
A Multi-Agent Approach for the Optimized Operation of Modular Electrolysis Plants

 , ,
, ,  , and
, and
Abstract
1. Introduction and Motivation
- A systematic development of an MAS architecture for modular electrolysis plants;
- A concept for merging the MTP concept and MASs to facilitate standardized, low-effort, and automated instantiation of agents and their knowledge bases;
- A scalable and robust optimization algorithm designed to dynamically adapt to the varying number of electrolysis-PEAs while effectively addressing real operational complexities, including electrolyzer malfunctions;
- An implementation of this algorithm within an MAS for the decentralized monitoring and optimized control of electrolysis-PEAs in a modular electrolysis plant.
2. State of the Art Analysis
2.1. Technical Background
2.2. Requirements
2.3. Related Work
2.3.1. Electrolysis Scheduling and Operational Adaptability
MILP Optimization Approaches
MPC Optimization Approaches
Rule-Based Optimization Approaches
Agent-Based Optimization Approaches
2.3.2. Automated System Configuration and Parameterization
2.3.3. Research Gap
3. Multi-Agent System for Optimized Operation of Modular Electrolysis Plants
3.1. Methodology
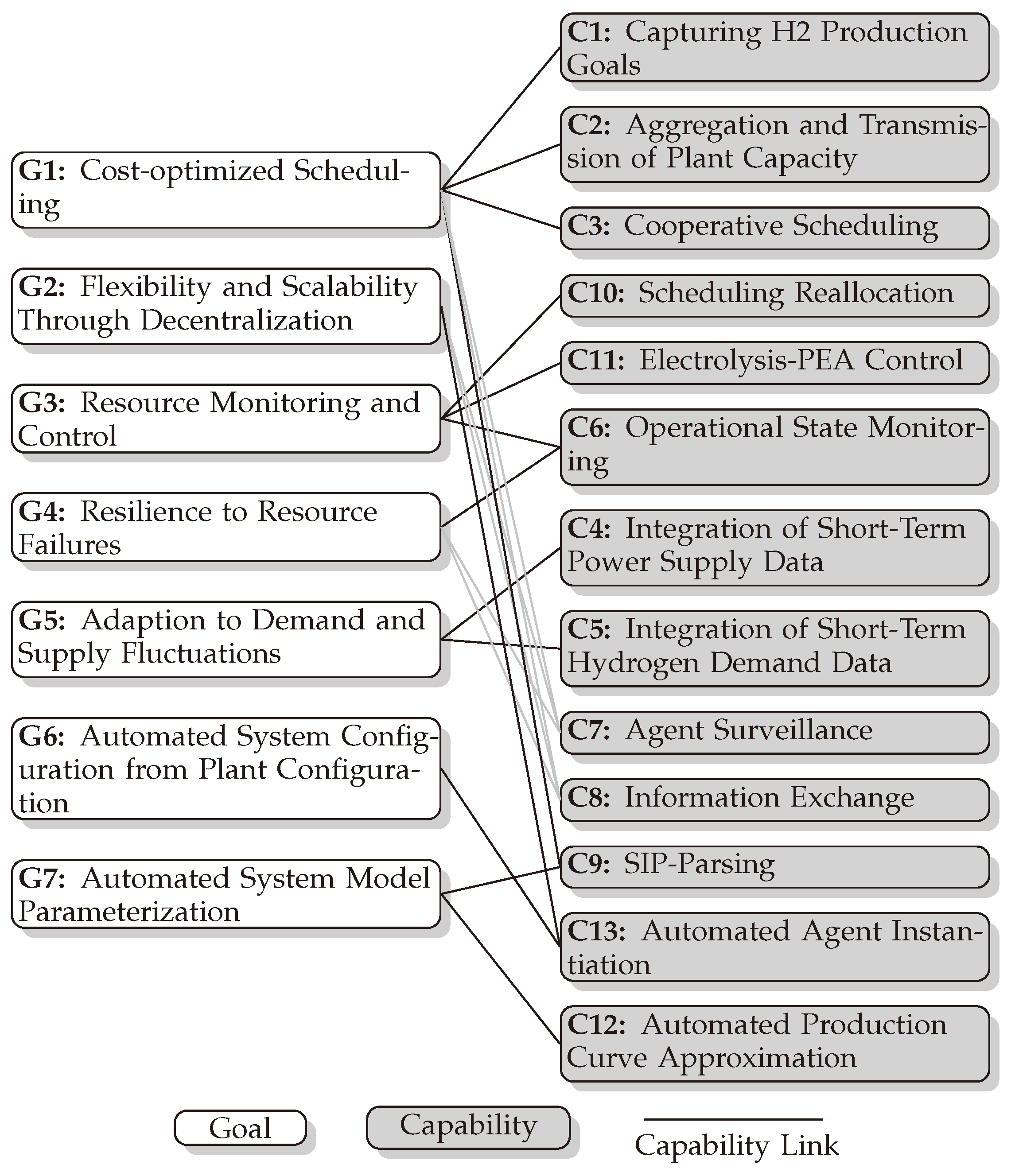
3.2. Goal and Capability Model
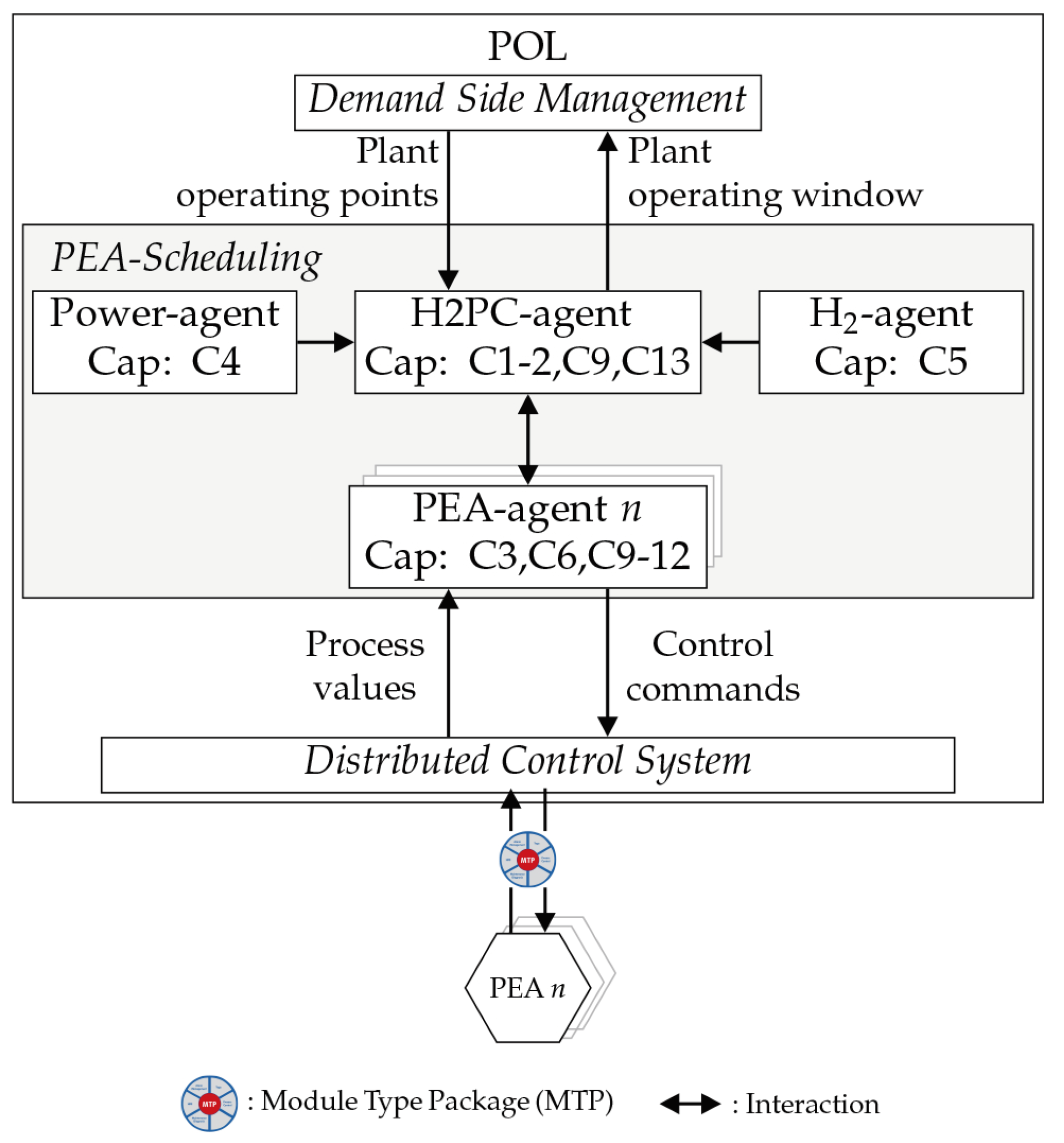
3.3. Agent Model
- H2-Production-Coordination (H2PC) agent (single instance): This agent, instantiated once in the MAS, serves as a coordinator [45], aiming to achieve the goals G2 (adaptability and scalability through decentralization) and G6 (automated system configuration from plant configuration). It is responsible for orchestrating the MAS and, therefore, has the capability to automatically instantiate the PEA agents required for scheduling, adapting to the number of electrolysis-PEAs in the plant configuration (C13). To accurately identify the types of PEAs present in the plant configuration, this agent possesses the capability to read and accurately interpret the information provided in the SIP (C9). Based on the approach described in [35], this agent facilitates communication with the DSM. It can aggregate the capacities of the electrolysis-PEAs and forward this information to the DSM (C2). It also has the capability to query production targets from the DSM (C1).
