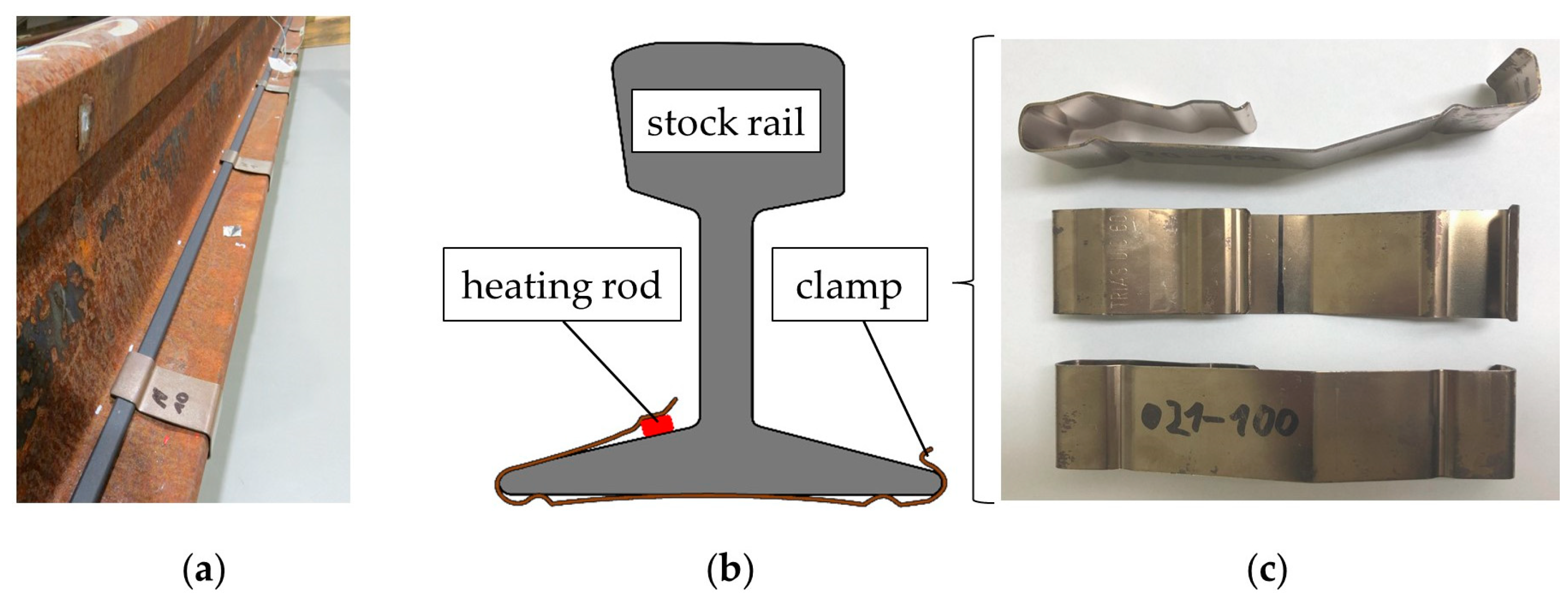
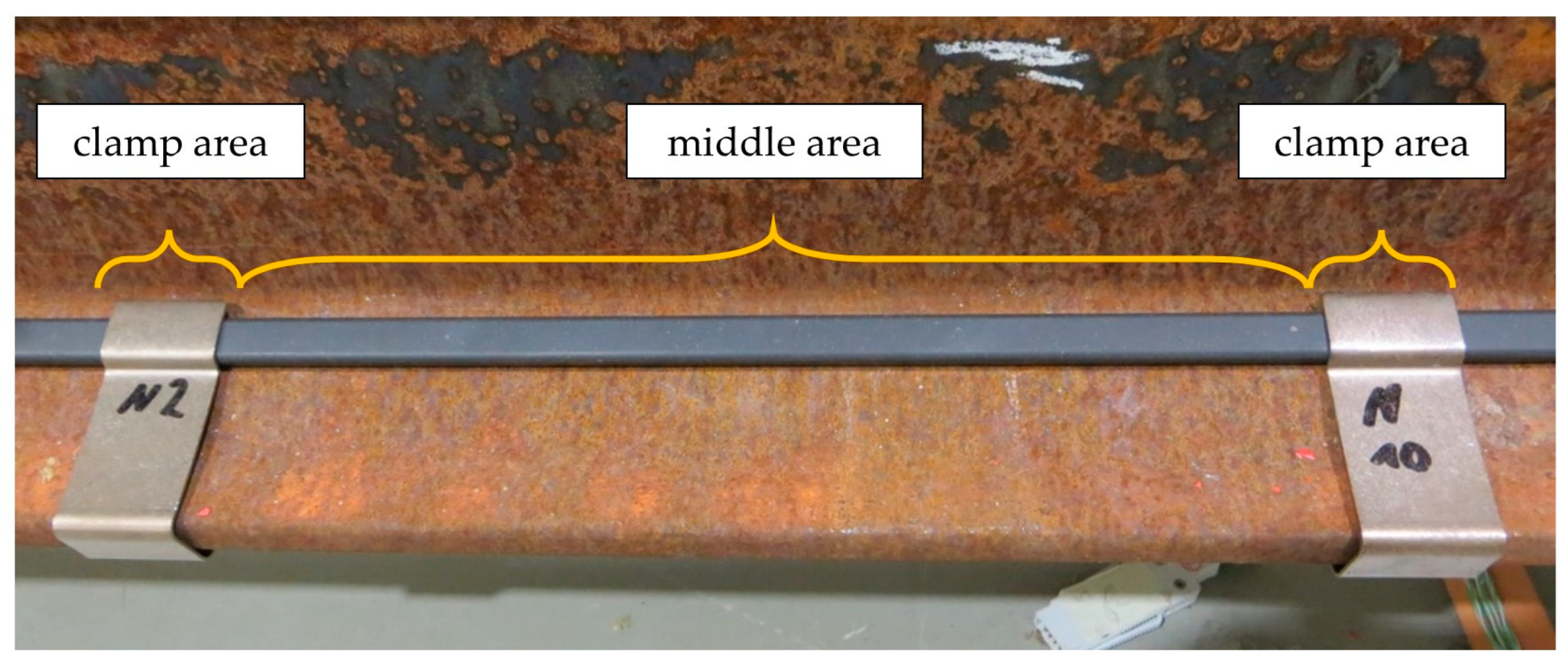
The joint force is fed into the system heating rod-rail at the clamp areas. Depending on the mechanical properties of the heating rod, especially its stiffness, the applied force by the clamps will be distributed along the heating rod. In order to determine the thermal contact resistance between the heating rod and rail, the approach was to consider the clamp area and middle area separately from each other. Thereby, the thermal contact of the clamp area was investigated with a model that only considers an isolated clamp area first. Subsequently, the findings were applied to the thermal consideration of the middle area.
