1. Introduction
Greenhouse gases (GHGs) mainly include CO
2, CH
4, N
2O, hydrofluorocarbons, perfluorocarbons, sulfur hexafluoride, and nitrogen trifluoride [
1]). GHG emissions cause changes in net radiation flux in the troposphere or atmosphere, which can lead to climate change. The production and use of fossil fuels mainly contribute to global GHG emissions [
2]. As the third-largest stationary source, the cumulative GHG emissions from global petroleum refineries from 2000 to 2021 are approximately 3.41 billion tons, with an average annual growth rate of 0.7% [
3]. Carbon dioxide (CO
2) and methane (CH
4) are the primary species emitted by refineries [
4]. At present, many investigations and methodologies have been used to explore carbon emissions from refineries at the industry or enterprise scale. The current granularity of carbon emissions data impairs the reliability of precise mitigation, so analysis and identification of influencing factors for carbon emissions at a more micro-level, such as unit level, is an urgent task for effective carbon reduction.
Different process units in a petroleum refinery show various intensities and patterns of carbon emission [
5]. The main process units include a crude distillate unit and vacuum distillate unit (CD and VD), fluid catalytic cracking unit (FCC), catalytic reforming unit (CR), hydrocracking unit (HC), hydrofining unit (HF), solvent deasphalting unit (SD), and delayed coking unit (DC). According to Jia et al. [
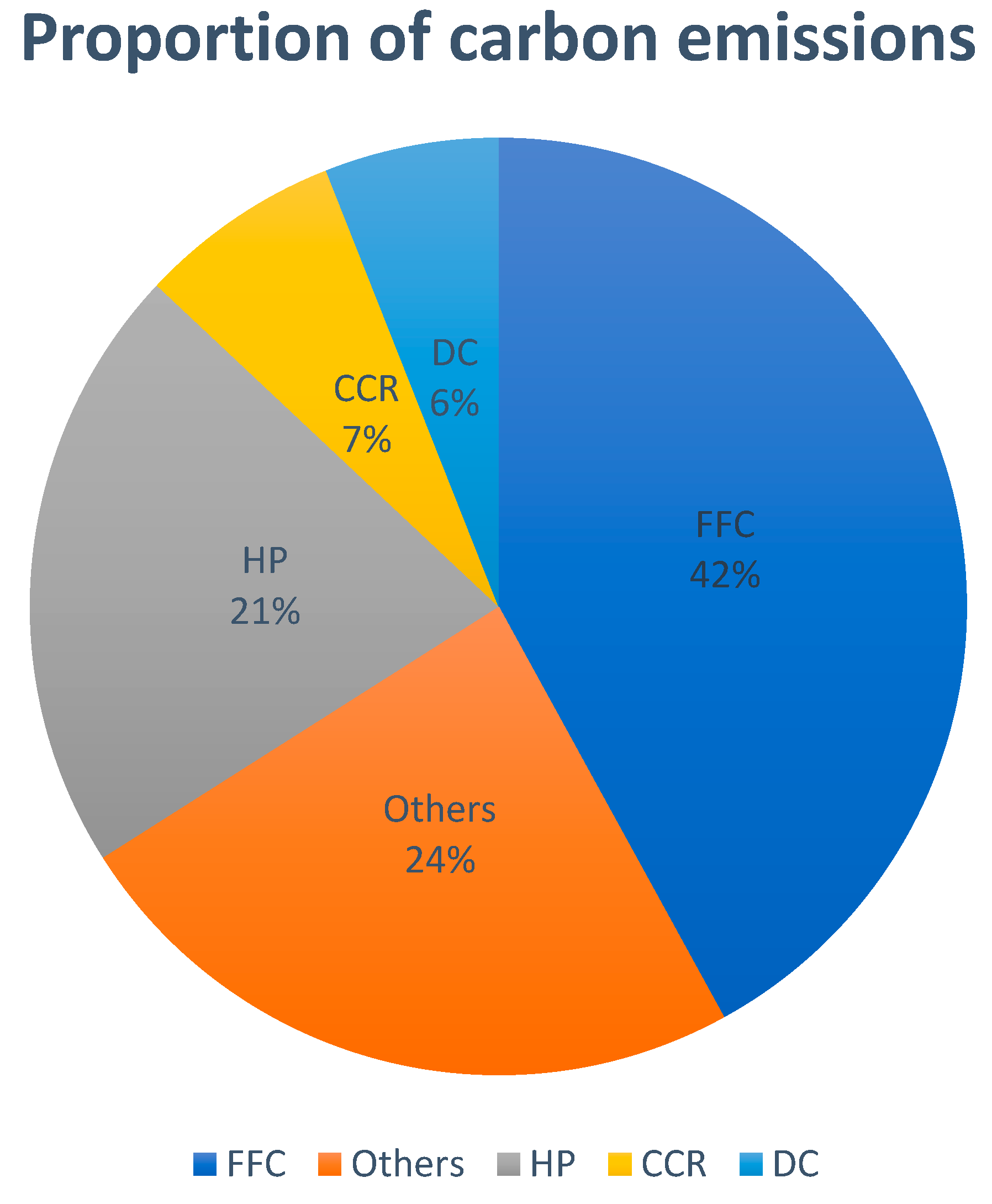
6], FCC, DC, HC, and hydrotreatment (HT) are the main carbon emission sources. FCC is the most important unit for increasing the processing depth of crude oil in petroleum refining enterprises, accounting for 24.3% of the total emissions in a refinery. According toAl-Salem [