- Power agent (single instance): This agent, functioning as a system-state-monitoring agent and instantiated once in the MAS, can provide information about the current state of resources [45]. It pursues the goal G5 (adaptation to demand and supply fluctuations), and consequently, it is capable of transmitting information about short-term fluctuations in the power supply (C4).
- H2 agent (single instance): Similarly to the power agent, this agent, functioning as a system-state-monitoring agent, is instantiated once in the MAS and pursues the goal G5 (adaptation to demand and supply fluctuations). It provides short-term updates on hydrogen demand (C5).
- PEA agent (multiple instances): This agent, commonly referred to as the “resource agent” [9,44,45], serves as the interface between electrolysis-PEAs and the MAS and is coupled to a specific electrolysis-PEA. It is instantiated multiple times in the MAS by the H2PC agent according to the number of electrolysis-PEAs in the plant configuration. The primary objectives of this agent include operating the assigned electrolysis-PEA in a cost-optimized manner (G1) and automatically parameterizing the system (G7). Moreover, it aims to achieve resilient operation of the modular electrolysis, monitoring and controlling its assigned electrolysis-PEA (G3), and responding effectively to resource malfunctions (G4).
3.4. Information access in the SIP
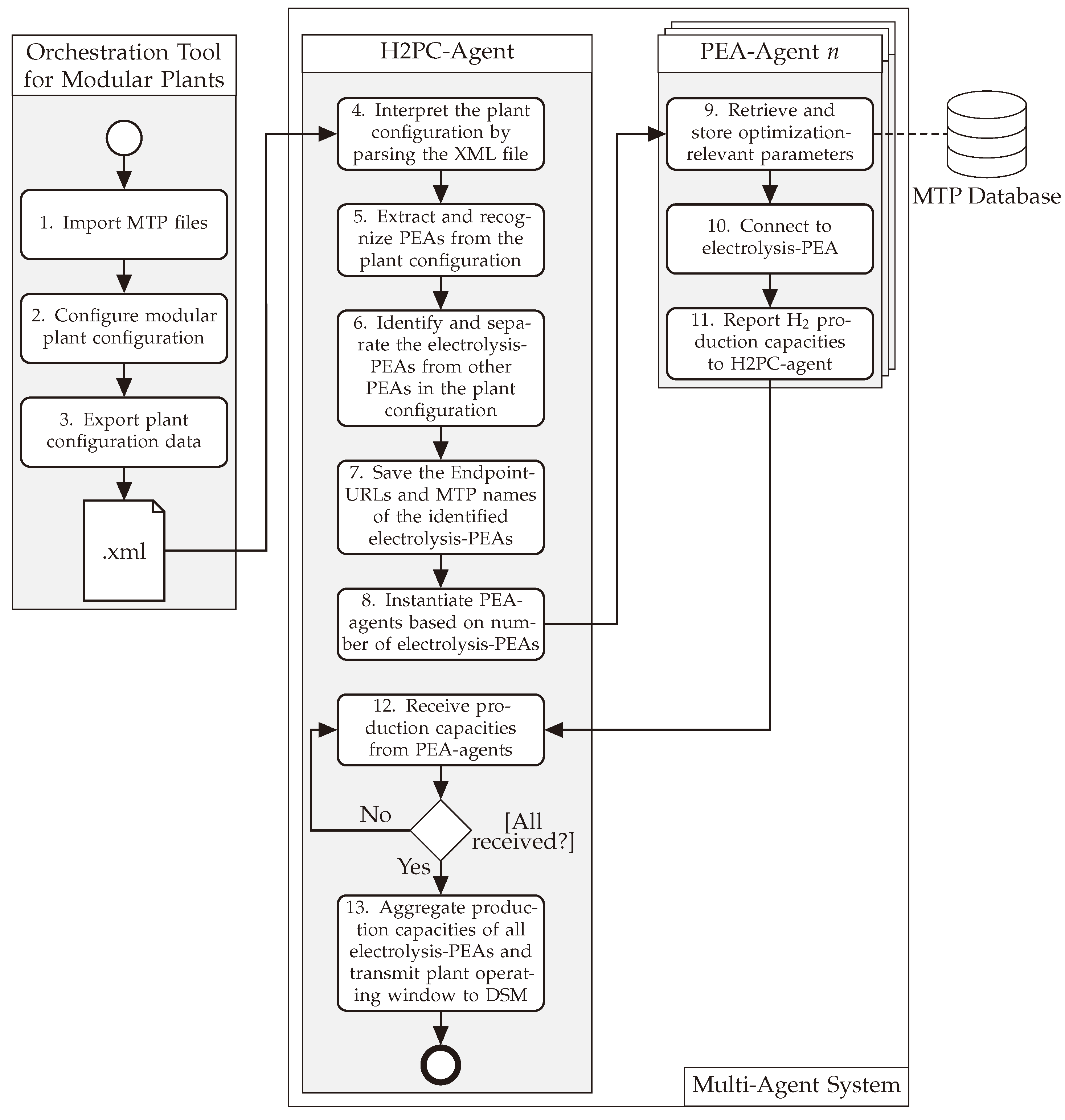
3.5. Workflow for the Engineering and Optimized Operation of Modular Electrolysis Plants Using an MAS
3.5.1. System initialization and PEA Agent Instantiation
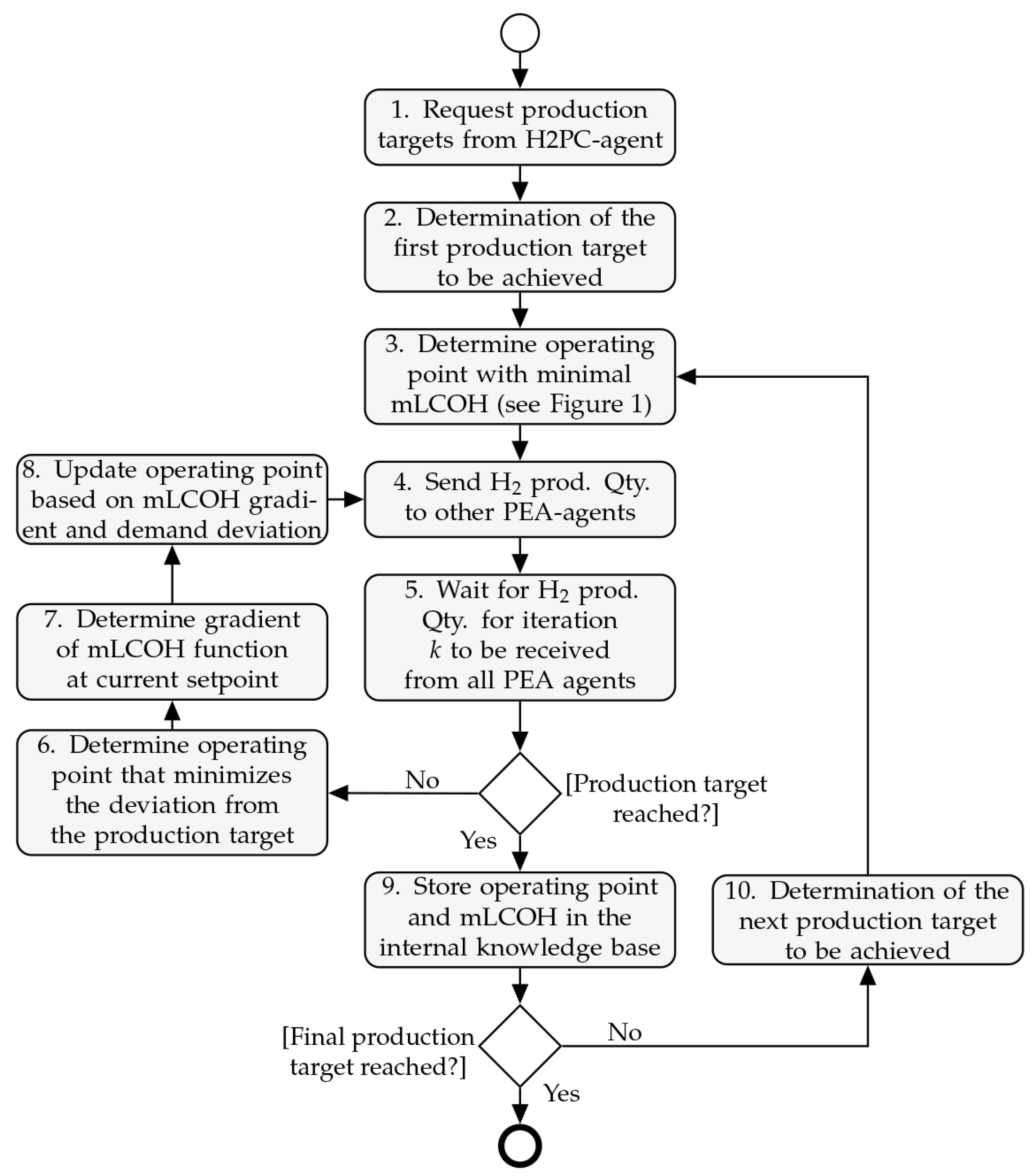
3.5.2. Scheduling and Optimization Phase
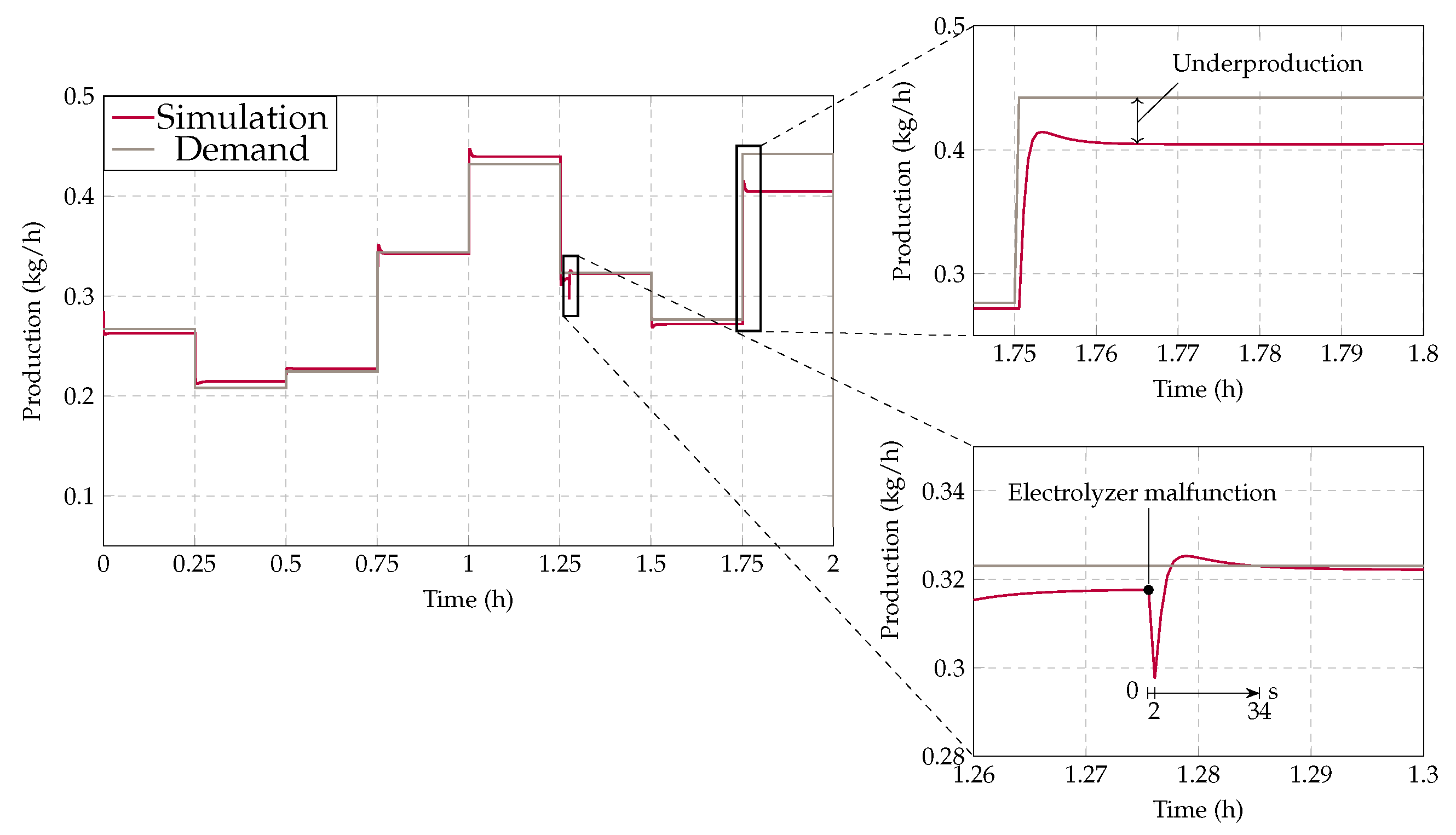
3.5.3. Deviation Handling
4. Concept Implementation and Evaluation
4.1. Decentralized ADMM Scheduling Model
4.2. Case Study
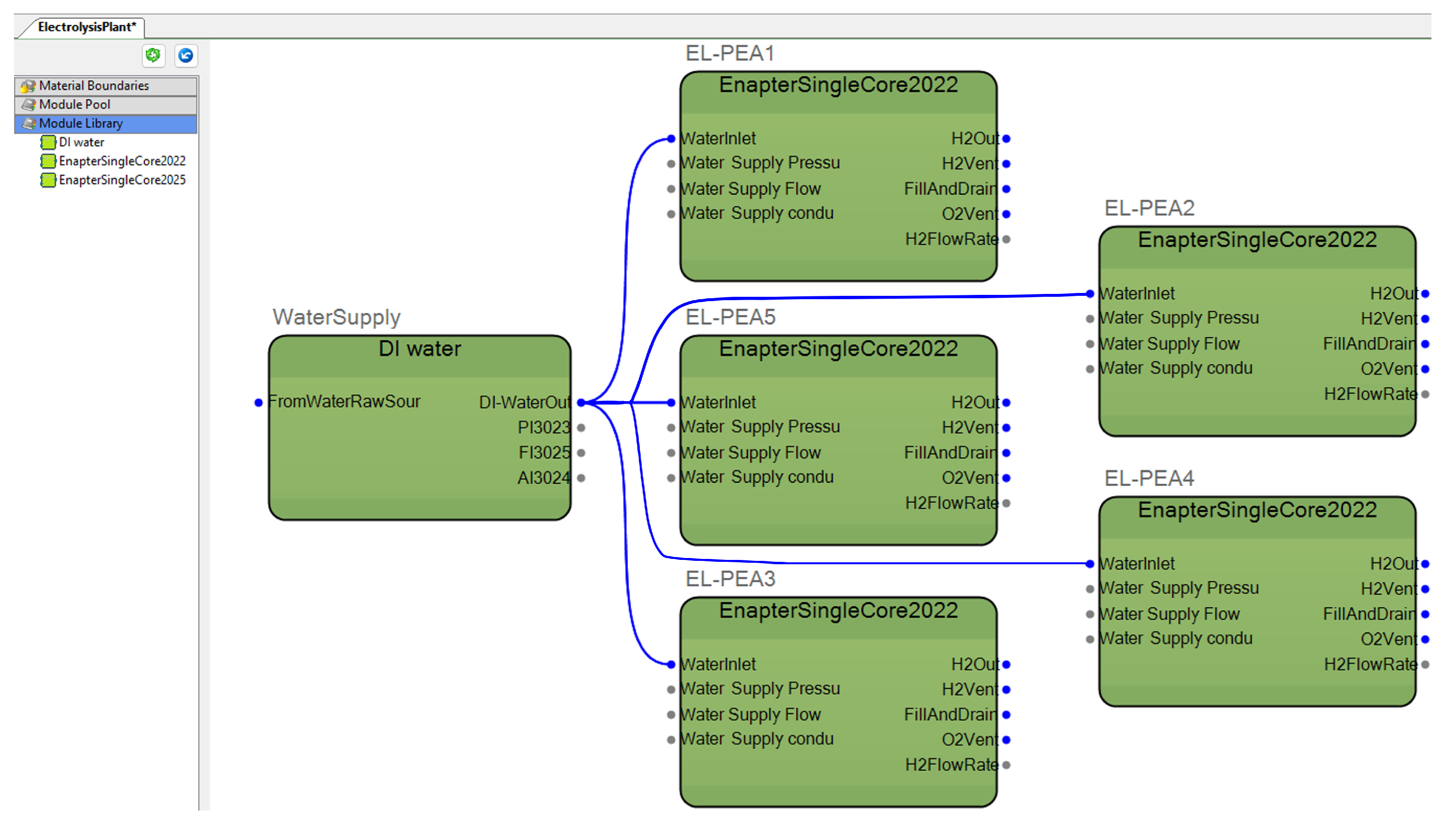
4.2.1. Workflow Validation and Automated Instantiation
4.2.2. Adaptability and Heterogeneity Considerations
