
Analysis of Operational Problems and Improvement Measures for Biomass-Circulating Fluidized Bed Gasifiers †

Abstract
1. Introduction
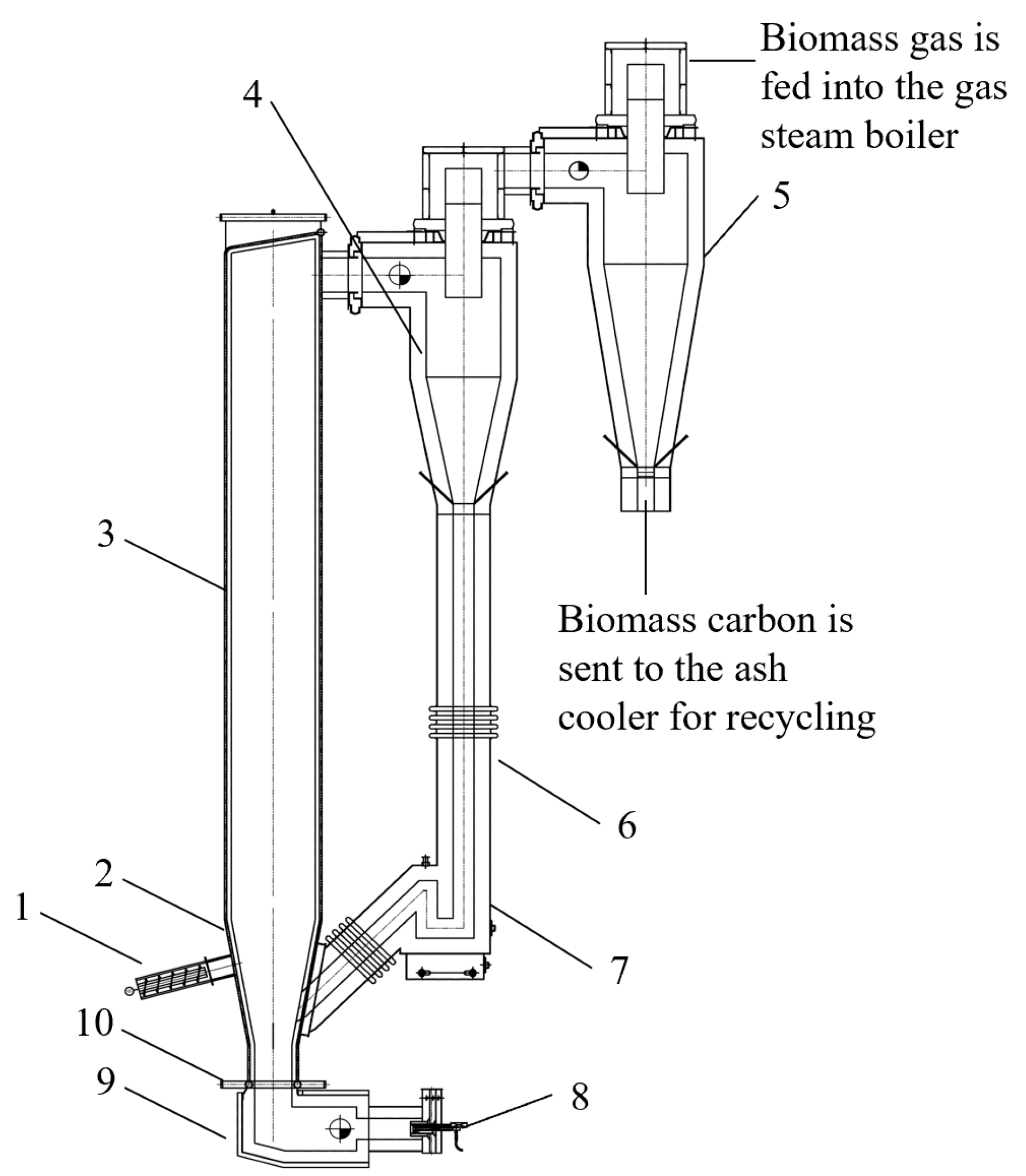
2. Equipment Overview
3. Main Problems and Improvement Measures
3.1. Feed System Blockage
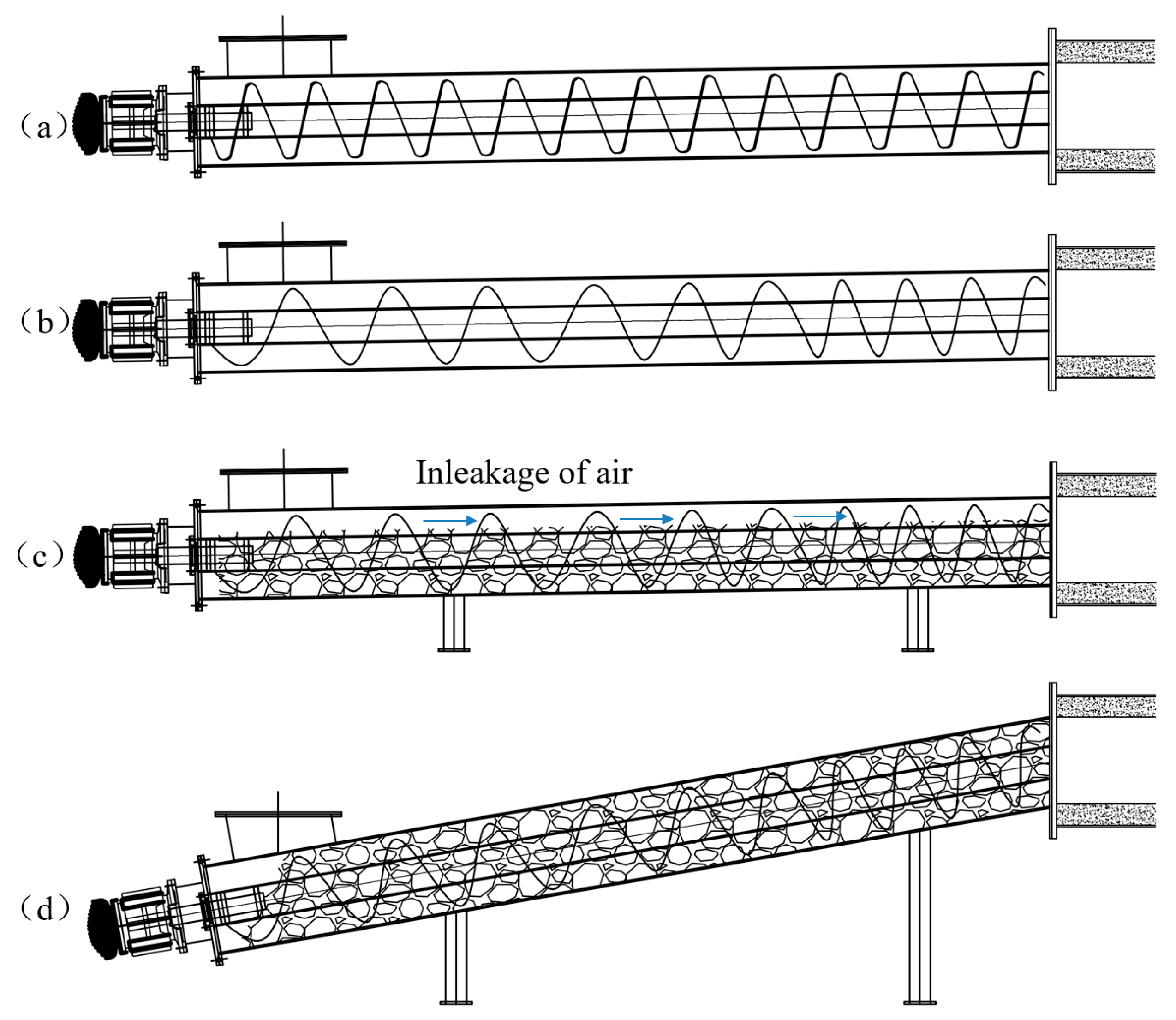
- A variable pitch screw conveyor can be used as an alternative to the traditional constant pitch structure (as shown in Figure 2a,b). In addition, a variable pitch structure can be applied at the feed end to reduce the appearance of “dead zones” and ensure uniform material distribution by selecting equidistant screws in the final section of the variable pitch.
