
Simulation Study on Temperature and Stress and Deformation on Encapsulated Surfaces under Spray Cooling

Abstract
1. Introduction
2. Numerical Simulation of Spray Cooling
2.1. Numerical Models
2.1.1. Continuous Phase Model
2.1.2. Turbulence Model
2.1.3. Discrete Phase Model
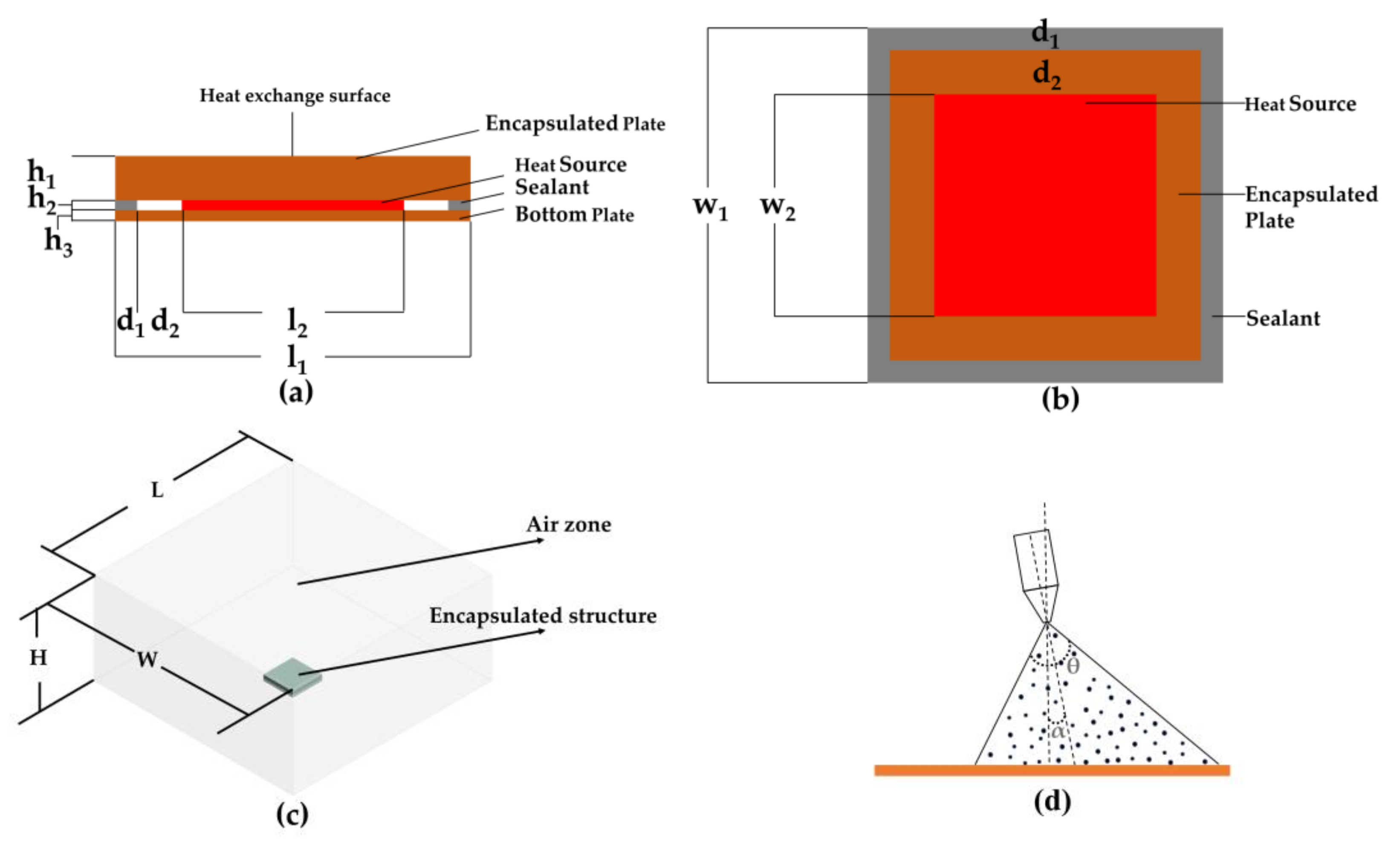
2.2. Geometric Models
2.3. Initial Boundary Conditions and Assumed Condition
2.4. Simulation Flow Chart and Calculate Parameter Setting
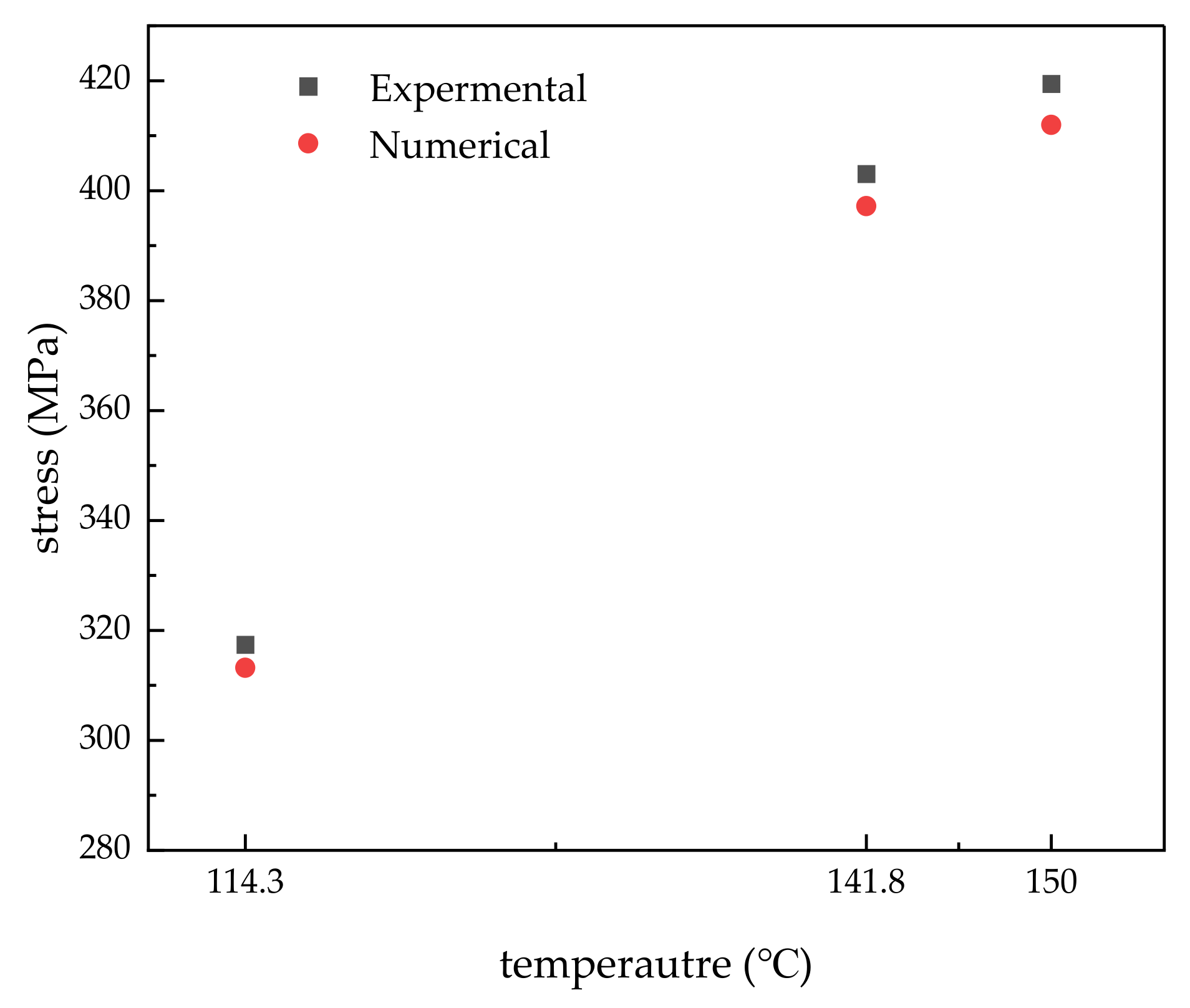
2.5. Grid-Independence and Model Validation
3. Analysis of Results
3.1. Effect of Spray Height on Surface Temperature, Stress, and Deformation of Encapsulation Structure
3.1.1. Effect of Spray Height on Surface Temperature
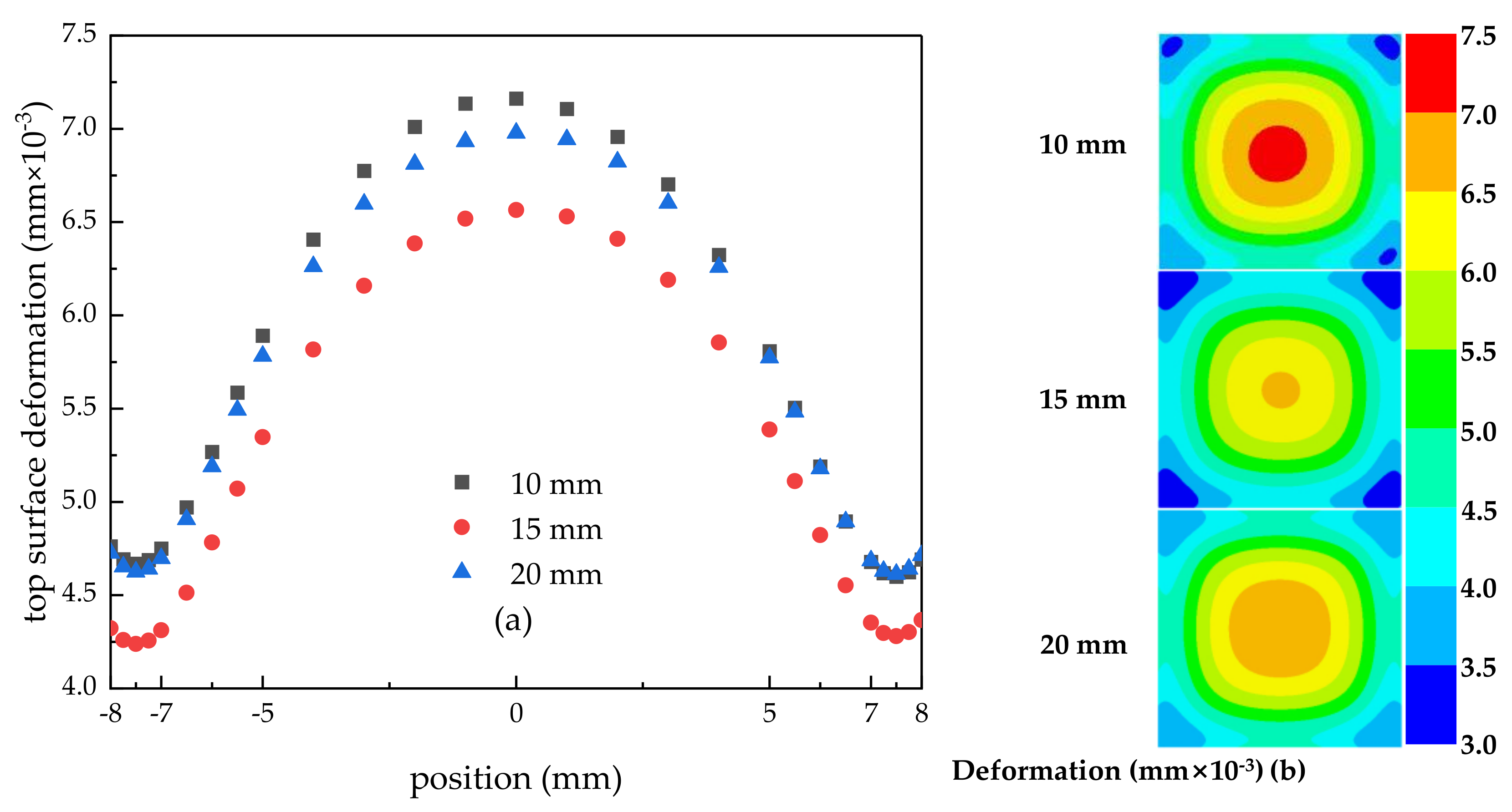
