
Energy Performance, Environmental Impacts and Costs of a Drying System: Life Cycle Analysis of Conventional and Heat Recovery Scenarios



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
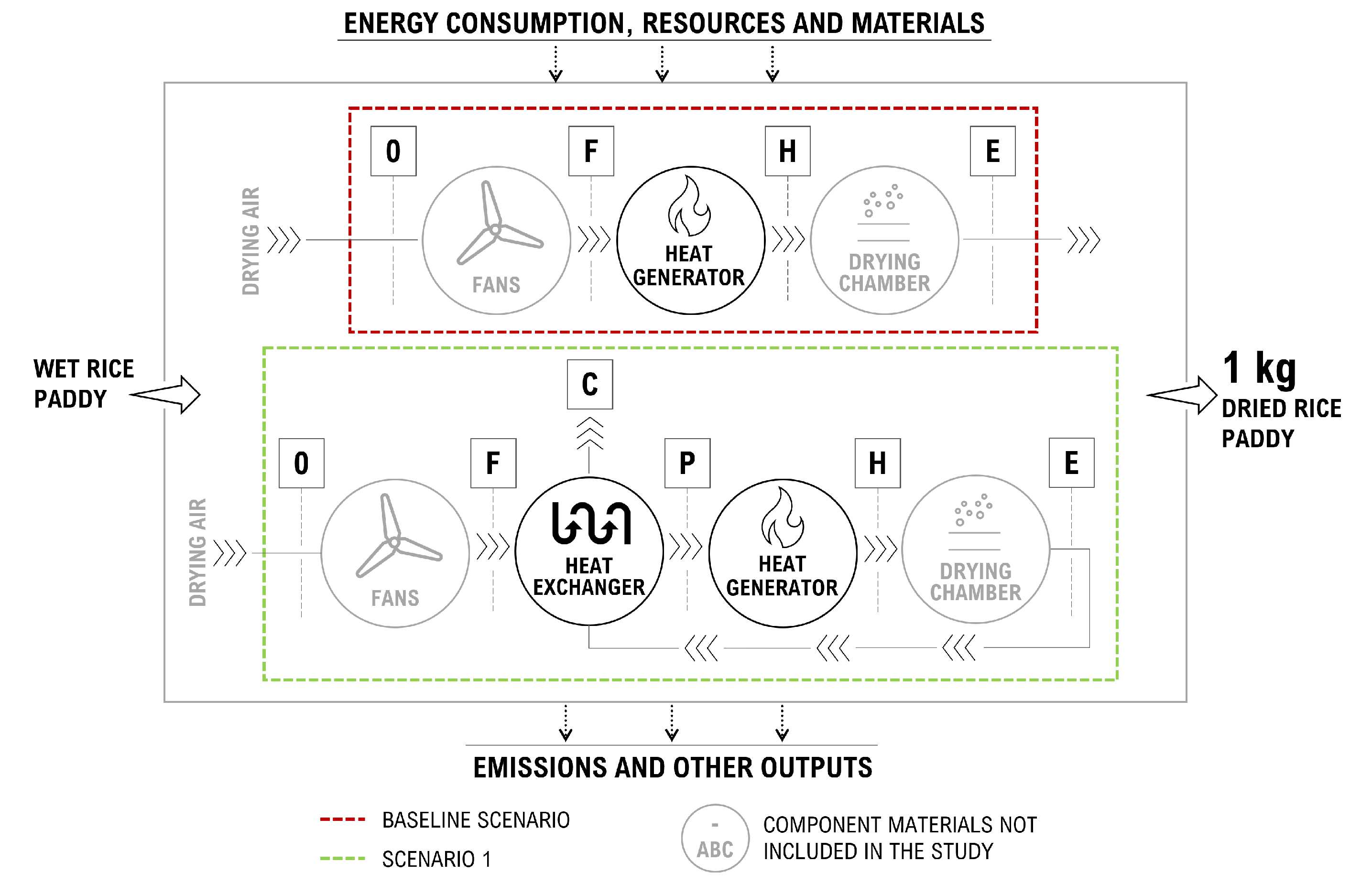
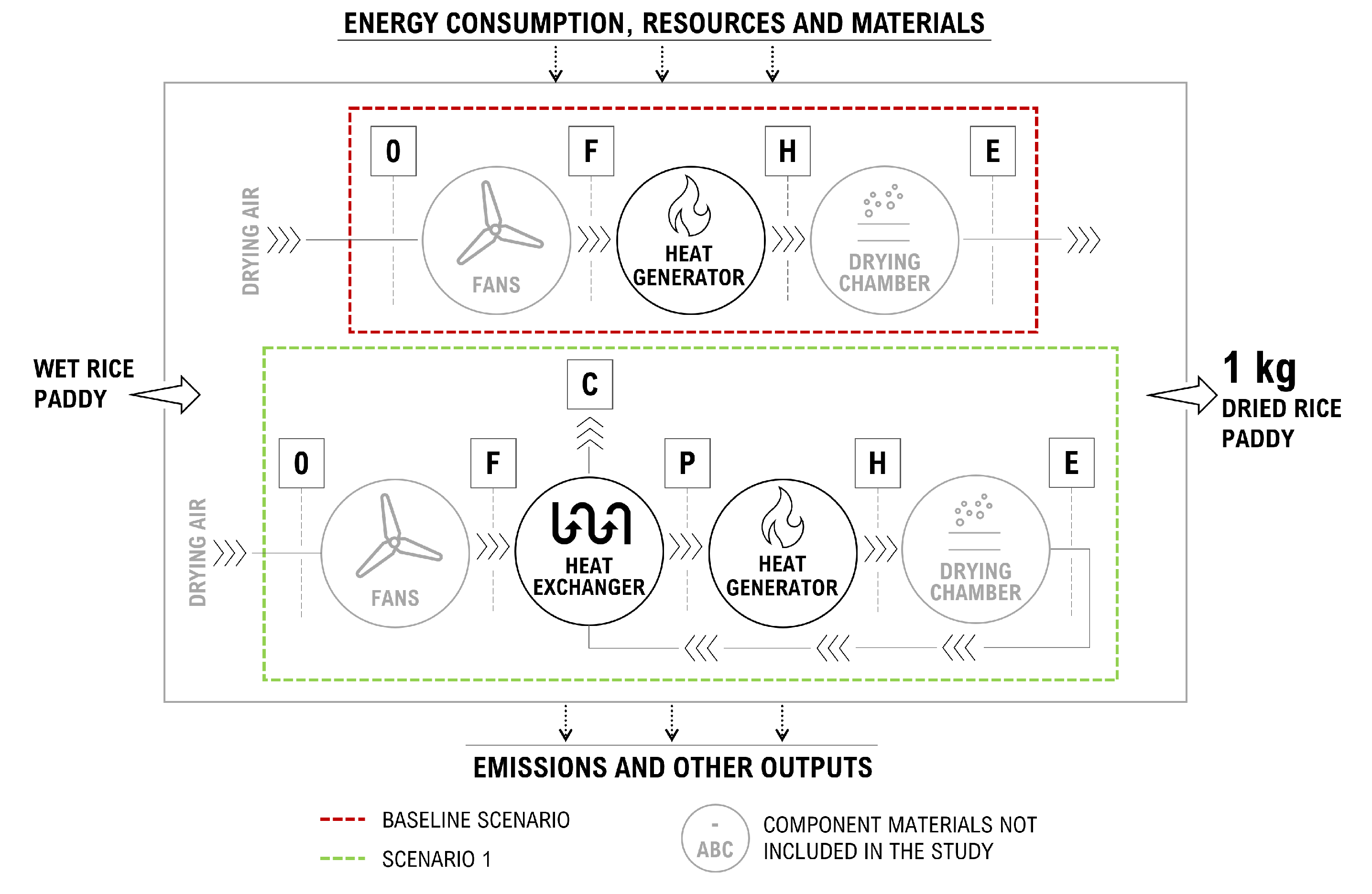
2.1. The Drying Cycles
2.2. Life Cycle Assessment and Life Cycle Costing
- Goal and scope definition, i.e., the phase during which the LCA study’s objective and the main parameters, such as functional unit, system boundaries, and data quality, are defined.