3.2.1. Determination of the Thermal Contact Resistance at the Clamp Area
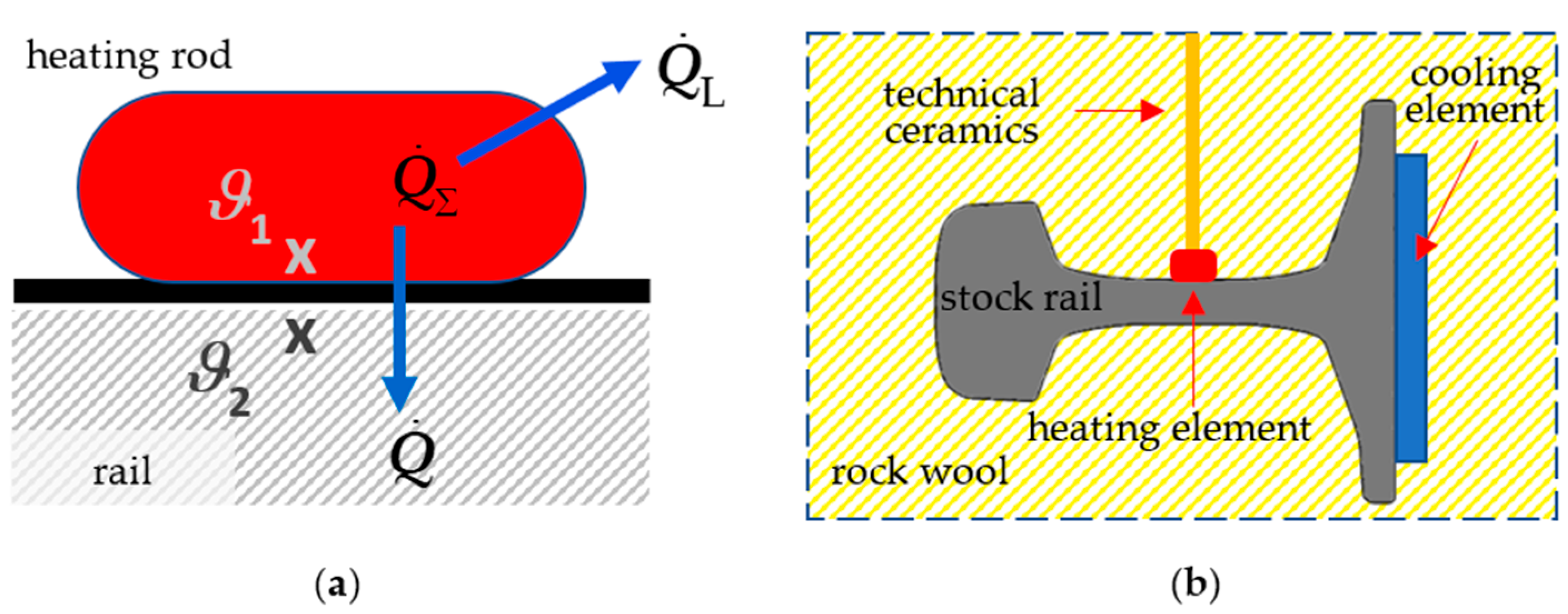
In order to measure the thermal contact resistance between the heating rod and rail for a varying joint force, a measurement setup was designed. According to Equation (2), the temperature difference at the contact surface and the thermal flow, which passes it, have to be known to calculate the thermal contact resistance. Because the heating rod is only attached to the rail with one of its outer surfaces, not the entire amount of the heat-
generated in the heating rod is transmitted into the rail. One proportion
of the total heat-
is dissipated to the environment; the other part
is conducted into the rail (
Figure 10a). The higher the proportion of the dissipated heat-
is, the lower the accuracy of the determination of the thermal contact resistance is. Thus, the heating rod and the rail were covered in rock wool with an edge length of approx. 0.4 m × 0.4 m × 0.5 m. In the next step, a cooling element was attached to the rail in order to direct the majority of the heat flow from the heating rod into the rail (
Figure 10b).
A plane surface area of the rail is required to which the heating rod can be attached. Additionally, a simple adjustment of the joint force is to be ensured that also takes the acting weight force into account. Due to this requirement, the stock rail was rotated through 90°, and the heating rod was positioned in the middle of the rail web. In that manner, the joint force can be applied vertically, and it can be calculated by the sum of the set force (from 0 N to 200 N) and the weight force (W = 1 N). The cooling element is positioned at the foot of the rail. This location of the cooling element has two benefits. On the one hand, the plane and large surface of the foot ensure a big apparent contact area with the cooling element. Moreover, on the other hand, the geometrical distance between the heat input and heat sink increases the accuracy of the temperature measurement due to a smaller temperature gradient within the rail compared with a situation where both elements are installed close to each other.
