
Hybrid Advanced Control Strategy for Post-Combustion Carbon Capture Plant by Integrating PI and Model-Based Approaches



Abstract
1. Introduction
2. Materials and Methods
2.1. Mathematical Model and Plant Design
2.2. Control Strategy
3. Results and Discussion
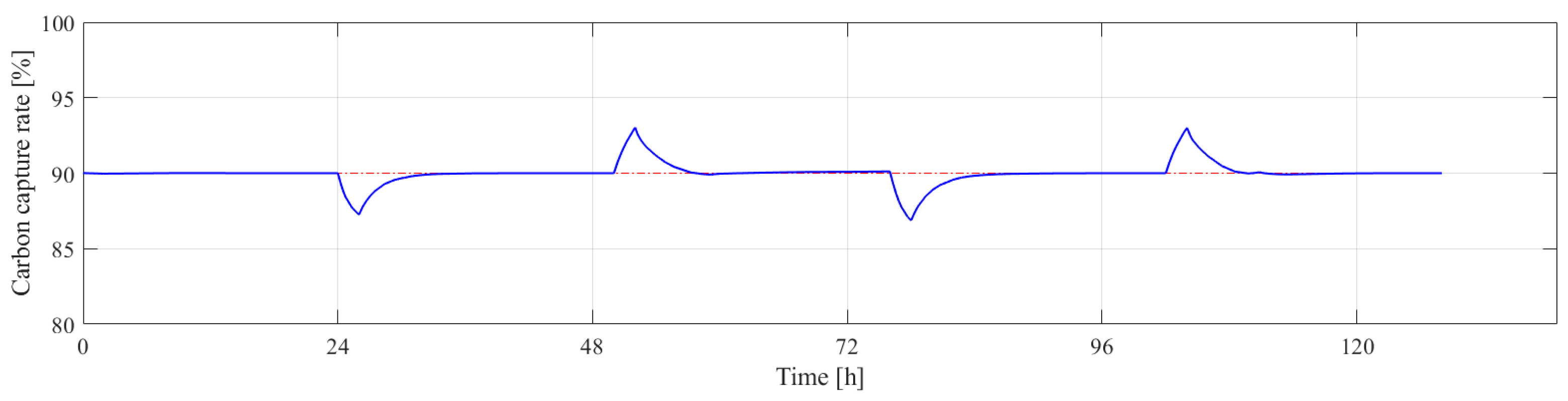
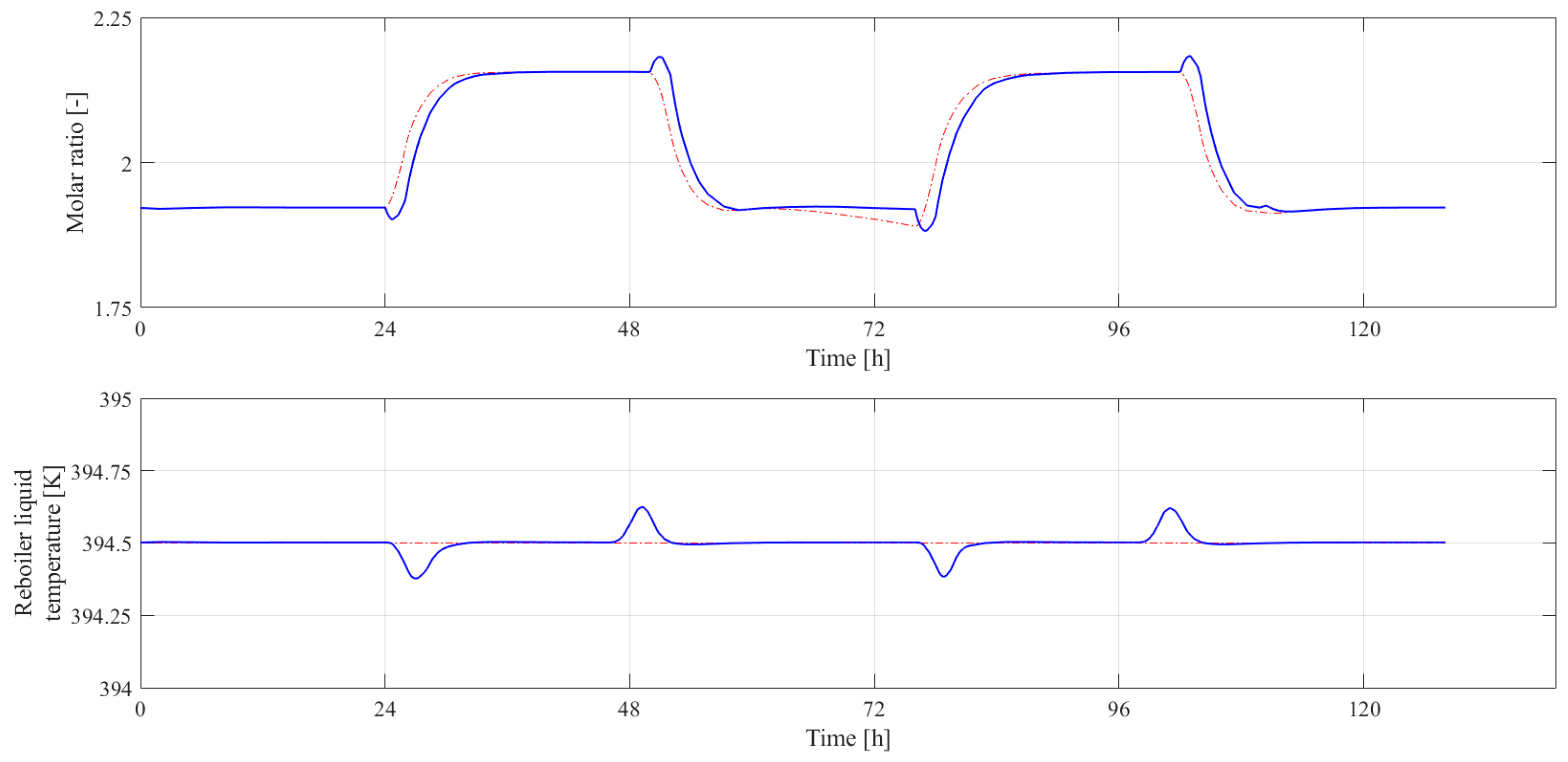
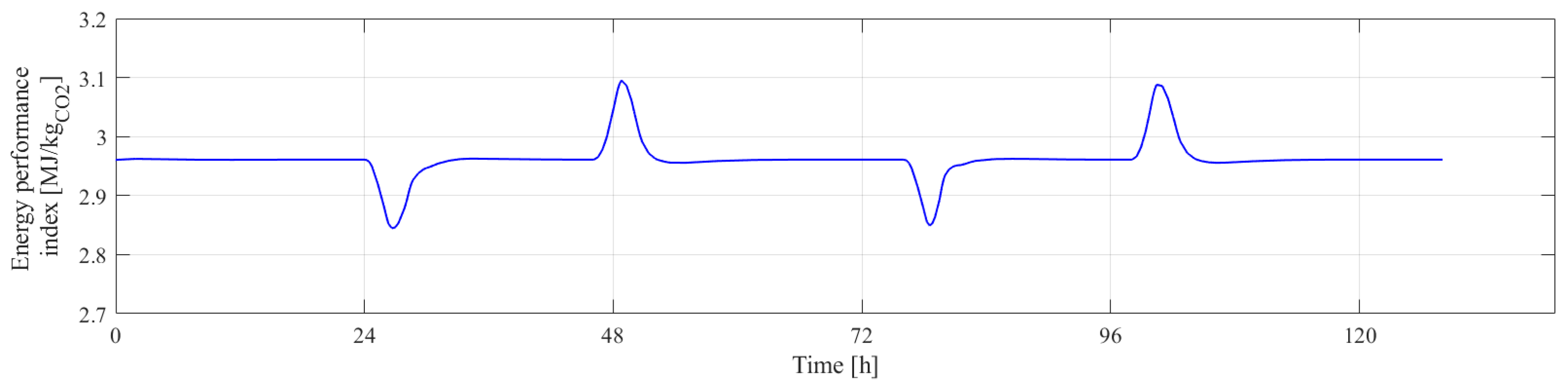
3.1. Flue Gas Flowrate Disturbance Scenario
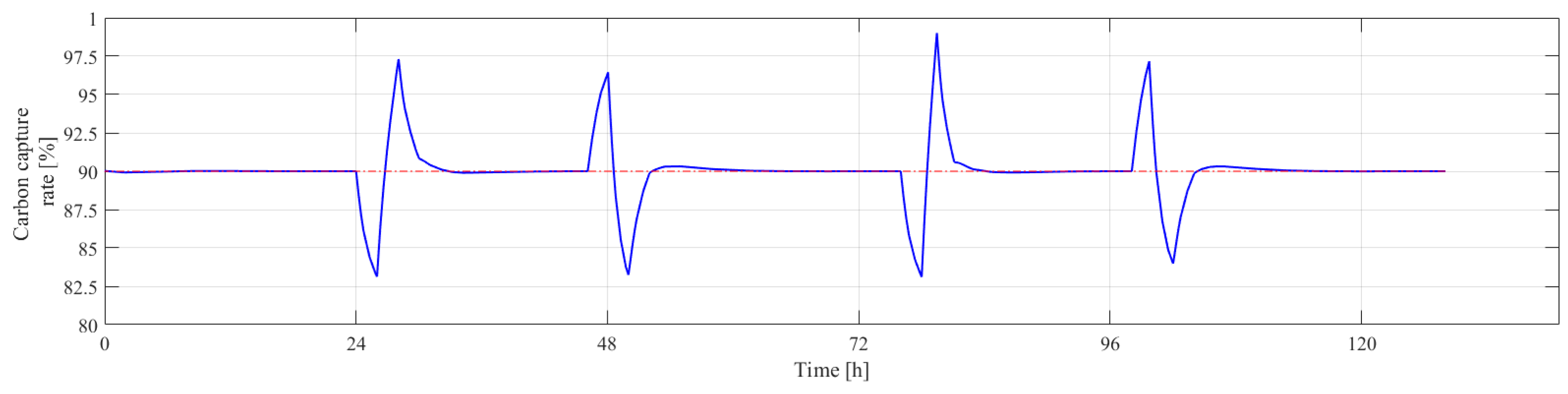
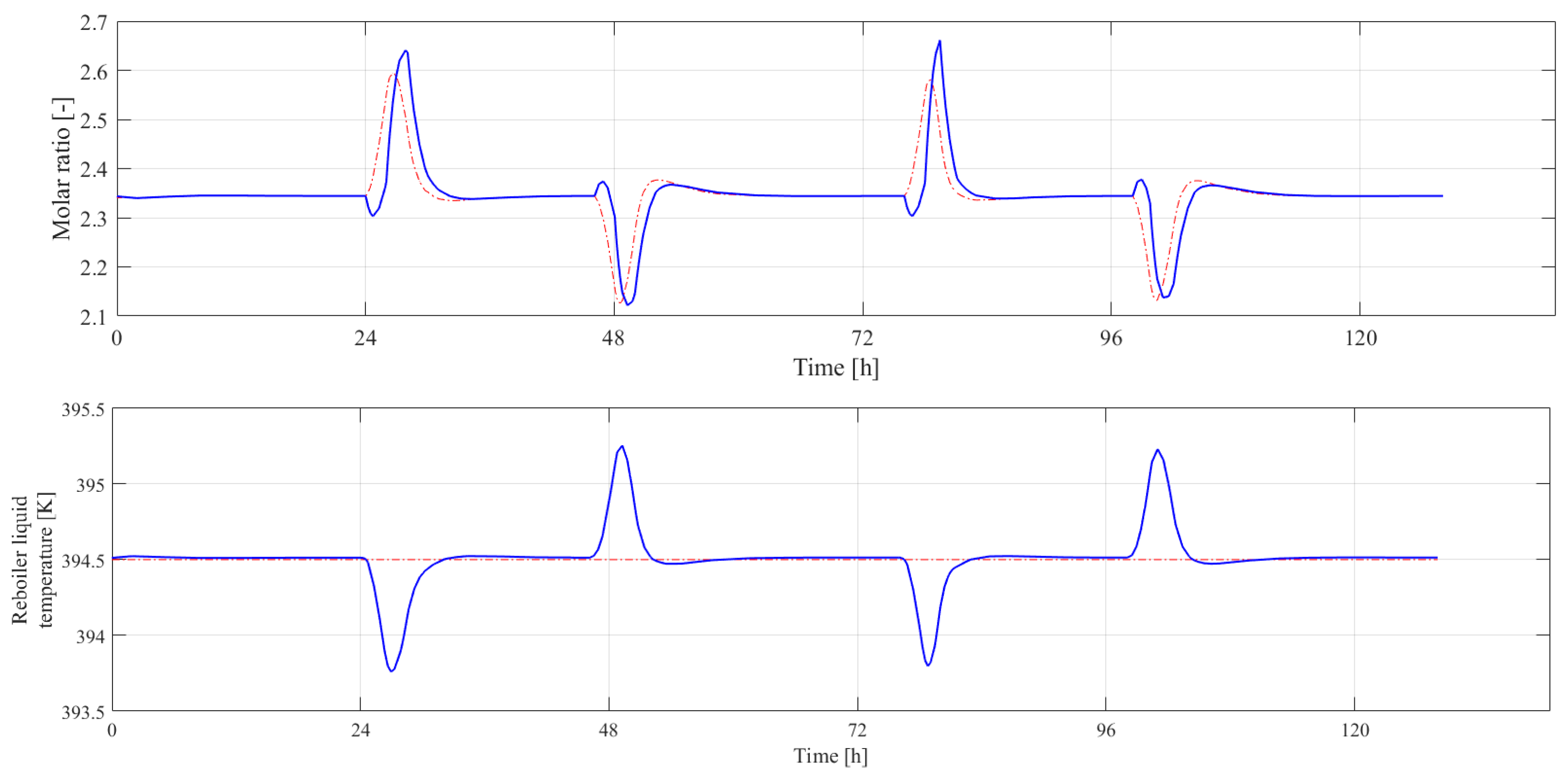
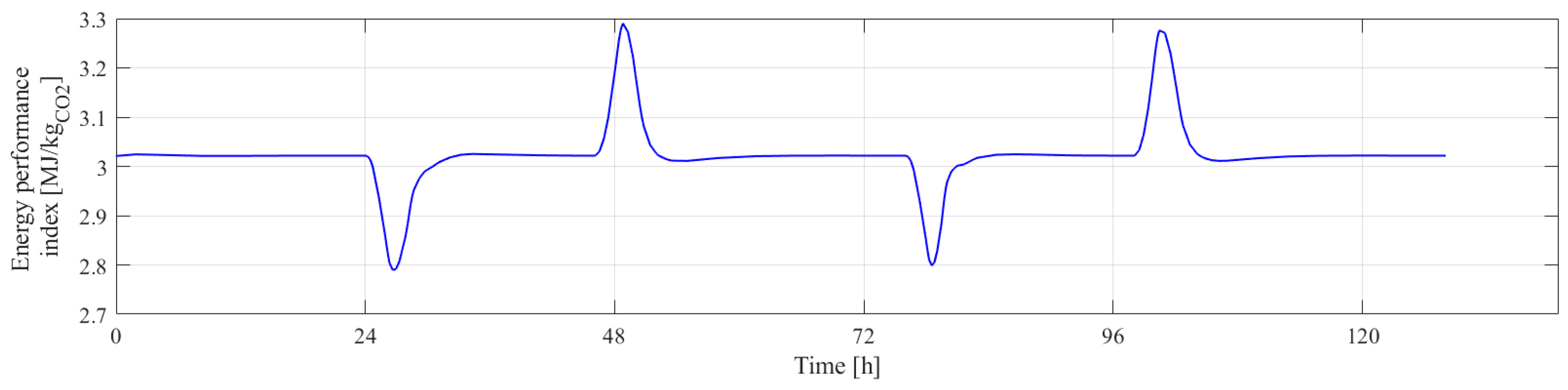
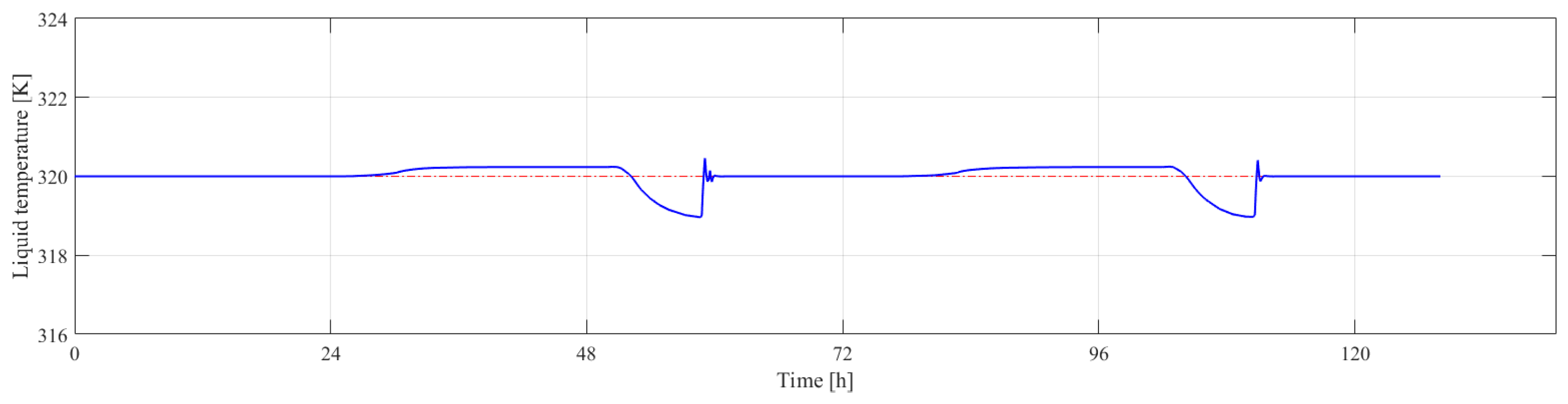
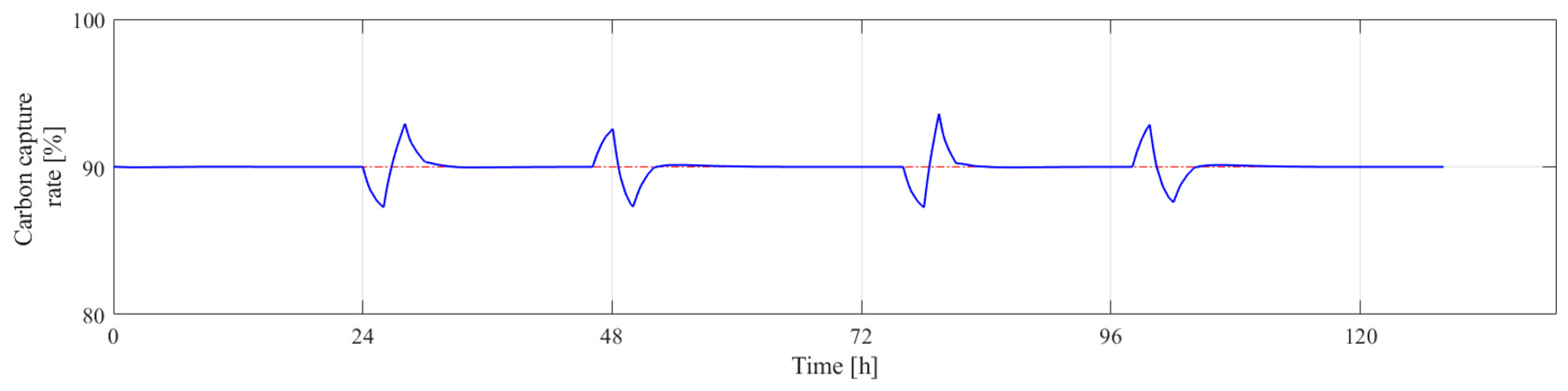
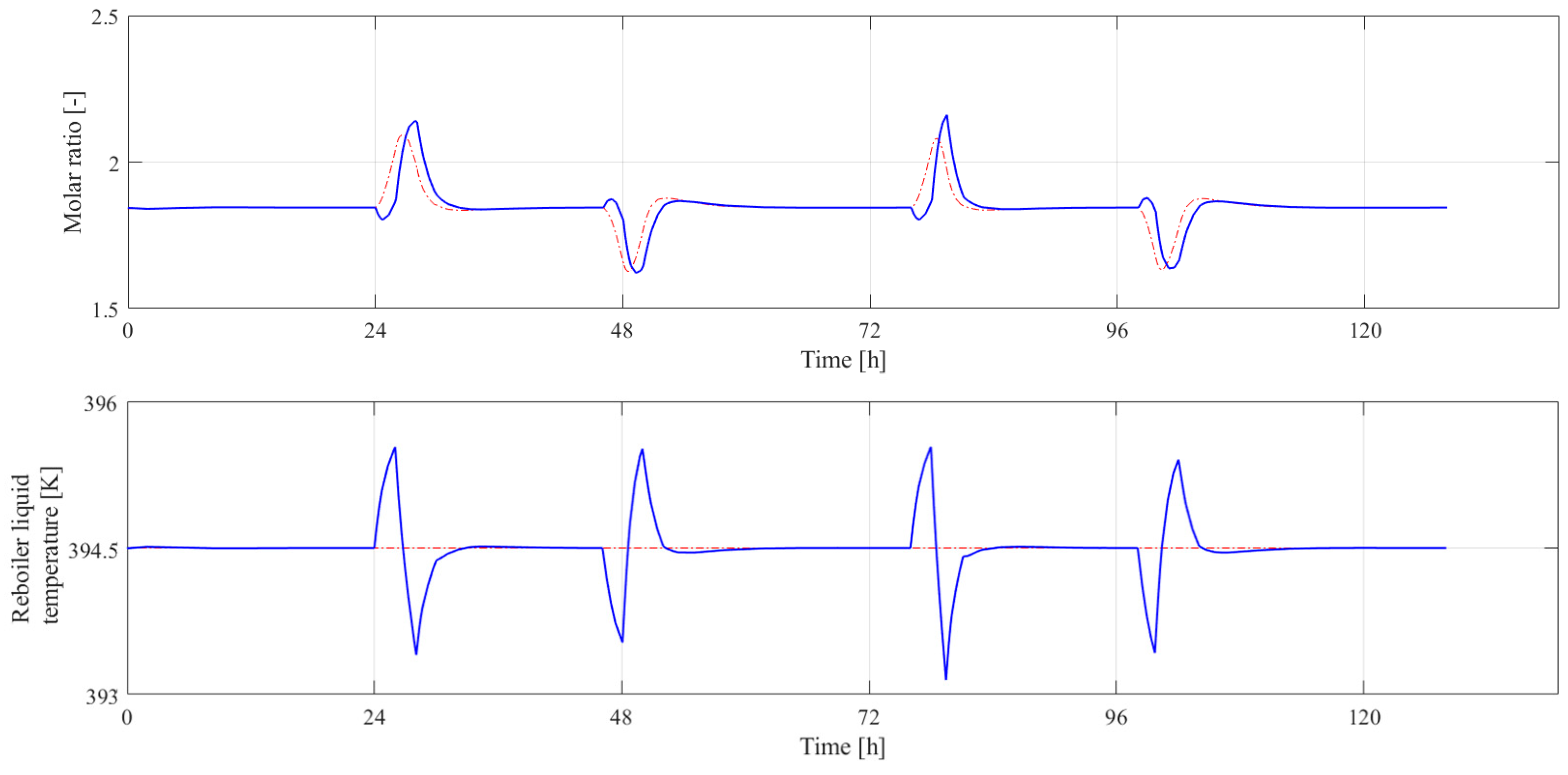
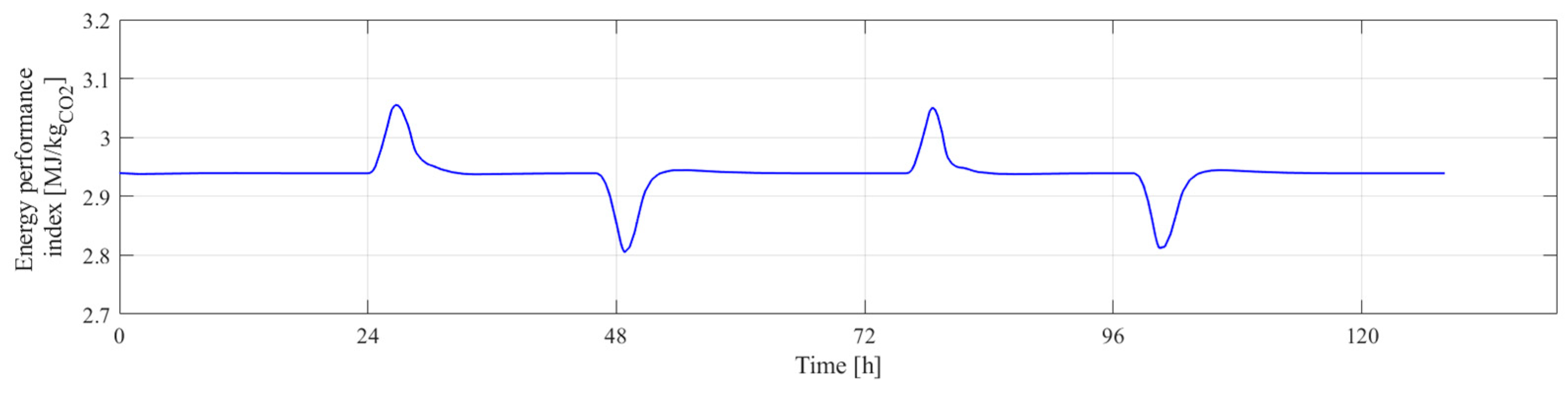
3.2. Reboiler Heat Duty Disturbance Scenario
3.3. Control Strategy Performance Comparison
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | column section [m2] |
| ae | effective mass transfer area [m2/m3] |
| AT | heat transfer surface [m2] |
| C | molar concentration [kmol/m3] |
| CMEA | MEA concentration [kmol/m3] |
| CC | CO2 capture rate [%] |
| cp | specific heat [kJ/kg K] |
| EP | energy performance index [MJ/kgCO2] |
| F | flow rate [m3/s] |
| ΔH | enthalpy [kJ/kmol] |
| KT | heat transfer coefficient [W/m2] |
| M | molar mass [kg/kmol] |
| N | molar flow [kmol/(m2 s)] |
| T | temperature [K] |
| t | time [s] |
| V | volume [m3] |
| v | gas/liquid phase velocity [m/s] |
| z | space dimension [m] |
| Greek letters | |
| ρ | densities [kg/m3] |
| ϑ | stoichiometric coefficients [−] |
| Subscript/superscript | |