- Life Cycle Inventory (LCI), i.e., the phase during which an inventory of all input/output flows concerning the analyzed system is carried out.
- Life Cycle Impact Assessment (LCIA), i.e., the phase that aims at evaluating the significance of potential environmental impacts of the investigated product/process/service using the LCI results.
- Interpretation of results, i.e., the phase during which the LCI analysis and the LCIA are jointly considered to deliver results consistent with the defined goal and scope, reach conclusions, explain limitations and provide recommendations.
3. Results and Discussion
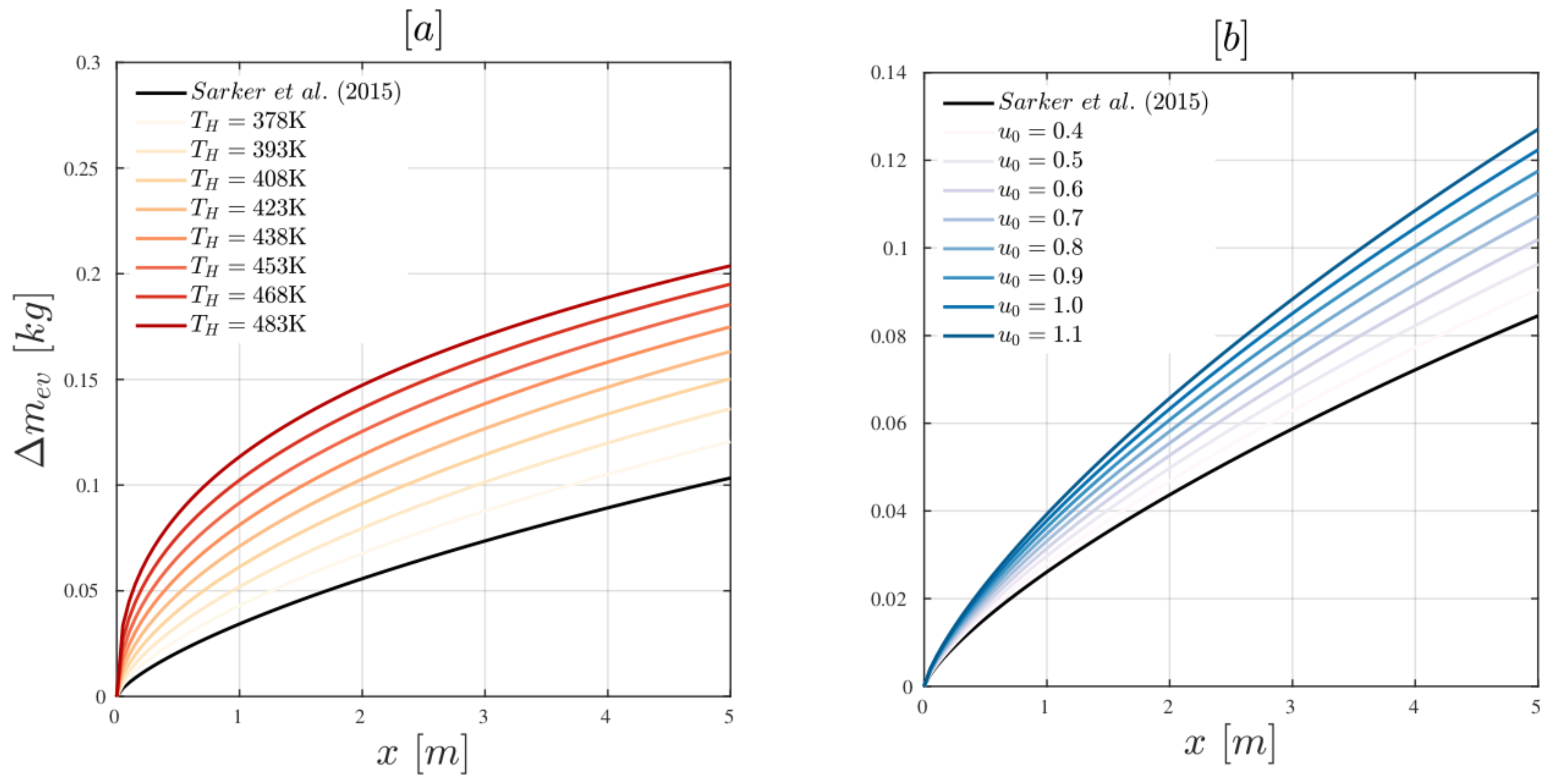
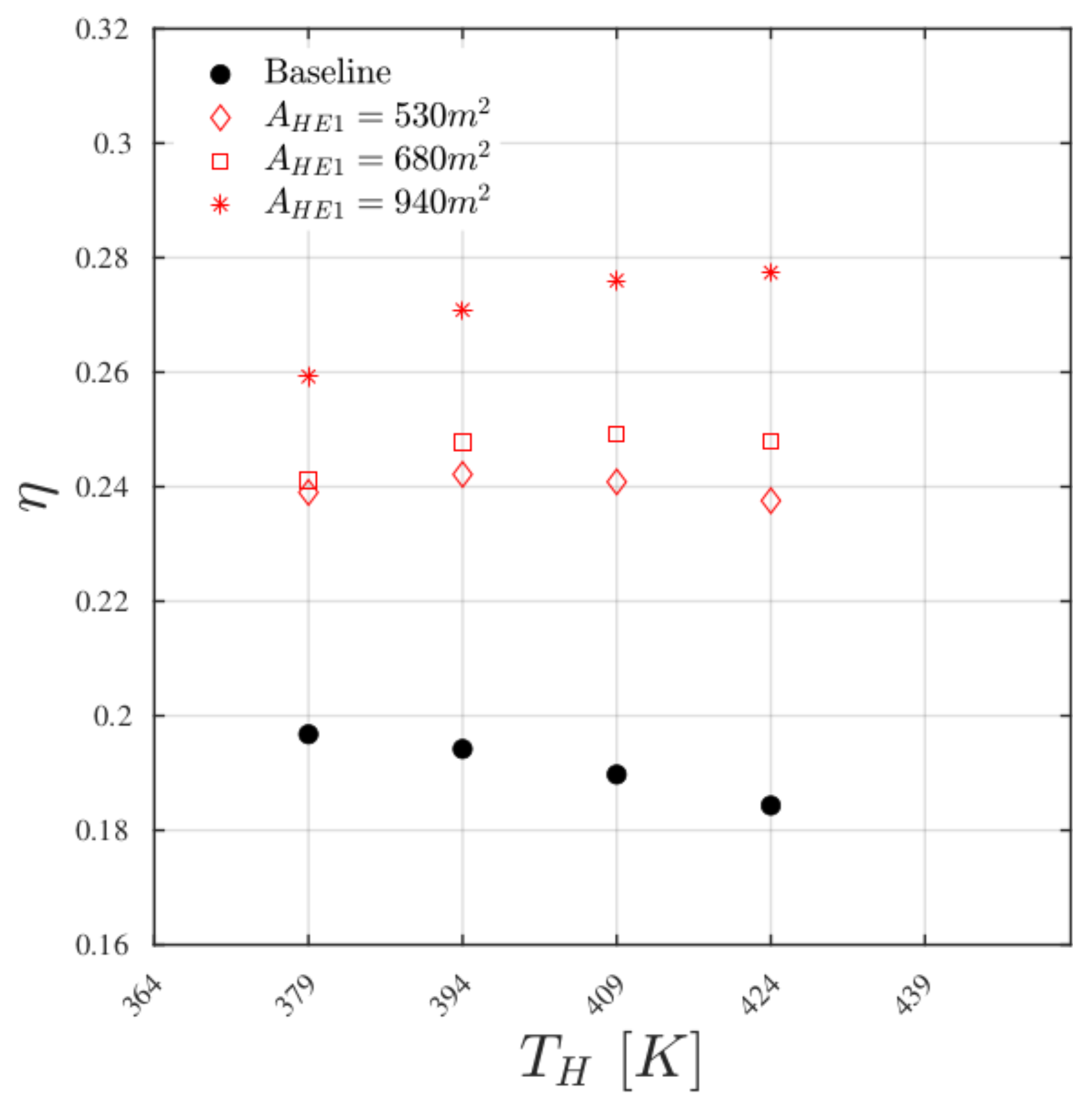
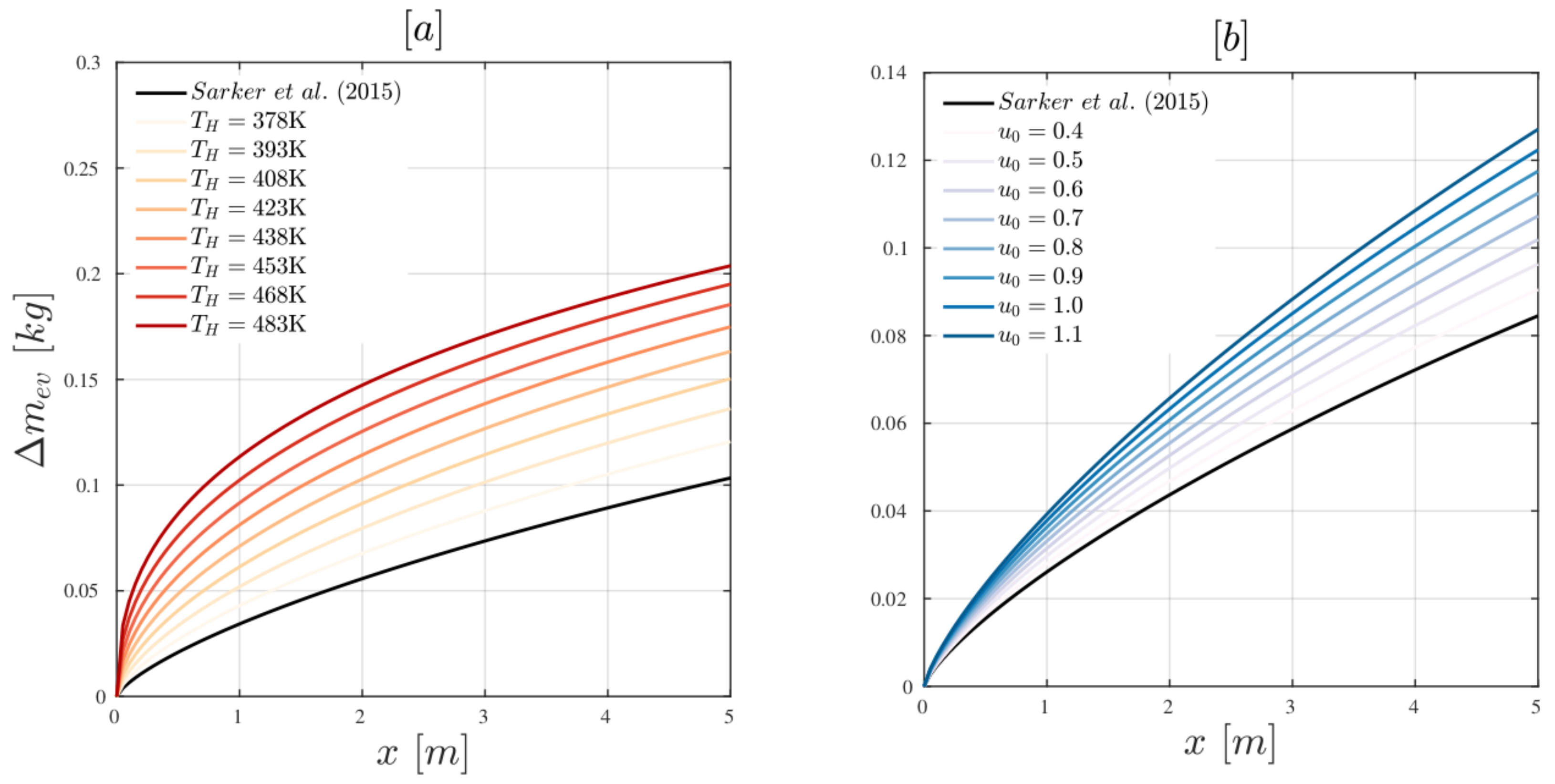
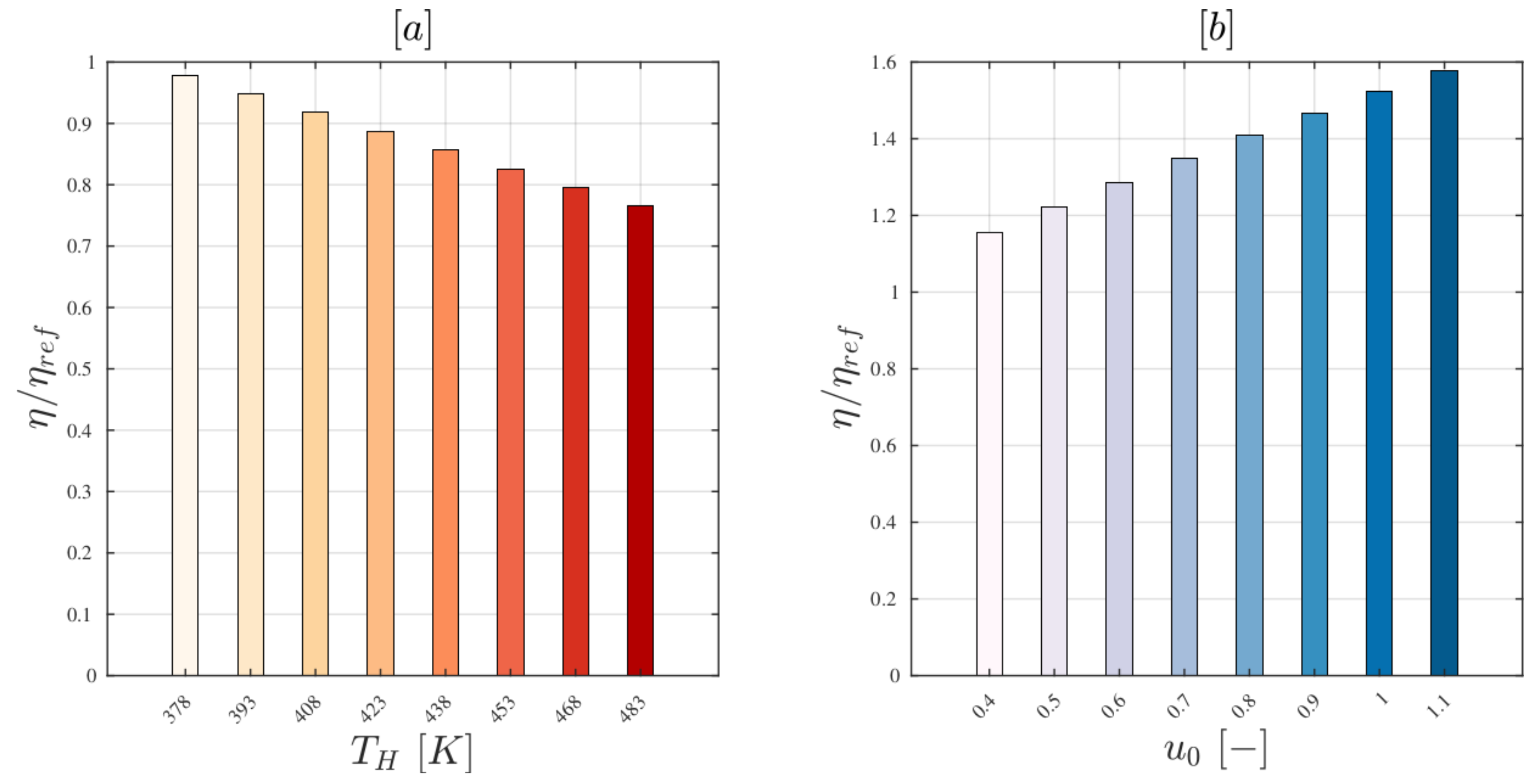
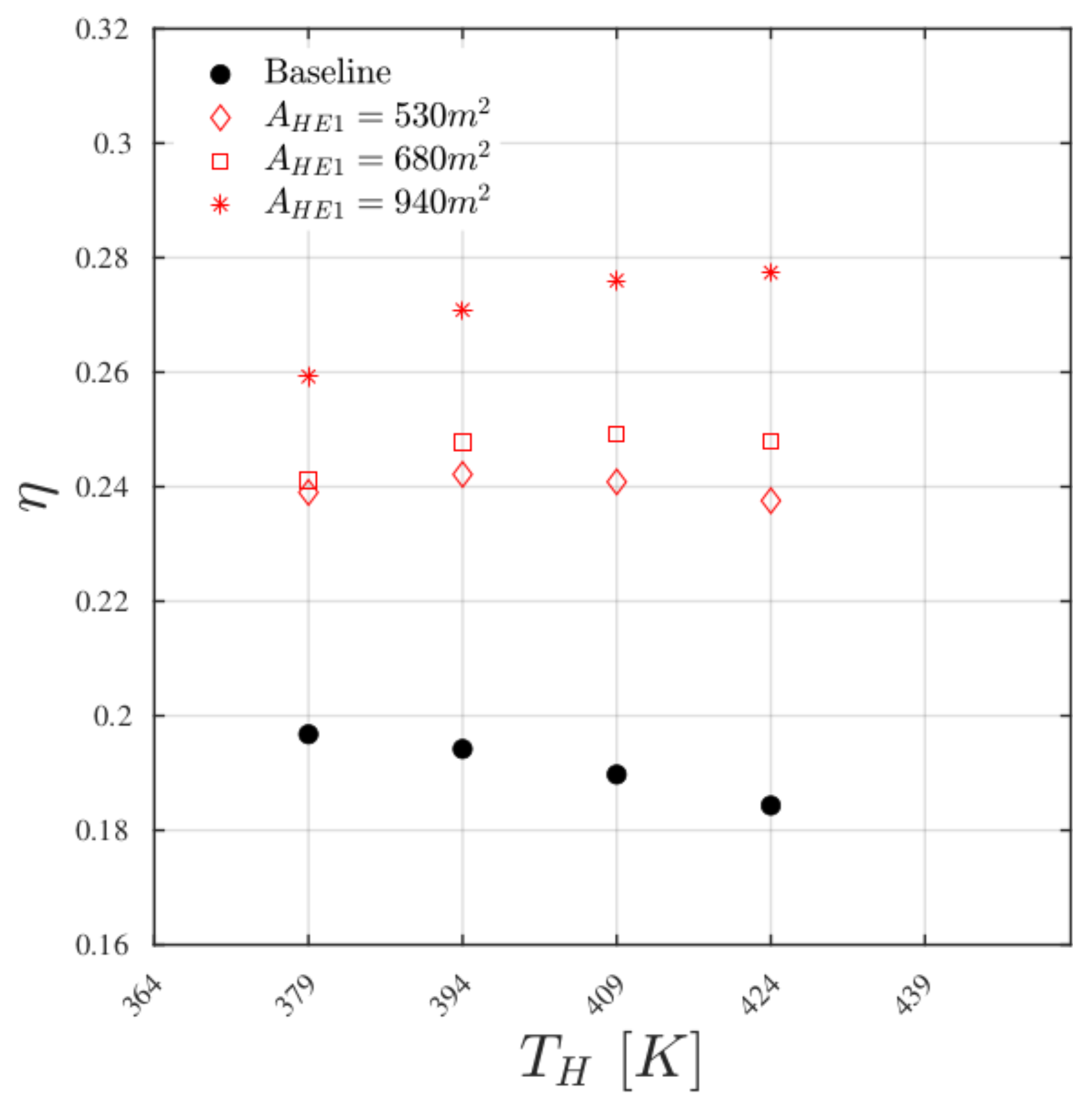
3.1. Energy Analysis
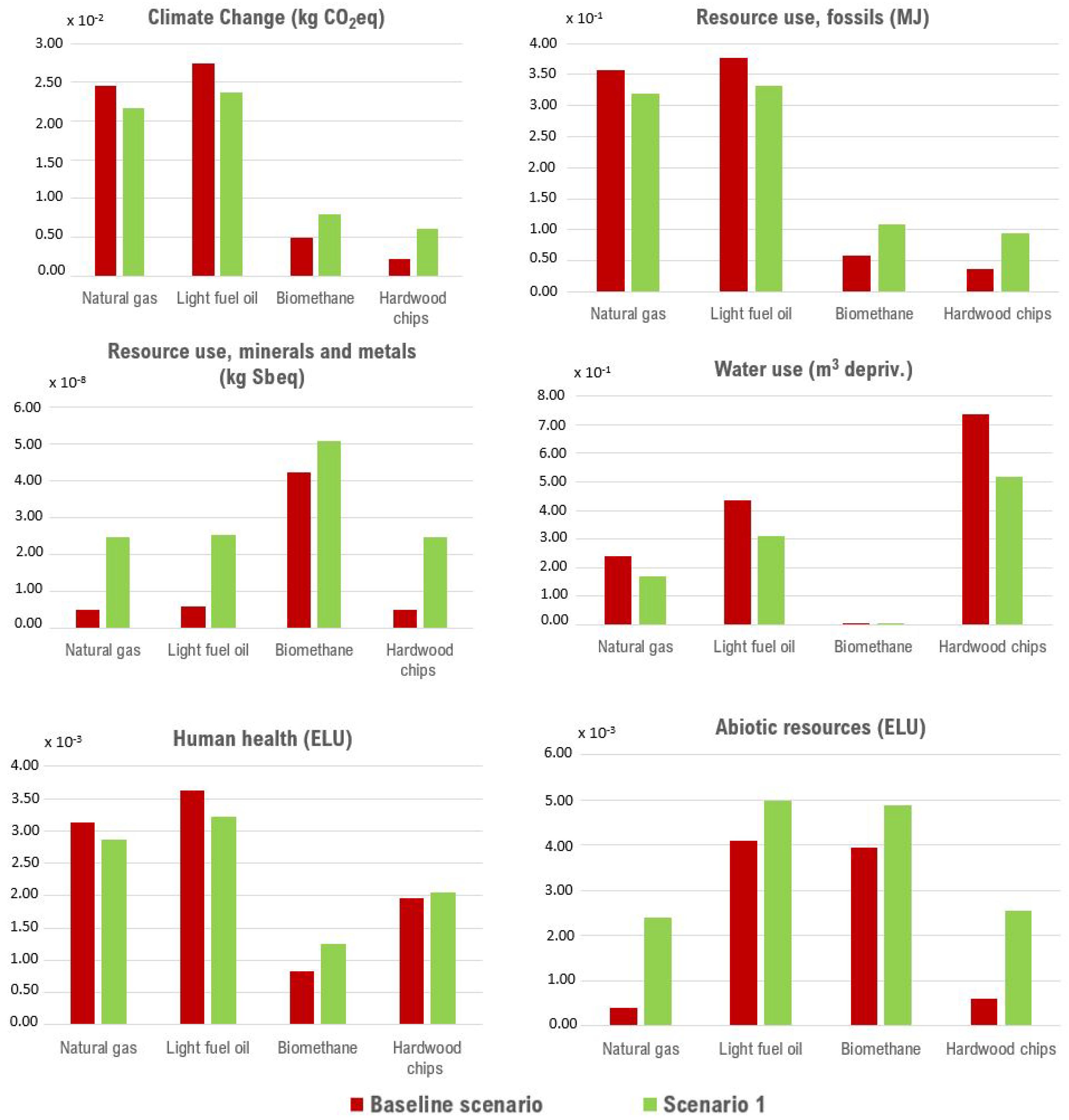
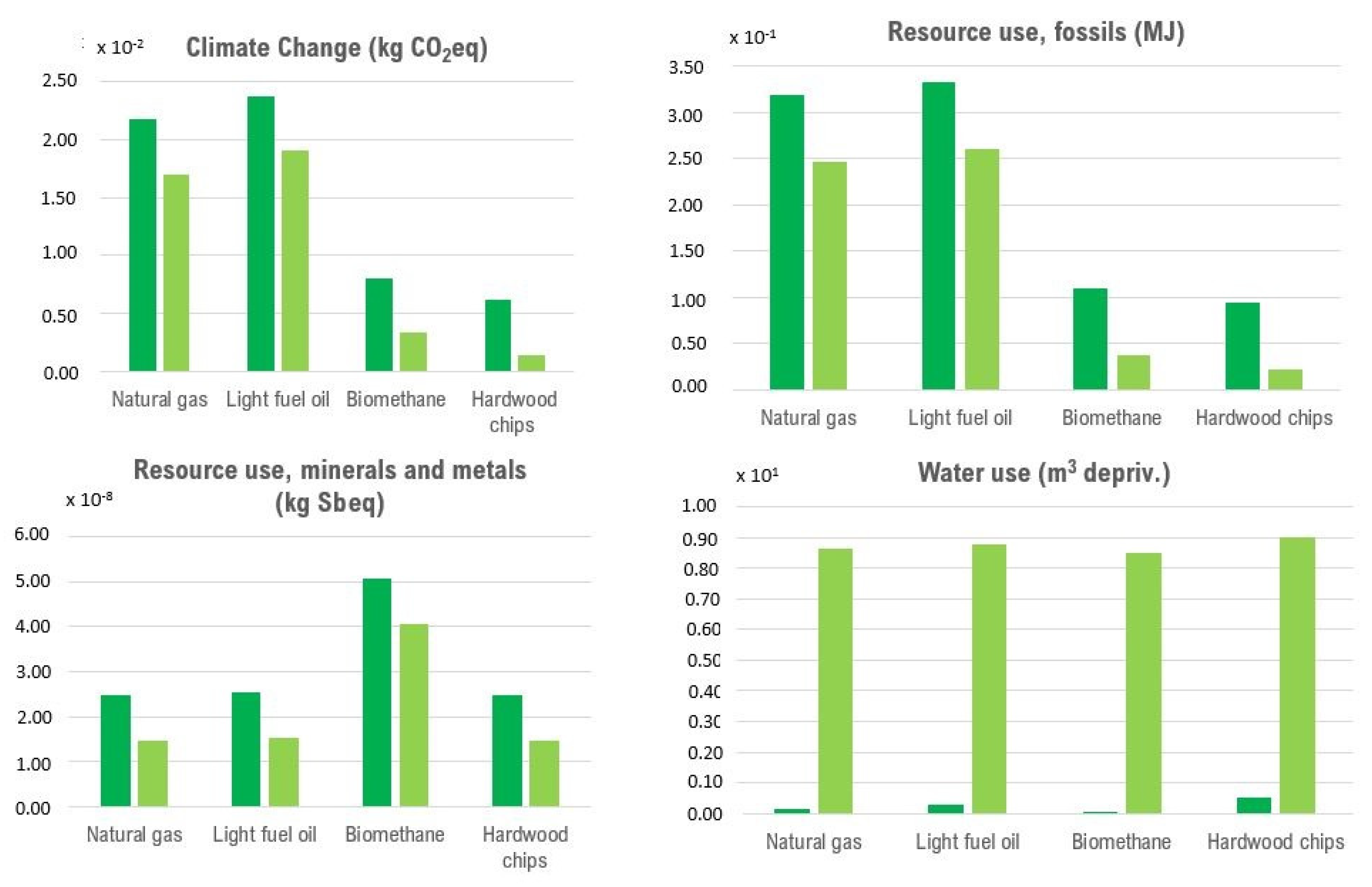
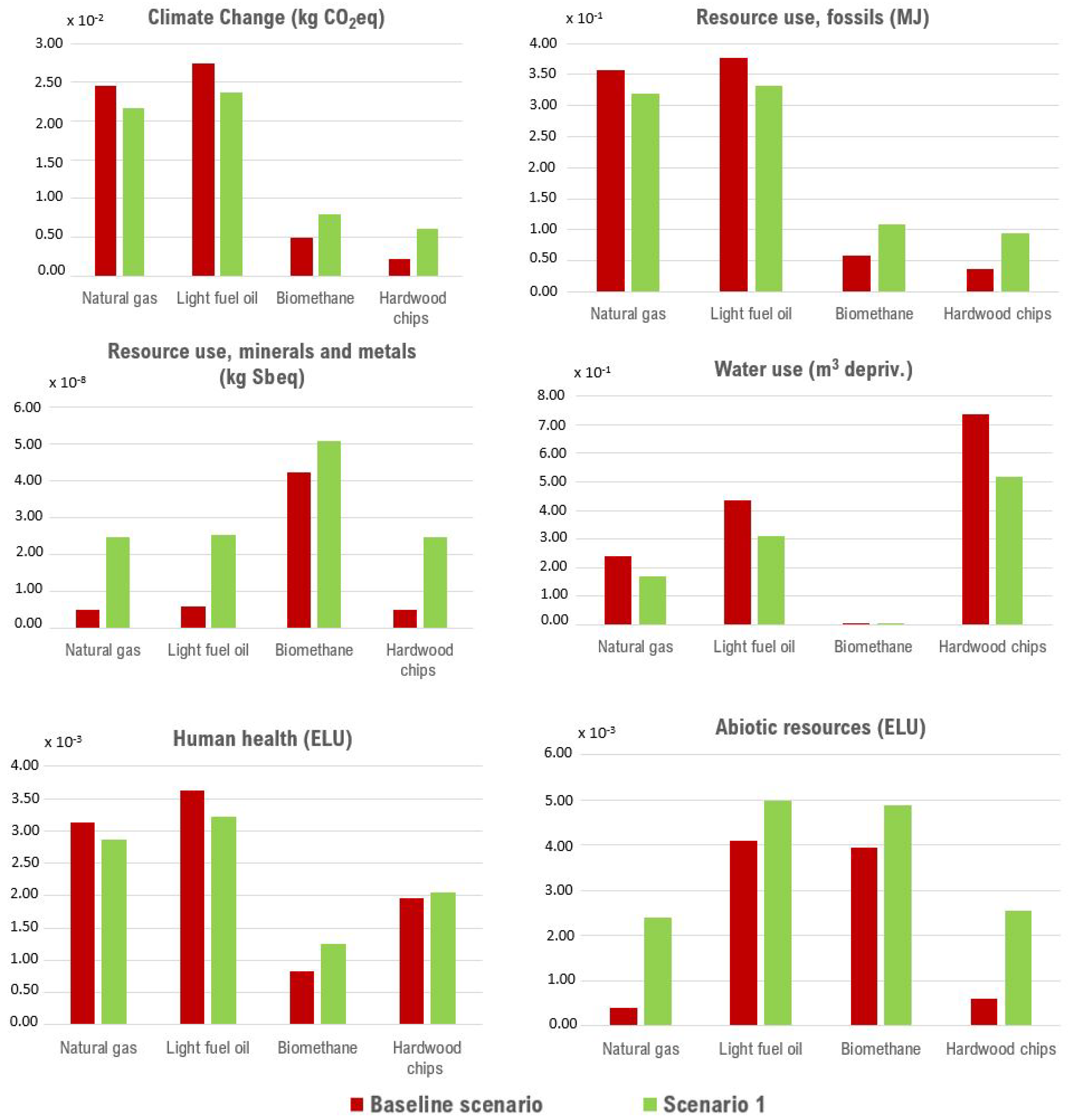
3.2. Life Cycle Analyses Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Gardner, A.W. Industrial Drying; Biliing & Sons Ltd.: London, UK, 1971. [Google Scholar]
- Strumillo, C. Drying: Principles, Applications, and Design; CRC Press: Boca Raton, FL, USA, 1986; Volume 3. [Google Scholar]
- Iqbal, J.M.; Akbar, W.M.; Aftab, M.R.; Younas, I.; Jamil, U. Heat and mass transfer modeling for fruit drying: A review. MOJ Food Process. Technol. 2019, 7, 69–73. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Behjat, Y.; Shahhosseini, S.; Hashemabadi, S.H. CFD modeling of hydrodynamic and heat transfer in fluidized bed reactors. Int. Commun. Heat Mass Transf. 2008, 35, 357–368. [Google Scholar] [CrossRef]
