
Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
2.2.1. Oil Sample’s Freezing Point Determination
2.2.2. Determination of Oil Deposit Quantity
2.2.3. Determination Method for Effective Viscosity, Limiting Shear Stress and Non-Newtonian Index
2.2.4. Corrosion Rate Determination by Gravimetric Method
3. Experimental Results
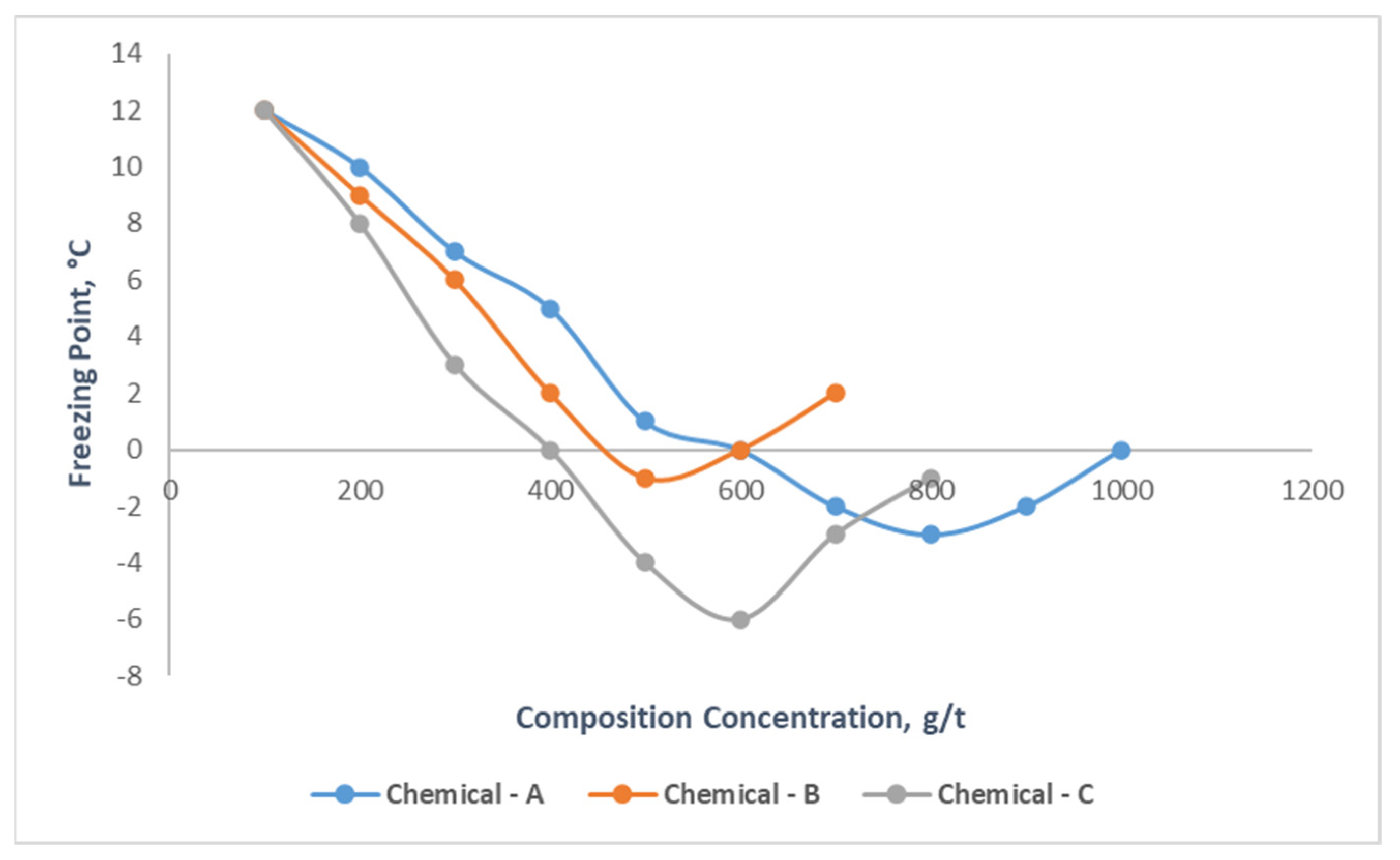
3.1. Effect of Chemical Compounds on Oil Sample Freezing Point
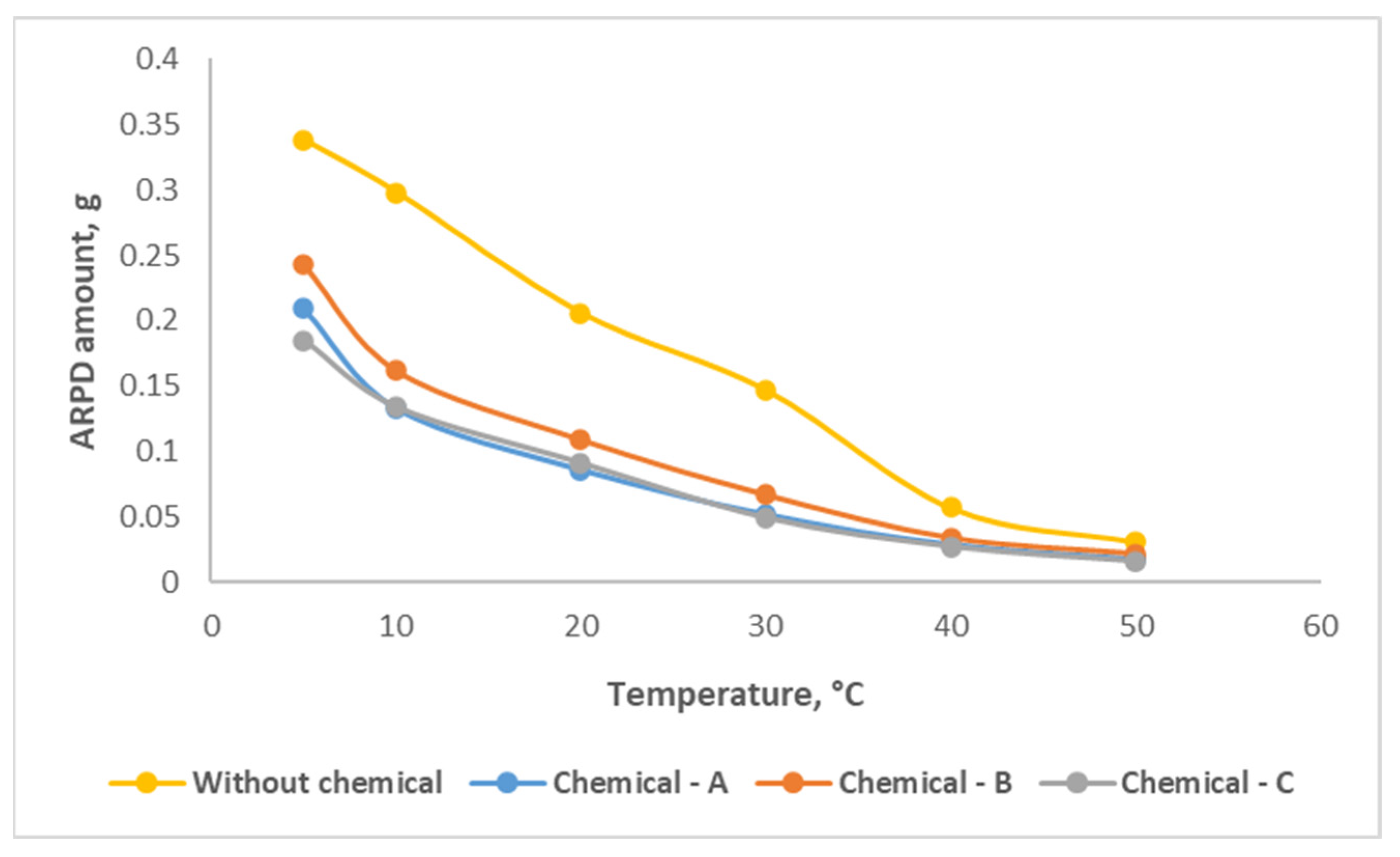
3.2. Effect of Chemical Compounds on Oil Sample Deposition
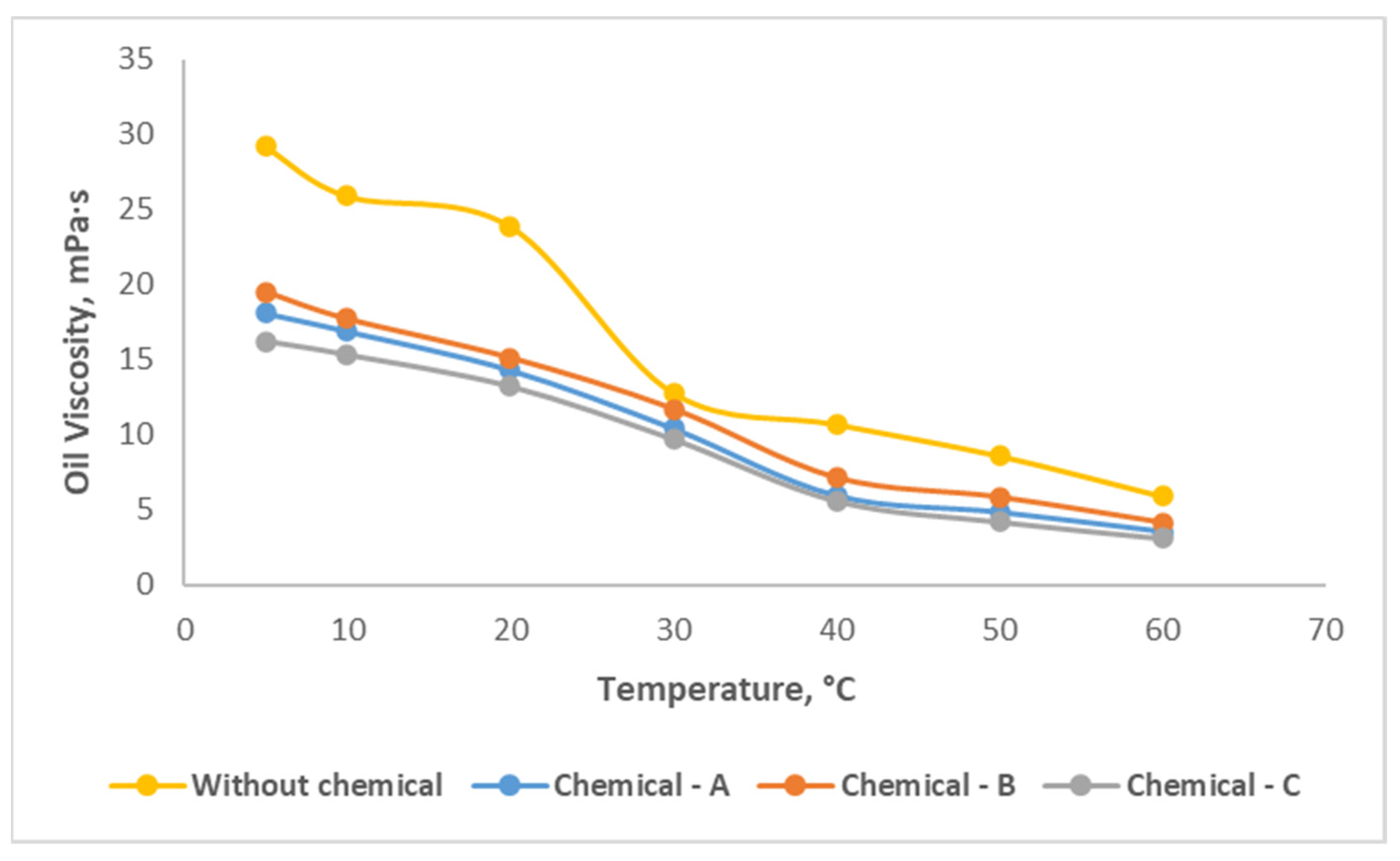
