

Comparison of Bio-Coke and Traditional Coke Production with Regard to the Technological Aspects and Carbon Footprint Considerations



{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Industry Application of Biochar
1.2. Various Possible Applications of Coke Valorized with Biomaterials Application
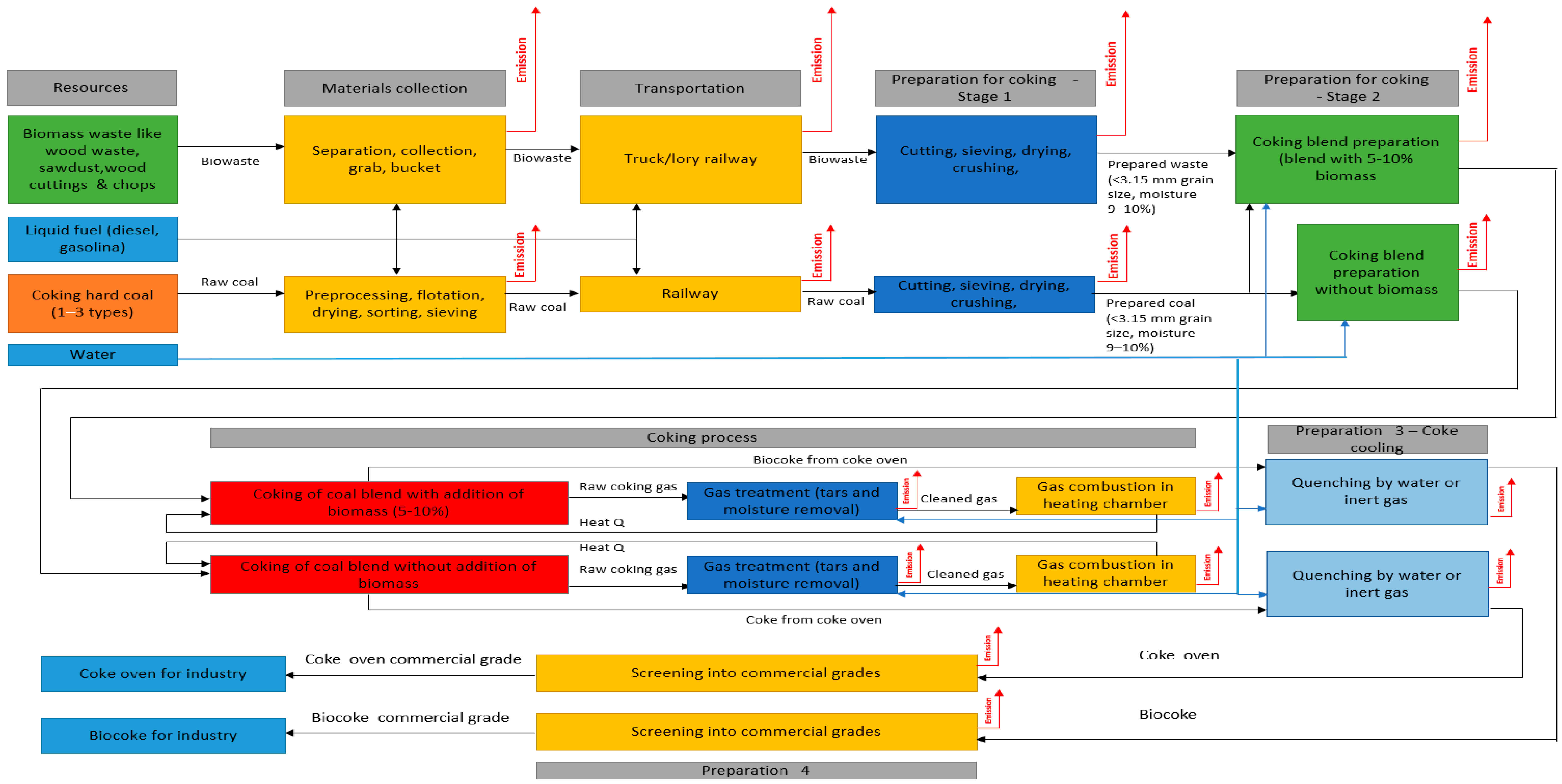
2. Methodology
- Coking of a conventional coal blend composed of coking coals used in production.