- Chou, S.; Chua, K. New hybrid drying technologies for heat sensitive foodstuffs. Trends Food Sci. Technol. 2001, 12, 359–369. [Google Scholar] [CrossRef]
- Akhavan, A.; van Ommen, J.R.; Nijenhuis, J.; Wang, X.S.; Coppens, M.O.; Rhodes, M.J. Improved drying in a pulsation-assisted fluidized bed. Ind. Eng. Chem. Res. 2009, 48, 302–309. [Google Scholar] [CrossRef]
- Si, C.; Wu, J.; Wang, Y.; Zhang, Y.; Liu, G. Effect of acoustic field on minimum fluidization velocity and drying characteristics of lignite in a fluidized bed. Fuel Process. Technol. 2015, 135, 112–118. [Google Scholar] [CrossRef]
- Ali, S.S.; Asif, M. Effect of particle mixing on the hydrodynamics of fluidized bed of nanoparticles. Powder Technol. 2017, 310, 234–240. [Google Scholar] [CrossRef]
- Lehmann, S.; Hartge, E.U.; Jongsma, A.; deLeeuw, I.M.; Innings, F.; Heinrich, S. Fluidization characteristics of cohesive powders in vibrated fluidized bed drying at low vibration frequencies. Powder Technol. 2019, 357, 54–63. [Google Scholar] [CrossRef]
- Motevali, A.; Koloor, R.T. A comparison between pollutants and greenhouse gas emissions from operation of different dryers based on energy consumption of power plants. J. Clean. Prod. 2017, 154, 445–461. [Google Scholar] [CrossRef]
- Haque, N.; Somerville, M. Techno-economic and environmental evaluation of biomass dryer. Procedia Eng. 2013, 56, 650–655. [Google Scholar] [CrossRef]