7], the burn of catalyst coke in the regenerator’s stack within FCC can produce 40% of the total CO
2 in a refinery. Steam methane reforming (SMR) is the most widely used process to produce hydrogen. About 20% of the total CO
2 emission could be attributed to hydrogen production (HP) units. Stockle et al. [
8] raised that a ton of hydrogen produced via SMR produced about 10 tons of CO
2. DC is an important way for the thermal treatment of heavy oil. Large amounts of energy are consumed to provide reaction heat for the coking process, resulting in high carbon emissions [
9]. As for CR units, a lot of heaters should be used to maintain the reaction due to the endothermic property of the reforming reaction [
4].
In the research on influencing factors of carbon emission, the factorial decomposition method is one of the more widely used methods [
10]. It mainly consists of structural decomposition analysis (SDA) and index decomposition analysis (IDA) [
11]. Compared to the SDA method, which needs to be established on the basis of input–output models, the IDA method has been more widely used due to its characteristics of easier data acquisition and easy operation [
12]. However, the exponential decomposition method also has certain drawbacks, such as being represented as a product of several factor indicators by the explanatory variable while ignoring the dependence between the multiplied factors. Moreover, the influencing factors that are artificially selected to enter the model are subjective. SDA or IDA can be carried out at the international level, national level, and sectoral levels but rarely at the enterprise and process level [
13]. Therefore, more suitable methods are needed for identifying influencing factors of carbon emission at the micro level.