- Coking of a coal blend enriched with biomass-derived additives.
- Resources—Biomass Collection—Biomass, characterized by high fragmentation and low bulk density, typically results from wood processing by-products such as cutting, trimming, or shredding. Once collected, biomass undergoes sorting and packaging into bags, big bags, or containers for transport preparation. Due to its relatively low market price and functionality, it is economically viable to use biomass in coking processes, provided the source is within a distance of up to several dozen kilometer’s from the coking plant. Repackaging biomass generates emissions of dust and lightweight particles during both packaging and reloading. Biomass is transported by road, rail, or sea for larger quantities.
- Resources—Coking Coal Extraction—Coking coal is extracted from depths of several hundred meters from layers of transformed organic matter. Unlike thermal coal, coking coal, when subjected to high temperatures, becomes plasticized, forming coke. Coking plants often operate as production departments of steelworks, and transportation from mining to processing facilities is largely automated through conveyors and chutes. For coals with exceptional coking properties, overseas imports from countries such as Australia, Canada, or the United States are necessary. For analytical purposes, the delivery distance of coal to the facility is assumed to be similar to that of biomass.
- Preparation for Coking (2 stages)—Raw materials, namely coal and biomass, are prepared for coking through grinding, drying, and milling. From a technological standpoint, the blend should have a grain size below 3.15 mm in 95% of cases. To ensure blend uniformity, materials are blended in specialized blenders. In cases of excessive drying, a small amount of water (approximately 9–10%) is added, which also acts as a binder. Homogenization increases with subsequent technological stages.
- Coking Process—The coal or coal-biomass blend is introduced into the coking chamber and heated by indirect heating through heating channels where coke oven gas is burned. The process lasts from 18 to 33 h, depending on the type of blend and the desired coke. During the process, coke oven gas is recovered, purified, and burned in heating channels, which heat the chamber. After completion, the glowing coke is pushed out and directed to a quenching car.
- Preparation 3—coke cooling—During the coke-pushing process, unorganized gas emissions occur. Subsequently, after being pushed out and placed in a quenching car, the coke is directed under a quenching tower. An automated wet quenching system is activated, where water spraying is conducted for approximately 1–2 min, followed by 1 min for water dripping off. For the discussed case, “wet quenching” using water is applied. The amount of water used for quenching varies, ranging from 1.5 to 3.5 m3 (average of 2.5 m3) per one Mg of coke.
- Preparation 4—coke sorting—After cooling, the coke consists of a blend of grains of different sizes, which, due to the requirements of end-users, needs to be sorted. Sorting is carried out in a sorting facility. A commonly used system involves sorting the coke into grain sizes above 40, 30, and 25 mm. For sorting, roller and shaking sifters are utilized. The classifying element is a sieve with specified mesh dimensions. Only after this sorting process are the categorized fractions considered commercial grades suitable for market trading.
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dincer, I. Comprehensive Energy Systems; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 978-0-12-814925-6. [Google Scholar]
- Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions “Brussels, 14.7.2021 (COM 2021) Final”. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52021DC0550 (accessed on 23 April 2024).
- EU Emissions Trading System (EU ETS)—European Commission. Available online: https://climate.ec.europa.eu/eu-action/eu-emissions-trading-system-eu-ets_en (accessed on 23 April 2024).
- Chang, Y.; Wan, F.; Yao, X.; Wang, J.; Han, Y.; Li, H. Influence of hydrogen production on the CO2 emissions reduction of hydrogen metallurgy transformation in iron and steel industry. Energy Rep. 2023, 9, 3057–3071. [Google Scholar] [CrossRef]
- Aries, E. Fugitive and Stationary Source Emissions from coke Plants and Impact on local Ambient Air Quality. In Proceedings of the Aries to the Mainland Section at Corus Conference, Seunthorpe, UK, 16 November 2006. [Google Scholar]
- The European Green Deal—European Commission. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en (accessed on 23 April 2024).