3.1.2. Effect of Spray Height on Surface Stress and Deformation
3.2. Effect of Spray Flow on Surface Temperature, Stress, and Deformation of Encapsulation Structure
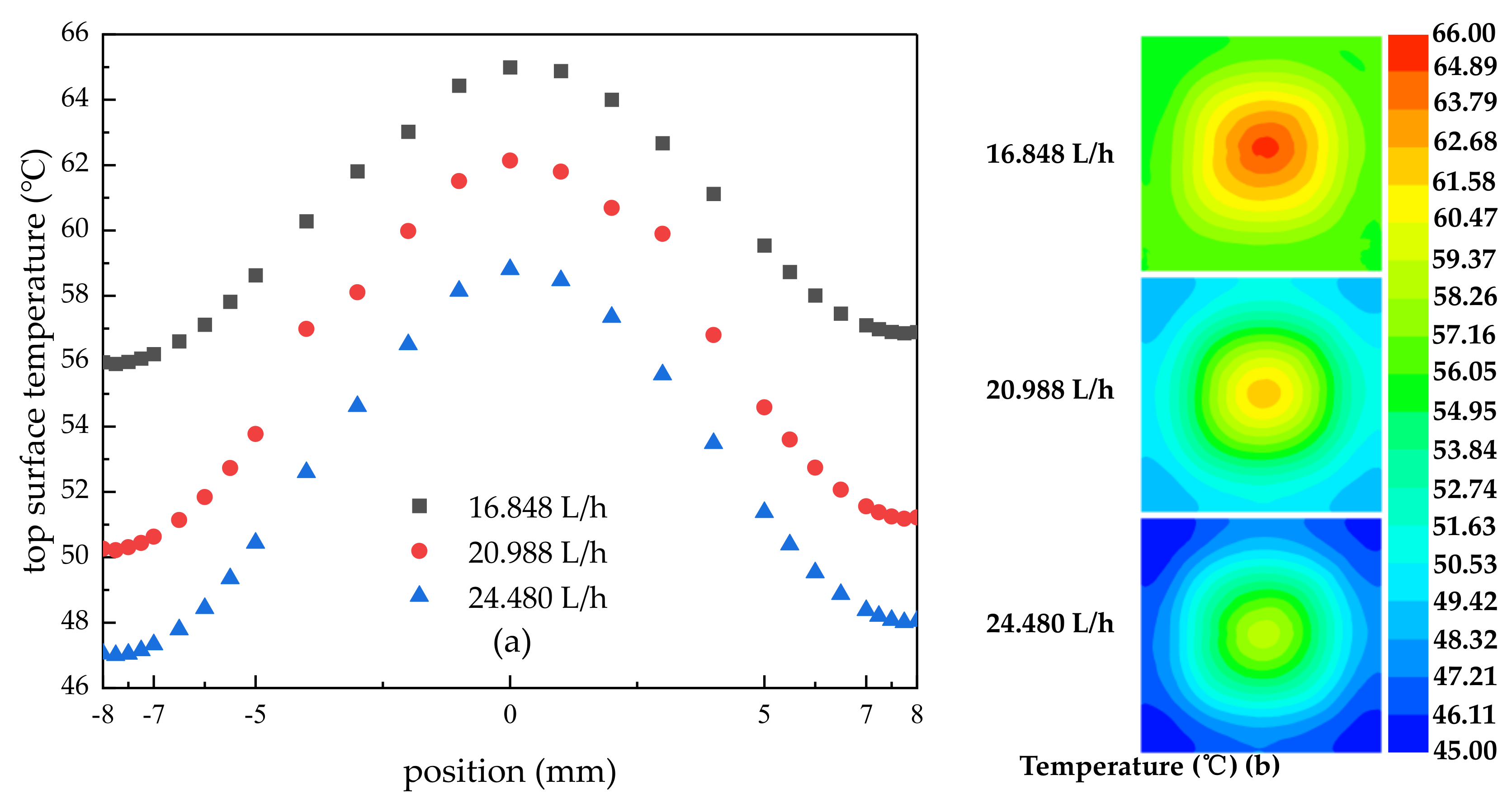
3.2.1. Effect of Spray Flow on Surface Temperature
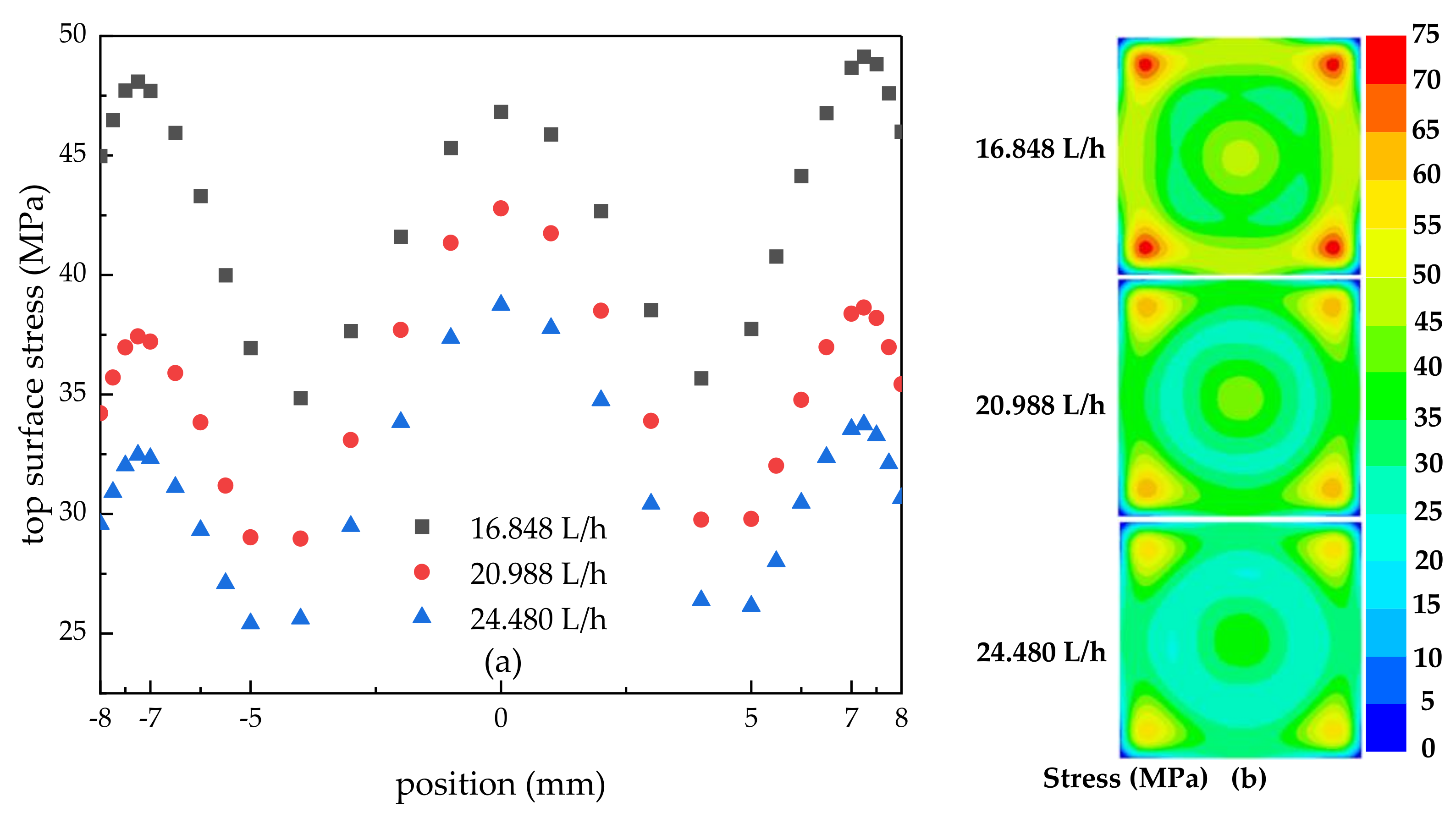
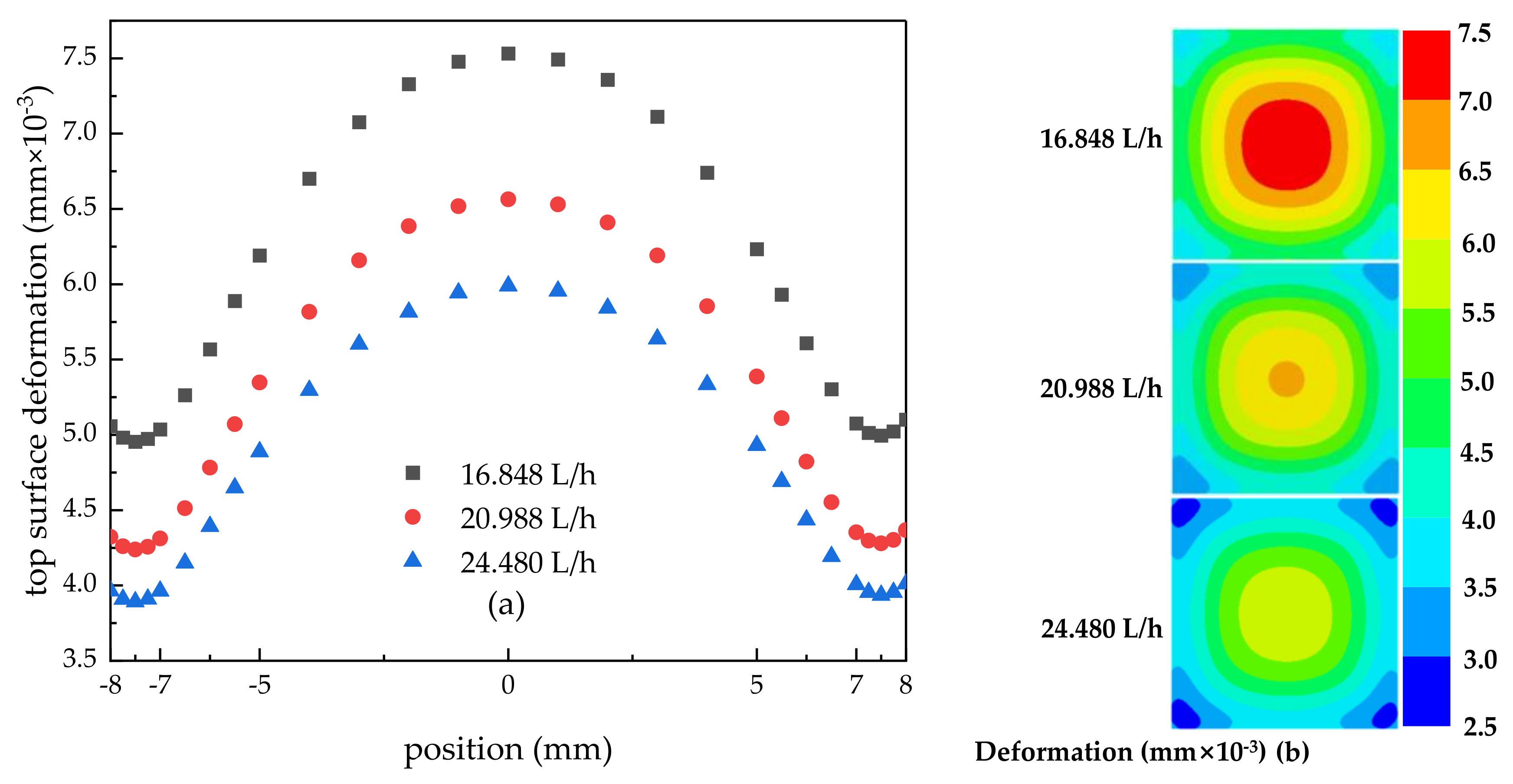
3.2.2. Effect of Spray Flow on Surface Stress and Deformation
3.3. Effect of Nozzle Inclination on Surface Temperature, Stress, and Deformation of Encapsulation Structure
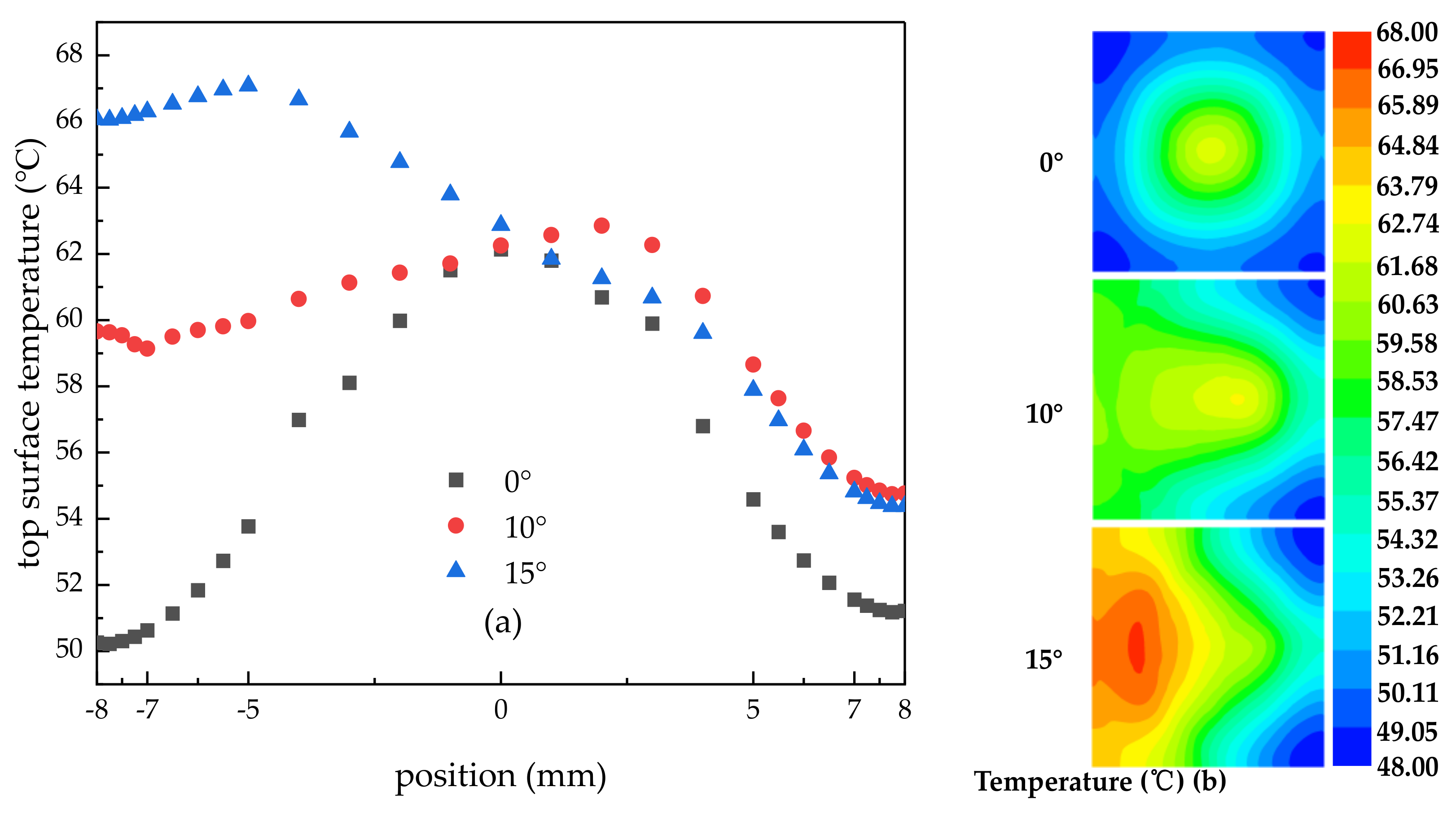
3.3.1. Effect of Nozzle Inclination on Surface Temperature
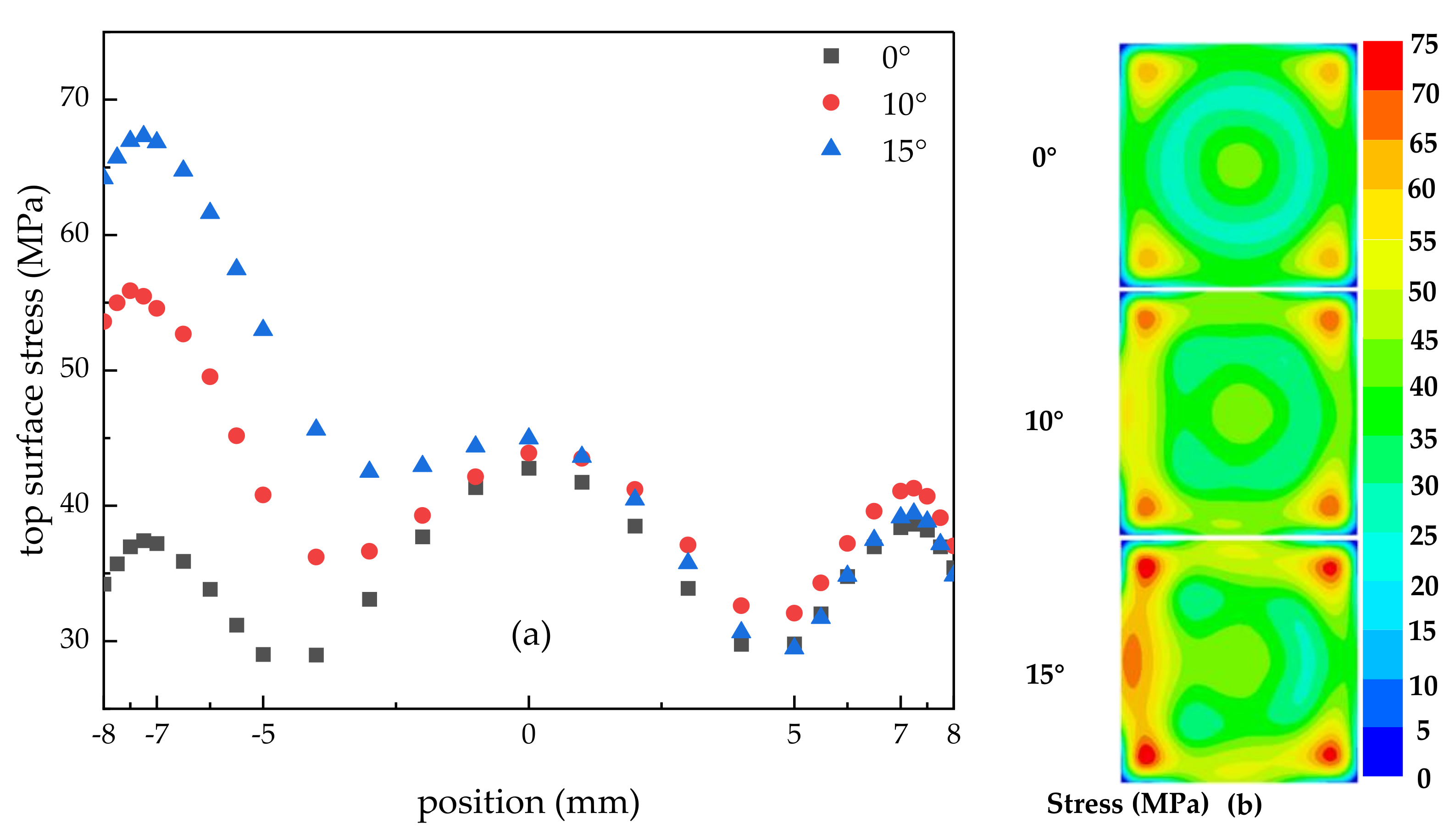
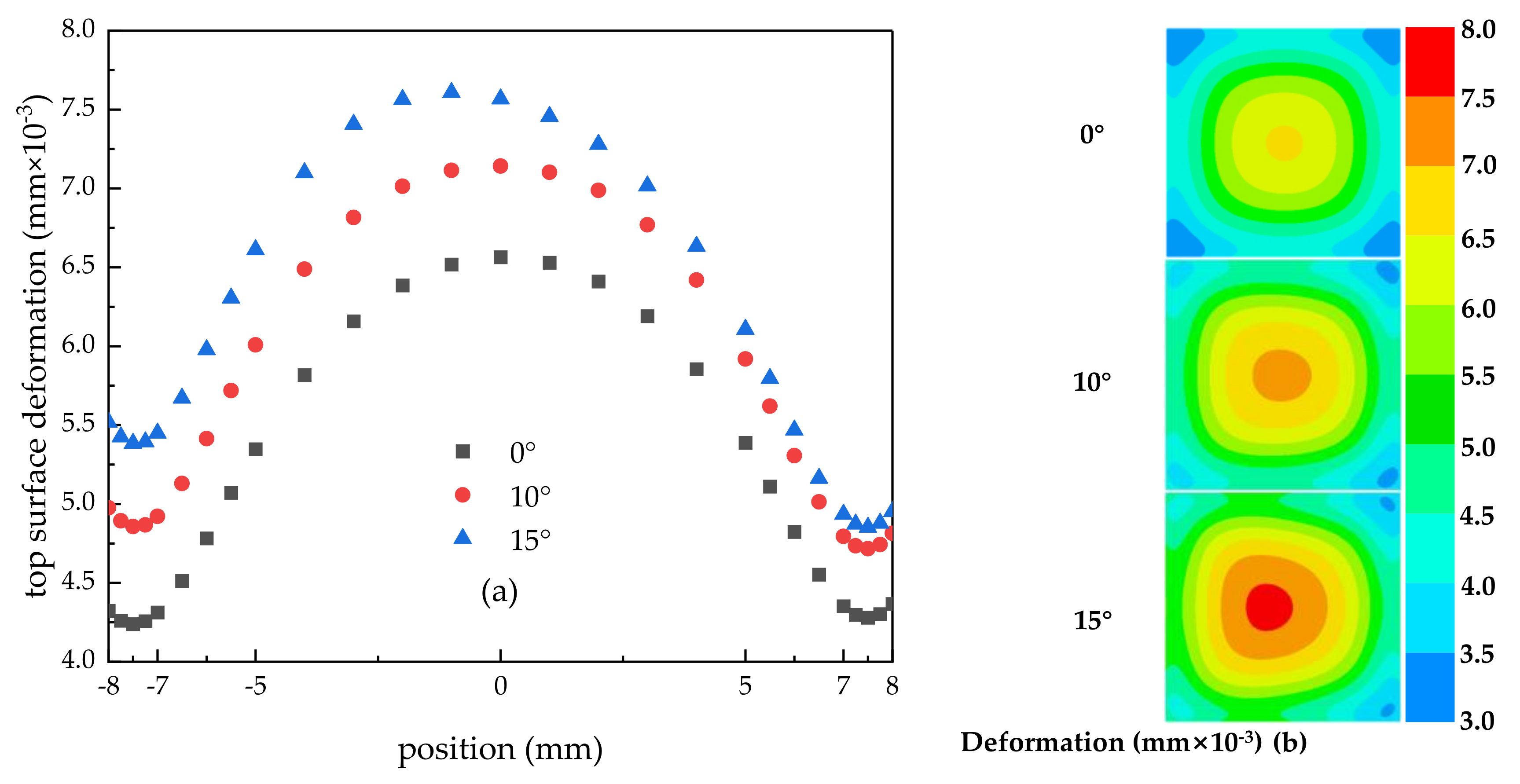
3.3.2. Effect of Nozzle Inclination on Surface Stress and Deformation
4. Conclusions
- (1)