- Haque, N. Guest editorial: Life cycle assessment of dryers. Dry. Technol. 2011, 29, 1760–1762. [Google Scholar] [CrossRef]
- Kumar, S.; Jadhav, S.V.; Thorat, B.N. Life cycle assessment of tomato drying in heat pump and microwave vacuum dryers. Mater. Today Proc. 2022, 57, 1700–1705. [Google Scholar] [CrossRef]
- Ciesielski, K.; Zbicinski, I. Evaluation of environmental impact of the spray-drying process. Dry. Technol. 2010, 28, 1091–1096. [Google Scholar] [CrossRef]
- De Marco, I.; Iannone, R.; Miranda, S.; Riemma, S. Life cycle assessment of apple powders produced by a drum drying process. Chem. Eng. Trans. 2015, 43, 193–198. [Google Scholar]
- Prosapio, V.; Norton, I.; De Marco, I. Optimization of freeze-drying using a Life Cycle Assessment approach: Strawberries’ case study. J. Clean. Prod. 2017, 168, 1171–1179. [Google Scholar] [CrossRef]
- van Oirschot, R.; Thomas, J.B.E.; Gröndahl, F.; Fortuin, K.P.; Brandenburg, W.; Potting, J. Explorative environmental life cycle assessment for system design of seaweed cultivation and drying. Algal Res. 2017, 27, 43–54. [Google Scholar] [CrossRef]
- Léonard, A.; Gerbinet, S. Using Life Cycle Assessment methodology to minimize the environmental impact of dryers. In Proceedings of the IDS 2018. 21st International Drying Symposium Proceedings; Editorial Universitat Politècnica de València: Valencia, Spain, 2018; pp. 33–38. [Google Scholar]
- Romdhana, H.; Bonazzi, C.; Esteban-Decloux, M. Computer-aided process engineering for environmental efficiency: Industrial drying of biomass. Dry. Technol. 2016, 34, 1253–1269. [Google Scholar] [CrossRef]