- A negative inclination angle arrangement for the screw conveyor can be used instead of the original horizontal layout (as illustrated in Figure 2c,d). Under this measure, the feed end of the conveyor is elevated, and the discharge end closer to the gasifier side is lowered. This inclined layout maximizes material fill in the conveyor, reducing air leakage and effectively resolving issues related to weak sealing and tempering in the feeding system.
3.2. Measuring Pressure at Point Blockages in the Dense Phase Zone
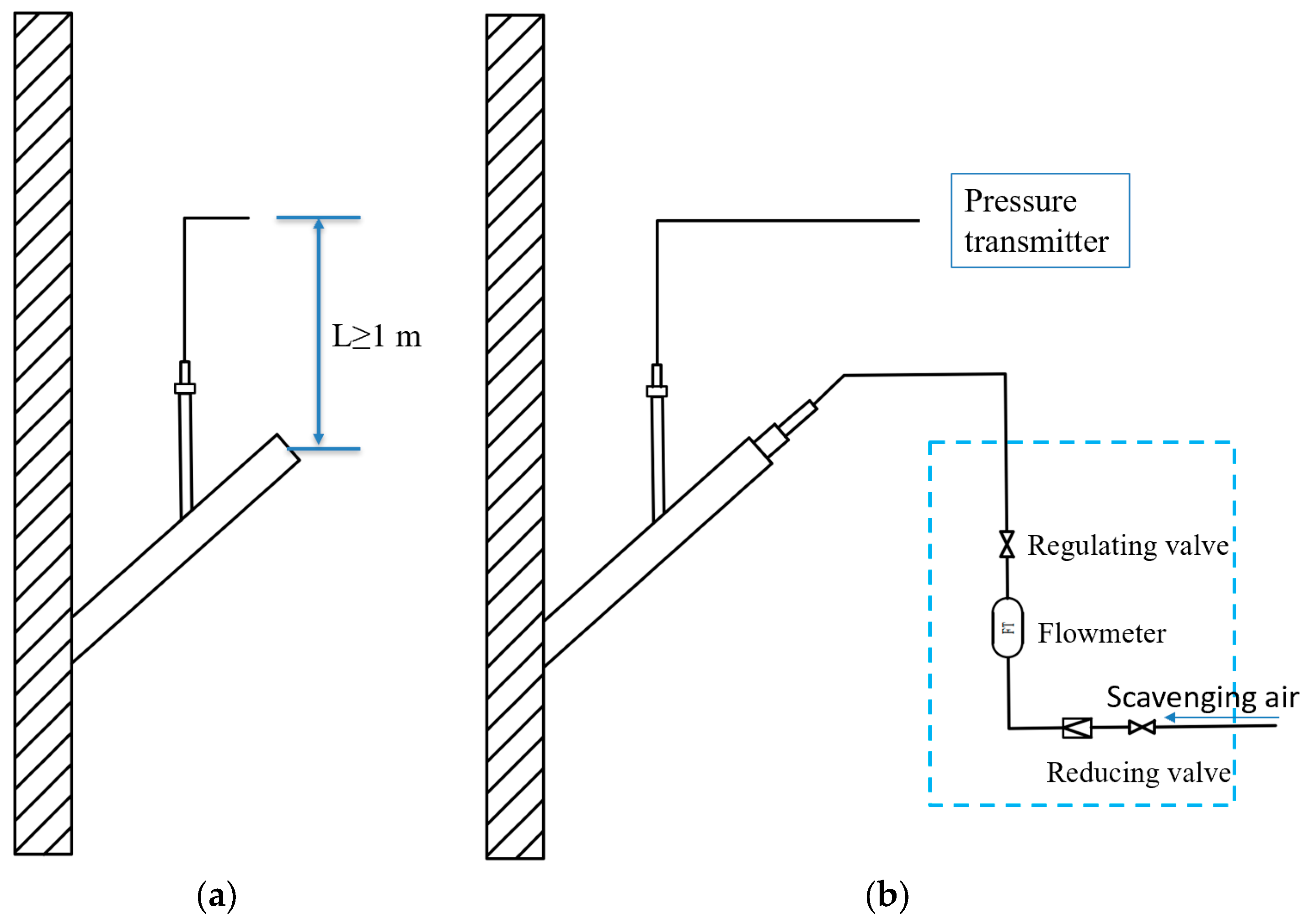
- The positioning of the pressure sampling pipe must be inclined to prevent dust clogging caused by material entering the measurement pipe during operation. The pipe should include a vertical section upward of no less than 1 m during installation (Figure 3a).
- The actual elevation of the sampling casing must be designed with consideration of the varying thickness of the gasifier wall in the dense phase zone before installation, in order to minimize installation height errors.