The length of the heating rod and rail was chosen to match the length of the investigated heating rod clamps by 35 mm. By using a customized heating element with the same properties of the joint area as the real heating rod, the adjustment of the heating power is more accurate. Therefore, the heating element was made of stainless steel 1.4301. A heating cartridge that was inserted into this heating element generated the heat flow. The height of the heating element was chosen to be bigger than the height of a normal heating rod in order to reach a homogeneous temperature distribution at the interface of the heating element and rail. An aluminum frame kept the entire experimental setup in place (
Figure A2). The cooling element was fed with water of constant temperature.
The applied joint force was measured with an Alluris FMI-250 force gauge. The DC power source “GW GPR-30H10D” supplied the heating cartridge with voltage. Voltage and current were measured with a “ZES LMG 95”. The temperatures were measured at 30 positions with thermocouples of type T at the rail, heating rod, technical ceramics, cooling element, and within the rock wool insulation. An “Ahlborn Almemo 5690-2” recorded the temperatures.
Based on the results of the clamping force investigated (
Section 3.1), the range of the joint force to be considered is determined. The investigated range is set significantly larger in order to take into account the effects of possible greater clamping forces and significantly smaller forces between the heating rod and the rail in the middle between two clamps. Thus, joint forces in the range of 1 N (the lowest realizable force due to the weight of the heating element) and 200 N were applied. The measurements were performed with an untreated rail surface, the original rail surface with a thermal-conducting paste (
Figure A3), a milled rail surface, and a milled rail surface with a thermal-conducting paste. Considering these cases gives information about the influence of the rail preconditioning on the heat transfer between the heating rod and rail. For every combination of joint force and rail surface condition, a heating power of 20 W was applied, and the temperature at the cooling element was set to 10.5 °C. After an operation period of approx. 4 h, the entire test setup reached the thermally steady state, and the static temperatures could be recorded.
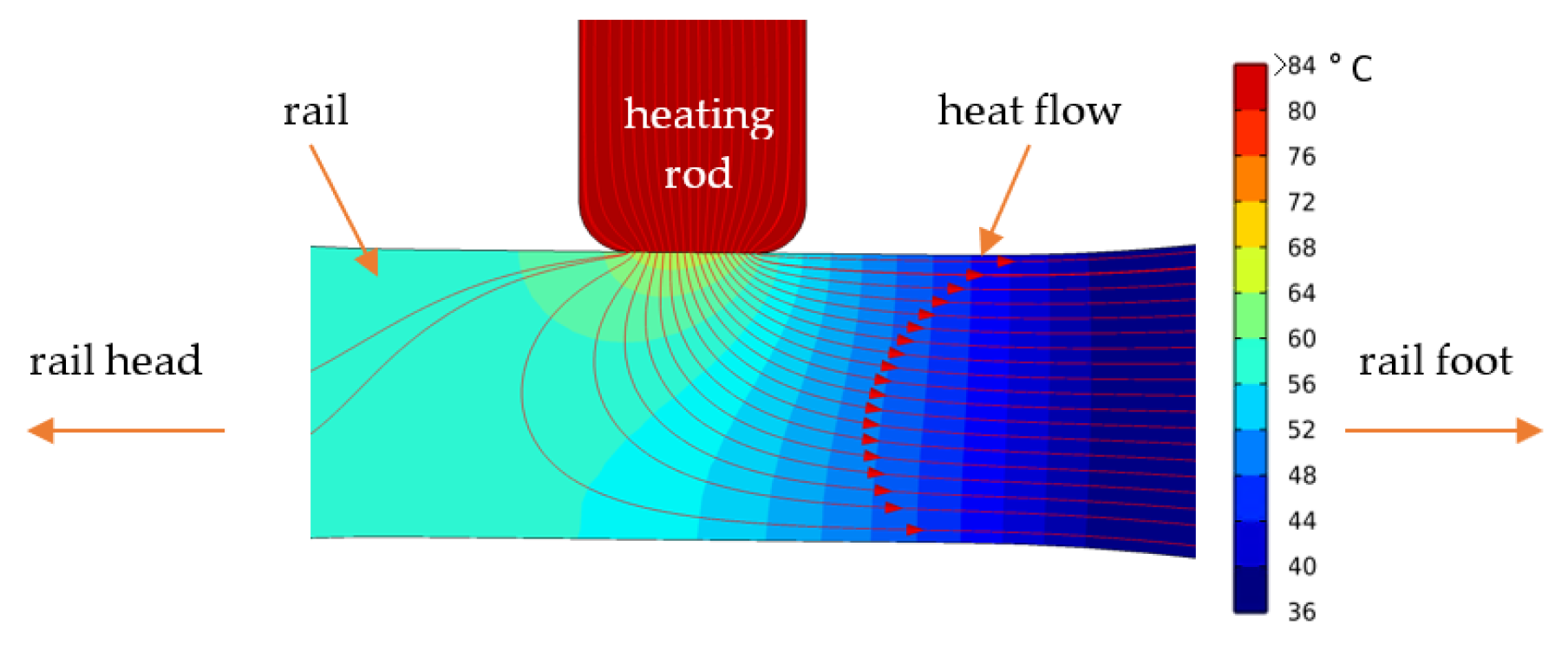
An analytical calculation of the thermal contact resistance with Equation (2) can be applied for the case of a one-dimensional heat flow which creates parallel isotherms with respect to the normal to the intersection surface. A previous calculation with the FEM program “Comsol Multiphysics 5.6” showed that this is not the case (
Figure 11).