Based on various carbon emission characteristics, Li et al. [
14] divided the abatement technologies of CO
2 in the petroleum refining industry into the following six categories: (1) Waste-heat recovery and over-bottom pressure recovery technology. (2) New materials technology. (3) Process optimization technology. (4) Intelligent system scheduling optimization technology. (5) Circulating water system energy-saving technology. (6) New equipment technology. For example, Liu et al. [
15] suggested that upgrading process heaters has been a priority in recent years, but heat recovery and advanced process control systems will gradually begin to dominate the technological marketplace in the long term. The use of renewable energy to produce renewable hydrogen via electrolysis for HT unit, which replaces the steam methane reform, and to provide oxygen for oxy-combustion or capture CO
2 in FCC units can mitigate up to 22.11% of the GHG emissions in the petroleum refineries [
16]. The carbon-based methods emit large quantities of CO
2, which motivates the need to develop alternative and sustainable methods of generating hydrogen, such as the thermochemical Cu-Cl cycle [
17]. In addition, new equipment technologies have delivered the greatest contribution to CO
2 emissions reduction (more than 50%), while new material technology only offers the lowest contribution to CO
2 emissions reduction (less than 1%). Xie et al. [
18] suggested paying more attention to the research and development of energy-saving technology, as well as the clean transformation of energy structure, by investigating the driving factors of energy-related CO
2 emissions in China’s petroleum refinery industry. Morrow et al. [
19,
20] developed a refinery model that consisted of 12 process units for the U.S. petroleum refining sector, and they classified CO