- The purged air and a pressure compensator are incorporated at the pressure measuring point in the dense phase zone (Figure 3b). Regular or continuous purging of the air during gasifier operation prevents the blockage of the pressure measuring point.
- The bed pressure correction value in the gasifier’s logic control system must be adjusted. The calculation relationship between the fluidization air volume and empty plate resistance is based on cold aerodynamic field test data. The discrepancy between the air chamber’s static pressure and the calculated value of the empty plate resistance serves as the bed pressure correction value, mitigating the influence of the blockage of the pressure measuring point in the dense phase zone during actual operation.
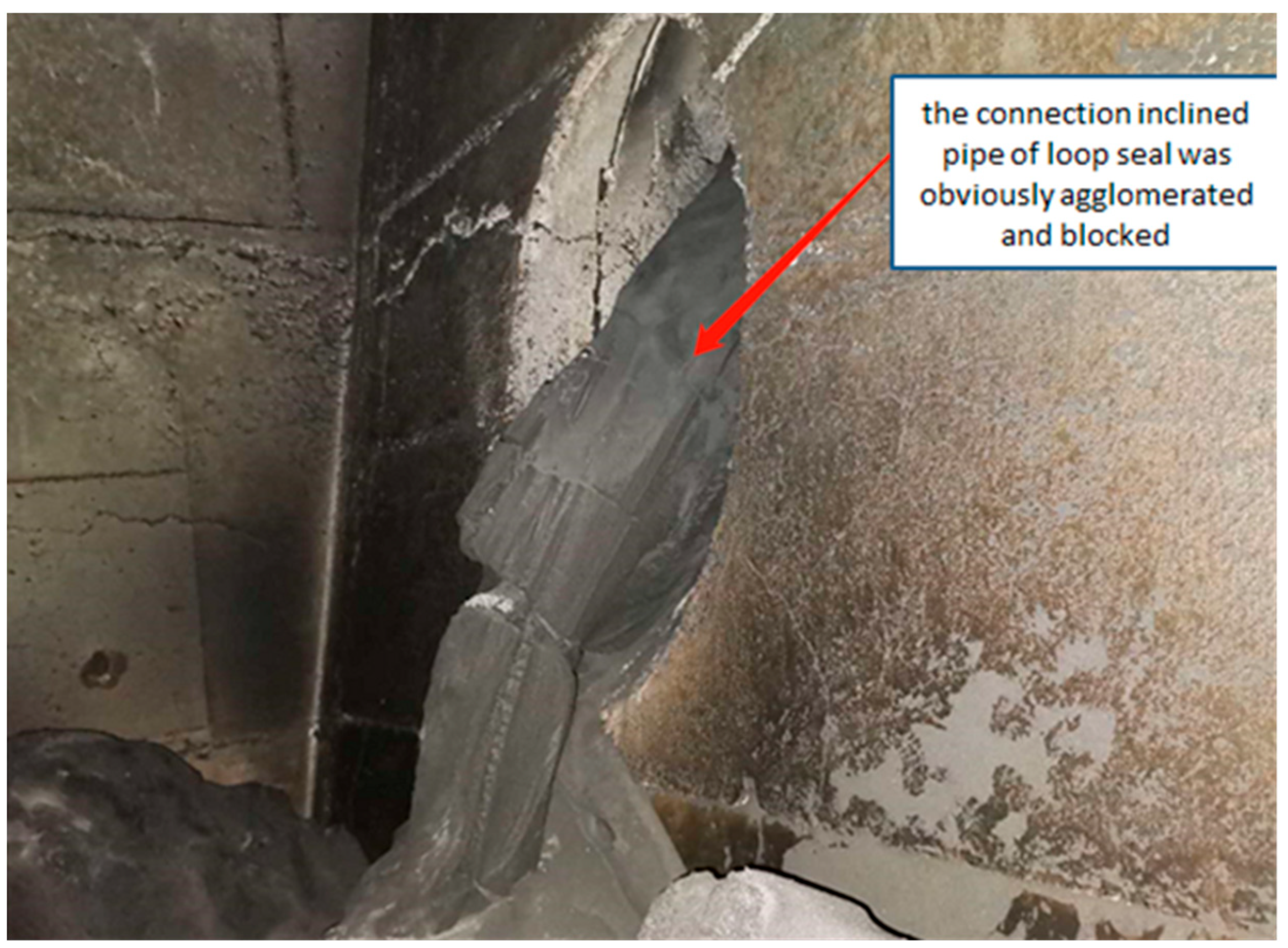
3.3. Loop Seal Blockage
- Air is used as the fluidization feedback medium in the gasifier during direct combustion, transitioning to high-temperature superheated steam in the loop seal before gasification. The material layer height of the loop seal is maintained, and the appropriate returning air or steam volumes must be controlled.
- Steam nozzles are installed to ensure uniform injection. Six sets of steam nozzles are positioned approximately 200 mm above the loop seal caps, controlling the blowing angle and direction. Additionally, the steam pipeline is insulated, the steam hydrophobic position is varied, and the pressure of returning steam is increased to 0.4–0.5 MPa to ensure that the returning fluidization medium is steam, and to prevent water vapor precipitation.
3.4. Bed Inventory Leakage of Blast Cap on Air Distribution Plate
3.5. Fluctuation of Gasification Condition
- Feed system optimization. The feed system must be optimized, extending the feed spiral toward the furnace and aligning it with the membrane wall to prevent biomass accumulation near the inlet. Additionally, a negative pressure state must be established near the feed port to prevent flue gas backchanneling.
- The feeding speed must be controlled, and the increment of single-side feed must be maintained at 1–2% during the transition from combustion to gasification in the gasifier. The fuel and primary air volume must be increased sequentially to maintain stable furnace bed pressure and temperature.