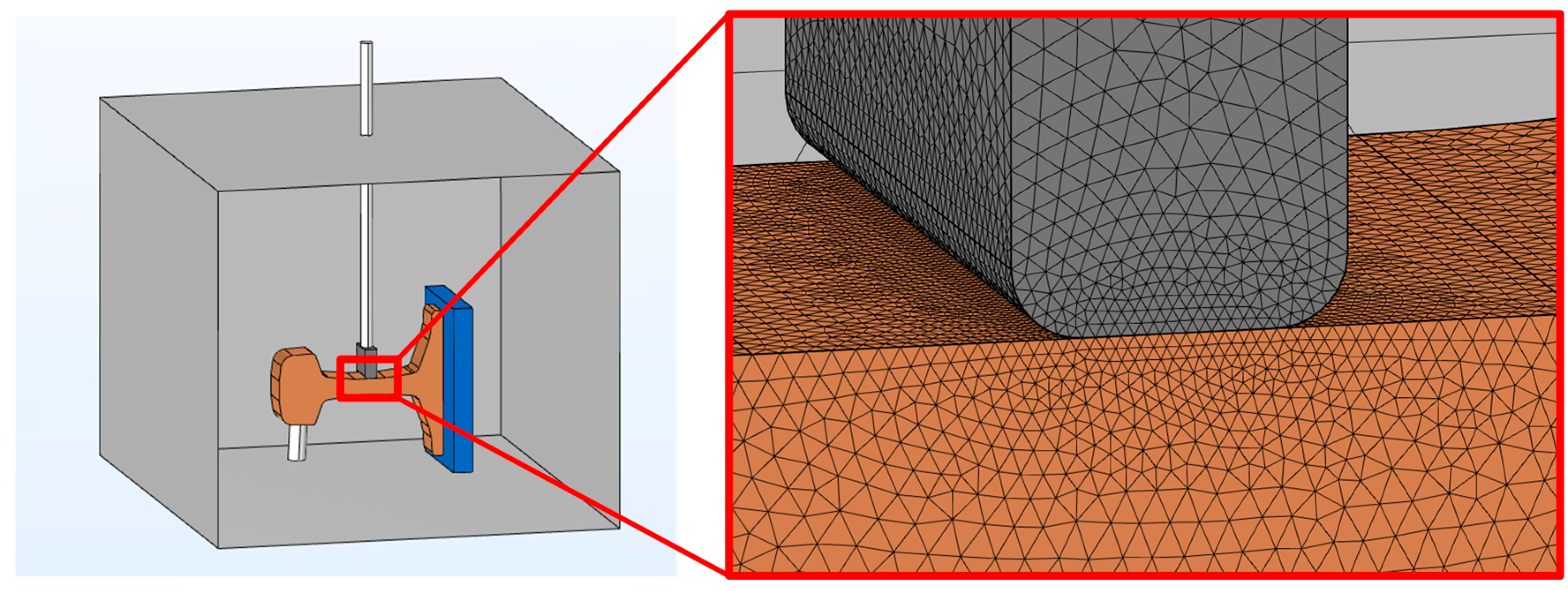
Due to the location of the heat input and heat sink, the heat flow is at least two-dimensional. The graphical display of the calculation result also shows clearly that the isotherms are not parallel to the orthogonal of the contact interface. It is technically not possible to measure the temperatures indefinitely close to the interface of the joint area. Rather, temperatures can be measured on the surface of the rail to the right and to the left of the heating element. According to the FEM calculation results, different temperatures will occur at these positions. So, it is not possible to determine a unique temperature of the rail at the joint area for the analytical calculation of the thermal contact resistance. Numerical calculations were used to determine the thermal contact resistance instead. Therefore, the geometry of the experimental setup was replicated except for the metallic frame that kept the rail in place (
Figure 12).
The area close to the interface of the heating element and rail was densely meshed. A parameter study with changing thermal contact resistances between the heating element and rail showed the temperatures at the heating element and rail for the selected parameter value. Those temperatures were matched with measured temperatures in the experiment in order to determine the valid thermal contact resistance in the respective case. For the highest considered thermal contact resistance, the calculation showed that still, 97.7% of the generated heat passes the interface to the rail. Thus, the proportion of heat emitted to the environment is low, and the accuracy of the heat transfer determination by using experimentally measured data can be ensured.
Although it was tried to keep external parameters that might affect the measured temperatures constant, that was not completely possible. Due to various reasons, the ambient temperature, the temperature of the cooling element, and the heat input varied within the respective range (
Table 2).
In order to obtain accurate calculation results, these parameters should be adjusted in the FEM model for every single experimental run. Considering that more than 50 separate experimental runs were performed and the parameter study of the thermal contact resistance for every combination of the mentioned parameters, the effort would become very large. Instead, the basic approach of statistical design of experiments was used [
19]. Therefore, a standard value for every parameter was selected first. Subsequently, the influence of the variation of respectively one parameter on the temperature difference between the heating rod and rail could be investigated by calculation. Within the respective ranges of variation, the influence could be approximated linearly (Equation (3),
Table 3).
Here is the measured temperature difference between the heating rod and rail and the corrected one for the selected standard parameters. Pin is the heat input, the temperature of the cooling element, and the temperature of the ambient air.