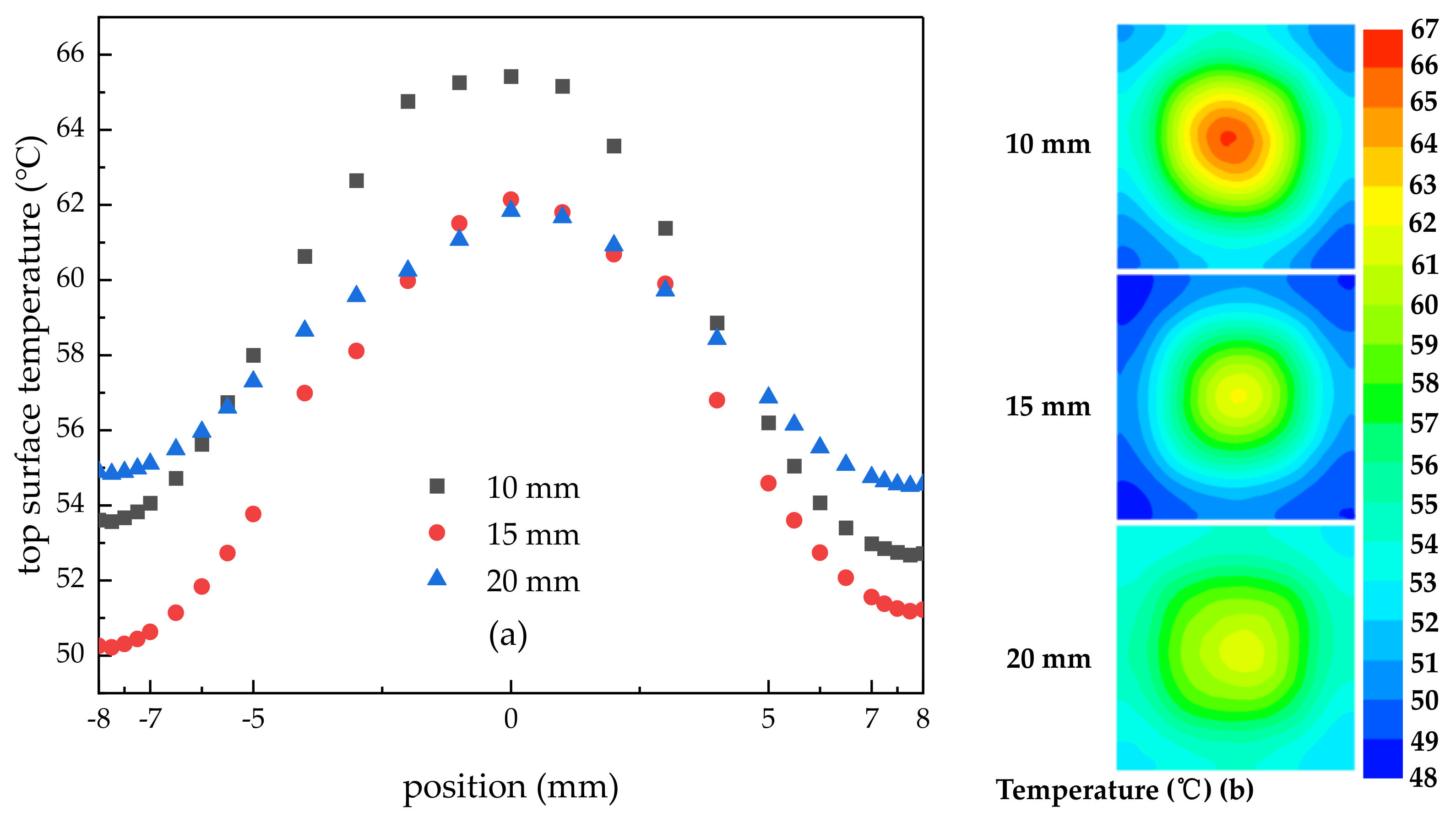
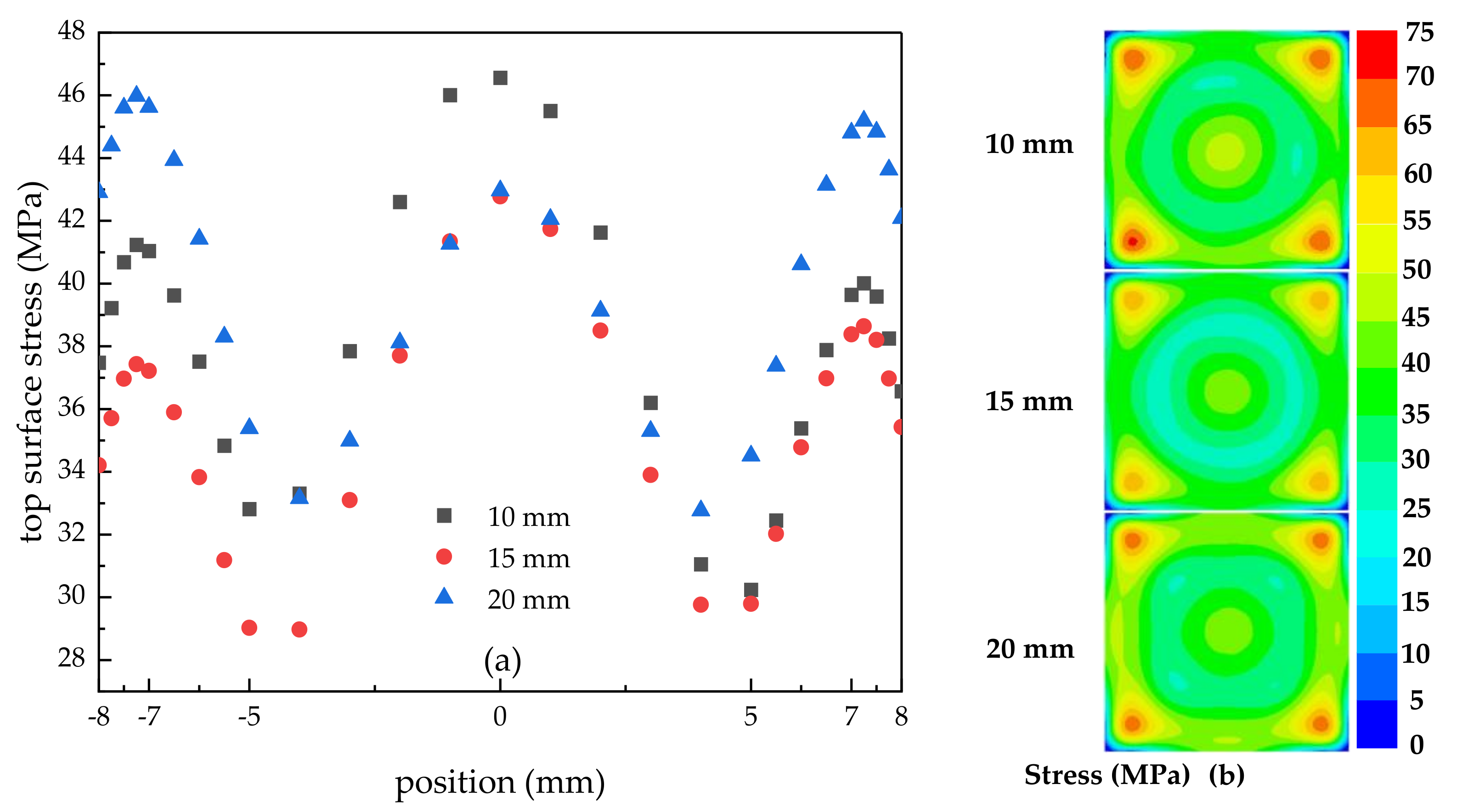
- When the spray height was 10 mm, the liquid film formed by the spray droplets spread poorly on the surface, the thickness of the liquid film in the central area was large, the heat transfer effect was poor, and the highest and lowest temperatures were 65.42 °C and 52.68 °C, respectively. With the increase in spray height, the range of droplets hitting the surface increased, the thickness of liquid film in the central area decreased, and the spreading of liquid film on the surface became better. When the height was 15 mm, the impact range of droplets almost covered the entire surface, and the heat dissipation at the edge was good, the heat transfer effect was poor, and the highest and lowest