- Evrard, D.; Ben Rejeb, H.; Zwolinski, P.; Brissaud, D. Designing immortal products: A lifecycle scenario-based approach. Sustainability 2021, 13, 3574. [Google Scholar] [CrossRef]
- Aquino, A.; Poesio, P. Off-Design Exergy Analysis of Convective Drying Using a Two-Phase Multispecies Model. Energies 2021, 14, 223. [Google Scholar] [CrossRef]
- Sarker, M.; Ibrahim, M.; Aziz, N.A.; Punan, M. Application of simulation in determining suitable operating parameters for industrial scale fluidized bed dryer during drying of high impurity moist paddy. J. Stored Prod. Res. 2015, 61, 76–84. [Google Scholar] [CrossRef]
- Sarker, M.S.H.; Ibrahim, M.N.; Aziz, N.A.; Punan, M.S. Energy and exergy analysis of industrial fluidized bed drying of paddy. Energy 2015, 84, 131–138. [Google Scholar] [CrossRef]
- Erbay, Z.; Icier, F. A review of thin layer drying of foods: Theory, modeling, and experimental results. Crit. Rev. Food Sci. Nutr. 2010, 50, 441–464. [Google Scholar] [CrossRef] [PubMed]
- Tohidi, M.; Sadeghi, M.; Torki-Harchegani, M. Energy and quality aspects for fixed deep bed drying of paddy. Renew. Sustain. Energy Rev. 2017, 70, 519–528. [Google Scholar] [CrossRef]
- Mohapatra, D.; Bal, S. Determination of Specific Heat and Gelatinization Temperature of Rice using Differential Scanning Calorimetry. In Proceedings of the 2003 ASAE Annual Meeting; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2003; p. 1. [Google Scholar]