Considering the maximum temperature difference for varying parameters, the calculations showed that fluctuations in the ambient air temperature and the temperature of the cooling element could be neglected regarding their effect on the temperature difference between the heating rod and rail. In the next step, the measured temperatures were adjusted in accordance with the difference between the measured heat input and 20 W. Finally, parameter studies of the thermal contact resistance in FEM calculations determined the respective thermal contact resistance (
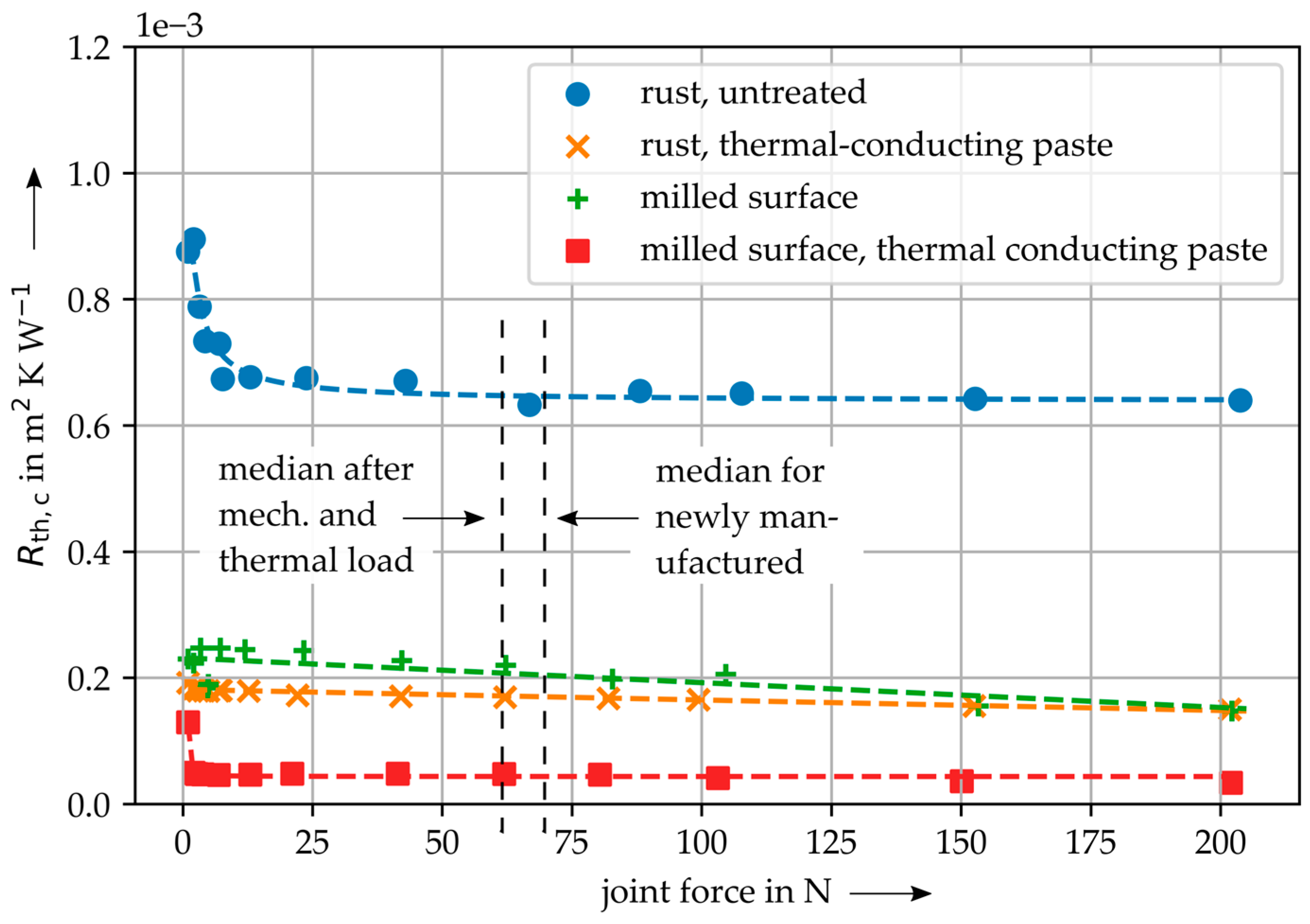
Figure 13).
The specific thermal contact resistance is significantly higher for a rusted and untreated rail surface (
for 100 N) than for the other examined surface conditions (max.
for 100 N;
Figure 14). For decreasing joint forces from 25 N and a rusted, untreated rail surface, the magnitude of the thermal contact resistance becomes larger and has a value of
for a joint force of 1 N. For joint forces greater than 25 N, the specific thermal contact resistance has an approximately constant value. If the surface is milled in advance or coated with a thermal-conducting paste
, the specific thermal contact resistance is approx. three times smaller than in the untreated case
for 100 N). The lowest value for the thermal contact resistance was reached for the combination of milling and using a thermal-conducting paste
. The dependency on the joint force is not strongly pronounced for the milled surfaces or the rusted surface with thermal-conducting paste and cannot be clearly distinguished from measurement uncertainties.