4.3. Discussion
5. Conclusion and Future Work
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AAS | Asset Administration Shell |
| ADMM | Alternating Direction Method of Multipliers |
| AEL | Alkaline Electrolysis |
| AEM | Anion Exchange Membrane Electrolysis |
| CAEX | Computer-Aided Engineering Exchange |
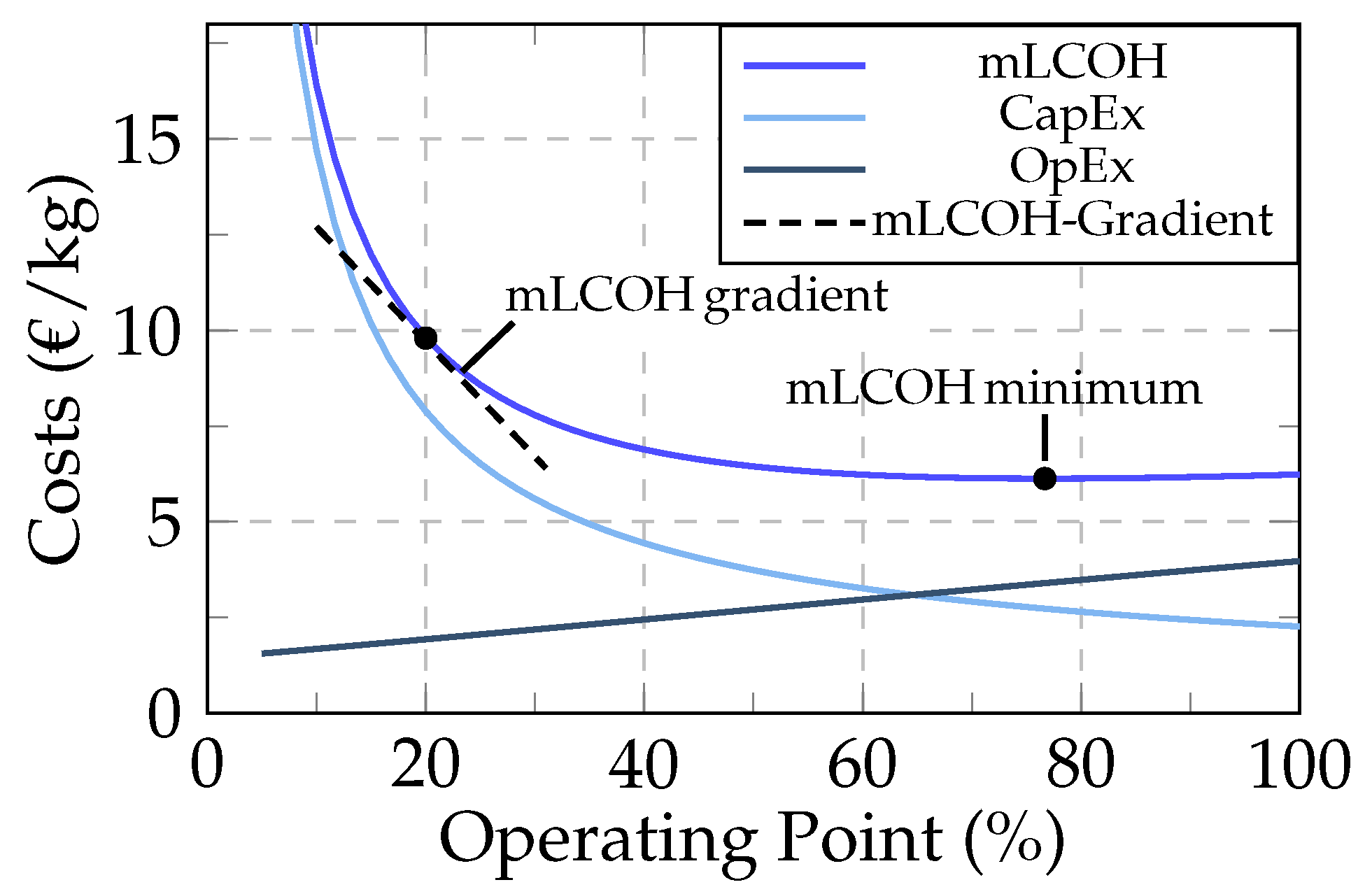
| CapEx | Capital Expenditure |
| 2DECS | Development Approach for DEcentralised Control Systems |
| DSM | Demand-Side Management |
| DT | Digital Twin |
| XML | Extensible Markup Language |
| HTEL | High-Temperature Electrolysis |
| H2PC | H2-Production-Coordination |
| LCOH | Levelized Cost of Hydrogen |
| MAS | Multi-Agent System |
| MILP | Mixed-integer linear programming |
| mLCOH | Marginal Levelized Cost of Hydrogen |
| MPC | Model Predictive Control |
| MTP | Module Type Package |
| OD | Orchestration Designer |
| OM | Operation and Maintenance |
| OpEx | Operational Expenditure |
| PEA | Process Equipment Assembly |
| PEA-S | PEA-Scheduling |
| PEM | Proton Exchange Membrane Electrolysis |
| POL | Process Orchestration Layer |
| P2O | Process2Order |
| REQ | requirement |
| SIP | Standard Integration Profile |
References
- Odenweller, A.; Ueckerdt, F.; Nemet, G.F.; Jensterle, M.; Luderer, G. Probabilistic feasibility space of scaling up green hydrogen supply. Nat. Energy 2022, 7, 854–865. [Google Scholar] [CrossRef]
- Lange, H.; Klose, A.; Lippmann, W.; Urbas, L. Technical evaluation of the flexibility of water electrolysis systems to increase energy flexibility: A review. Int. J. Hydrogen Energy 2023, 48, 15771–15783. [Google Scholar] [CrossRef]
- ZVEI-German Electrical and Electronic Manufacturers’ Association Automation Division. Process INDUSTRIE 4.0: The Age of Modular Production: On the Doorstep to Market Launch; ZVEI: Frankfurt am Main, Germany, 2019. [Google Scholar]