- Macdonald, I.; El-Sayed, M.; Mow, K.; Dullien, F. Flow through porous media-the Ergun equation revisited. Ind. Eng. Chem. Fundam. 1979, 18, 199–208. [Google Scholar] [CrossRef]
- Bian, Q. The nature of climate change-equivalent climate change model’s application in decoding the root cause of global warming. Int. J. Environ. Clim. Chang. 2019, 9, 801–822. [Google Scholar] [CrossRef]
- Aktaş, M.; Şevik, S.; Amini, A.; Khanlari, A. Analysis of drying of melon in a solar-heat recovery assisted infrared dryer. Sol. Energy 2016, 137, 500–515. [Google Scholar] [CrossRef]
- Oǧulata, R.T. Utilization of waste-heat recovery in textile drying. Appl. Energy 2004, 79, 41–49. [Google Scholar] [CrossRef]
- El Fil, B.; Garimella, S. Waste heat recovery in commercial gas-fired tumble dryers. Energy 2021, 218, 119407. [Google Scholar] [CrossRef]
- ISO 14040; Environmental Management-Life Cycle Assessment-Principles and Framework. ISO: Geneva, Switzerland, 1997.
- ISO 14044; Environmental Management-Life Cycle Assessment-Requirements and Guidelines. ISO: Geneva, Switzerland, 1997.
- ILCD Handbook. European Commission-Joint Research Centre-Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook–General Guide for Life Cycle Assessment-Detailed Guidance. March 2010. Available online: https://eplca.jrc.ec.europa.eu/uploads/ILCD-Handbook-General-guide-for-LCA-DETAILED-GUIDANCE-12March2010-ISBN-fin-v1.0-EN.pdf (accessed on 10 December 2022).