| ag | heating/cooling agent |
| G | gas phase |
| i | regarding the chemical species: CO2, MEA, H2O |
| j | regarding the phase: gas, liquid |
| l | lean solvent solution |
| L | liquid phase |
| r | rich solvent solution |
| R | regarding the chemical reaction |
| V | regarding vaporization |
References
- NASA. Available online: https://climate.nasa.gov (accessed on 29 March 2023).
- Khallaghi, N.; Hanak, D.P.; Manovic, V. Techno-economic evaluation of near-zero CO2 emission gas-fired power generation technologies: A review. J. Nat. Gas. Sci. Eng. 2020, 74, 103095. [Google Scholar] [CrossRef]
- Ember. Available online: https://ember-climate.org/data/data-tools/carbon-price-viewer/ (accessed on 2 January 2023).
- Poelhekke, S. How expensive should CO2 be? Fuel for the political debate on optimal climate policy. Heliyon 2019, 5, e02936. [Google Scholar] [CrossRef] [PubMed]
- Rennert, K.; Errickson, F.; Prest, B.C.; Rennels, L.; Newell, R.G.; Pizer, W.; Kingdon, C.; Wingenroth, J.; Cooke, R.; Parthum, B.; et al. Comprehensive evidence implies a higher social cost of CO2. Nature 2022, 610, 687–692. [Google Scholar] [CrossRef] [PubMed]
- Chételat, J.; McKinney, M.A.; Amyot, M.; Dastoor, A.; Douglas, T.A.; Heimbürger-Boavida, L.-E.; Kirk, J.; Kahilainen, K.K.; Outridge, P.M.; Pelletier, N.; et al. Climate change and mercury in the Arctic: Abiotic interactions. Sci. Total Environ. 2022, 824, 153715. [Google Scholar] [CrossRef] [PubMed]