- Qambrani, N.A.; Rahman, M.M.; Won, S.; Shim, S.; Ra, C. Biochar Properties and Eco-Friendly Applications for Climate Change Mitigation, Waste Management, and Wastewater Treatment: A Review. Renew. Sustain. Energy Rev. 2017, 79, 255–273. [Google Scholar] [CrossRef]
- Spokas, K.A.; Cantrell, K.B.; Novak, J.M.; Archer, D.W.; Ippolito, J.A.; Collins, H.P.; Boateng, A.A.; Lima, I.M.; Lamb, M.C.; McAloon, A.J.; et al. Biochar: A Synthesis of Its Agronomic Impact beyond Carbon Sequestration. J. Environ. Qual. 2012, 41, 973–989. [Google Scholar] [CrossRef] [PubMed]
- Cantrell, K.B.; Hunt, P.G.; Uchimiya, M.; Novak, J.M.; Ro, K.S. Impact of Pyrolysis Temperature and Manure Source on Physicochemical Characteristics of Biochar. Bioresour. Technol. 2012, 107, 419–428. [Google Scholar] [CrossRef]
- Sajdak, M.; Zajemska, M.; Ouadi, M.; Mucha, W.; Misztal, E.; Pieszko, C.; Gałko, G. Perspectives of Using Sewage Sludge Char in CO2 Sequestration on Degraded and Brownfield Sites. Energies 2023, 16, 3945. [Google Scholar] [CrossRef]
- Sajdak, M.; Muzyka, R.; Gałko, G.; Ksepko, E.; Zajemska, M.; Sobek, S.; Tercki, D. Actual Trends in the Usability of Biochar as a High-Value Product of Biomass Obtained through Pyrolysis. Energies 2023, 16, 355. [Google Scholar] [CrossRef]
- Sajdak, M.; Majewski, A.; Di Gruttola, F.; Gałko, G.; Misztal, E.; Rejdak, M.; Hornung, A.; Ouadi, M. Evaluation of the Feasibility of Using TCR-Derived Chars from Selected Biomass Wastes and MSW Fractions in CO2 Sequestration on Degraded and Post-Industrial Areas. Energies 2023, 16, 2964. [Google Scholar] [CrossRef]
- Bailera, M.; Lisbona, P.; Peña, B.; Romeo, L.M. A Review on CO2 mitigation in the Iron and Steel Industry through Power to X Processes. J. CO2 Util. 2021, 46, 101456. [Google Scholar] [CrossRef]
- Conejo, A.N.; Birat, J.; Dutta, A. A Review of the Current Environmental Challenges of the Steel Industry and Its Value Chain. J. Environ. Manag. 2020, 259, 109782. [Google Scholar] [CrossRef]
- Wen, Z.; Wang, Y.; Li, H.; Tao, Y.; De Clercq, D. Quantitative Analysis of the Precise Energy Conservation and Emission Reduction Path in China’s Iron and Steel Industry. J. Environ. Manag. 2019, 246, 717–729. [Google Scholar] [CrossRef]
- Hu, Q.; Yang, H.; Yao, D.; Zhu, D.; Wang, X.; Shao, J.; Chen, H. The densification of bio-char: Effect of pyrolysis temperature on the qualities of pellets. Bioresour. Technol. 2016, 200, 521–527. [Google Scholar] [CrossRef] [PubMed]
- Rose, J.; Adams, T.A. Process Design and Techno-Economic Analysis of Biomass Pyrolysis By-Product Utilization in the Ontario and Aichi Steel Industries; Elsevier Masson SAS: Amsterdam, The Netherlands, 2022; Volume 49, ISBN 9780323851596. [Google Scholar]
- Wu, J.; Wu, S.; An, G.; Ma, C.; Teng, Z.; Xu, K.; Wang, C.; Ning, X.; Wang, G. Study on Direct Reduction in Carbon-Bearing Pellets Using Biochar. Sustainability 2023, 15, 16554. [Google Scholar] [CrossRef]
- Fraga, M.; Flores, B.; Osório, E.; Vilela, A. Evaluation of the thermoplastic behavior of charcoal, coal tar and coking coal blends. J. Mater. Res. Technol. 2020, 9, 3406–3410. [Google Scholar] [CrossRef]
- Sakurovs, R. Some factors controlling the thermoplastic behaviour of coals. Fuel 2000, 79, 379–389. [Google Scholar] [CrossRef]