- Bittorf, L.; Beisswenger, L.; Erdmann, D.; Lorenz, J.; Klose, A.; Lange, H.; Urbas, L.; Markaj, A.; Fay, A. Upcoming domains for the MTP and an evaluation of its usability for electrolysis. In Proceedings of the 2023 IEEE 28th International Conference on Emerging Technologies and Factory Automation (ETFA), Sinaia, Romania, 12–15 September 2023; pp. 1–4. [Google Scholar] [CrossRef]
- VDI/VDE/NAMUR 2658; Automation Engineering of Modular Systems in the Process Industry. Standard, VDI/VDE/NAMUR: Berlin, Germany, 2019.
- Henkel, V.; Kilthau, M.; Gehlhoff, F.; Wagner, L.; Fay, A. Cost Optimized Scheduling in Modular Electrolysis Plants. In Proceedings of the 2024 IEEE International Conference on Industrial Technology (ICIT), Bristol, UK, 25–27 March 2024; pp. 1–8. [Google Scholar] [CrossRef]
- Scholz, L.; Henkel, V.; Markaj, A.; Fay, A. Towards a domain-specific refinement of Process Orchestration Layers for Modular Electrolysis Plants. In Proceedings of the 2023 IEEE 28th International Conference on Emerging Technologies and Factory Automation (ETFA), Sinaia, Romania, 12–15 September 2023. [Google Scholar] [CrossRef]
- Leitão, P.; Strasser, T.I.; Karnouskos, S.; Ribeiro, L.; Barbosa, J.; Huang, V. Recommendation of Best Practices for Industrial Agent Systems based on the IEEE 2660.1 Standard. In Proceedings of the 2021 22nd IEEE International Conference on Industrial Technology (ICIT), Virtual, 10–12 March 2021; pp. 1157–1162. [Google Scholar] [CrossRef]
- Huckert, J.L.; Sidorenko, A.; Wagner, A. Analysis and Assessment of Multi-Agent Systems for Production Planning and Control. In Flexible Automation and Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems; Silva, F.J.G., Pereira, A.B., Campilho, R.D.S.G., Eds.; Lecture Notes in Mechanical Engineering; Springer Nature: Cham, Switzerland, 2024; pp. 687–698. [Google Scholar] [CrossRef]