- Alhamid, A.K.; Akiyama, M.; Aoki, K.; Koshimura, S.; Frangopol, D.M. Stochastic renewal process model of time-variant tsunami hazard assessment under nonstationary effects of sea-level rise due to climate change. Struct. Saf. 2022, 99, 102263. [Google Scholar] [CrossRef]
- Ye, C.; Ye, Q.; Shi, X.; Sun, Y. Technology gap, global value chain and carbon intensity: Evidence from global manufacturing industries. Energy Pol. 2020, 137, 111094. [Google Scholar] [CrossRef]
- Wang, K.; Mao, Y.; Chen, J.; Yu, S. The optimal research and development portfolio of low-carbon energy technologies: A study of China. J. Clean. Prod. 2018, 176, 1065–1077. [Google Scholar] [CrossRef]
- Impram, S.; Nese, S.V.; Oral, B. Challenges of renewable energy penetration on power system flexibility: A survey. Energy Strategy Rev. 2020, 31, 100539. [Google Scholar] [CrossRef]
- Khosroabadi, F.; Aslani, A.; Bekhrad, K.; Zolfaghari, Z. Analysis of carbon dioxide capturing technologies and their technology developments. Clean. Eng. Technol. 2021, 5, 100279. [Google Scholar] [CrossRef]
- Akachuku, A.; Osei, P.A.; Decardi-Nelson, B.; Srisang, W.; Pouryousefi, F.; Ibrahim, H.; Idem, R. Experimental and kinetic study of the catalytic desorption of CO2 from CO2-loaded monoethanolamine (MEA) and blended monoethanolamine-Methyldiethanolamine (MEA-MDEA) solutions. Energy 2019, 179, 475–489. [Google Scholar] [CrossRef]
- Ostace, G.S.; Cristea, V.M.; Agachi, P.S. Investigation of Different Control Strategies for the BSM1 Waste Water Treatment Plant with Reactive Secondary Settler Model. In ESCAPE 20, Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2010; Volume 28, pp. 1841–1847. ISBN 978-0-444-53718-8. [Google Scholar]