- Smedowski, L.; Piechaczek, M. Impact of weathering on coal properties and evolution of coke quality described by optical and mechanical parameters. Int. J. Coal Geol. 2016, 168, 119–130. [Google Scholar] [CrossRef]
- Rejdak, M.; Wojtaszek-Kalaitzidi, M.; Gałko, G.; Mertas, B.; Radko, T.; Baron, R.; Książek, M.; Yngve Larsen, S.; Sajdak, M.; Kalaitzidis, S. A Study on Bio-coke Production—The Influence of Bio-Components Addition on Coke-Making Blend Properties. Energies 2022, 15, 6847. [Google Scholar] [CrossRef]
- Gul, E.; Riva, L.; Kofoed Nielsen, H.; Zhou, H.; Yang, Q.; Skreiberg, Ø.; Wang, L.; Barbanera, M.; Zampilli, M.; Batocci, P.; et al. Substitution of coke with pelletized biocarbon in European and Chinese steel industries: An LCA, analysis. Appl. Energy 2021, 304, 117644. [Google Scholar] [CrossRef]
- Yustanti, E.; Wardhono, E.Y.; Mursito, A.T.; Alhamidi, A. Types and Composition of Biomass in Bio-coke Synthesis with the Coal Blending Method. Energies 2021, 14, 6570. [Google Scholar] [CrossRef]
- Margaritis, N.; Evaggelou, C.; Grammelis, P.; Yiannoulakis, H.; Papageorgiou, P.; Puschnigg, S.; Lindorfer, J. Use of Biomass as Alternative Fuel in Magnesia Sector. Fuels 2022, 3, 642–666. [Google Scholar] [CrossRef]
- Renzulli, P.A.; Notarnicola, B.; Tassielli, G.; Arcese, G.; Di Capua, R. Life Cycle Assessment of Steel Produced in an Italian Integrated Steel Mill. Sustainability 2016, 8, 719. [Google Scholar] [CrossRef]
- Li, L.; Lin, X.; Zhang, Y.; Dai, J.; Xu, D.; Wang, Y. Characteristics of the mesophase and needle coke derived from the blended coal tar and biomass tar pitch. J. Anal. Appl. Pyrolysis 2020, 150, 104889. [Google Scholar] [CrossRef]
- Rudko, V.A.; Gabdulkhakov, R.R.; Pyagai, I.N. Scientific and technical substantiation of the possibility for the organization of needle coke production in Russia. J. Min. Inst. 2023, 263, 795–809. [Google Scholar]
- Elkasabi, Y.; Darmstadt, H.; Boateng, A.A. Renewable biomass-derived coke with texture suitable for aluminum smelting anodes. ACS Sustain. Chem. Eng. 2018, 6, 13324–13331. [Google Scholar] [CrossRef]
- Gorlanov, E.S.; Leontev, L.I. Directions in the technological development of aluminum pots. J. Min. Inst. 2024, 266, 246–259. [Google Scholar]
- Huang, X.; Kocaefe, D.; Kocaefe, Y. Utilization of bio-coke as a raw material for carbon anode production. Energy Fuels 2018, 32, 8537–8544. [Google Scholar] [CrossRef]
- Montiano, M.G.; Díaz-Faes, E.; Barriocanal, C.; Alvarez, R. Influence of biomass on metallurgical coke quality. Fuel 2014, 116, 175–182. [Google Scholar] [CrossRef]
- Bazaluk, O.; Kieush, L.; Koveria, A.; Schenk, J.; Pfeiffer, A.; Zheng, H.; Lozynskyi, V. Metallurgical coke production with biomass additives: Study of bio-coke properties for blast furnace and submerged arc furnace purposes. Materials 2022, 15, 1147. [Google Scholar] [CrossRef] [PubMed]
- Nasifullina, A.I.; Starkov, M.K.; Gabdulkhakov, R.R.; Rudko, V.A. Petroleum coking additive-raw material component for metallurgical coke production. Part 2. Experimental studies of obtaining a petroleum coking additive. CIS Iron Steel Rev. 2022, 24, 9–16. [Google Scholar] [CrossRef]
- ISO 14040:2006; Standardization IOf. Environmental Management: Life Cycle Assessment; Principles and Framework. ISO: Geneva, Switzerland, 2006.