- The operational adjustment must be enhanced by controlling the feed amount and return air volume, resulting in rapid changes in bed temperature, pressure, and return valve. These changes can be predicted and adjusted to ensure gasifier stability during gasification or combustion.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tezer, Ö.; Karabag, N.; Öngen, A.; Çolpan, C.; Ayol, A. Biomass gasification for sustainable energy production: A review. Int. J. Hydrogen Energy 2022, 47, 15419–15433. [Google Scholar] [CrossRef]
- Sadhukhan, J.; Ng, K.S.; Shah, N.; Simons, H.J. Heat integration strategy for economic production of combined heat and power from biomass waste. Energy Fuels 2009, 23, 5106–5120. [Google Scholar] [CrossRef]
- Pongratz, G.; Subotić, V.; von Berg, L.; Schroettner, H.; Hochenauer, C.; Martini, S.; Hauck, M.; Steinruecken, B.; Skrzypkiewicz, M.; Kupecki, J.; et al. Real coupling of solid oxide fuel cells with a biomass steam gasifier: Operating boundaries considering performance, tar and carbon deposition analyses. Fuel 2022, 316, 123310. [Google Scholar] [CrossRef]
- Wang, F.; Ouyang, D.; Zhou, Z.; Page, S.J.; Liu, D.; Zhao, X. Lignocellulosic biomass as sustainable feedstock and materials for power generation and energy storage. J. Energy Chem. 2020, 57, 247–280. [Google Scholar] [CrossRef]
- Vargas, G.G.; Flórez-Orrego, D.A.; de Oliveira Junior, S. Comparative Exergy and Environmental Assessment of the Residual Biomass Gasification Routes for Hydrogen and Ammonia Production. Entropy 2023, 25, 1098. [Google Scholar] [CrossRef] [PubMed]
- Guo, F.; Dong, Y.; Dong, L.; Jing, Y. An innovative example of herb residues recycling by gasification in a fluidized bed. Waste Manag. 2013, 33, 825–832. [Google Scholar] [CrossRef] [PubMed]
- Timsina, R.; Thapa, R.K.; Moldestad, B.M.E.; Jaiswal, R.; Bhattarai, A.; Jecmenica, M.; Eikeland, M.S. Experimental evaluation of wood and grass pellets in a bubbling fluidized bed gasifier. Energy Rep. 2023, 9, 4049–4058. [Google Scholar] [CrossRef]
- Palonen, J.; Hyppanen, T.; Myohanen, K. Modelling of indirect steam gasification in circulating fluidized bed reactors. Fuel Process Technol. 2018, 171, 10–19. [Google Scholar]
- Chishty, M.; Umeki, K.; Risberg, M.; Wingren, A.; Gebart, R. Numerical simulation of a biomass cyclone gasifier: Effects of operating conditions on gasifier performance. Fuel Process Technol. 2021, 218, 106861. [Google Scholar] [CrossRef]
- Von Berg, L.; Anca-Couce, A.; Hochenauer, C.; Scharler, R. Multi-scale modelling of a fluidized bed biomass gasifier of industrial size (1 MW) using a detailed particle model coupled to CFD: Proof of feasibility and advantages over simplified approaches. Energy Convers. Manag. 2023, 286, 117070. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C. Industrial gasification systems (>3 MWth) for bioenergy in Europe: Current status and future perspectives. Renew. Sustain. Energy Rev. 2021, 145, 111108. [Google Scholar] [CrossRef]
- Situmorang, Y.A.; Zhao, Z.; Abudula, A.; Guan, G. Small-scale biomass gasification systems for power generation (<200 kW class): A review. Renew. Sustain. Energy Rev. 2020, 117, 109486. [Google Scholar]
- IEA Bioenergy Task 33 Special Report. Status Report on Thermal Gasification of Biomass and Waste. 2022. Available online: http://task33.ieabioenergy.com/content/Task%2033%20Projects (accessed on 1 February 2022).
- Hrbek, J. Status Report on Thermal Biomass Gasification in Countries Participating in IEA Bioenergy Task 33; IEA Bioenergy: Paris, France, 2016; Available online: http://task33.ieabioenergy.com/content/Task%2033%20Projects (accessed on 1 April 2016).
- IEA Bioenergy Task 33 Special Report. Status Report on Thermal Gasification of Biomass and Waste. 2019. Available online: http://task33.ieabioenergy.com/content/Task%2033%20Projects (accessed on 1 October 2019).