3.3. Effect of Chemical Compounds on Oil Samples’ Effective Viscosity
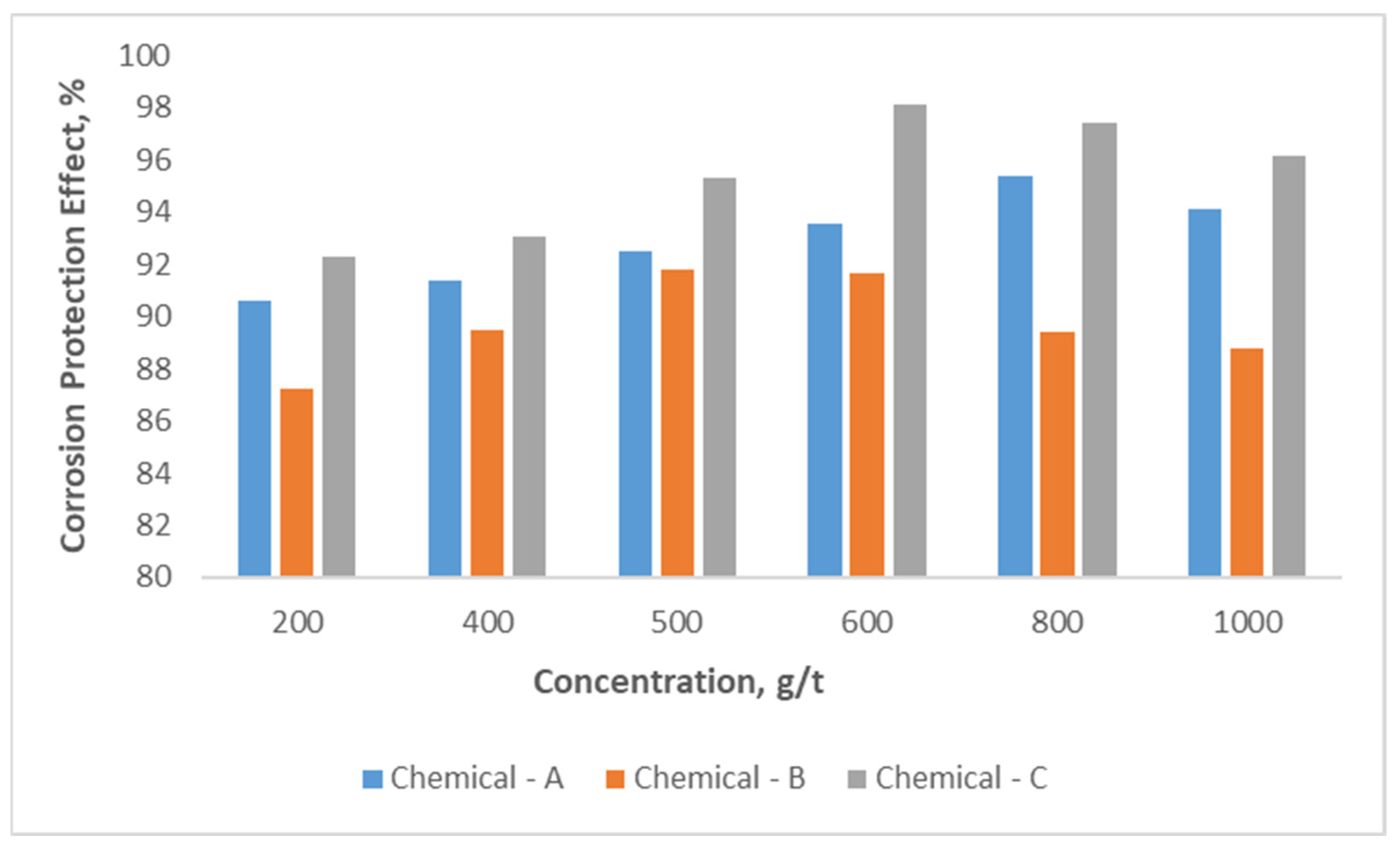
3.4. Effect of Chemical Compounds on Oil Sample Corrosion Rate
3.5. Effect of Chemical Compounds on Limiting Shear Stress and Non-Newtonian Index
3.6. Effect of Chemical Compounds on Y and Z Oilfield Samples’ Rheological Properties
4. Investigation of Enhanced Oil Recovery Effect by Injecting Paraffin Inhibitors during Waterflooding and CO2 Flooding Based on Numerical Simulation
4.1. Asphaltene Precipitation Modeling in CMG
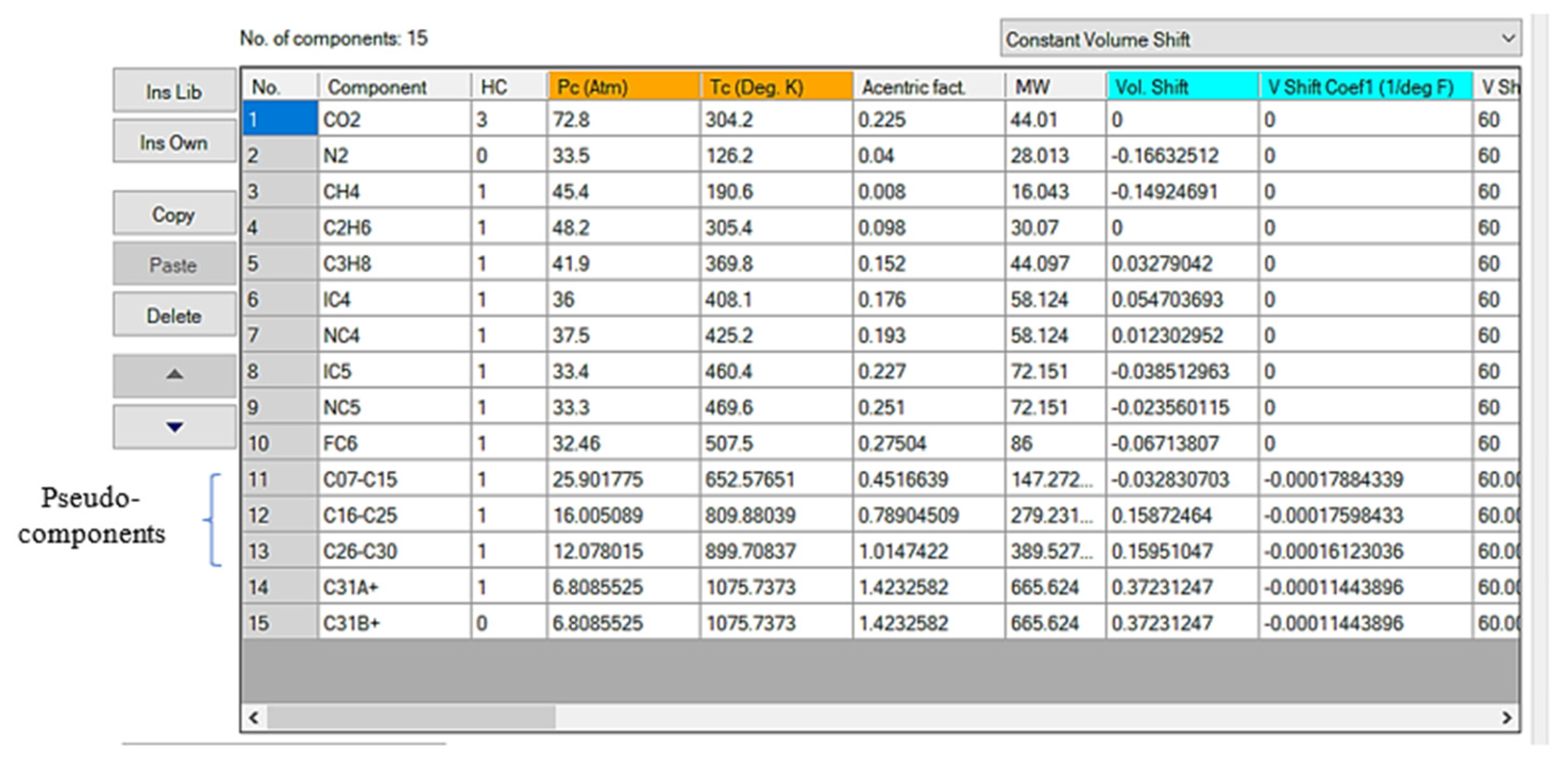