- ISO 14044:2006; Environmental Management: Life Cycle Assessment; Requirements and Guidelines. ISO: Geneva, Switzerland, 2006.
- Karcz, A. Koksownictwo cz.2; Wydawnictwo AGH: Kraków, Poland, 1991. [Google Scholar]
- Kang, K.; Zhu, M.; Qiu, L.; Guo, X.; Meda, V.; Sun, R. Codensification of Eucommia ulomoides Oliver stem with pyrolysis oil and char for solid biofuel: An optimization and characterization study. Appl. Energy 2018, 223, 347–357. [Google Scholar] [CrossRef]
- Suopajärvi, H.; Umeki, K.; Mousa, E.; Hedayati, A.; Romar, H.; Kemppainen, A.; Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking—Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef]
- Montiano, M.; Díaz-Faes, E.; Barriocanal, C. Partial briquetting vs direct addition of biomasss. Fuel 2014, 137, 313–320. [Google Scholar] [CrossRef]
- Michaliszyn-Gabryś, B.; Krupanek, J.; Kalisz, M.; Smith, J. Challenges for Sustainability in Packaging of Fresh Vegetables in Organic Farming. Sustainability 2022, 14, 5346. [Google Scholar] [CrossRef]
- KCN Częstochowa Nowa Coke Plant Technical Biuletine. Available online: https://www.google.com/url?sa=t&source=web&rct=j&opi=89978449&url=https://www.koksownianowa.pl/store/files/X3mmjwoQX2IMIktI1gq2neV6HMs9GCEG8z4vvB8q.pdf&ved=2ahUKEwig8bin5dqFAxVQBdsEHYDhBZ0QFnoECBgQAQ&usg=AOvVaw2TAG3jRs1DKWBeibQTbnYh (accessed on 24 April 2024).
- Gałko, G.; Mazur, I.; Rejdak, M.; Jagustyn, B.; Hrabak, J.; Ouadi, M.; Jahangiri, H.; Sajdak, M. Evaluation of alternative refuse-derived fuel use as a valuable resource in various valorised applications. Energy 2023, 263, 125920. [Google Scholar] [CrossRef]
- Diez, M.A.; Alvarez, R. Advances in the recycling of plastic wastes for metallurgical coke production. J. Mater. Cycles Waste Manag. 2013, 15, 247–255. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krupanek, J.; Gałko, G.; Sajdak, M.; Pogrzeba, M. Comparison of Bio-Coke and Traditional Coke Production with Regard to the Technological Aspects and Carbon Footprint Considerations. Energies 2024, 17, 2978. https://doi.org/10.3390/en17122978
Krupanek J, Gałko G, Sajdak M, Pogrzeba M. Comparison of Bio-Coke and Traditional Coke Production with Regard to the Technological Aspects and Carbon Footprint Considerations. Energies. 2024; 17(12):2978. https://doi.org/10.3390/en17122978
Chicago/Turabian StyleKrupanek, Janusz, Grzegorz Gałko, Marcin Sajdak, and Marta Pogrzeba. 2024. "Comparison of Bio-Coke and Traditional Coke Production with Regard to the Technological Aspects and Carbon Footprint Considerations" Energies 17, no. 12: 2978. https://doi.org/10.3390/en17122978
APA StyleKrupanek, J., Gałko, G., Sajdak, M., & Pogrzeba, M. (2024). Comparison of Bio-Coke and Traditional Coke Production with Regard to the Technological Aspects and Carbon Footprint Considerations. Energies, 17(12), 2978. https://doi.org/10.3390/en17122978