- Cristea, V.M. Counteracting the accidental pollutant propagation in a section of the River Someş by automatic control. J. Environ. Manag. 2013, 128, 828–836. [Google Scholar] [CrossRef] [PubMed]
- Iancu, M.; Cristea, M.V.; Agachi, P.S. MPC vs. PID. The advanced control solution for an industrial heat integrated fluid catalytic cracking plant. In Computer Aided Chemical Engineering; Pistikopoulos, E.N., Georgiadis, M.C., Kokossis, A.C., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; Volume 29, pp. 517–521. [Google Scholar] [CrossRef]
- He, Z.; Sahraei, M.H.; Ricardez-Sandoval, L.A. Flexible operation and simultaneous scheduling and control of a CO2 capture plant using model predictive control. Int. J. Greenh. Gas. Control 2016, 48, 300–311. [Google Scholar] [CrossRef]
- Huba, M.; Chamraz, S.; Bistak, P.; Vrancic, D. Making the PI and PID Controller Tuning Inspired by Ziegler and Nichols Precise and Reliable. Sensors 2021, 21, 6157. [Google Scholar] [CrossRef] [PubMed]
- Gaspar, J.; Jorgensen, J.B.; Fosbol, P.L. Control of a post-combustion CO2 capture plant during process start-up and load variations. IFAC-PapersOnLine 2015, 48, 580–585. [Google Scholar] [CrossRef]
- Mehleri, E.D.; Mac Dowell, N.; Thornhill, N.F. Model predictive control of postcombustion CO2 capture process integrated with a power plant. In Computer Aided Chemical Engineering; Gernaey, K.V., Huusom, J.K., Gani, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2015; Volume 37, pp. 161–166. [Google Scholar] [CrossRef]