- Van der Drift, B. Biomass gasification in The Netherlands. 2013. Available online: http://task33.ieabioenergy.com/content/participants/country_reports (accessed on 1 July 2013).
- IEA Bioenergy. Task 33 Database: Case Studies on High Temperature Heat 2020. Available online: http://www.ieatask33.org/content/Task33Projects (accessed on 1 September 2020).
- Global Syngas Technologies Council: Woldwide Syngas Database. Available online: https://www.globalsyngas.org/resources/world-gasification-database/vaermlands-methanol-plant (accessed on 29 March 2020).
- IEA Bioenergy: Task 33: Country Report Sweden 2021, Research Activities on Gasification. Available online: http://task33.ieabioenergy.com/content/participants/country_reports (accessed on 1 January 2022).
- IEA Bioenergy: Task 33: Country Report USA 2020, Research Special Report. Available online: http://task33.ieabioenergy.com/content/participants/country_reports (accessed on 1 January 2021).
- Available online: http://carbogas.com.br/produtos2.asp (accessed on 16 November 2023).
- Li, H.; Li, J.; Li, Y.; Fang, S.; Chen, J.; Liu, L.; Bai, J. The research of rice husk gasification in steam. Chem. Ind. Eng. Prog. 2017, 36, 4017–4021, (In Chinese with English abstract). [Google Scholar]
- Xi, Z.; Xianquan, A.; Yang, C.; Yang, A. Characteristic of co-gasification of corn stalks and coal in fluidized-bed. Chin. J. Process Eng. 2017, 17, 551–557, (In Chinese with English abstract). [Google Scholar]
- Yan, C.; Yu, B.; Jiang, D. Fluidized bed gasification of wood chips using bottom ash derived from coal: Optimization of operating conditions. Energy Source Part. A 2023, 45, 7150–7159. [Google Scholar]
- Yan, C.; Yu, B.; Jiang, D. Co-gasification of rice husk and woody biomass blends in a CFB system: A modeling approach. Renew. Energy 2022, 188, 849–858. [Google Scholar]
- Zhu, X.; Wang, Z.; Ocone, R.; Wang, H. MP-PIC simulation on CO2 gasification of biomass in a pilot plant circulating fluidized bed gasifier. Fuel 2023, 332, 125992. [Google Scholar] [CrossRef]
- Meng, X.; de Jong, W.; Fu, N.; Verkooijen, A.H. Biomass gasification in a 100 kWth steam-oxygen blown circulating fluidized bed gasifier: Effects of operational conditions on product gas distribution and tar formation. Biomass Bioenergy 2011, 35, 2910–2924. [Google Scholar] [CrossRef]
- Fan, X.X.; Yang, L.G.; Zhang, H.L.; Chen, H.J. Experimental Research on Impacts of Operation Parameters on Agglomeration Characteristics during CFB Biomass Gasification. Appl. Mech. Mater. 2014, 556–562, 375–379. [Google Scholar] [CrossRef]
- Xi, Z.; Shao, R.; Wang, F.; Dong, P.; Yu, J.; Xu, G. Industrial demonstration plant for the gasification of herb residue by fluidized bed two-stage process. Bioresour. Technol. 2016, 206, 93–98. [Google Scholar]
- Ma, Z.; Xue, J.; Yuan, S.; Lu, R.; Wang, S. Research progress of biomass gasification co-production of gas and carbon. Chem. Ind. Forest Prod. 2023, 43, 145–159. (In Chinese) [Google Scholar]
- Gu, S.; Liu, M.; He, C.; Yang, J. Commissioning Analysis and Improvement measures for Biomass Circulating Fluidized Bed Gasifier. E3S Web Conf. 2021, 329, 01040. [Google Scholar] [CrossRef]
- Yang, X.; Wang, S. Analysis on biomass energy utilization technology of large capacity coal-fired units. Shenhua Sci. Technol. 2018, 6, 87–90. (In Chinese) [Google Scholar]