temperatures were 62.14 °C and 50.22 °C, respectively. But when the height continued to increase to 20 mm, the impact range of the droplets exceeded the cooling surface, and some droplets did not hit the surface, resulting in a decrease in the number of effective droplets participating in heat dissipation and a suppression of heat transfer efficiency. When the nozzle height was 20 mm, the maximum and minimum temperatures were 61.84 °C and 54.52 °C. This shows that there was an optimum spray height to achieve the best heat transfer effect. In addition, the lower the temperature, the smaller the surface stress and deformation. And with the increase in spray height, the uniformity of the surface temperature and stress distribution were improved.
- (2)
- With the increase in flow rate, the heat transfer effect was enhanced, and the surface maximum temperature increased, which the values were 55.92 °C, 50.22 °C, and 47 °C, respectively. In addition, the temperature difference increased with values of 9.07 °C, 11.92 °C, and 11.81 °C; however, the stress differences decreased with values of 14.28 MPa, 13.81 MPa, and 11.33 MPa, respectively, and this indicated that although the increase in flow rate reduced the temperature uniformity, stress uniformity values were improved.
- (3)
- With the increase in nozzle inclination, the heat transfer performance deteriorated, the stress and deformation also increased, and the maximum deformation position moved. However, when the nozzle inclination angle was 0 degrees, the heat dissipation effect was the best and the surface temperature and the stress and deformation were the lowest. This was because as the inclination angle of the nozzle increased, a certain accumulation of liquid film occurred on the left side of the cooling surface, which the thickness of the liquid film increased and the speed decreased, resulting in a decrease in heat transfer efficiency and an increase in temperature. On the right side of the cooling surface, the increase in the inclination angle caused some liquid to flow away directly which meant that these liquids did not exchange heat with the cooling surface in time, so that the heat transfer effect was suppressed to a certain extent. The deterioration of heat transfer resulted in an increase in surface stress and deformation.