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Pré Sustainability. LCA Software for Informed Change-Makers. 2022. Available online: https://simapro.com/ (accessed on 10 December 2022).
- Zampori, L.; Pant, R. Suggestions for Updating the Product Environmental Footprint (PEF) Method; Publications Office of the European Union: Luxembourg, 2019. [Google Scholar]
- European Commission. PEFCR Guidance Document-Guidance for the Development of Product Environmental Footprint Category Rules (PEFCRs). Version 6.3; Environmental Footprint Guidance Document. 2017. Available online: https://ec.europa.eu/environment/eussd/smgp/pdf/PEFCR_guidance_v6.3.pdf (accessed on 10 December 2022).
- Bagg, M. Save cash and energy costs via an LCC model. World Pumps 2013, 2013, 26–27. [Google Scholar] [CrossRef]
- Hin, J.N.C.; Zmeureanu, R. Optimization of a residential solar combisystem for minimum life cycle cost, energy use and exergy destroyed. Sol. Energy 2014, 100, 102–113. [Google Scholar]
- Bierer, A.; Götze, U.; Meynerts, L.; Sygulla, R. Integrating life cycle costing and life cycle assessment using extended material flow cost accounting. J. Clean. Prod. 2015, 108, 1289–1301. [Google Scholar] [CrossRef]
- Stern, N.; Stern, N.H. The Economics of Climate Change: The Stern Review; Cambridge University Press: Cambridge, UK, 2007. [Google Scholar]
- Steen, B. The EPS 2015d Impact Assessment Method—An Overview; Swedish Life Cycle Center: Gothenburg, Sweden, 2015. [Google Scholar]
- Soponronnarit, S. Fluidised-bed paddy drying. Sci. Asia 1999, 25, 51–56. [Google Scholar] [CrossRef]