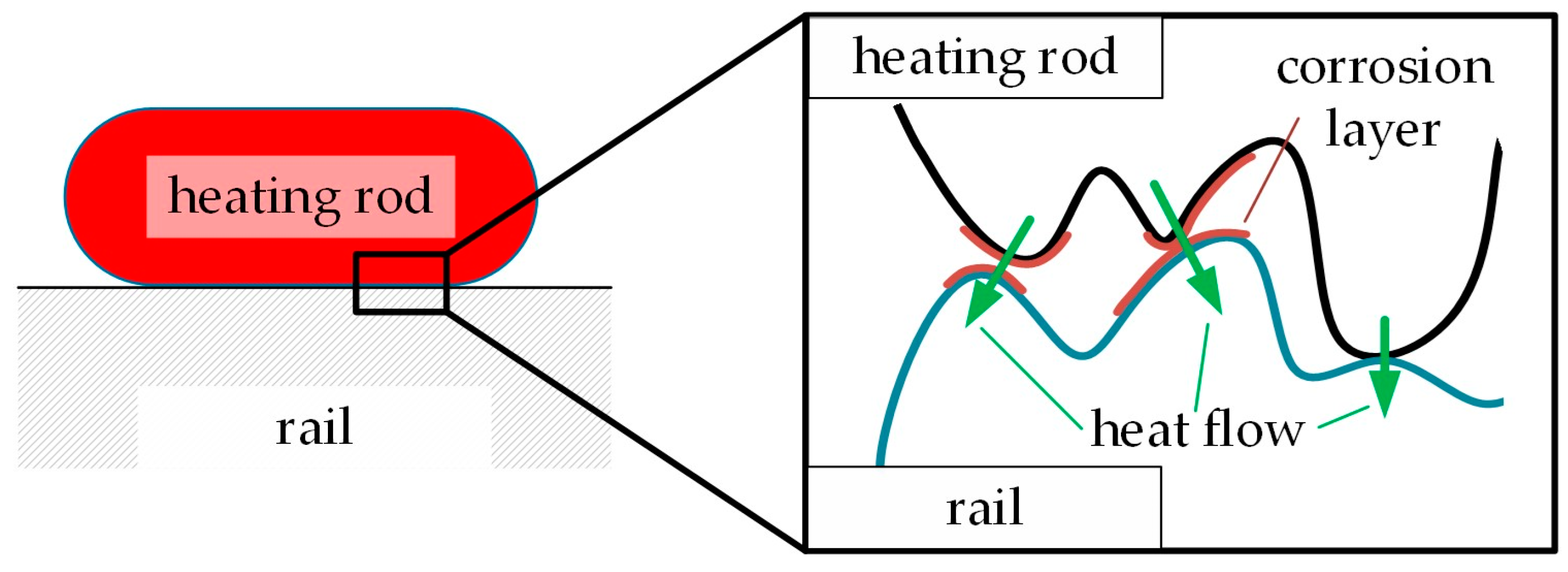
If the thermal-conducting paste is coated onto the surface, it will be pressed into the cavities between the surfaces of both contact members when realizing the joint. The cavities (caused by the roughness of the surfaces) were originally filled with air that is now substituted by the thermal-conducting paste. The specific thermal conductivity of the thermal-conducting paste
is significantly higher than the one of air
[
14]). Thus, the thermal contact resistance becomes smaller by using a thermal-conducting paste. Considering the measurement results of the rusty, untreated surface, the change of the thermal contact resistance for small joint forces can be explained by deformation processes. The corrosion layer that covers the rail material will be deformed due to the mechanical load. The microstructure changes, and so the proportion of the load-bearing area increases. That results in lower thermal contact resistance since the corrosion layer seems to have greater thermal conductivity than the air in the cavities. An increase of the joint force to more than 10 N does not lead to a further reduction of the heat contact resistance since presumably no more deformation processes of the corrosion layer take place. Even though no thermal properties of the corrosion layer are known, it can be stated that the specific thermal conductivity for the corrosion layer is greater than for air.
The thermal-conducting paste also reduced the thermal contact resistance for the milled rail surface. That shows that surface roughness still influences heat transfer significantly after the milling process. The thermal-conducting paste can at least partially compensate for this roughness by filling the cavities.
3.2.2. Determination of Thermal Contact Resistance at the Middle Area
The previous findings were valid if the entire length of a heating rod was covered by the heating rod clamp; in reality, that is not the case. Considering the investigated clamp width and the usual center-to-center distance of the clamps of 30 cm, clamps cover only 11.7% of the length of a heating rod. The mechanical quantity that is actually appropriate to evaluate the processes in a joint is mechanical stress. When a force
F is applied, it results in the mechanical stress
from the surface
A on which it acts Equation (4).
Depending on the mechanical properties of a heating rod, the force that is applied to a certain area varies. The clamping force would be only applied to an area as big as the clamp for an infinitely soft material of the heating rod. In contrast, the force would be applied to the entire apparent contact surface between the heating rod and rail for an infinitely rigid material. In reality, the status of the material will be somewhere between these border cases. Assuming a very rigid material of the heating rod that is evenly attached to the rail, the mechanical stress is homogeneously distributed over the interface between the heating rod and rail. Taking the correlation between force and stress (Equation (4)) and the proportion of covered rod surface by the clamp (11.7%), the occurring thermal contact resistance will correspond to 11.7% of the force that is set by the clamp. That means, for an initial clamping force of approx. 70 N, the specific thermal contact resistance correlates with the measured value at the force of 8.2 N, since the clamping force acts on the entire length between two heating rod clamps (30 cm). Considering the correlation between joint force and specific thermal contact resistance (
Figure 14), this force value is not in the static range of the resistance anymore. So, greater thermal contact resistances are to be expected if the mechanical stress is homogeneously distributed along the entire heating rod and not only over the clamp area.