4.1.1. Fluid Characterization
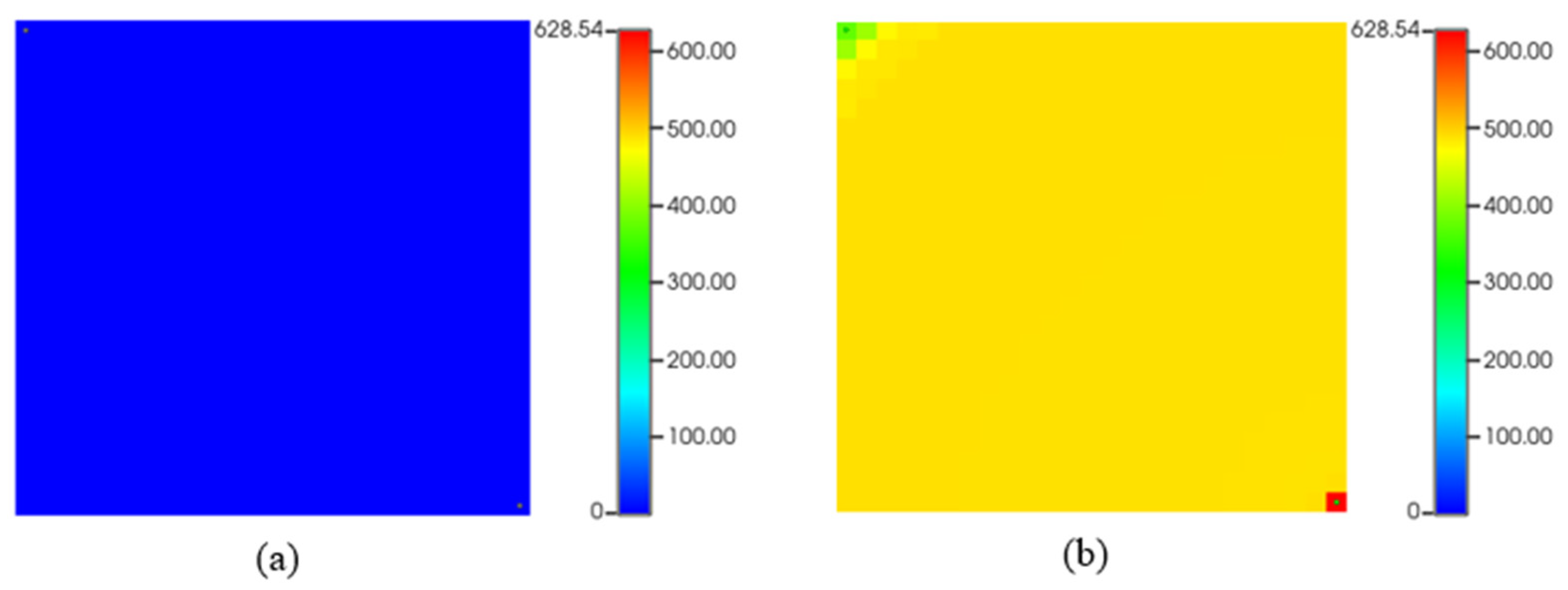
4.1.2. Prediction of Asphaltene Precipitation Behavior
4.2. Reservoir Modeling
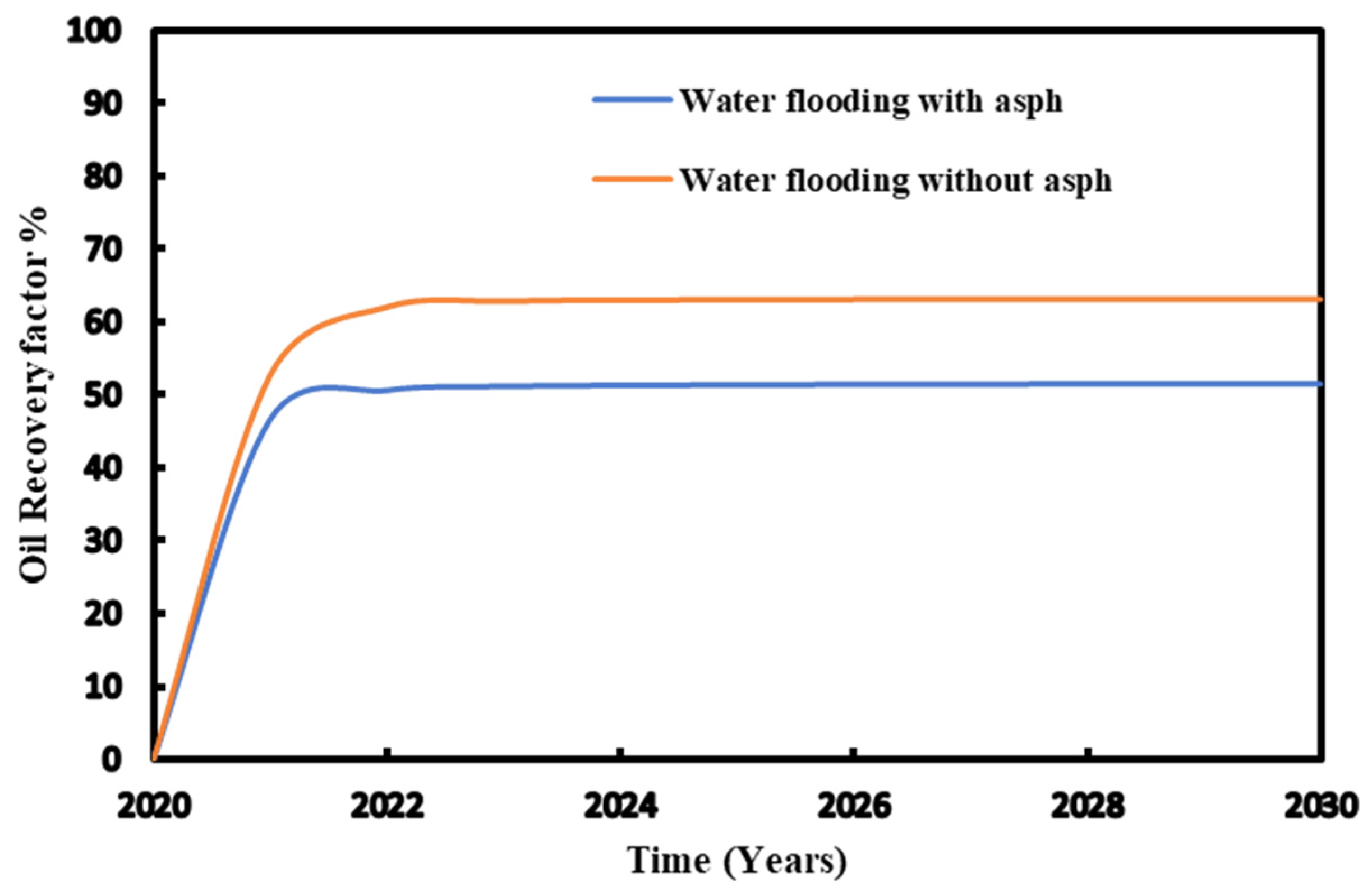
4.3. Simulation of Asphaltene Deposition during Waterflooding
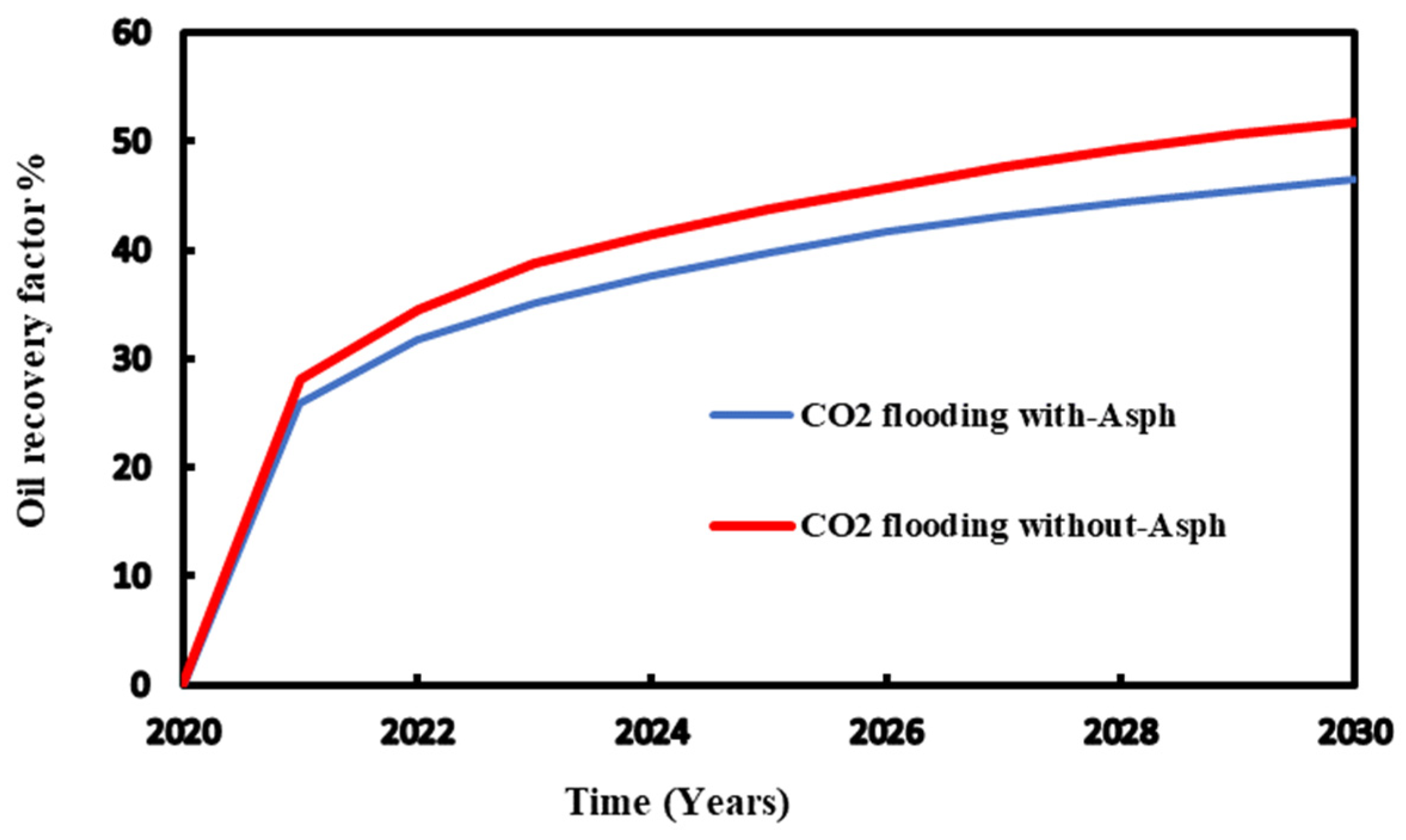
4.4. Simulation of Asphaltene Deposition during CO2 Flooding
4.5. Simulation of Asphaltene Deposition during Waterflooding and CO2 Flooding with Reagent
5. Conclusions
- (1)
- The freezing point for oilfield sample X dropped from 12 °C to (−1) °C; for Y, from 17 °C to (−2) °C; and for Z, from 16 °C to 0 °C. The reason is that the chemical compounds reduced the size of the paraffin crystals and prevented them from sticking together.
- (2)
- The “cold finger test” method showed that the ARPD amount of oilfield sample X was reduced from 0.338 g to 0.031 g when the temperature changed from initial (5 °C) to final (50 °C) without adding any chemicals. However, at 50 °C, after applying Chemical-C, the ARPD amount in the sample was further reduced, from 0.031 g to 0.016 g. Chemical-C was also very effective in reducing the ARPD amount in oilfield samples Y and Z at a certain temperature.
- (3)
- On one hand, as the temperature increases, the oil effective viscosity decreases. On the other hand, at the same temperature, additives further reduce the oil effective viscosity. At 60 °C, after adding Chemical-C at 600 g/t, the oil effective viscosity for oilfield sample X decreased from 5.9 mPa·s to 3.1 mPa·s (a 48% decline); for Y, from 8.3 mPa·s to 4.8 mPa·s (42%); and for Z, from 7.8 mPa·s to 4.3 mPa·s (45%). The chemical compound has high dissolving ability and can prevent particle agglomeration.