2 emissions reduction technologies by process unit. Recently, the carbon capture, utilization, and storage (CCUS) for industrial flue gases has become an important issue in the petroleum industry [
21,
22,
23,
24]. It includes carbon capture, carbon transport, CO
2-enhanced energy recovery, and comprehensive utilization of CO
2 [
25]. The CCUS could mitigate the emissions from refining operations and reduce the refining sector’s share of global CO
2 emissions by 4% [
26]. Berghout et al. [
27] evaluated the combination of mitigation options at a complex refinery, including energy efficiency, CCUS, and the introduction of biomass feedstock. Reasonable optimization of device parameters is a low-cost means of achieving carbon emission reduction. Zhang et al. [
28] configured the optimal parameters for the driving of steam and power systems to reduce the carbon emissions of the device.
From above, previous studies made valuable contributions to our understanding of carbon emissions and the mitigation of petroleum refineries from macroscopic aspects. However, few studies have focused on exploring influencing factors of carbon emissions from petroleum refineries at the process unit level. The impact of process parameters on carbon emissions is still unclear because the influencing parameters are complex and diverse. In addition, the carbon emission reduction technologies used for process units are generally selected based on expert experience, which usually involves some general knowledge and principles. The lack of specific analysis methods and data support generates ambiguous suggestions for carbon emission reduction.
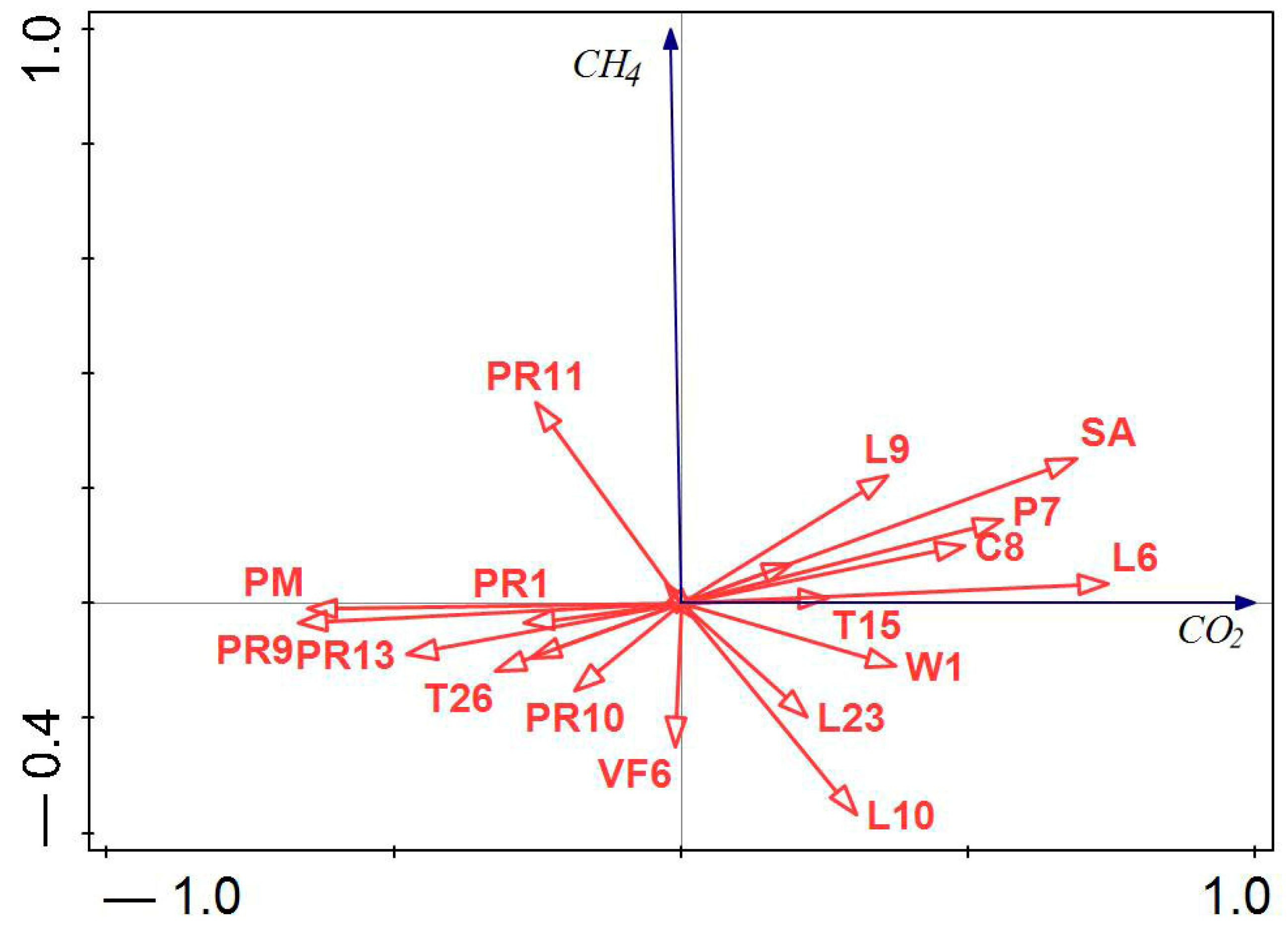
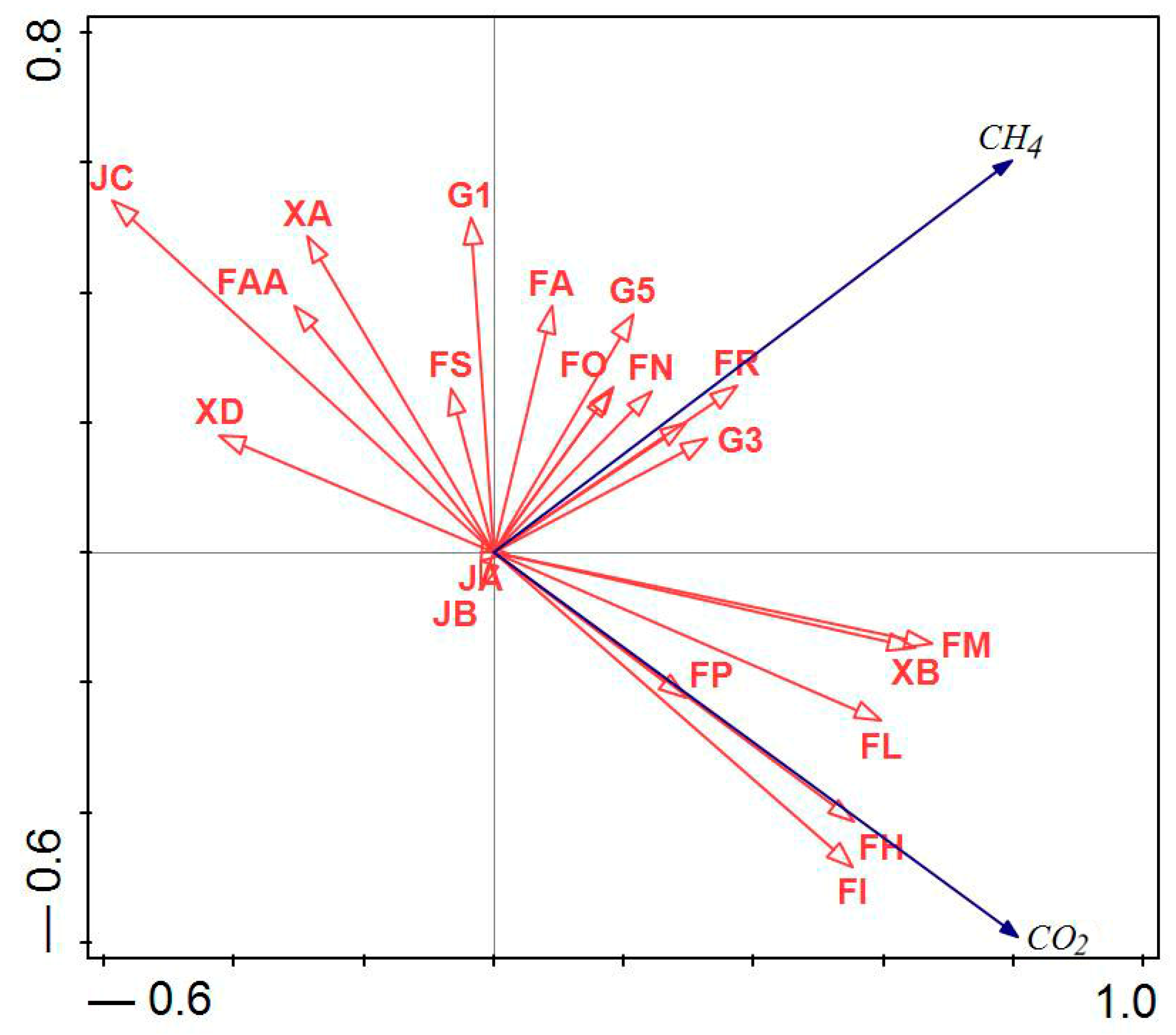
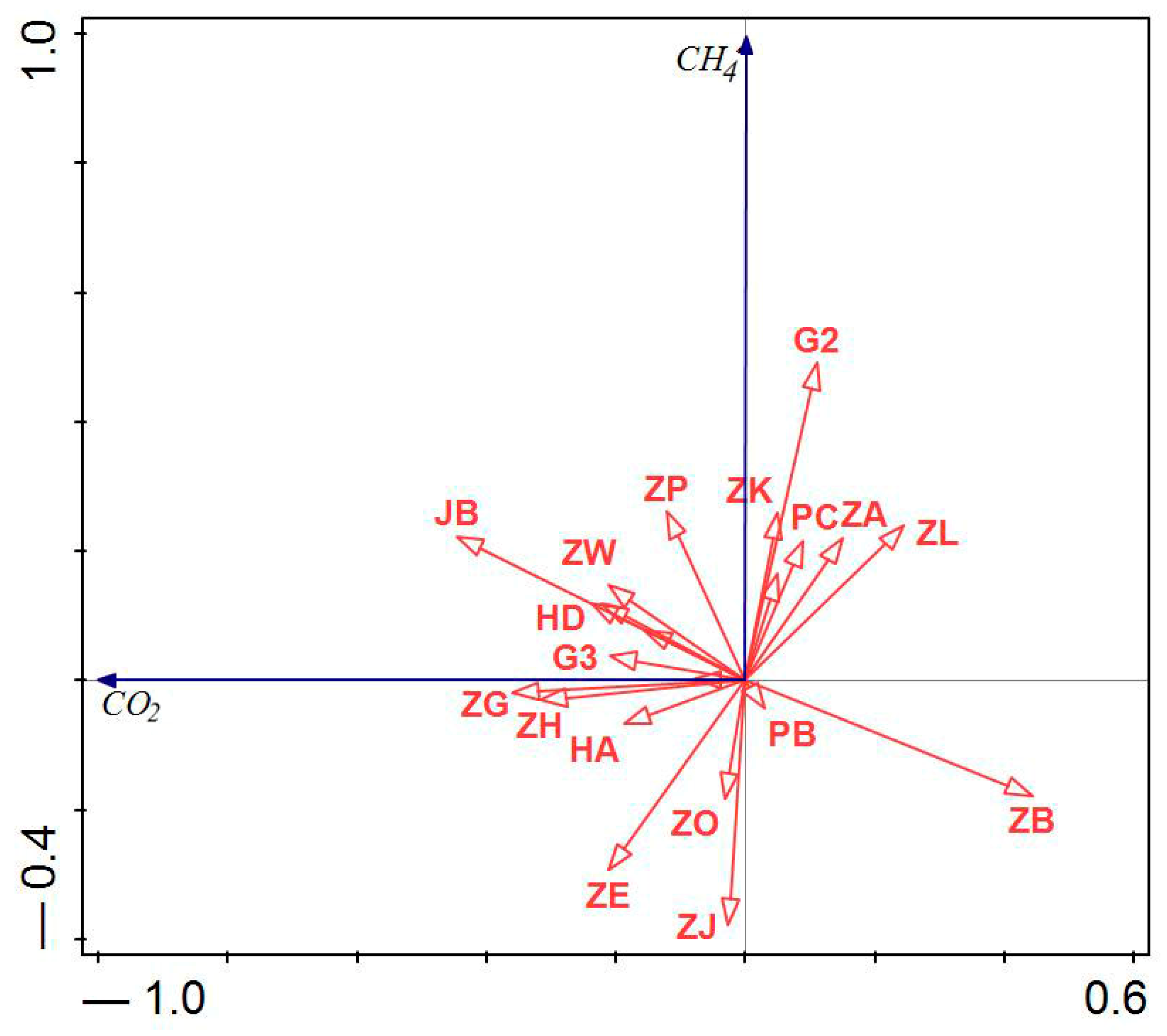