- Reinpold, L.M.; Wagner, L.P.; Gehlhoff, F.; Ramonat, M.; Kilthau, M.; Gill, M.S.; Reif, J.T.; Henkel, V.; Scholz, L.; Fay, A. Systematic comparison of software agents and Digital Twins: Differences, similarities, and synergies in industrial production. J. Intell. Manuf. 2024. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Ocker, F.; Scheuer, T. An approach for leveraging Digital Twins in agent-based production systems. at-Automatisierungstechnik 2021, 69, 1026–1039. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Wagner, L.P.; Reinpold, L.M.; Fay, A. Design Patterns for Optimization Models of Flexible Energy Resources. In Proceedings of the 2nd IEEE Industrial Electronics Society Annual Online Conference (ONCON), Online, 8–10 December 2023. [Google Scholar]
- Pagani, G.; Hajimolana, Y.; Acar, C. Green hydrogen for ammonia production – A case for the Netherlands. Int. J. Hydrogen Energy 2024, 52, 418–432. [Google Scholar] [CrossRef]
- Buttler, A.; Spliethoff, H. Current status of water electrolysis for energy storage, grid balancing and sector coupling via power-to-gas and power-to-liquids: A review. Renew. Sustain. Energy Rev. 2018, 82, 2440–2454. [Google Scholar] [CrossRef]
- Grigoriev, S.A.; Fateev, V.N.; Bessarabov, D.G.; Millet, P. Current status, research trends, and challenges in water electrolysis science and technology. Int. J. Hydrogen Energy 2020, 45, 26036–26058. [Google Scholar] [CrossRef]
- Zakaria, Z.; Kamarudin, S.K. A review of alkaline solid polymer membrane in the application of AEM electrolyzer: Materials and characterization. Int. J. Energy Res. 2021, 45, 18337–18354. [Google Scholar] [CrossRef]
- Lorenz, J.; Kock, T.; Grahl, L.; Henkel, V.; Scholz, L.; Stark, K.; Lorenz, R.; Klose, A.; Urbas, L. Efficient integration of electrolyzers in modular electrolysis plants-Standardized interfaces for hydrogen production (ger.: Effiziente Integration von Elektrolyseuren in modularen Elektrolyseanlagen-Einheitliche Schnittstellen zur Wasserstofferzeugung). In Proceedings of the EKA 2024-Entwurf komplexer Automatisierungssysteme, 19. Fachtagung, Magedburg, Germany, 14–15 May 2024; Available online: https://opendata.uni-halle.de//handle/1981185920/118015 (accessed on 4 July 2024).