- Panahi, M.; Skogestad, S. Economically efficient operation of CO2 capturing process part I: Self-optimizing procedure for selecting the best controlled variables. Chem. Eng. Process Process Intensif. 2011, 50, 247–253. [Google Scholar] [CrossRef]
- Nebeluk, R.; Ławryńczuk, M. Tuning of Multivariable Model Predictive Control for Industrial Tasks. Algorithms 2021, 14, 10. [Google Scholar] [CrossRef]
- Lin, Y.-J.; Pan, T.-H.; Wong, D.S.-H.; Jang, S.-S.; Chi, Y.-W.; Yeh, C.-H. Plantwide control of CO2 capture by absorption and stripping using monoethanolamine solution. Ind. Eng. Chem. Res. 2011, 50, 1338–1345. [Google Scholar] [CrossRef]
- Domański, P.D. Performance Assessment of Predictive Control—A Survey. Algorithms 2020, 13, 97. [Google Scholar] [CrossRef]
- Robinson, P.J.; Luyben, W.L. Integrated gasification combined cycle dynamic model: H2S absorption/stripping, Water− Gas shift reactors, and CO2 absorption/stripping. Ind. Eng. Chem. Res. 2010, 49, 4766–4781. [Google Scholar] [CrossRef]
- Arce, A.; Mac Dowell, N.; Shah, N.; Vega, L.F. Flexible operation of solvent regeneration systems for CO2 capture processes using advanced control techniques: Towards operational cost minimisation. Int. J. Greenh. Gas. Control 2012, 11, 236–250. [Google Scholar] [CrossRef]
- Sahraei, M.H.; Ricardez-Sandoval, L.A. Controllability and optimal scheduling of a CO2 capture plant using model predictive control. Int. J. Greenh. Gas. Control 2014, 30, 58–71. [Google Scholar] [CrossRef]