- Castro, A.; Mayorga, E.; Moreno, F. Mathematical modelling of convective drying of fruits: A review. J. Food Eng. 2018, 223, 152–167. [Google Scholar] [CrossRef]
- Vik, T.; Reif, B.P. Modeling the evaporation from a thin liquid surface beneath a turbulent boundary layer. Int. J. Therm. Sci. 2011, 50, 2311–2317. [Google Scholar] [CrossRef]
- Joardder, M.U.; Karim, A.; Kumar, C.; Brown, R.J. Porosity: Establishing the Relationship between Drying Parameters and Dried Food Quality; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Urbano, D.G.; Aquino, A.; Scrucca, F. Energy Performance, Environmental Impacts and Costs of a Drying System: Life Cycle Analysis of Conventional and Heat Recovery Scenarios. Energies 2023, 16, 1523. https://doi.org/10.3390/en16031523
Urbano DG, Aquino A, Scrucca F. Energy Performance, Environmental Impacts and Costs of a Drying System: Life Cycle Analysis of Conventional and Heat Recovery Scenarios. Energies. 2023; 16(3):1523. https://doi.org/10.3390/en16031523
Chicago/Turabian StyleUrbano, Dario Giuseppe, Andrea Aquino, and Flavio Scrucca. 2023. "Energy Performance, Environmental Impacts and Costs of a Drying System: Life Cycle Analysis of Conventional and Heat Recovery Scenarios" Energies 16, no. 3: 1523. https://doi.org/10.3390/en16031523
APA StyleUrbano, D. G., Aquino, A., & Scrucca, F. (2023). Energy Performance, Environmental Impacts and Costs of a Drying System: Life Cycle Analysis of Conventional and Heat Recovery Scenarios. Energies, 16(3), 1523. https://doi.org/10.3390/en16031523