- Friedl, G.; Reichelstein, S.; Bach, A.; Blaschke, M.; Kemmer, L. Applications of the levelized cost concept. J. Bus. Econ. 2023, 93, 1125–1148. [Google Scholar] [CrossRef]
- Badgett, A.; Ruth, M.; Pivovar, B. Economic considerations for hydrogen production with a focus on polymer electrolyte membrane electrolysis. In Electrochemical Power Sources: Fundamentals, Systems, and Applications; Elsevier: London, UK, 2022; pp. 327–364. [Google Scholar] [CrossRef]
- Ginsberg, M.J.; Venkatraman, M.; Esposito, D.V.; Fthenakis, V.M. Minimizing the cost of hydrogen production through dynamic polymer electrolyte membrane electrolyzer operation. Cell Rep. Phys. Sci. 2022, 3, 100935. [Google Scholar] [CrossRef]
- Henkel, V.; Lange, H.; Scholz, L.; Markaj, A.; Fay, A. Requirements for control systems of modular heterogeneous electrolysis plants. In Automation 2023; VDI Verlag: Baden-Baden, Germany, 2023; pp. 927–942. [Google Scholar] [CrossRef]
- Varela, C.; Mostafa, M.; Zondervan, E. Modeling alkaline water electrolysis for power-to-x applications: A scheduling approach. Int. J. Hydrogen Energy 2021, 46, 9303–9313. [Google Scholar] [CrossRef]
- Raheli, E.; Werner, Y.; Kazempour, J. A conic model for electrolyzer scheduling. Comput. Chem. Eng. 2023, 179. [Google Scholar] [CrossRef]
- Lorenz, J.; Klose, A.; Lange, H.; Kock, T.; Urbas, L. Flexible Process Control for Scalable Electrolysis Systems. In Proceedings of the 2023 ICECET, Cape Town, South Africa, 16–17 November 2023; pp. 1–6. [Google Scholar]
- Eksin, C.; Hooshmand, A.; Sharma, R. A decentralized energy management system. In Proceedings of the 2015 European Control Conference (ECC), Linz, Austria, 15–17 July 2015; pp. 2260–2267. [Google Scholar] [CrossRef]
- Nedic, A.; Olshevsky, A.; Rabbat, M.G. 0_Network Topology and Communication-Computation Tradeoffs in Decentralized Optimization. Proc. IEEE 2018, 106, 953–976. [Google Scholar] [CrossRef]
- Flamm, B.; Peter, C.; Büchi, F.N.; Lygeros, J. Electrolyzer modeling and real-time control for optimized production of hydrogen gas. Appl. Energy 2021, 281, 116031. [Google Scholar] [CrossRef]
- Kheirrouz, M.; Melino, F.; Ancona, M.A. Fault detection and diagnosis methods for green hydrogen production: A review. Int. J. Hydrogen Energy 2022, 47, 27747–27774. [Google Scholar] [CrossRef]
- Al-Sagheer, Y.; Steinberger-Wilckens, R. Novel control approach for integrating water electrolyzers to renewable energy sources. Fuel Cells 2022, 22, 290–300. [Google Scholar] [CrossRef]
- Vincenti, F.; Cominini, P.; Furlanetto, D.; Sorlini, A.; Valenti, G. Optimized size and schedule of the power-to-hydrogen system connected to a hydrogen refuelling station for waste transportation vehicles in Valle Camonica. J. Phys. 2022, 2385, 012039. [Google Scholar] [CrossRef]
- Lorenz, J.; Klose, A.; Lange, H.; Kock, T.; Urbas, L. Process Control Principles for Scalable Electrolysis Systems. In Proceedings of the 2023 IEEE 28th International Conference on Emerging Technologies and Factory Automation (ETFA), Sinaia, Romania, 12–15 September 2023; pp. 1–4. [Google Scholar] [CrossRef]
- Fang, R.; Liang, Y. Control strategy of electrolyzer in a wind-hydrogen system considering the constraints of switching times. Int. J. Hydrogen Energy 2019, 44, 25104–25111. [Google Scholar] [CrossRef]
- Khaligh, V.; Ghezelbash, A.; Mazidi, M.; Liu, J.; Ryu, J.H.; Na, J. A stochastic agent-based cooperative scheduling model of a multi-vector microgrid including electricity, hydrogen, and gas sectors. J. Power Sources 2022, 546, 231989. [Google Scholar] [CrossRef]
- Barakat, M.R.; Tala-Ighil, B.; Gualous, H.; Hissel, D. JADE-Based Multi agent Decentralized Energy Management System of a Hybrid Marine-Hydrogen Power Generation System. In ELECTRIMACS 2019; Springer: Cham, Switzerland, 2020; pp. 245–257. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, Z.; Tang, S.; Guo, Y.; Sun, H. Electrolyzer array alternate control strategy considering wind power prediction. Energy Rep. 2022, 8, 223–232. [Google Scholar] [CrossRef]
- Köcher, A.; Beers, L.; Fay, A. A Mapping Approach to Convert MTPs into a Capability and Skill Ontology. In Proceedings of the 2022 IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA), Stuttgart, Germany, 6–9 September 2022; pp. 1–8. [Google Scholar] [CrossRef]
- Kasper, L.; Schwarzmayr, P.; Birkelbach, F.; Javernik, F.; Schwaiger, M.; Hofmann, R. A digital twin-based adaptive optimization approach applied to waste heat recovery in green steel production: Development and experimental investigation. Appl. Energy 2024, 353, 122192. [Google Scholar] [CrossRef]
- Siatras, V.; Bakopoulos, E.; Mavrothalassitis, P.; Nikolakis, N.; Alexopoulos, K. 0_On the Use of Asset Administration Shell for Modeling and Deploying Production Scheduling Agents within a Multi-Agent System. Appl. Sci. 2023, 13, 9540. [Google Scholar] [CrossRef]
- Hoernicke, M.; Fay, A.; Barth, M. Virtual plants for brown-field projects. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; pp. 1–8. [Google Scholar] [CrossRef]
- Martinez, G.S.; Sierla, S.; Karhela, T.; Vyatkin, V. Automatic Generation of a Simulation-Based Digital Twin of an Industrial Process Plant. In Proceedings of the IECON 2018—44th Annual Conference of the IEEE Industrial Electronics Society, Washington, DC, USA, 21–23 October 2018; pp. 3084–3089. [Google Scholar] [CrossRef]
- Schmitz, S.; Schluetter, M.; Epple, U. Automation of Automation—Definition, components and challenges. In Proceedings of the 2009 IEEE Conference on Emerging Technologies & Factory Automation, Palma de Mallorca, Spain, 22–25 September 2009; pp. 1–7. [Google Scholar] [CrossRef]
- Linnenberg, T.; Fay, A. Software engineering for agent based energy systems. In Proceedings of the 2018 IEEE 14th International Conference on Automation Science and Engineering (CASE), Munich, Germany, 20–24 August 2018; pp. 174–180. [Google Scholar] [CrossRef]
- VDI/VDE 2653-4; Multi-Agent Systems in Industrial Automation: Selected Patterns for Field Level Control and Energy Systems. Standard, VDI/VDE: Berlin, Germany, 2022.
