT), Dhaka, Bangladesh, 22–23 December 2014. [Google Scholar] [CrossRef]
- Huang, X.; Hong, S.H. Hour-Ahead Price Based Energy Management Scheme for Industrial Facilities. IEEE Trans. Industr. Inform. 2017, 13, 2886–2898. [Google Scholar] [CrossRef]
- Nishita, Y.; Iwata, M. Control Charge-Discharge Using EV and PHEV Batteries for Power Demand Reduction. In Proceedings of the 2015 IEEE International Telecommunications Energy Conference (INTELEC), Osaka, Japan, 18–22 October 2015. [Google Scholar] [CrossRef]
- Chakraborty, N.; Mondal, A.; Monda, S. Efficient Scheduling of Nonpreemptive Appliances for Peak Load Optimization in Smart Grid. IEEE Trans. Ind. Inform. 2018, 14, 3447–3458. [Google Scholar] [CrossRef]
- Buryanina, N.; Korolyuk, Y.; Koryakina, M.; Lesnykh, E.; Suslov, K. Algorithm of Current Protection Based on Three Instantaneous-Value Samples. In Proceedings of the 2019 IEEE PES Innovative Smart Grid Technologies Europe (ISGT-Europe), Bucharest, Romania, 29 September–2 October 2019. [Google Scholar] [CrossRef]
- Chreim, B.; Esseghir, M.; Merghem-Boilahia, L. Energy Management in Residential Communities with Shared Storage Based on Multi-Agent Systems: Application to Smart Grids. Eng. Appl. Artif. Intell. 2023, 126, 106886. [Google Scholar] [CrossRef]
- Altin, N.; Eyimaya, S.E.; Nasiri, A. Multi-Agent Based Controller for Microgrids: An Overview and Case Study. Energies 2023, 16, 2445. [Google Scholar] [CrossRef]
- Hamidi, M.; Raihani, A.; Bouattane, O. Sustainable Intelligent Energy Management System for Microgrid Using Multi-Agent Systems: A Case Study. Sustainability 2023, 15, 12546. [Google Scholar] [CrossRef]
- Gökcek, T.; Turan, M.T.; Ates, Y. A New Decentralized Multi-Agent System for Peer-to-Peer Energy Market Considering Variable Prosumer Penetration with Privacy Protection. Sustain. Energy Grids 2024, 38, 101328. [Google Scholar] [CrossRef]
- Shah, M.I.A.; Wahid, A.; Barrett, E.; Mason, K. Multi-Agent Systems in Peer-to-Peer Energy Trading: A Comprehensive Survey. Eng. Appl. Artif. Intell. 2024, 132, 107847. [Google Scholar] [CrossRef]
- Saner, C.B.; Trivedi, A.; Srinivasan, D. A Cooperative Hierarchical Multi-Agent System for EV Charging Scheduling in Presence of Multiple Charging Stations. IEEE Trans. Smart Grid 2022, 13, 2218–2233. [Google Scholar] [CrossRef]
- Tan, M.; Zhang, Z.; Ren, Y.; Richard, I.; Zhang, Y. Multi-Agent System for Electric Vehicle Charging Scheduling in Parking Lots. Complex Syst. Model. Simul. 2023, 3, 129–142. [Google Scholar] [CrossRef]
- Azeroual, M.; Boujoudar, Y.; Iysaouy, L.E.; Aljarbouh, A.; Fayaz, M.; Qureshi, M.S.; Rabbi, F.; Markhi, H.E. Energy Management and Control System for Microgrid Based Wind-PV-Battery Using Multi-Agent Systems. Wind Eng. 2022, 46, 1247–1263. [Google Scholar] [CrossRef]
- Wrona, Z.; Buchwald, W.; Ganzha, M.; Paprzycki, M.; Leon, F.; Noor, N.; Constantin-Valentin, P. Overview of Software Agent Platforms Available in 2023. Information 2023, 14, 348. [Google Scholar] [CrossRef]
- Palanca, J.; Rincon, J.A.; Carrascosa, C.; Julian, V.; Terrasa, A. A Flexible Agent Architecture in SPADE. In Proceedings of the 20th International Conference on Practical Applications of Agents and Multi-Agent Systems, L’Aquila, Italy, 13–15 July 2022. [Google Scholar]
- Rokicki, Ł.; Parol, M.; Piotrowski, P.; Kopyt, M.; Pałka, P. (Warsaw University of Technology, Warsaw, Poland). The DIEGO Project—Reports and Other Documents. 2024; unpublished work. [Google Scholar]
- Rokicki, Ł.; Parol, M.; Pałka, P.; Kopyt, M.; Piotrowski, P. Real-Time Electrical Energy Balancing and Limiting the Peak Power Demand of an Industrial Facility Using a Multi-Agent System—Early Solutions of the DIEGO Project. In Proceedings of the 2024 24th International Scientific Conference on Electrical Power Engineering (EPE), Kouty nad Desnou, Czech Republic, 15–17 May 2024. [Google Scholar] [CrossRef]
- Rokicki, Ł.; Parol, M.; Kopyt, M. Development of Preventive Measures to Limit Peak Electrical Loads at the Level of a Selected Industrial Plant as Part of the International Research Project DIEGO. Przegląd Elektrotechniczny 2024, 100, 90–94. (In Polish) [Google Scholar] [CrossRef]