- (4)
- Determination of the corrosion rate by the gravimetric method showed that the highest protective effect against corrosion peaked at 98.1% for Chemical-C at 600 g/t.
- (5)
- Rheological parameters determined according to the Gersel–Balkley model showed that the limit shear stress started to decrease significantly from lower temperatures. Furthermore, oil samples started to flow when the temperature was higher than 5 °C. It was observed that the non-Newtonian index for the studied oil samples gradually approached 1 from lower temperatures (20, 30 °C), which is representative of Newtonian fluid behavior, where the fluid exhibits characteristics of easy flow and predictable, stable viscosity.
- (6)
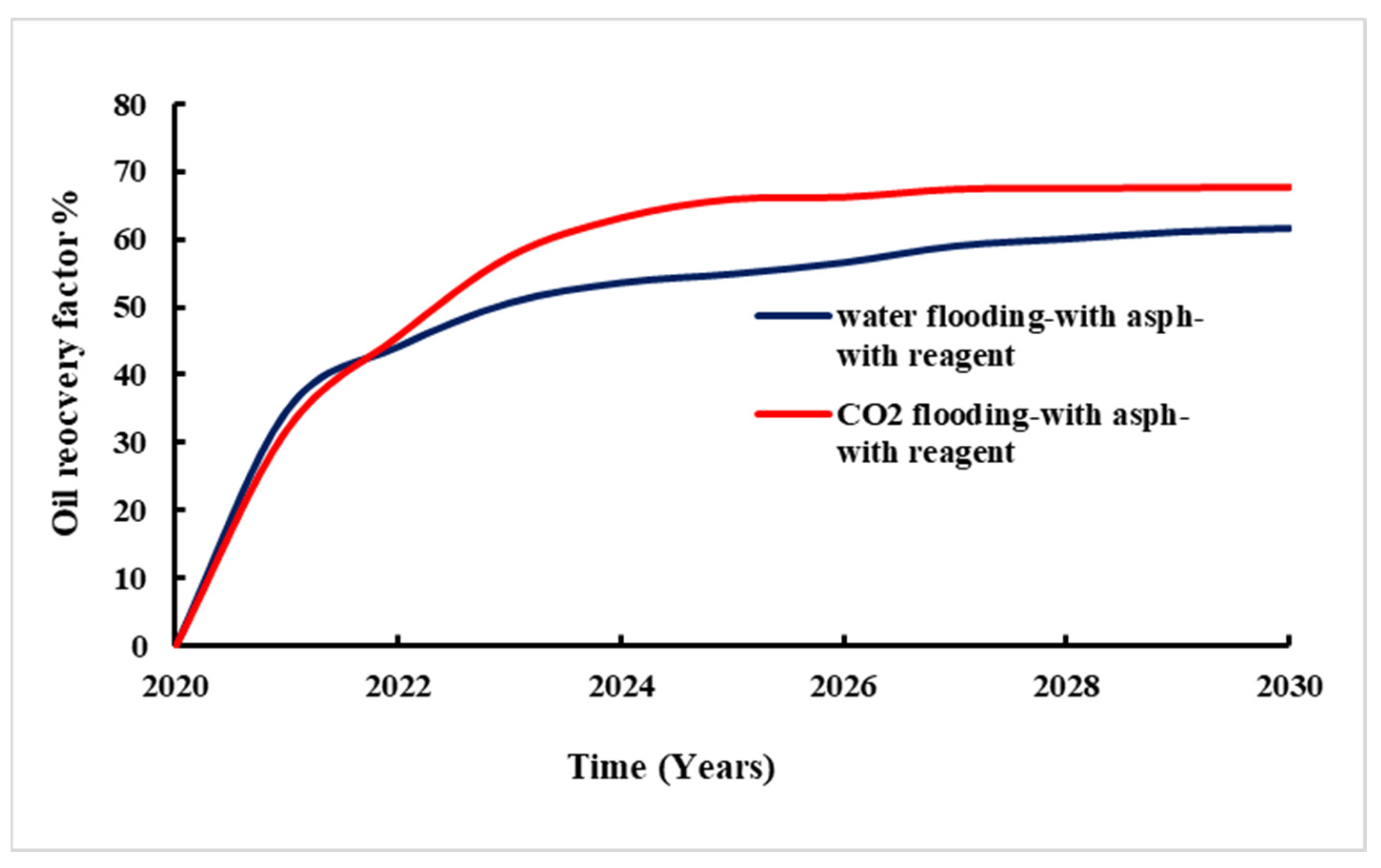
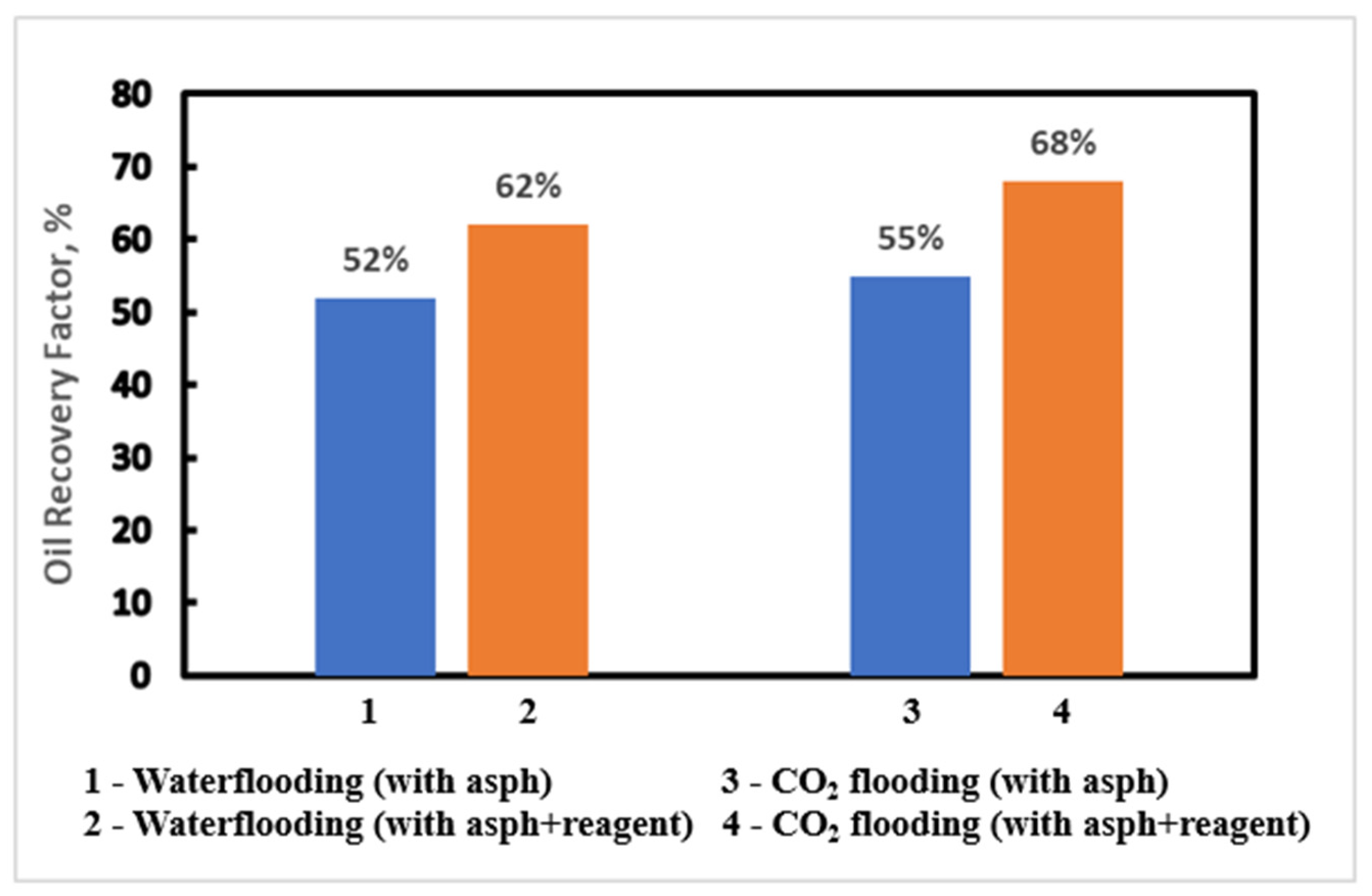
- Based on simulation results, higher injection pressures for CO2 flooding and waterflooding resulted in less asphaltene precipitation. The precipitation process happened near the saturation pressure due to the highest dissolved gas oil ratio at saturation pressure. The injection rates did not have a large impact on the precipitation of asphaltene. The use of the paraffin inhibitor could remove asphaltene deposition amount in the reservoir, leading to improved oil recovery of 62% for waterflooding and around 68% for CO2 flooding.
- (7)
- Based on the simulation results, it is obvious that CO2 flooding outperforms waterflooding in terms of oil recovery. This suggests that CO2 flooding exhibits a higher efficiency compared to traditional waterflooding techniques. Therefore, in reservoirs where both methods are applicable, CO2 flooding emerges as the superior option for enhanced oil recovery.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Panahov, G.M. Development of New Methods of Combating Asphaltene-Resin-Paraffin Deposits; Panahov, G.M., Abbasov, E.M., Ismayilov, S.Z., Eds.; Azerbaijan Oil Refinery: Baku, Azerbaijan, 2019; pp. 65–70. [Google Scholar]
- Gurbanov, G.R. Research into the Influence of the Depressant Additive “Difron-4201” on the Formation of Paraffin Deposits in Laboratory Conditions; Gurbanov, G.R., Adigozalova, M.B., Akhmedov, S.F., Eds.; Azerbaijan Oil Economy: Baku, Azerbaijan, 2020; pp. 30–36. [Google Scholar]
- Gurbanov, G.R.; Adygezalova, M.B.; Pashaeva, S.M. Study of a universal combined inhibitor for the oil and gas industry. Univ. Chem. Chem. Technol. 2020, 63, 78–89. [Google Scholar] [CrossRef]