In response to these key issues, four typical process units of a certain refinery, including FCC, Continuous Catalytic Reforming (CCR), HP, and DC, are chosen as objects. A typical 5-million-ton scale Chinese petroleum refinery was selected as an investigating object. Redundancy analysis (RDA) and multiple regression analysis (MRA) were employed to identify the key influencing factors of carbon emissions. The carbon reduction pathway aiming at the identified influencing factors is further proposed for the target refinery. The rest of this paper is organized as follows:
Section 2 describes the main process units of the refinery case, identifies the main process units of carbon emission, and describes the RDA and MRA methods;
Section 3 analyses and discusses the results of RDA and MRA, and proposed carbon emission reduction pathways on the basis of results;
Section 4 presented the conclusions and some relevant suggestions
4. Discussions
Decomposition analysis has been widely used to quantify driving factors of changes in an indicator over time [
12]. Xie et al. [
18] decomposed the CO
2 emissions changes of China’s petroleum refining and coking industry (PRCI) into five factors and compared their diverse contributions by using the Logarithmic Mean Divisia Index (LMDI) decomposition method. The results show that industrial activity is the dominant driving force of the growth of CO
2 emissions, followed by industrial scale and energy intensity. Liu et al. [
49] combined the structural decomposition analysis method and the input–output subsystem analysis method to construct a decomposition model of the factors influencing the amount of change in carbon dioxide emissions in China. However, due to methodological limitations, factor decomposition methods focus on a small number of highly comprehensive driving force indicators, making it difficult to provide driving force analysis of core parameters at the critical process level.
A few recent studies aim to assess CO
2 mitigation potential for a complex refinery by using a bottom-up method, in which the studies of the oil industry process-chain (production, transport, and refining) were used to identify energy efficiency measures (EEM) based on operational data at the process unit level [
50]. The first step of the general approach is identifying an inventory of existing facilities and key parameters of the core process of the refinery (e.g., CO
2 emissions, reaction parameters, material and energy flows). Morrow et al. [
19,
20] identified energy efficiency-related measures and CO
2 emissions reduction potential for the U.S. refining industry by dividing petroleum refining into 12 process units. Jia et al. [
6] established a modeling framework to address the petroleum and its derivatives, energy, and CO
2 emissions nexus at the process unit-level based on energy flow analysis and bottom-up method when refining paraffin-based crude oil in China. Although the bottom-up approach starts from process-level data of petroleum refining, it lacks the ability to objectively identify influencing factors. The energy flow analysis-based bottom-up approach can only identify the influencing factor of flux or scale type and cannot analyze the influencing factors of chemical reactions and material properties types. Therefore, the integrated RDA and MRA method proposed in this article can deal with all kinds of factors to one or multiple response variables, providing a quantitative method for identifying significant influencing factors and expanding the application scope of “Decomposition Analysis”.