- Dutta, R.; Nord, L.O.; Bolland, O. Prospects of using equilibrium-based column models in dynamic process simulation of post-combustion CO2 capture for coal-fired power plant. Fuel 2017, 202, 85–97. [Google Scholar] [CrossRef]
- Gáspár, J.; Cormoș, A.M. Dynamic modeling and validation of absorber and desorber columns for post-combustion CO2 capture. Comput. Chem. Eng. 2011, 35, 2044–2052. [Google Scholar] [CrossRef]
- Gáspár, J.; Cormoș, A.M. Assessment of mass transfer and hydraulic aspects of CO2 absorption in packed columns. Int. J. Greenh. Gas. Control 2012, 6, 201–209. [Google Scholar]
- Versteeg, G.F.; Van Dijck, L.A.J.; Van Swaaij, W.P.M. On the kinetics between CO2 and alkanolamines both in aqueous and non-aqueous solutions. An overview. Chem. Eng. Commun. 1996, 144, 113–158. [Google Scholar] [CrossRef]
- Rocha, J.A.; Bravo, J.L.; Fair, J.R. Distillation columns containing structured packings: A comprehensive model for their performance. 1. Hydraulic models. Ind. Eng. Chem. Res. 1993, 32, 641–651. [Google Scholar] [CrossRef]
- Rocha, J.A.; Bravo, J.L.; Fair, J.R. Distillation columns containing structured packings: A comprehensive model for their performance. 2. Mass-transfer model. Ind. Eng. Chem. Res. 1996, 35, 1660–1667. [Google Scholar] [CrossRef]
- Wang, C.; Xu, Z.; Lai, C.; Sun, X. Beyond the standard two-film theory: Computational fluid dynamics simulations for carbon dioxide capture in a wetted wall column. Chem. Eng. Sci. 2018, 184, 103–110. [Google Scholar] [CrossRef]