- Rokicki, Ł.; Parol, M.; Piotrowski, P.; Kopyt, M.; Pałka, P. (Warsaw University of Technology, Warsaw, Poland). The DIEGO Project—Daily Load and Generation Curves of Active and Reactive Energy, Prepared on the Basis of Measurement Performed in the Considered Factory. 2023; unpublished work. [Google Scholar]
- Komarnicki, P.; Arendarski, B.; Ramczykowski, M. Scenarios of Development of Energy Storing Technology. In E-mobility: Visions and Scenarios of Development; Gajewski, J., Paprocki, W., Pieriegud, J., Eds.; Centre of Strategic Thoughts: Sopot, Poland, 2017; pp. 121–145. (In Polish) [Google Scholar]
- Komarnicki, P. Energy Storage Systems: Power Grid and Energy Market Use Cases. Arch. Electr. Eng. 2016, 65, 495–511. [Google Scholar] [CrossRef]
- Parol, M.; Księżyk, K.; Wójtowicz, T.; Wenge, C.; Balischewski, S.; Arendarski, B. Optimum Management of Power and Energy in Low Voltage Microgrids Using Evolutionary Algorithms and Energy Storage. Int. J. Electr. Power Energy Syst. 2020, 119, 105886. [Google Scholar] [CrossRef]
- Wenge, C.; Pietracho, R.; Balischewski, S.; Arendarski, B.; Lombardi, P.; Komarnicki, P.; Kasprzyk, L. Multi Usage Applications of Li-Ion Battery Storage in a Large Photovoltaic Plant: A Practical Experience. Energies 2020, 13, 4590. [Google Scholar] [CrossRef]
- Shoham, Y.; Layton-Brown, K. Multiagent Systems: Algorithmic, Game-Theoretic and Logical Foundations; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Pałka, P. Multi-Agent Decision Systems; The Publishing House of Warsaw University of Technology: Warsaw, Poland, 2019. (In Polish) [Google Scholar]
- Wooldridge, M.; Jennings, N.R.; Kinny, D. The Gaia Methodology for Agent-Oriented Analysis and Design. Auton. Agents Multi-Agent Syst. 2000, 3, 285–312. [Google Scholar] [CrossRef]
- Saint-Andre, P.; Smith, K.; Troncon, R. XMPP: The Definitive Guide; O’Reilly Media: Newton, MA, USA, 2009. [Google Scholar]
- Tigase XMPP Server. Available online: https://tigase.net/xmpp-server/ (accessed on 29 March 2025).
- De Lima, G.L.; De Aguiar, M.S. Exploring Heterogeneous Open Multi-Agent Systems on Cloud Using a Docker-Based Architecture. In Proceedings of the 2023 IEEE Symposium Series on Computational Intelligence (SSCI), Mexico City, Mexico, 5–8 December 2023. [Google Scholar] [CrossRef]








| Number of Variants Composed of Several Basic Preventive Measures | Number of Basic Variants | |||
|---|---|---|---|---|
| PM1 | PM2 | PM3 | PM4 | |
| PM5 | Yes | Yes | No | No |
| PM6 | Yes | No | Yes | No |
| PM7 | Yes | No | No | Yes |
| PM8 | No | Yes | Yes | No |
| PM9 | No | Yes | No | Yes |
| PM10 | No | No | Yes | Yes |
| PM11 | Yes | Yes | Yes | No |
| PM12 | Yes | Yes | No | Yes |
| PM13 | Yes | No | Yes | Yes |
| PM14 | No | Yes | Yes | Yes |
| PM15 | Yes | Yes | Yes | Yes |
| Parameter | Value |
|---|---|
| MS_observ_Ep sum [kWh] | 557,011.669 |
| MS_observ_Ep_new sum [kWh] | 556,037.796 |
| MS_obser_Ep saved energy [%] | 0.175 |
| MS_observ_Eq sum [kVarh] | 119,219.739 |
| MS_observ_Eq_new sum [kVarh] | 119,231.689 |
| MS_obser_Eq saved energy [%] | −0.010 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rokicki, Ł.; Parol, M.; Pałka, P.; Kopyt, M. Reducing the Peak Power Demand and Setting the Proper Operating Regimes of Electrical Energy Devices in an Industrial Factory Using a Multi-Agent System—The Solutions of the DIEGO Project. Energies 2025, 18, 2416. https://doi.org/10.3390/en18102416
Rokicki Ł, Parol M, Pałka P, Kopyt M. Reducing the Peak Power Demand and Setting the Proper Operating Regimes of Electrical Energy Devices in an Industrial Factory Using a Multi-Agent System—The Solutions of the DIEGO Project. Energies. 2025; 18(10):2416. https://doi.org/10.3390/en18102416
Chicago/Turabian StyleRokicki, Łukasz, Mirosław Parol, Piotr Pałka, and Marcin Kopyt. 2025. "Reducing the Peak Power Demand and Setting the Proper Operating Regimes of Electrical Energy Devices in an Industrial Factory Using a Multi-Agent System—The Solutions of the DIEGO Project" Energies 18, no. 10: 2416. https://doi.org/10.3390/en18102416
APA StyleRokicki, Ł., Parol, M., Pałka, P., & Kopyt, M. (2025). Reducing the Peak Power Demand and Setting the Proper Operating Regimes of Electrical Energy Devices in an Industrial Factory Using a Multi-Agent System—The Solutions of the DIEGO Project. Energies, 18(10), 2416. https://doi.org/10.3390/en18102416