- Wu, M.; Changdong, S. Application status of indirect coupled biomass power generation technology based on circulating fluidized bed gasification. Therm. Power Gen. 2019, 48, 1–7. (In Chinese) [Google Scholar]
- Yan, Y.; Liu, X.-W. Research progress of hybrid combustion of biomass and coal for power generation. New Energy Sci. Technol. 2023, 4, 32–38. (In Chinese) [Google Scholar]
- Fan, X.; Yang, L.; Jiang, J. Experimental study on industrial-scale CFB biomass gasification. Renew. Energy 2020, 158, 32–36. [Google Scholar] [CrossRef]
- Li, F.; Li, Y.; Xu, X.; Tang, J.; Meng, K.; Chen, J. Pitch design and Simulation Analysis of Spiral Structure with Variable Pitch. Packaging Eng. 2019, 13, 214–221. (In Chinese) [Google Scholar]
- Wang, H.L. Cause Analysis of Slagging in CFB Boilers and Preventive Measures Thereof. Therm. Power Gen. 2007, 2, 28–30. (In Chinese) [Google Scholar]
- Ji, X.; Lu, X.; Kang, Y.; Wang, Q.; Chen, J. Design optimization of the bell type blast cap employed in small scale industrial circulating fluidized bed boilers. Adv. Powder Technol. 2014, 25, 281–291. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Z.; Xu, X.; Zhu, J. Combustion fluctuation analysis and countermeasures of biomass circulating fluidized Bed Boiler. Ind. Boiler 2023, 4, 21–23. (In Chinese) [Google Scholar]
- Zhang, M. Analysis and countermeasures of coking in circulating fluidized bed boiler. Appl. Integrated Circuit 2020, 37, 78–79. (In Chinese) [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Gasification mode | Circulating fluidized bed |
| Design fuel | Rice husk |
| Fuel consumption | 4.6 t/h (equivalent to 10% water content, design value, nameplate consumption 5 t/h) |
| Ignition method | Under-bed ignition by 0# light diesel oil |
| Bed temperature/°C | 700–800 |
| Bed pressure drop/Pa | 7500 ± 100 |
| Fluidizing velocity/(m·s−1) | 2–3 |
| Gas production rate/(Nm3·kg−1) | 1.6–2.0 |
| Air equivalent ratio | 0.23–0.30 |
| Gas calorific value/(kJ·Nm−3) | 5000–6300 |
| Gas temperature/°C | <800 |
| Carbon yield/(t·h−1) | 0.5–0.8 |
| Item | Value |
| Elemental Analysis/% | Industrial Analysis/% | |||||||
|---|---|---|---|---|---|---|---|---|
| C | H | N | S | O | Volatile | Moisture | Fixed carbon | Ash |
| 39.97 | 3.87 | 0.44 | 0.25 | 34.90 | 63.62 | 7.74 | 15.81 | 12.83 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, S.; Liu, M.; Liang, X. Analysis of Operational Problems and Improvement Measures for Biomass-Circulating Fluidized Bed Gasifiers. Energies 2024, 17, 303. https://doi.org/10.3390/en17020303
Gu S, Liu M, Liang X. Analysis of Operational Problems and Improvement Measures for Biomass-Circulating Fluidized Bed Gasifiers. Energies. 2024; 17(2):303. https://doi.org/10.3390/en17020303
Chicago/Turabian StyleGu, Shan, Maosheng Liu, and Xiaoye Liang. 2024. "Analysis of Operational Problems and Improvement Measures for Biomass-Circulating Fluidized Bed Gasifiers" Energies 17, no. 2: 303. https://doi.org/10.3390/en17020303
APA StyleGu, S., Liu, M., & Liang, X. (2024). Analysis of Operational Problems and Improvement Measures for Biomass-Circulating Fluidized Bed Gasifiers. Energies, 17(2), 303. https://doi.org/10.3390/en17020303