- Lüder, A.; Cala, A.; Zawisza, J.; Rosendahl, R. Design pattern for agent based production system control—A survey. In Proceedings of the 2017 13th IEEE Conference on Automation Science and Engineering (CASE), Xi’an, China, 20–23 August 2017; pp. 717–722. [Google Scholar] [CrossRef]
- VDI/VDE/NAMUR 2658-1; Automation Engineering of Modular Systems in the Process Industry–General Concept and Interfaces. Standard, VDI/VDE/NAMUR: Berlin, Germany, 2022.
- VDI/VDE/NAMUR 2658-4; Automation Engineering of Modular Systems in the Process Industry—Modelling of Module Services. Standard, VDI/VDE/NAMUR: Berlin, Germany, 2022.
- Klose, A.; Merkelbach, S.; Menschner, A.; Hensel, S.; Heinze, S.; Bittorf, L.; Kockmann, N.; Schäfer, C.; Szmais, S.; Eckert, M.; et al. Orchestration Requirements for Modular Process Plants in Chemical and Pharmaceutical Industries. Chem. Eng. Technol. 2019, 42, 2282–2291. [Google Scholar] [CrossRef]
- Koziolek, H.; Rückert, J.; Berlet, A. Industrial Plant Topology Models to Facilitate Automation Engineering. In Systems Modelling and Management; Babur, Ö., Denil, J., Vogel-Heuser, B., Eds.; Springer International Publishing: Cham, Switzerland, 2020; Volume 1262, pp. 91–108, Communications in Computer and Information Science. [Google Scholar] [CrossRef]
- IEC 62424:2016; Representation of Process Control Engineering—Requests in P & I Diagrams and Data Exchange between P & ID Tools and PCE-CAE Tools. Standard, International Electrotechnical Commission: Geneva, Switzerland, 2016.
- EPEX SPOT SE. Continuous Intra-Day Prices for Germany. 2023. Available online: https://www.epexspot.com (accessed on 4 July 2024).
- Safari, A.; Nasiraghdam, H. Stochastic day-ahead optimal scheduling of multimicrogrids: An alternating direction method of multipliers (ADMM) approach. Turk. J. Electr. Eng. Comput. Sci. 2022, 30, 1354–1369. [Google Scholar] [CrossRef]
- Ma, T.; Pei, W.; Deng, W.; Xiao, H.; Yang, Y.; Tang, C. A Nash bargaining-based cooperative planning and operation method for wind-hydrogen-heat multi agent energy system. Energy 2022, 239, 122435. [Google Scholar] [CrossRef]
- Boyd, S. Distributed Optimization and Statistical Learning via the Alternating Direction Method of Multipliers. Found. Trends® Mach. Learn. 2010, 3, 1–122. [Google Scholar] [CrossRef]
- Kost, C.; Mayer, J.N.; Thomsen, J.; Hartmann, N.; Senkpiel, C.; Philipps, S.; Nold, S.; Lude, S.; Saad, N.; Schlegl, T. Levelized Cost of Electricity-Renewable Energy Technologies; Technical Report; Fraunhofer Institute for Solar Energy Systems ISE: Freiburg, Germany, 2021. [Google Scholar]
- Badgett, A.; Brauch, J.; Saha, P.; Pivovar, B. Decarbonization of the Electric Power Sector and Implications for Low–Cost Hydrogen Production from Water Electrolysis. Adv. Sustain. Syst. 2023. Online Version of Record before inclusion in an issue. [Google Scholar] [CrossRef]
- Vogt, L.; Pelzer, F.; Klose, A.; Khadyrov, V.; Lange, H.; Viedt, I.; Urbas, L.; Mädler, J. P2O-Lab: A Learning Factory for Digitalization and Modularization. In Proceedings of the 13th Conference on Learning Factories, Reutlingen, Germany, 9–11 May 2023. [Google Scholar] [CrossRef]
- Viedt, I.; Gopa, K.R.; Mädler, J.; Urbas, L. Quality assessment of partial models for co-simulation of modular electrolysis plants. In 33rd European Symposium on Computer Aided Process Engineering; Elsevier: London, UK, 2023; Volume 52, pp. 1217–1222, Computer Aided Chemical Engineering. [Google Scholar] [CrossRef]
- Enapter AG. LCOH Assumptions (Enapter AEM Electrolysers). 2022. Available online: https://www.enapter.com/app/uploads/2022/07/4-List-of-Assumptions_LCOH-Blog-1.pdf (accessed on 4 July 2024).
- Hoernicke, M.; Stark, K.; Schoch, N.; Jeske, R.; Markaj, A.; Fay, A. Modular engineering of conventional plants. Atp. Mag. 2022, 63, 62–68. [Google Scholar] [CrossRef]
- ISO 50006:2014-12; Energy Management Systems—Measuring Energy Performance Using Energy Baselines (EnB) and Energy Performance Indicators (EnPI)—General Principles and Guidance. ISO: Geneva, Switzerland, 2014.
- Reuter, B.; Faltenbacher, M.; Schuller, O.; Whitehouse, N.; Whitehouse, S. New Bus Refuelling For European Hydrogen Bus Depots: Guidance Document on Large Scale Hydrogen Bus Refuelling; thinkstep AG: Leinfelden-Echterdingen, Germany, 2017. [Google Scholar]
- Yang, Y.; Guan, X.; Jia, Q.S.; Yu, L.; Xu, B.; Spanos, C.J. A Survey of ADMM Variants for Distributed Optimization: Problems, Algorithms and Features. arXiv 2022, arXiv:2208.03700. [Google Scholar] [CrossRef]
- Maneesha, A.; Swarup, K.S. 0_A survey on applications of Alternating Direction Method of Multipliers in smart power grids. Renew. Sustain. Energy Rev. 2021, 152, 111687. [Google Scholar] [CrossRef]