- (4)
- On the whole, in this paper, the heat transfer is non-boiling heat transfer, the temperature is low, and the surface of the encapsulated structure is a plane; however, with the increase in temperature, the heat transfer becomes a boiling state, the heat transfer process becomes more complicated, and thus the establishment of the thermal stress–force coupling model of this process will be a challenge for future work. In addition, in order to enhance heat dissipation, when the rib surface is used as the surface of the encapsulated structure, it will be another challenge for modeling and experimentation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Velocity vector m·s−1 | |
| Mass change caused by the evaporation of droplets and liquid films into the continuous phase, kg·m−3·s−1 | |
| Time, s | |
| Pressure, Pa | |
| g | Gravitational acceleration vector, m·s−2 |
| Continuous phase momentum change caused by a droplet, N·m−3 | |
| Thermodynamic temperature, K | |
| Effective heat transfer coefficient of the fluid, W·m−2·K−1 | |
| Heat transfer coefficient of the fluid, W·m−2·K−1 | |
| Heat transfer coefficient caused by turbulence, W·m−2·K−1 | |
| Specific heat capacity of the fluid at constant pressure, J·kg−1·k−1 | |
| Continuous phase energy change caused by the droplet, W·m−3 | |
| Component about air and water vapor | |
| Mass fraction of component | |
| Diffusion flux vector of component , kg·m−3·s−1 | |
| Source term for the increase in components due to evaporation, kg·m−3·s−1 | |
| Horizontal velocity vector along the direction x, m·s−1 | |
| Horizontal velocity vector along the direction z, m·s−1 | |
| Vertical component velocity vector, m·s−1 | |
| Displacement in the direction of x, m | |
| Displacement in the direction of z, m | |
| Decay exponent | |
| Velocity vector of the droplet, m·s−1 | |
| Droplet density, kg·m−3 | |
| Particle diameter, m | |
| Re | Relative Reynolds number |
| Velocity vector in the direction of the vertical wall of the droplet, m·s−1 | |
| Liquid film thickness, m | |
| Boundary layer thickness, m | |
| Critical temperature factor | |
| Droplet saturation temperature, K | |
| Young’s modulus, Pa | |
| Greek letters | |
| Continuous phase density, kg·m−3 | |
| Viscosity, Pa·s | |
| Turbulence viscosity, Pa·s | |
| Prandtl numbers corresponding to the turbulent kinetic energy | |
| Prandtl numbers corresponding to the dissipation rate | |
| Change in the turbulent energy dissipation rate | |
| Surface tension, N·m−1 | |
| Stress in the x direction, Pa | |
| Stress in the y direction, Pa | |
| Stress in the z direction, Pa | |
| Stress strain | |
| Poisson’s ratio | |
| Thermal expansion coefficient, K−1 | |
References
- Tripathy, K.; Bhattacharjee, M. Stretching Mode Deformation Analysis for an Elastomeric Encapsulation-Assisted Stable Flexible Electronic Substrate. Flex. Print. Electron. 2023, 8, 025002. [Google Scholar] [CrossRef]
- Salahouelhadj, A.; Gonzalez, M.; Vanstreels, K.; Van der Plas, G.; Beyer, G.; Beyne, E. Analysis of Warpage of a Flip-Chip BGA Package under Thermal Loading: Finite Element Modelling and Experimental Validation. Microelectron. Eng. 2023, 271–272, 111947. [Google Scholar] [CrossRef]
- Sun, W.; Wang, L.; Zhu, N.; Xin, J.; Luo, Y.; Jiang, X.; Fan, G.; Chen, M. Characterization of Packaging Warpage, Residual Stress and Their Effects on the Mechanical Reliability of IGBT Power Modules. Eng. Fail. Anal. 2023, 152, 107517. [Google Scholar] [CrossRef]
- Zhong, K.; Wang, H.; Wang, J.; Xu, Y. Effect of Heating Power on Ball Grid Array Thermal Shock Reliability for a Fanout Package. J. Electron. Packag. 2024, 146, 011002. [Google Scholar] [CrossRef]
- Zhang, X.; Meng, H.; Wang, H.; Guo, F. Effect of Thermal Misfit Stress on Steam-Driven Delamination in Electronic Packages. Eng. Fract. Mech. 2018, 194, 61–72. [Google Scholar] [CrossRef]
- Li, M.; Tudor, J.; Torah, R.; Beeby, S. Stress Analysis and Optimization of a Flip Chip on Flex Electronic Packaging Method for Functional Electronic Textiles. IEEE Trans. Compon. Packaging Manuf. Technol. 2018, 8, 186–194. [Google Scholar] [CrossRef]
- Tsai, M.-Y.; Liu, C.-M.; Wang, Y.-W.; Liu, H.-Y. Effects of Metal Frame and Adhesive on Thermally-Induced Warpage and Stress of 2.5D Packages: Experimental and Numerical Studies. IEEE Trans. Device Mater. Reliab. 2018, 18, 450–455. [Google Scholar] [CrossRef]
- Zhang, H.; Dai, J.; Cao, Y.; Zhang, Y.; Bao, M.; Yin, Y. A First-Principles Study of the Mechanical and Physical Properties of Ni3Snx Intermetallic Compounds for High-Temperature Power Device Packaging. Intermetallics 2024, 164, 108112. [Google Scholar] [CrossRef]
- Kim, D.; Kim, M.-S. Macroscale and Microscale Structural Mechanisms Capable of Delaying the Fracture of Low-Temperature and Rapid Pressureless Ag Sintered Electronics Packaging. Mater. Charact. 2023, 198, 112758. [Google Scholar] [CrossRef]
- Xu, X.; Liu, Y.; Su, Y.; Sun, C.; Xue, Y.; Ju, L.; Zhang, S. Fatigue Behavior of 3D Stacked Packaging Structures under Extreme Thermal Cycling Condition. Mem. Mater. Devices Circuits Syst. 2023, 4, 100032. [Google Scholar] [CrossRef]
- Zhong, L.; Liu, W.; Sun, Y.; Wang, F.; Chen, S.; Sun, Q.; Liu, Y.; Yuan, C.; Li, X.; Fei, G. Electrically Assisted Stereolithography 3D Printing of Graded Permittivity Composites for In-Situ Encapsulation of Insulated Gate Bipolar Transistors (IGBTs). Mater. Des. 2023, 233, 112220. [Google Scholar] [CrossRef]
- Walsh, K.; Gorji, N.E. 3D CT Scan Metrology for Solder Void Formation Analysis in Ball Grid Array Electronic Chips. Results Phys. 2024, 56, 107233. [Google Scholar] [CrossRef]
- Ueda, N.; Watanabe, H. Characterization of Packaging-induced Stress Distributions for Small-scale Silicon Chips. IEEJ Trans. Electr. Electron. Eng. 2020, 15, 1236–1241. [Google Scholar] [CrossRef]
- Gan, C.L.; Chung, M.-H.; Lin, L.-F.; Huang, C.-Y.; Takiar, H. Evolution of Epoxy Molding Compounds and Future Carbon Materials for Thermal and Mechanical Stress Management in Memory Device Packaging: A Critical Review. J. Mater. Sci. Mater. Electron. 2023, 34, 2011. [Google Scholar] [CrossRef]
- Lin, M.-Y.; Zeng, Y.-J.; Hwang, S.-J.; Wang, M.-H.; Liu, H.-P.; Fang, C.-L. Warpage and Residual Stress Analyses of Post-Mold Cure Process of IC Packages. Int. J. Adv. Manuf. Technol. 2023, 124, 1017–1039. [Google Scholar] [CrossRef]
- Jin, Z.; Tian, J.; Tang, X.; Li, J. Simulation and Reliability Testing of Leadless Package High-Temperature Pressure Sensor. Microelectron. J. 2022, 129, 105568. [Google Scholar] [CrossRef]