- Wu, Z.; Yang, Z.; Cao, L.; Wang, G. Study on performance of surfactant-polymer system in deep reservoir. SOCAR Proc. 2016, 1, 34–41. [Google Scholar] [CrossRef]
- Hasanvand, M.Z.; Montazeri, M.; Salehzadeh, M.; Amiri, M.; Fathinasab, M. A Literature Review of Asphaltene Entity, Precipitation, and Deposition: Introducing Recent Models of Deposition in the Well Column. J. Oil Gas Petrochem. Sci. 2018, 1, 83–89. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Louzada, H.F.; Dip, R.M.M.; Gonza, G.; Lucas, E.F. Influence of the architecture of additives on the stabilization of asphaltene and water-in-oil emulsion separation. Energy Fuels 2015, 29, 7213–7220. [Google Scholar] [CrossRef]
- Matiyev, K.I.; Aga-zade, A.D.; Keldibayeva, S.S. Removal of asphaltene-resin-paraffin deposits of various fields. SOCAR Proc. 2016, 4, 64–68. [Google Scholar] [CrossRef]
- Samadov, A.M. Research of Depressor and Inhibitory Properties of NDP-Type Reagents; Samadov, A.M., Aghazade, A.D., Alsafarova, M.E., Eds.; Azerbaijan Oil Industry: Baku, Azerbaijan, 2017; pp. 43–47. [Google Scholar]
- Gurbanov, G.R.; Adygezalova, M.B.; Pashayeva, S.M. The influence of depressant additives on the process of formation of asphalt, resin and paraffin deposits in high-paraffin oil. Transp. Storage Pet. Prod. Hydrocarb. Raw Mater. 2020, 1, 23–28. [Google Scholar]
- Kelbaliev, G.I.; Rasulov, S.R.; Tagiev, D.V.; Mustafaeva, G.R. Mechanics and Rheology of Petroleum Dispersed Systems; Maska: Moscow, Russia, 2017; 462p. [Google Scholar]
- Bakhtizin, R.N.; Karimov, R.M.; Mastobaev, B.N. The influence of high-molecular components on rheological properties depending on the structural-group and frictional composition of oil. Socar Proc. 2016, 1, 42–50. [Google Scholar] [CrossRef]
- Ivanova, L.V.; Koshelev, V.N. Removal of various kind of asphalt, resin and paraffin deposits. Electron. Sci. J. Oil Gas Bus. 2011, 2, 257–270. [Google Scholar]
- RD 39-3-812-82; Method for Determining the Freezing Point of Paraffin Oil. Rheological Properties. USSR Ministry of Oil Industry: Moscow, Russia, 2015.
- Sviridov, A.V.; Sklyuev, P.V. Assessment of the Influence of Substances of Various Classes for Asphalt Loss Using the “Cold Finger Test” Method; Samara State Technical University: Samara, Russia, 2023; pp. 250–252. [Google Scholar]
- GOST 26581-85; Method of Test for Effective Viscosity on a Rotary Viscosimeter. USSR State Committee for Standards: Moscow, Russia, 2015.