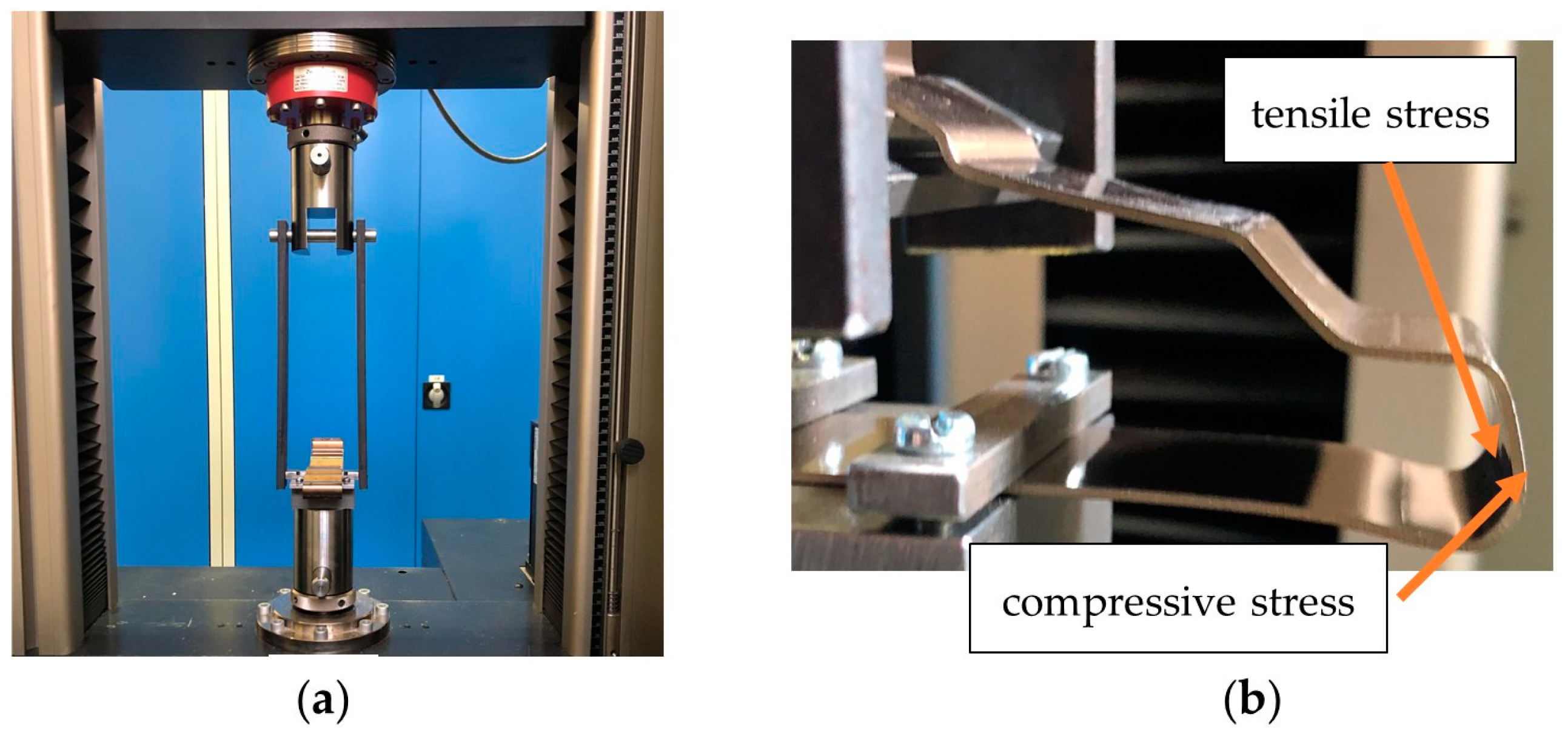
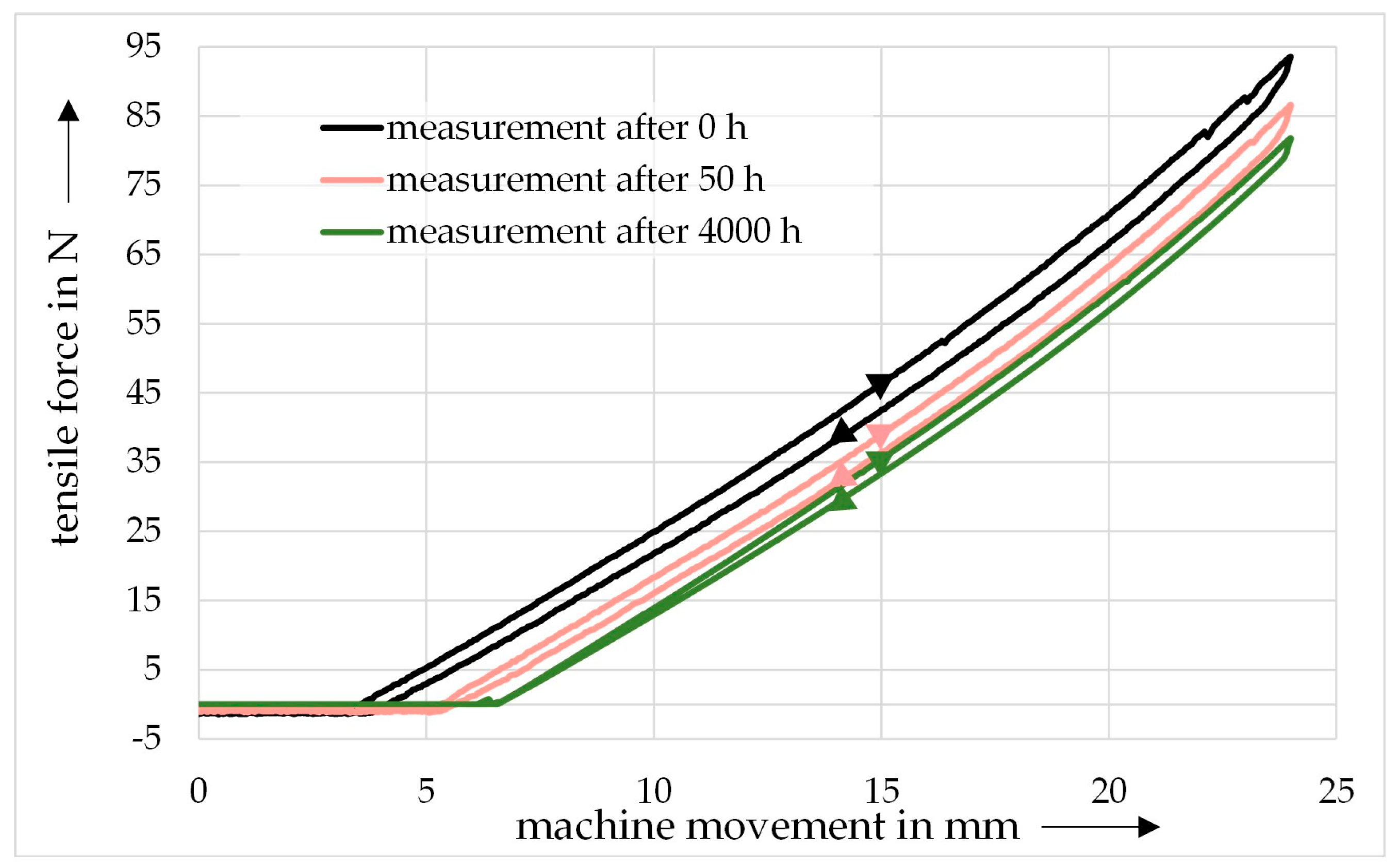
In order to get an idea about the force distribution between the heating rod and the rail in the longitudinal direction, another experimental setup was used. A separate UIC60 E1 stock rail was laid onto a wooden bearing, and an electrical heating rod was attached with clamps that were set at a center-to-center distance of 30 cm. The surface of the rail was neither milled nor coated with a thermal-conducting paste. For this investigation, a thermal imaging camera measured the temperatures. While the emissivity of the rail surface was known from former investigations (
= 0.835, [
20]), the surface of the heating rod was coated with a special varnish to ensure a specific emissivity
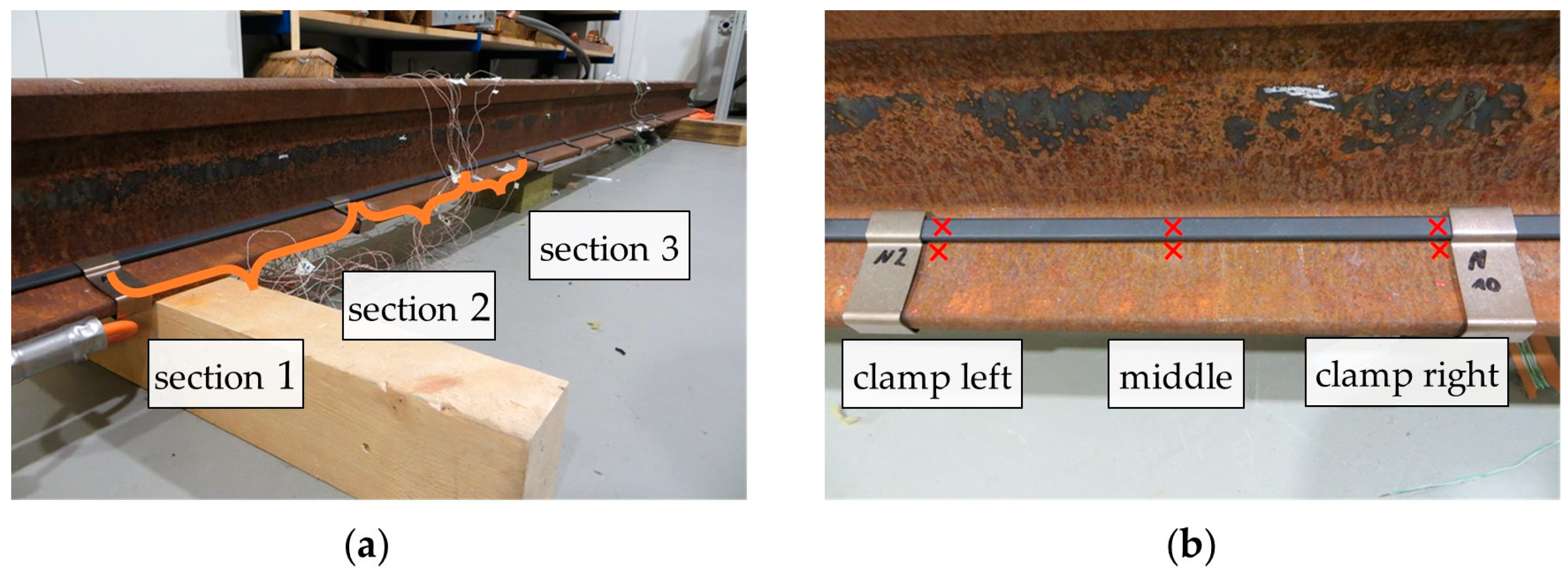
= 0.87). A “ZES LMG 95” measured the heating power. Due to the length of the heating rod, nine heating rod clamps were used for its installation. Thus, eight sections consisting of a middle area and two adjacent clamp areas can be defined (
Figure 15a).
Within every section, the temperatures on the surface of the heating rod and on the rail surface close by were measured next to both clamps and in the middle (
Figure 15b). In the next step, a two-dimensional FEM model of the heating rod and the rail was set up with “Comsol Multiphysics 5.6”. By comparing the measured temperature differences between the heating rod and rail with the results of FEM calculations with varying thermal contact resistance between heating rod and rail, the respective specific thermal contact resistance could be found for the positions next to the clamps and in the middle for all eight sections (
Table 4).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}