- Shao, C.; Feng, C.; Zhang, S.; Dong, W.; Wang, X. Optimal Operation of Hydrogen Energy System Considering Coordination of Electric Power and Transportation Based Hydrogen Delivery. In Proceedings of the 2021 IEEE Power & Energy Society General Meeting (PESGM), Washington, DC, USA, 26–29 July 2021; pp. 1–5. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Requirement | REQ1 | REQ2 | REQ3 | REQ4 | REQ5 | REQ6 and REQ7 |
|---|---|---|---|---|---|---|
| MILP Optimization Approaches | ||||||
| Varela et al. [23] | ● | ○ | ○ | ○ | ◑ | ◼ |
| Vincenti et al. [31] | ● | ○ | ○ | ○ | ◑ | ◼ |
| Raheli et al. [24] | ● | ○ | ○ | ○ | ◑ | ◼ |
| MPC Optimization Approaches | ||||||
| Flamm et al. [28] | ◑ | ○ | ● | ○ | ● | ◼ |
| Al-Sagheer and Steinberger-Wilckens [30] | ◑ | ○ | ● | ◑ | ● | ◼ |
| Rule-Based Optimization Approaches | ||||||
| Fang and Liang [33] | ◑ | ○ | ○ | ○ | ● | ◼ |
| Lorenz et al. [25,32] | ◑ | ○ | ○ | ○ | ● | ◼ |
| Zhao et al. [36] | ◑ | ○ | ○ | ○ | ● | ◼ |
| Agent-Based Optimization Approaches | ||||||
| Khaligh et al. [34] | ◑ | ● | ○ | ◑ | ◑ | ◼ |
| Barakat et al. [35] | ◑ | ● | ● | ○ | ● | ◼ |
| Requirement | REQ1–REQ5 | REQ6 | REQ7 |
|---|---|---|---|
| Vogel-Heuser et al. [11] | ◼ | ◑ | ● |
| Köcher et al. [37] | ◼ | ◼ | ◑ |
| Kasper et al. [38] | ◼ | ◼ | ◑ |
| Siatras et al. [39] | ◼ | ◑ | ◑ |
| Hoernicke et al. [40] | ◼ | ◑ | ◑ |
| Martinez et al. [41] | ◼ | ● | ◑ |
| # | Capability Description |
|---|---|
| C1 | Capturing H2 production goals: This capability involves querying the production targets to be fulfilled from the DSM. |
| C2 | Aggregation and transmission of plant capacity: This capability involves aggregating the capacity of the currently operational electrolysis-PEAs and transmitting it to the DSM. |
| C3 | Cooperative scheduling: This capability involves agents exchanging information to collaboratively minimize the mLCOH while meeting hydrogen demand. |
| C4 | Integration of short-term power supply data: This capability involves incorporating short-term information from the power supply source. |
| C5 | Integration of short-term hydrogen demand data: This capability focuses on integrating short-term information regarding the current demand for hydrogen. |
| C6 | Operational state monitoring: This capability involves continuously monitoring and assessing the operational state of electrolyzers within the electrolysis plant. |
| C7 | Agent surveillance: This capability includes identifying other agents within the system and continuously monitoring changes occurring within the MAS. |
| C8 | Information exchange: This capability involves the exchange of information between agents within the MAS, requiring agents to accurately interpret the messages they receive. |
| C9 | SIP-parsing: This capability denotes that an agent has the capability to read information from the SIP and accurately interpret the extracted data. |
| C10 | Scheduling reallocation: This capability entails initiating a redistribution of the scheduling in response to electrolyzer malfunctions to ensure continuous hydrogen production. |
| C11 | Electrolysis-PEA control: This capability includes control of an electrolysis-PEA via the standardized SIP-interface. |
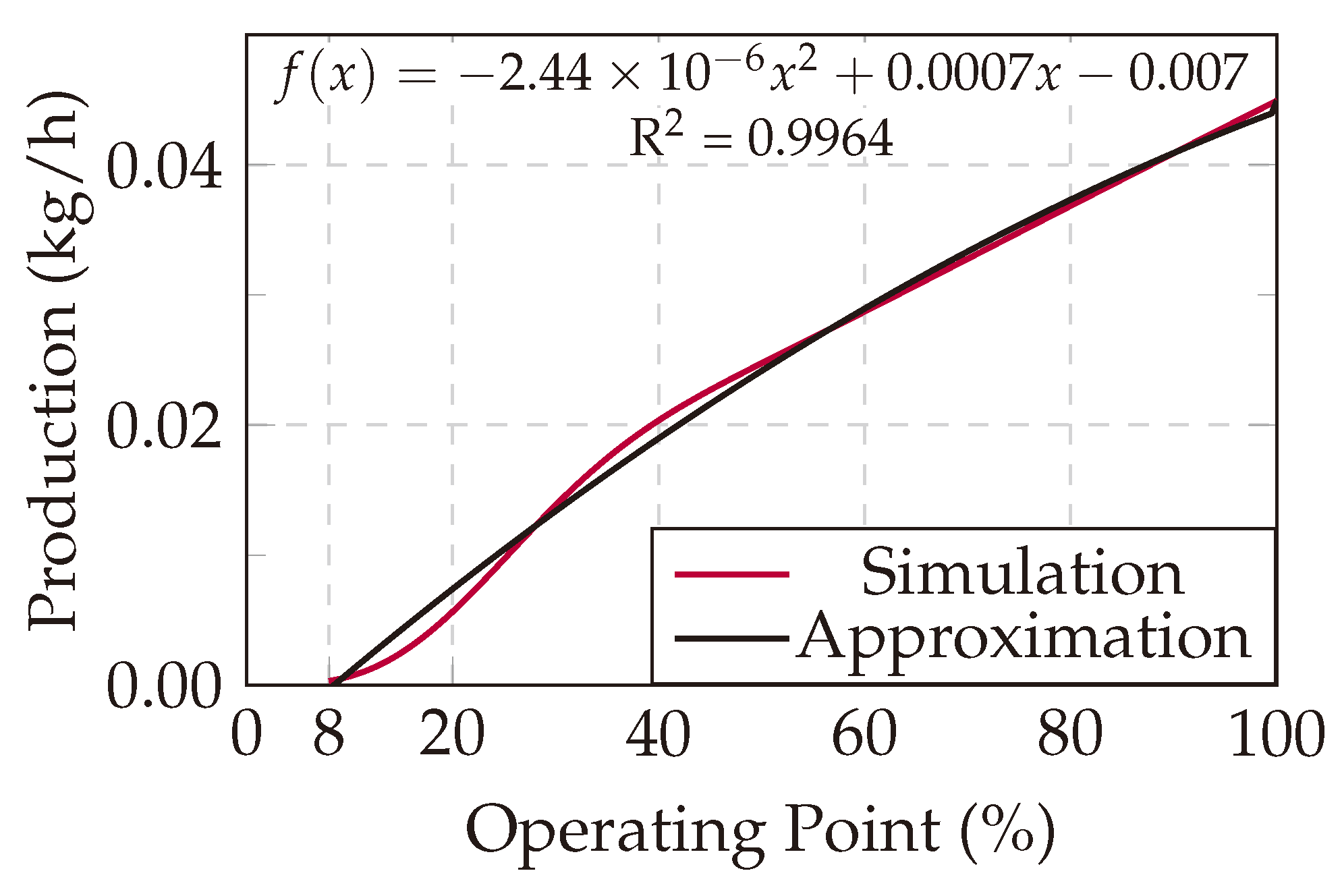
| C12 | Automated production curve approximation: This capability involves the automatic generation of an approximation formula from the electrolyzer’s production curve. The production curve is provided via data points. |
| C13 | Automated agent instantiation: This capability involves automatically utilizing the plant configuration, identifying electrolysis-PEAs within it, and instantiating dedicated agents for each electrolysis-PEA. |
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| CapEx0 2022 | - | 8000 | EUR |
| CapEx0 2025 | - | 2500 | EUR |
| O&M cost | OMF | 1.5 | % of CapEx0/year |
| Utilization time | 20 | years | |
| Load factor | LF | 98 | % |
| Discount rate | r | 9.73 | % |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henkel, V.; Wagner, L.P.; Kilthau, M.; Gehlhoff, F.; Fay, A. A Multi-Agent Approach for the Optimized Operation of Modular Electrolysis Plants. Energies 2024, 17, 3370. https://doi.org/10.3390/en17143370
Henkel V, Wagner LP, Kilthau M, Gehlhoff F, Fay A. A Multi-Agent Approach for the Optimized Operation of Modular Electrolysis Plants. Energies. 2024; 17(14):3370. https://doi.org/10.3390/en17143370
Chicago/Turabian StyleHenkel, Vincent, Lukas Peter Wagner, Maximilian Kilthau, Felix Gehlhoff, and Alexander Fay. 2024. "A Multi-Agent Approach for the Optimized Operation of Modular Electrolysis Plants" Energies 17, no. 14: 3370. https://doi.org/10.3390/en17143370
APA StyleHenkel, V., Wagner, L. P., Kilthau, M., Gehlhoff, F., & Fay, A. (2024). A Multi-Agent Approach for the Optimized Operation of Modular Electrolysis Plants. Energies, 17(14), 3370. https://doi.org/10.3390/en17143370