- GOST 9.506-87; Unified System of Corrosion and Ageing Protection. Corrosion Inhibitors of Metals in Water-Petroleum Environments. Methods of Protective Ability Evaluation. USSR State Committee for Standards: Moscow, Russia, 2015.
- Pashaeva, S.M. Research on the effectiveness of corrosion protection of MARZA-1 inhibitor in H2S, CO2 and H2S + CO2 environments. Sci. News Nat. Tech. Sci. 2021, 21, 42–47. [Google Scholar]
- Nghiem, L.X.; Hassam, M.S.; Nutakki, R.; George, A.E.D. Efficient Modelling of Asphaltene Precipitation. In Proceedings of the SPE Annual Technical Conference and Exhibition, Houston, TX, USA, 3–6 October 1993. [Google Scholar]
- Lee, B.I.; Kesler, M.G. A Generalized Thermodynamic Correlation Based on Three-Parameter Corresponding States. AIChE J. 1975, 21, 510–527. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Paraffin | Asphaltene | Resin | Freezing Point, °C | Water Cut |
|---|---|---|---|---|---|
| Amount, % | 10.23 | 1.84 | 9.18 | +12 | 48.3 |
| Brand | C | Mn | Si | P | S | Cr | Ni | Cu | As | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Ct20 | 0.17–0.24 | 0.35–0.65 | 0.17–0.37 | ≤0.04 | ≤0.04 | ≤0.25 | ≤0.25 | ≤0.25 | ≤0.08 | 98 |
| Concentration, g/t | Temperature, °C | Limiting Shear Stress, τ0, Pa | Non-Newtonian Index, n | Notes |
|---|---|---|---|---|
| Chemical-A | ||||
| 800 | 5 | 14.7 | 0.63 | non-Newtonian liquid, no flow, solid |
| 10 | 2.91 | 0.82 | non-Newtonian liquid, flow | |
| 20 | 0.082 | 0.94 | non-Newtonian liquid, flow | |
| 30 | 0.044 | 0.98 | non-Newtonian liquid, flow | |
| 40 | 0.0052 | 1 | Newtonian liquid, flow | |
| 50 | 0.0029 | 1.01 | Newtonian liquid, flow | |
| Chemical-B | ||||
| 500 | 5 | 32.2 | 0.55 | non-Newtonian liquid, no flow, solid |
| 10 | 5.51 | 0.72 | non-Newtonian liquid, flow | |
| 20 | 0.14 | 0.87 | non-Newtonian liquid, flow | |
| 30 | 0.067 | 0.93 | non-Newtonian liquid, flow | |
| 40 | 0.0073 | 0.99 | Newtonian liquid, flow | |
| 50 | 0.0059 | 1 | Newtonian liquid, flow | |
| Chemical-C | ||||
| 600 | 5 | 5.51 | 0.79 | non-Newtonian liquid, flow |
| 10 | 1.01 | 0.92 | non-Newtonian liquid, flow | |
| 20 | 0.032 | 0.99 | Newtonian liquid, flow | |
| 30 | 0.011 | 1 | Newtonian liquid, flow | |
| 40 | 0.0028 | 1 | Newtonian liquid, flow | |
| 50 | 0.0009 | 1.03 | Newtonian liquid, flow | |
| Content | Paraffin | Asphaltene | Resin | Freezing Point, °C | Water Cut | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Oilfield | Y | Z | Y | Z | Y | Z | Y | Z | Y | Z |
| Amount, % | 13.31 | 12.46 | 4.73 | 3.42 | 10.42 | 7.37 | +17 | +16 | 53.6 | 56.2 |
| Parameters | Y Oilfield Sample | Z Oilfield Sample | ||||||
|---|---|---|---|---|---|---|---|---|
| Chemical | Chemical | |||||||
| Oil | A | B | C | Oil | A | B | C | |
| Freezing Point, °C | +17 | +1 | +5 | −2 | +16 | +6 | +7 | 0 |
| ARPD Amount, g (at 50 °C) | 0.049 | 0.031 | 0.036 | 0.028 | 0.041 | 0.025 | 0.031 | 0.022 |
| Effective Oil Viscosity, mPa·s (at 60 °C) | 8.3 | 5.5 | 6.1 | 4.8 | 7.8 | 4.9 | 5.4 | 4.3 |
| Limiting Shear Stress, Pa (at 50 °C) | / | 0.044 | 0.0076 | 0.002 | / | 0.035 | 0.0066 | 0.0014 |
| Non-Newtonian Index (at 50 °C) | / | 1 | 0.99 | 1.02 | / | 1 | 1 | 1.02 |
| Component | “X1” Oilfield Sample |
|---|---|
| Nitrogen | 0.0057 |
| CO2 | 0.0246 |
| Methane | 0.3637 |
| Ethane | 0.0347 |
| Propane | 0.0405 |
| i-Butane | 0.0059 |
| n-Butane | 0.0134 |
| i-Pentane | 0.0074 |
| n-Pentane | 0.0083 |
| Heptane | 0.0162 |
| Hexane+ | 0.4796 |
| Total | 1.0000 |
| C7+ molecular weight | 329 |
| C7+ specific gravity | 0.9593 |
| Live-oil molecular weight | 171.2 |
| API gravity, stock-tank oil | 19 |
| Asphaltene content in stock-tank oil, wt% | 16.8 |
| Reservoir temperature, °C | 100 |
| Saturation pressure, psia | 2950 |
| Gas–Oil Ratio, scf/stb | 330 |
| Minimum miscibility pressure (MMP), psia | 2780 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Gurbanov, H.; Adygezalova, M.; Alizade, E. Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process. Energies 2024, 17, 3622. https://doi.org/10.3390/en17153622
Wang X, Gurbanov H, Adygezalova M, Alizade E. Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process. Energies. 2024; 17(15):3622. https://doi.org/10.3390/en17153622
Chicago/Turabian StyleWang, Xiuyu, Huseyn Gurbanov, Mehpara Adygezalova, and Elnur Alizade. 2024. "Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process" Energies 17, no. 15: 3622. https://doi.org/10.3390/en17153622
APA StyleWang, X., Gurbanov, H., Adygezalova, M., & Alizade, E. (2024). Investigation of Removing Asphaltene-Resin-Paraffin Deposits by Chemical Method for Azerbaijan High-Paraffin Oil Production Process. Energies, 17(15), 3622. https://doi.org/10.3390/en17153622