- Han, L.; Liang, L.; Zhao, Z.; Chen, Z.; Kang, Y. Optimized Design of Chips Layout in Press-Pack IGBT Module. In Proceedings of the 2019 21st European Conference on Power Electronics and Applications (EPE ’19 ECCE Europe), Genova, Italy, 3–5 September 2019. [Google Scholar]
- Chen, Y.; Li, B.; Wang, X.; Yan, Y.; Wang, Y.; Qi, F. Investigation of Heat Transfer and Thermal Stresses of Novel Thermal Management System Integrated with Vapour Chamber for IGBT Power Module. Therm. Sci. Eng. Prog. 2019, 10, 73–81. [Google Scholar] [CrossRef]
- Wang, J.-X.; Li, Y.-Z.; Zhong, M.-L.; Zhang, H.-S. Investigation on a Gas-Atomized Spray Cooling upon Flat and Micro-Structured Surfaces. Int. J. Therm. Sci. 2021, 161, 106751. [Google Scholar] [CrossRef]
- Liu, N.; Yu, Z.; Liang, Y.; Zhang, H. Effects of Mixed Surfactants on Heat Transfer Performance of Pulsed Spray Cooling. Int. J. Heat Mass Transf. 2019, 144, 118593. [Google Scholar] [CrossRef]
- Wang, C.; Xu, R.; Jiang, P. Numerical Study on Spray Cooling of Aircraft Equipment Cabin. Appl. Therm. Eng. 2024, 239, 122086. [Google Scholar] [CrossRef]
- Zhao, Y.; Gong, S.; Yang, Q.; Xuan, Z.; Li, W.; Xie, L.; Liu, L.; Ge, M. Experimental Investigation of Heat Transfer Performance in Gas-Atomized Spray Cooling. Int. J. Heat Mass Transf. 2024, 218, 124768. [Google Scholar] [CrossRef]
- Zhang, R.; Li, Z.; Zhang, Y.; Chen, D.; Yuan, G.; Duan, F. Numerical Simulation of Multi-Array Spray Cooling for Hot Rolled Seamless Steel Pipes. Int. J. Heat Mass Transf. 2024, 221, 125017. [Google Scholar] [CrossRef]
- Kumar, B.; Kumar, R.; Gupta, A. Spray Cooling of Vertical Inline Horizontal Tubes. Nucl. Eng. Des. 2023, 407, 112310. [Google Scholar] [CrossRef]
- Bhatt, N.H.; Lily; Raj, R.; Varshney, P.; Pati, A.R.; Chouhan, D.; Kumar, A.; Munshi, B.; Mohapatra, S.S. Enhancement of Heat Transfer Rate of High Mass Flux Spray Cooling by Ethanol-Water and Ethanol-Tween20-Water Solution at Very High Initial Surface Temperature. Int. J. Heat Mass Transf. 2017, 110, 330–347. [Google Scholar] [CrossRef]
- Cebo-Rudnicka, A.; Malinowski, Z. Identification of Heat Flux and Heat Transfer Coefficient during Water Spray Cooling of Horizontal Copper Plate. Int. J. Therm. Sci. 2019, 145, 106038. [Google Scholar] [CrossRef]
- Xia, Y.; Gao, X.; Li, R. Management of Surface Cooling Non-Uniformity in Spray Cooling. Appl. Therm. Eng. 2020, 180, 115819. [Google Scholar] [CrossRef]
- Yang, T.; Zhang, W.; Wang, J.; Liu, C.; Yuan, M. Numerical Investigation on Heat Transfer Enhancement and Surface Temperature Non-Uniformity Improvement of Spray Cooling. Int. J. Therm. Sci. 2022, 173, 107374. [Google Scholar] [CrossRef]
- Zhao, X.; Yin, Z.; Zhang, B.; Yang, Z. Experimental Investigation of Surface Temperature Non-Uniformity in Spray Cooling. Int. J. Heat Mass Transf. 2020, 146, 118819. [Google Scholar] [CrossRef]
- Xue, R.; Lin, X.; Ruan, Y.; Chen, L.; Hou, Y. Cooling Performance of Multi-Nozzle Spray with Liquid Nitrogen. Cryogenics 2022, 121, 103389. [Google Scholar] [CrossRef]
- Wu, T.; Wang, C.; Hu, Y.; Fan, X.; Fan, C. Research on Spray Cooling Performance Based on Battery Thermal Management. Int. J. Energy Res. 2022, 46, 8977–8988. [Google Scholar] [CrossRef]
- Shih, T.-H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A New K-ϵ Eddy Viscosity Model for High Reynolds Number Turbulent Flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Liu, H.; Chen, H.; Cai, C.; Jia, M.; Yin, H. Numerical Investigation on the Unsteady Spray Cooling of High Temperature Steel Plate. Int. J. Heat Mass Transf. 2019, 143, 118342. [Google Scholar] [CrossRef]
- Liu, H.; Cai, C.; Yin, H.; Luo, J.; Jia, M.; Gao, J. Experimental Investigation on Heat Transfer of Spray Cooling with the Mixture of Ethanol and Water. Int. J. Therm. Sci. 2018, 133, 62–68. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Liu, M.H.; Liu, D.; Xu, K. Experiment Study on Non-Boiling Heat Transfer Performance Spray Cooling for High-Power Laser. Chin. J. Lasers 2009, 36, 1973–1978. [Google Scholar] [CrossRef]
- Wan, H.; Liu, P.J.; He, G.Q.; Xue, Z.R.; Qin, F.; Li, W.Q. Experimental and Numerical Studies on the Spray Cooling of Deionized Water in Non-Boiling Regime. Case Stud. Therm. Eng. 2023, 44, 102834. [Google Scholar] [CrossRef]
- Liu, L.; Wang, X.; Ge, M.; Zhao, Y. Experimental Study on Heat Transfer and Power Consumption of Low-Pressure Spray Cooling. Appl. Therm. Eng. 2021, 184, 116253. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (W/m·K) | Young’s Modulus/E (MPa) | (K−1) | ||
|---|---|---|---|---|
| Encapsulated plate | 401 | 1.26 × 105 | 1.674 × 10−5 | 0.345 |
| Heat source | 20 | 310 | 7.2 × 10−6 | 0.2 |
| Sealant | 0.4608 | 2.93 × 106 | 4.5 × 10−5 | 0.03 |
| Case 1 | Case 2 | Case 3 | Case 4 | Case 5 | Case 6 | Case 7 | |
|---|---|---|---|---|---|---|---|
| Heat flux (W/cm2) | 150 | 150 | 150 | 150 | 150 | 150 | 150 |
| Working fluid | Water | Water | Water | Water | Water | Water | Water |
| Nozzle height (mm) | 15 | 15 | 15 | 10 | 20 | 15 | 15 |
| Flow rate (L/h) | 24.480 | 20.988 | 16.848 | 20.988 | 20.988 | 20.988 | 20.988 |
| Velocity (m/s) | 37.46 | 33.15 | 28.62 | 33.15 | 33.15 | 33.15 | 33.15 |
| Nozzle angle (°) | 61.32 | 60.06 | 58.43 | 60.06 | 60.06 | 60.06 | 60.06 |
| Average droplet diameter (μm) | 38.88 | 40.94 | 43.83 | 40.94 | 40.94 | 40.94 | 40.94 |
| Temperature (°C) | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Nozzle inclination (°) | 0 | 0 | 0 | 0 | 0 | 10 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.; Niu, Z.; Zhu, S.; Qi, T.; Lv, C. Simulation Study on Temperature and Stress and Deformation on Encapsulated Surfaces under Spray Cooling. Energies 2024, 17, 1070. https://doi.org/10.3390/en17051070
Peng Y, Niu Z, Zhu S, Qi T, Lv C. Simulation Study on Temperature and Stress and Deformation on Encapsulated Surfaces under Spray Cooling. Energies. 2024; 17(5):1070. https://doi.org/10.3390/en17051070
Chicago/Turabian StylePeng, Yuhang, Zhi Niu, Shiquan Zhu, Tian Qi, and Cai Lv. 2024. "Simulation Study on Temperature and Stress and Deformation on Encapsulated Surfaces under Spray Cooling" Energies 17, no. 5: 1070. https://doi.org/10.3390/en17051070
APA StylePeng, Y., Niu, Z., Zhu, S., Qi, T., & Lv, C. (2024). Simulation Study on Temperature and Stress and Deformation on Encapsulated Surfaces under Spray Cooling. Energies, 17(5), 1070. https://doi.org/10.3390/en17051070