- Cristea, V.M.; Burca, M.I.; Ilea, F.M.; Cormoș, A.M. Efficient decentralized control of the post combustion CO2 capture plant for flexible operation against influent flue gas disturbances. Energy 2020, 205, 117960. [Google Scholar] [CrossRef]
- Ilea, F.M.; Cormos, A.M.; Cristea, V.M.; Cormos, C.C. Enhancing the post-combustion carbon dioxide carbon capture plant performance by setpoints optimization of the decentralized multi-loop and cascade control system. Energy 2023, 275, 127490. [Google Scholar] [CrossRef]
- Skjervold, V.T.; Mondino, G.; Riboldi, L.; Nord, L.O. Investigation of control strategies for adsorption-based CO2 capture from a thermal power plant under variable load operation. Energy 2023, 268, 126728. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Absorber | |
| Packing | Mellapack 250Y |
| Packing height [m] | 22 |
| Column diameter [m] | 1.5 |
| Pressure [bar] | 1.05 |
| Temperature [K] | 320 |
| Desorber | |
| Packing | Mellapack 250Y |
| Packing height [m] | 11 |
| Column diameter [m] | 1.3 |
| Temperature [K] | 380 |
| Reboiler heat duty [MW] | 2.1 |
| Pressure [bar] | 1.05 |
| Buffer tank | |
| Height [m] | 6 |
| Diameter [m] | 3.2 |
| Cross heat exchanger | |
| Shell diameter [m] | 0.3 |
| Length [m] | 2 |
| Tube dimensions [mm] | 25 × 2 |
| Absorber/Desorber | |
|---|---|
| Total mass balance | |
| Partial mass balance (components) | |
| Heat balance | |
| Buffer tank | |
| Heat Balance | |
| Component mass balance (MEA) | |
| Cross-heat exchanger | |
| Heat balance | |
| Controlled Variable | Controller Type | Manipulated Variable |
|---|---|---|
| Buffer tank MEA concentration | PI | Fresh solvent flowrate |