FCC, CCR, DC, and HP units are selected as the object of study according to the proportion of carbon emissions. The results of four main units indicate that the main types of influencing factors are energy consumption, reaction conditions, processing scale, and catalyst-related factors. In the reaction conditions, regardless of the device, any part that involves heating will have a significant impact on carbon emissions. In most processes, the fractionation parts are the main factors that influence the GHG emission. It is probable that continuous heating sources are required, which results in a significant amount of energy consumption and carbon emissions. The impact of process scale is reflected in the production load. If other parameter conditions remain unchanged, an increase in load leads to higher carbon emissions. The coke burning of catalyst regeneration produces a large amount of greenhouse gases. Any factor that affects the carbon deposition on the catalyst will have a significant impact on carbon emissions.
5. Conclusions
When estimating or reducing carbon emissions in a refinery, researchers often focus on carbon emissions at industries and enterprise levels, neglecting that of process or equipment. This reduces the resolution of the estimation and the operability of the measures. Taking a certain petroleum refinery in China as an example, the study identified the relationship between the parameters of each operating device and carbon emissions through process analysis combined with statistical analysis of MRA and RDA and provided more targeted suggestions for reducing carbon emissions in the refinery.
The proposed method, compared to the factorial decomposition method, can analyze the factors affecting carbon emissions at a more microscopic level and provide more detailed information, such as analyzing the factors affecting carbon emissions of an enterprise or equipment. The proposed method is easy to understand, simpler to calculate, and can identify significant factors affecting carbon emissions from numerous production process parameters, avoiding the subjective selection of research factors. The proposal method provides a higher resolution factor identification method, but it is still qualitative, based on multi-objective optimization and multi-objective experimental design methods. The influencing factors can be further studied to obtain the optimal values while balancing the economy, environment, and other issues.
Potential carbon mitigating pathways for FCC unit after analyzing significant influencing factors include changing the composition of raw oil and improving catalyst performance to reduce the amount of produced coke. Optimizing process parameters and strengthening the circulation and recovery of heat and steam to improve energy efficiency. Potential carbon mitigating pathways for DC unit is to optimize process parameters to improve the thermal efficiency of the heating furnace. In the HP unit, optimizing the reaction conditions and inlet and outlet loads of the conversion furnace and heating furnace are main ways to reduce carbon emissions. The potential emission reduction methods of the CCR device are mainly through optimizing the raw material composition, controlling reaction parameters, and optimizing the reaction load.
In this case, the most mitigations of carbon emission can be classified as implementing energy or mass efficiency measures. It can be implied by operational control measures and scale control measures. The former mainly involves the optimization of equipment parameters, while the latter mainly involves the optimization of scale for material and energy flow. This paper mainly concentrated on proposing mitigation pathways based on identified influencing factors that have a negative effect on the GHG emission of certain refinery units. The discussion of current trends in novel carbon reduction technologies for the petroleum refining industry, including combined heat and power (CHP), carbon capture, utilization, and storage (CCUS), and the potential introduction of biomass energy and Green Hydrogen [
51], are not addressed in this paper. These opportunities are recommended for further research and analysis. Moreover, this study is based on data from only one refinery, so the sample size is not large. If the study could use more data from more refineries, the results would be more objective. Due to the complexity of the petroleum refining process, only the main carbon emission equipment was selected for this study, and further research is needed on the remaining carbon emission equipment.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}