| Buffer tank temperature | PI | Cooling agent flowrate |
| Buffer tank level | PI | Water flowrate |
| Carbon capture rate | MPC | Setpoint value for ratio controller |
| MEA to CO2 molar flowrate ratio | PI | Inlet liquid flow to the absorber |
| Reboiler liquid temperature | MPC | Reboiler heat duty (steam) |
| Performance Index | Case 1 | Case 2 | Case 3 | Case 4 |
|---|---|---|---|---|
| Settling time | 6 h | 10–11 h | 0.7 h | 4 h |
| Overshoot | 2.5% | 3.5% | 4% | 3% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilea, F.-M.; Cormos, A.-M.; Cristea, V.M.; Cormos, C.-C. Hybrid Advanced Control Strategy for Post-Combustion Carbon Capture Plant by Integrating PI and Model-Based Approaches. Energies 2024, 17, 2886. https://doi.org/10.3390/en17122886
Ilea F-M, Cormos A-M, Cristea VM, Cormos C-C. Hybrid Advanced Control Strategy for Post-Combustion Carbon Capture Plant by Integrating PI and Model-Based Approaches. Energies. 2024; 17(12):2886. https://doi.org/10.3390/en17122886
Chicago/Turabian StyleIlea, Flavia-Maria, Ana-Maria Cormos, Vasile Mircea Cristea, and Calin-Cristian Cormos. 2024. "Hybrid Advanced Control Strategy for Post-Combustion Carbon Capture Plant by Integrating PI and Model-Based Approaches" Energies 17, no. 12: 2886. https://doi.org/10.3390/en17122886
APA StyleIlea, F.-M., Cormos, A.-M., Cristea, V. M., & Cormos, C.-C. (2024). Hybrid Advanced Control Strategy for Post-Combustion Carbon Capture Plant by Integrating PI and Model-Based Approaches. Energies, 17(12), 2886. https://doi.org/10.3390/en17122886